
Abstract
Thermal processing is primarily concerned with the application of heat to destroy (inactivate) microorganisms (m.o.) and enzymes, which can cause spoilage of foods and health hazards to the consumers. Thermal processing involves heating of foods at various time–temperature combinations, which define the three main thermal processes, i.e., blanching, pasteurization, and sterilization. The objective of thermal processing is the long-time and safe preservation of sensitive foods, preferably at ambient (room) temperatures. Traditionally, thermal processing has been applied to the canning of foods, packaged in metallic containers, and preserved for long times (longer than 6 months).
Access provided by Autonomous University of Puebla. Download chapter PDF
Keywords
- Thermal inactivation
- Thermal process calculations
- Types of sterilizers
- Canning operations
- Continuous flow sterilizers
- Thermal pasteurizers
10.1 Introduction
Thermal processing is primarily concerned with the application of heat to destroy (inactivate) microorganisms (m.o.) and enzymes, which can cause spoilage of foods and health hazards to the consumers. Thermal processing involves heating of foods at various time–temperature combinations, which define the three main thermal processes, i.e., blanching, pasteurization, and sterilization. The objective of thermal processing is the ☺☺-time and safe preservation of sensitive foods, preferably at ambient (room) temperatures. Traditionally, thermal processing has been applied to the canning of foods, packaged in metallic containers, and preserved for long times (longer than 6 months).
Thermal processing includes, in addition to canning, the following food processing operations: (a) blanching (heat inactivation of spoilage enzymes in vegetables prior to further processing), (b) pasteurization (inactivation of pathogenic and spoilage m.o. and enzymes), and (c) aseptic processing (long-term preservation of foods with minimum heat damage).
High-temperature processing may have, in addition to preservation, some other desirable effects on the food product, such as improvement of eating quality (cooking), softening of some hard foods, and destruction of some undesirable components, like the trypsin inhibitor in legumes.
Thermal treatments (heating), aimed mainly at improvement of eating and other qualities of foods, like baking, cooking, and frying, are discussed in Chap. 6 of this book. Low-temperature preservation (refrigeration and freezing) is described in Chap. 9.
The major problem of thermal processing is the significant damage in the nutritional (vitamins, proteins) and organoleptic (sensory) quality (taste, color, and texture) of foods, particularly when exposed to high temperature for a relatively long time. This problem is resolved by using high-temperature short-time processing methods, aseptic packaging, and special food containers.
Thermal processing is accomplished either by in-container sterilization, e.g., traditional canning or by continuous flow processing, e.g., pasteurization or aseptic processing.
Thermal processing is also used in the bulk storage of fluid foods, usually combined with refrigeration. Gentle thermal processing is used recently in the minimal processing/preservation of foods.
The design of thermal processing equipment is based on the heat inactivation of unwanted enzymes and microorganisms and the heat transfer from the heating medium to the food product.
10.2 Kinetics of Thermal Inactivation
The kinetics of thermal inactivation deals with the destructi on of enzymes and microorganisms (m.o.) involved in the spoilage of foods, taking into consideration the protection of public health. The same kinetic principles are applied in the evaluation of thermal processing on the nutritional and sensory quality of processed foods.
10.2.1 Inactivation of Microorganisms and Enzymes
The heat resistance of the m.o. runs from high (spore-forming bacteria) to relatively low (vegetative cells). Some enzymes can be as heat resistant as the spore-forming bacteria, e.g., catalase and lipoxidase (Teixeira 1992; Heldman and Hartel 1997; Ramaswamy and Singh 1997).
The kinetics of thermal inactivation usually follows a first-order chemical reaction, although the mechanism may be more complex. At a given temperature, the rate of inactivation of a population (N) of m.o. is given by the equation
where (k) is the reaction constant and (t) is the time.
Integration of (10.1) yields
where (N o and N) are the initial and final numbers of m.o. after time of heating (t) at the given temperature. The material is assumed to be heated instantaneously to the processing temperature and to cool rapidly, after remaining constant for the specified time (t).
Equation (10.2) is usually applied in the following more practical form:
where (D = 2.3/k) is the decimal reduction time, expressed usually in minutes.
The (D) value is the time (min) required for 90 % reduction (one log cycle) of a population. It is determined as the inverse of the negative slope of a semilog survivor plot of log(N/N o) versus time (t).
The inactivation (destruction) of m.o. is determined by measuring the survivors, i.e., the m.o. which can grow in a standard microbiological medium. The (D) value characterizes the heat resistance of an m.o. at a given temperature.
Equation (10.3) can be used for the heat inactivation of spoilage enzymes and the determination of the corresponding (D) values at a given temperature.
The thermal death time curve is obtained by plotting log(D) versus the corresponding temperature (T), according to the equation
where the values (D, D o) correspond to the temperatures (T, T o).
The inverse of the negative slope of this line is the (z) value, i.e., the temperature rise required to reduce the (D) value by one log cycle (90 %). For most m.o. of interest to thermal pro cessing, the (z) value is about 10 K or °C (18 °F).
The thermal death time (F) required to obtain the specified inactivation (reduction of the m.o. population) is a multiple of the decimal reduction time (D), e.g., F = 12D for the inactivation of spores of toxic anaerobic bacterium Clostridium botulinum . In the thermal processing of low-acid foods (pH > 4.5), a reference temperature of T o = 121 °C (250 °F) is normally used. The (F) value (usually in minutes) at a given temperature (T) is converted to the equivalent (F o) at the reference temperature (T o) by the equation
Table 10.1 shows some typical values of the decimal reduction time (D) of m.o. and enzymes, used in thermal process calculations (Ramaswamy and Singh 1997; Heldman and Hartel 1997).
In the thermal processing of low-acid foods, the destruction of the s pore-forming bacterium C. botulinum, which produces a poisonous toxin, is of primary concern. An (12D) inactivation is a considered adequate for product safety. Thus, for a strain of C. botulinum with D(121) = 0.5 min, the thermal process time at 121 °C will be F o = 12 × 0.5 = 6 min. Note that a process of F o = 6 min will be equivalent to a destruction of only (6/3) = (2D) of a thermophilic bacterium of D(121) = 3 min. It is obvious that a more severe thermal process will be required for adequate heat inactivation of this heat-resistant m.o., e.g., (5D) = 5 × 3 = 15 min, which will be more than adequate for C. botulinum. For very heat-resistant m.o. (5D) to (7D), inactivation is normally used (Lewis and Heppell 2000).
The effect of temperature on the thermal process time (F) and the decimal reduction time (D) can be also expressed by the Arrhenius equation and the Q 10 ratio. The Arrhenius equation for the (D) value is
where (E) is the energy of activation (kJ/mol), (R) is the gas constant (8.31 J/mol K), and (T, T o) are the temperatures (K) corresponding to (D, D o).
By combining (10.4) and (10.6), the following equation is obtained, which relates the energy of activation (E) to the (z) value:
As an illustration, for (z) = 10 K and T = 373 K, T o = 393 K, and R = 8.31 J/mol K, (10.7) yields E = 2.3 × 8.31 × 373 × 393/10 = 280.17 kJ/mol.
Activation energies in the range of 210–476 kJ/mol are reported in the literature for the thermal inactivation of various m.o. (Lewis and Heppell 2000). These values are very high, compared to the activation energies of physical and chemical changes (reactions).
The Q 10 ratio represents the increase of reaction rate by an increase of the temperature by 10 °C, which in the case of (D) values is defined as
By combining (10.4) and (10.8), the following relation is obtained:
Thus, for the usual value of (z) = 10, the ratio Q 10 = 10, i.e., the decimal reduction time (D) decreases by ten times, when the temperature is increased by 10 °C. It should be noted that for most chemical reactions, the ratio Q 10 is about 2, i.e., the inactivation of m.o. is about five times faster than a chemical reaction.
10.2.2 Thermal Damage to Food Components
Although some thermal processes may cause desirable changes t o foods, like cooking and improvement of eating quality of foods, most heat-induced chemical and biochemical changes are undesirable, e.g., nonenzymatic browning and vitamin, taste, texture, and color deterioration.
Most thermal damage reactions are described by first-order kinetics, similar to the inactivation of m.o. and enzymes (Heldman and Hartel 1997). The rate of thermal damage to food components is much slower than the thermal inactivation of the heat-resistant m.o. and enzymes, i.e., significantly higher D and (z) values and lower Arrhenius activation energies.
Characteristic values (D 121, min and z, °C) for damage to food components are ascorbic acid (931 min and 17.8 °C), nonenzymatic browning (384 min and 35.5 °C), thiamine (254 min and 25.4 °C), vitamin A (43.5 min and 20 °C), and chlorophyll (15.4 min and 45 °C).
The cooking value (C) of potatoes at temperature (T) with respect to a reference temperature of 100 °C is given by the relation log(C/C o) = (T − 100)/z, which is analogous to the effect of temperature on the (D) value (10.4), but with a (z) value about three times higher (about 30 °C) (Lewis and Heppell 2000).
The significant differences in (z) values indicate that high-temperature and short-time thermal processes can yield sterilized products with minimum heat damage to important food components.
10.3 Heat Transfer Considerations
10.3.1 General Aspects
The principles of heat transfer and some imp ortant heat transfer equipment used in the thermal processing of foods are reviewed in Chap. 6. The thermophysical and transport properties needed in heat transfer calcu lations are discussed in detail by Rahman (1995) and Saravacos and Maroulis (2001).
The heat transfer coefficients (h, U) used in ther mal processing are defined by (6.4), (6.5), and (6.6). Empirical correlations of (h, W/m2 K) in various fluid systems are presented in Table 6.6. Useful correlations of the heat transfer factor (j H) with the Reynolds number (Re) have been developed, based on published experimental data (Saravacos and Maroulis 2001). The following correlations are related to the thermal processing of foods:
where j H = h/uρC p, (u) is the fluid velocity (m/s), (ρ) is the density (kg/m3), and (C p) is the specific heat of the fluid (J/kg K).
In the thermal processing of food materials, the thermal resistances within the product (L/λ) and at the heating medium/product interface (1/h) are of paramount importance. The ratio of these resistances is expressed by the Biot (Bi) number, which is defined by the equation
where (L) is the characteristic dimension of the product (radius or half thickness).
For small Biot numbers (Bi < 0.2), heat transfer is limited by surface convection, while for (Bi > 0.2), heat conduction within the product limits the heat transfer rate. The (Bi) number becomes very important in thermal processes where both heat conduction and convection take place, as in the continuous aseptic processing of particulate (suspended solids) foods.
Heat transfer in continuous thermal processing equipment , such as pasteurizers and aseptic processing systems, is analyzed by classical steady-state heat transfer calculations, discussed in Chap. 6.
10.3.2 Unsteady-State Heat Transfer
Heat processing in food containers (cans, flexible plastic) is an unsteady-state heat t ransfer operation, which is analyzed by simplified equations or numerical/computer methods.
The unsteady-state heat transfer of a fluid food product by convection (natural and forced) is similar to the heat transfer in a well-agitated vessel (6.31):
where (T h) is the temperature of the heating medium, (T, T o) are the initial and final temperature of the product (after time, t), (U) is the overall heat transfer coefficient, (A) is the heat transfer area, (V) is the volume of the container, and (C p) is the specific heat of the product. SI units are used throughout.
Equation (10.13) can be written in the simplified form:
where,
The heating time parameter (f h) is the time (usually in minutes) required to re duce the temperature ratio by 90 % (one log cycle), or the inverse negative slope of the semilog (temperature–time ratio) curve. It is analogous to the (z) value of the thermal death curve.
Unsteady-state cooling of fluid foods in containers by convection can be expressed by an equation analogous to (10.14), replacing (T h) by (T c) and (f h) by (f c). It is assumed that the product attains a constant temperature (T) at any time, due to the convection and mixing in the container.
Unsteady-state heating of solid and semisolid f oods in containers is expressed by the empirical equation:
Here, the temperature (T) refers to the slowest heating point (center) on the container.
The remaining symbols used in this equation are similar to those of (10.14), except for the heating rate lag factor (j), which is defined by the equation
The (j) and (f h) parameters, defining the heat penetration curve (10.16), are estimated by plotting experimental heat penetration data of log(T h – T) versus (t) (Fig. 10.1). The heating time parameter is determined from the slope of the curve and the lag factor (j) from the temperatures (T o) and (T po). The pseudo-initial temperature (T po) is estimated from the extrapolation of the heating line to time zero (t = 0).

Heat penetration curve . T o, initial temperature; T po pseudo-initial temperature
In the thermal processing of foods, the heat penetration curve (Fig. 10.1) is traditionally plotted as log(T h − T) versus (t) with the scale of the ordinate log(T h − T) inverted (Fig. 10.2). Thus, the temperature difference between the retort and the center of the food container (T h − T) starts as the highest initial value at (t = 0), and it tends asymptotically to reach zero at infinite heating time. In Fig. 10.2, heating of the product starts instantly at (t = 0), i.e., the “come-up” time is neglected.

Inverted heat penetration curve . (T o, T po) initial and pseudo-initial temperatures
The heating time factor (f h), in conduction-heated foods, is related to the thermal diffusivity (α) of the food product in a cylindrical container (can), according to the equation (Teixeira 1992):
where (r) is the radius and (L) is the half height of the cylindrical container (L = H/2).
If SI units are used, the (f h) parameter will be obtained in seconds, which should be converted to the commonly used thermal process time (min).
The thermal diffusivity of the food materials at thermal processing temperatures does not vary much (α = 1.0 to 1.5 × 10−7 m2/s) (Saravacos and Maroulis 2001). Therefore, the value of (f h) depends mainly on the dimensions (size) of the container, if the product is heated by conduction. However, in many food products, heat transfer by convection may be important, and therefore, experimental determination of (f h) is necessary.
Cooling curves for conduction-heating foods in cans are plott ed in a similar manner with the heat penetration curve (Fig. 10.1), from which the characteristic parameters (f c and j c) are estimated.
In some food products, the heating (heat penetration) semilog curves may consist of two straight line sections, which can be estimated from two (f h) parameters. The “broken” heating lines are an indication of physicochemical changes in the food product, induced by heat, which may have a significant effect on its thermal transport properties. Such a change has been observed in the heat-induced gelatinization of starch materials, which changes (increases) significantly both thermal conductivity and thermal diffusivity (Saravacos and Maroulis 2001).
In unsteady-state thermal processing (canning), the retort (sterilizer) reaches the operating temperature (T h) at a certain time, the so-called “come-up” time, after heating (steam) is turned on. Based on industrial practice, only 42 % of the “come-up” time is considered as process time at (T h). Thus, in thermal process calculations, the heat penetration curve (Fig. 10.1) should start at a corrected (t = 0), after 42 % of the “come-up” time. The heating time parameter (f h) does not change appreciably with the “come-up” time, but the lag factor (j) should be based on a pseudo-initial temperature, which is estimated from the extrapolation of the heating line to the corrected zero time (t = 0).
10.4 Thermal Process Calculations
Process calculations, used to estimate the thermal process time in food processing, are based on the integration of thermal inactivation of undesirable microorganisms and enzymes with heat transfer data in the food system under consideration. Historically, thermal process calculations for foods in closed containers were developed first, because of the importance of canning in food preservation. Calculations for continuous thermal processing were developed later with respect to the aseptic processing of foods.
10.4.1 In-container Sterilization
Calculation of the thermal process time in closed containers (cans) is more d ifficult than in continuous flow systems, because it involves u nsteady-state heat transfer, which is inherently more complicated than simple steady-state operations. Two basic calculation methods are commonly used, i.e., the general and the formula methods. The theoretical calculations of the thermal process time should be supported by tests of inoculated packs (process validation), containing about 10,000 viable spores per container (Downing 1996).
10.4.1.1 General Method
The improved general method, a version of the original method of Bigelow , is based on the integration of the lethality of the test microorganism with heat penetration data in the food container. Thermal processes are defined by the F o value delivered to the product, i.e., the equi valent time, or integrated lethality (min), at the reference temperature, which for low-acid foods is 121 °C. In acid foods, the reference temperature is normally 100 °C or lower (Ramaswamy and Singh 1997). Essential data for process calculations are the inactivation parameters (D, z) and the heat penetration characteristics (f h, j). In canning, the thermal process calculations are based on the inactivation of the putrefactive anaerobe C. sporogenes NFPA (National Food Processors Association) No. 3679 or PA 3670 (Downing 1996).
The lethality (L) of the test m.o. at a temperature (T) is calculated from the equation
By definition, the lethality at 121 °C (250 °F) is (L) = 1. The lethality drops sharply at temperature below 121 °C, and it becomes negligible at T < 100 °C (when the reference tem perature is 121 °C).
The process lethality value (F o) should be equal or the integral or the summation of the lethality at all process temperatures:
The summation of (10.20) is calculated by using time–temperature data from the heat penetration curve of the can center and calculating the lethality (L) at each temperature. This is a trial-and-error procedure, with repeated calculations until the summation of lethality becomes equal to the F o value. The process calculations are facilitated by the application of computers, using simple programs (Teixeira and Shoemaker 1989; Teixeira 1992; Downing 1996).
The calculation of the thermal process time by the general method is shown schematically in Fig. 10.3. Two-trial processes (0At p) and (0Bt p′) are shown, with one of them yielding the desired process time (t p), e.g., the area (0At p) = F o. It is evident that cooling of the product has a significant sterilizing effect on the process time.

Thermal process calculation diagram (general method)
10.4.1.2 Formula method
The thermal process time (B, min) in a food container can be cal culated from the following Ball formula (Ball and Olson 1957; Downing 1996; Ramaswamy and Singh 1997):
where (T h, T o) are the heating medium (retort) and initial temperatures, respectively, and the parameters (f h, j) are obtained from the heat penetration curve (Fig. 10.1). The thermal process parameter (g) is defined as the difference between the retort temperature and the temperature of the center of the container (T max) at the end of heating (g = T h – T max).
The value of (g) is a function of the heating characteristics of the container (f h, j) and the thermal inactivation of the test m.o. (D 121, z). log(g) is estimated from tables and diagrams of the literature (Downing 1996) as a function of the ratio (f h/U) versus log(g) at various (j) values. The parameter (U) is calculated from the sterilizing time (F o) according to the equation
where (U) becomes equal to (F o), when the retort and the reference temperatures coincide (T h = 121 °C).
The formula method assumes a cooling rate factor j c = 1.41, which may be different from the experimental heating rate factor (j h) of the specific food system.
The thermal process time for food containers exhibiting broken heat penetration lines is calculated from the equation
where (f h1, f h2) are the heating time parameters of sections 1 and 2 of the broken penetration line (similar to Fig. 10.2), g 1 = (T h − T 1), and g 1 = (T h − T 2), where T 1 is the temperature at the break point and T 2 is the temperature at the end of heating (T max). The parameters log(g 1) and log(g 2) are determined from the literature tables (Downing 1996) as functions of (U/f h). For simplification, the cooling time parameter is assumed to be the same with the heating rate (f c = f h).
The formula method (10.21) assumes that the ret ort (sterilizer) attains the processing temperature (T h) instantaneously (at t = 0). However, the total process time (B T), from the moment the heating was turned on, must be corrected for the “come-up” time (CUT): B T = B + 0.42 (CUT). Note that the effect of the CUT is included in the calculations of the general method (10.20).
The mathematical procedures for estimating the sterilization time in food containers were reviewed by Hayakawa (1977, 1978). A shortcut method for calculating the thermal process time with optimum retention of food quality was presented by Thijssen et al. (1978). Heat transfer modeling, taking into account non-isothermal retort operation and based on very a heat-resistant m.o. with D 121 = 8.9 min, z = 11.4 °C, and E = 250 kJ/mol, was presented by Teixeira and Balaban (1997).
The formula method is still used widely for thermal process calculations, although some new modifications have been proposed (Stumbo 1973; Pham 1987, 1990). Computerized data acquisition and evaluation of thermal processing (canning) of foods is provided by software packages, such as FMC’s NumeriCAL (Weng and Park 1997).
10.4.1.3 Commercial Sterility
Commercial sterility of the low-acid foods (pH > 4.6) requires the destruction of the toxin-producing m.o. C. botulinum, usually F o = 2.8 min (at 121 °C). According to the US FDA, commerc ial sterility in canning is defined as the process in which all C. botulinum spores and all other pathogenic bacteria have been destroyed, as well as more heat-resistant organisms which, if present, could produce spoilage under normal conditions of non-refrigerated canned food storage and distribution (Downing 1996). It is essential that strict sanitation principles be followed, while raw materials (foods and packaging materials) prepared for processing (canning).
Inoculated packs, containing selected spoilage microorganisms, are required to validate (confirm) the thermal process times, calculated from microbial kinetics and heat penetration curves. These tests are particularly important for some food products, which exhibit irregular heating curves, e.g., canned spinach. Once the theoretical calculation is established and validated for a specific product, the procedure can be used to estimate the process time in a variety of container (can) sizes.
10.4.2 Continuous Flow Thermal Processes
The continuous thermal processes include thermal pasteu rization and sterilization, which are carried out in heat exchangers, followed by packaging of the product in various containers. Continuous processing of one-phase fluid foods (not containing particulates) in flow pasteurizers and sterilizers is practiced widely in the food industry, e.g., milk and fluid dairy products and fruit juices. Thermal processing of two-phase (particulate) foods in continuous systems has found, until now, limited applications.
10.4.2.1 One-Phase Fluid Foods
The fluid food is heated to the process temperature and is held at this temperature for the specified processing (sterilizing or pasteurizing) time (F T). Thermal inactivation of the spoilage and health concern agents (bacteria or enzymes) is required to be accomplished entirely at the process temperature, i.e., while the product is in the holding tube of the system. Preheating and cooling effects are neglected, because very fast heat transfer rates are employed.
The length of the holding tube (L) is calculated from the following equation (Downing 1996):
The maximum velocity (u max) is the velocity of the fastest mo ving element of the fluid, i.e., the element with the shortest residence time in the holding tube. For a fluid in laminar motion (Re < 2100), the maximum fluid velocity in the center of the tube is twice the average fluid velocity (u avg):
where (m) is the flow rate of the product (kg/s), (ρ) is its density (kg/m3), and (d) is the tube diameter (m).
The calculations are normally based on tubes of circular cross section, but other flow geometries can also be used, substituting the tube diameter with an equivalent flow dimension.
The maximum velocity in the turbulent flow (Re > 2100) is closer to the average velocity (1.25u avg). Thus, (10.25), which is used in practice, overestimates the maximum fluid velocity, resulting in overprocessing of the product and affecting adversely the food quality.
Non-Newtonian (mostly pseudoplastic) fluid foods have different velocity distribution in the holding tube, which is affected by the rheological constants of the fluid (Loncin and Merson 1979; Rao 1999).
The thermal processing time (F T) at the given temperature (T) can be the sterilizing value (F o) at the sterilization temperature (e.g., F o = 4.5 min at 121 °C) or a pasteurizing value for a standard m.o. or enzyme at the given pasteurization temperature.
10.4.2.2 Two-Phase Foods
The calculation of thermal processing of two-phase foods (consisting of a fluid food and suspended food particles or pieces) is more difficult than in fluid foods, resulting in limited applications of this method, until now. The main problems are the residence time of the food particles, the heat transfer between the fluid and the particles, and the biological validation of thermal inactivation of the process.
10.4.2.2.1 Fluid Flow and Heat Transfer Considerations
Fluid flow and heat transfer in the holding tube are very important in continuous thermal processing.
The presence of food particles and pieces in the fluid changes the velocity distribution and the residence time in the holding tube. The residence time distribution (RTD) in aseptic processing of particulate foods can be measured by optical, magnetic, and chemical methods (Sastry 1997). The flow profile of food suspensions at high solid concentration tends to be more uniform than the fluid foods (Liu et al. 1994). Thus, in concentrated suspension, the maximum velocity may be taken conservatively as the average velocity, resulting in a possible overprocessing.
It is recognized that the main resistance to heat transfer is within the food particles, which have a relatively low thermal conductivity (λ), i.e., high Biot numbers (Bi = h p L/λ). The fluid to particle heat transfer coefficient (h p) can be estimated directly by attaching thermocouples to the stationary or moving particles, or indirectly by measuring color changes of liquid crystals or thermochromic paints, coated on acrylic spherical particles (Stoforos 1992). Another indirect method is the use of biological time–temperature indicators to estimate the temperature changes in the holding tube.
Pilot plant measurements of the heat transfer coefficient of marker particles in 25 % salt or 25 % salt and 0.12 % CMC solutions yielded the following empirical correlation (Stoforos 1992):
where (d p, d t) are the particle and inside tube diameters, respectively.
The RTD in the holding tubes can be represented by a log-normal or a gamma function distribution.
10.4.2.2.2 Validation of the Aseptic Processes
The aseptic process is designed around the slowest moving particle of the food suspension, and a reliable validation procedure is required by the Health Authorities to approve a commercial process.
The Food and Drug Administration (FDA) in the USA requires that the food processor should demonstrate the ability of this process to commercially sterilize every portion of the food product produced. A thermal process should be based on the following elements: identifying a sterilizing value (F o) for the product, developing a conservative method that predicts the total lethality of the thermal process, quantitative verification of the lethality delivered by means of a bio-indicator, and listing the critical factors of each process and the procedures to be used for controlling these factors.
A joint research effort by industry, government, and universities established the procedures for filing acceptable petitions to the FDA for aseptic processes of particulate (two-phase) food products (Larkin 1997). The food industry should capitalize on the advantages and challenges of the new aseptic processes (Swartzel 1997).
Biological validation of aseptic processes must be based on a microorganism, enzyme, or chemical marker, which behaves thermally like the target spoilage microorganism or enzyme, i.e., it must have similar (z) value and activation energy. Typical markers are the m.o. B. stearothermophilus (z = 10 °C) and C. sporogenes (z = 12.5 °C) and the immobilized enzymes peroxidase (z = 10 °C) and α-amylase (z = 7 °C). The chemical marker thiamine has a very high (z) value, z = 48 °C (Hendrickx et al. 1994).
10.5 Thermal Processing Equipment
10.5.1 General Aspects
The industrial equipment used in the thermal proces sing of foods is divided into two broad categories, in-container sterilizers and continuous flow processing equipment. The majority of canned foods are still produced by various in-container retorts (sterilizers). Pasteurization of liquid foods is practiced with continuous flow pasteurizers, while aseptic processing, using continuous flow sterilizers, has found many applications in fluid foods.
Due to the strict public health requirements and quality needs of the food products, the good manufacturing practices (Chap. 1) are of particular importance to the canning industry (Downing 1996). Federal, state, and international regulations and directives should be adhered to by the food processors.
The personnel of thermal processing food plants must be trained to adhere to the strict rules and specifications of the public health authorities. The supervisors of the ope rators of canning low-acid foods are required to attend the special “better process control” schools, approved by the FDA and NFPA, and held periodically in US universities. A similar short course “Thermal Processing: Principles, Practicalities, Calculations” is organized in the UK by the Campden and Chorleywood Food Research Association, Chipping Camden, Gloucestershire, England.
10.5.2 In-container Sterilizers
In-container retorts (sterilizers) are used extensively in canni ng several food products in various hermetically sealed containers, made of metallic cans (tinplate or aluminum), glass, and plastic materials (rigid or flexible pouches). The heating medium is usually saturated steam, steam/air mixtures, and hot water. Heating of the cans in still retorts by sprays of hot water provides faster heating and a good temperature control (Ohlsson 1994). Relative motion of cans and heating (or cooling) medium increases considerably the heat transfer rate.
Modern retorts are automated and equipped with PLC (programmable logic controllers) or sequential event controllers. Microprocessor controllers use product-specific software. The controllers can store processing programs for a range of canned food products. The real-time process controllers (Appendix C) have found limited applications in the canning industry.
Since sterilization in cans is still the most important in-container thermal process, the canning operations are discussed briefly here, with special reference to the processing equipment.
10.5.2.1 Canning operations
Canning of foods involves several food processing operati ons, which are described in detail in the literature (Downing 1996; Gould 1996). The processing equipment used in canning includes, in addition to the sterilizers, various other units, such as washers, mechanical separators, peelers, and can closing machines, which are described in Chap. 5 (Mechanical Separators) and Chap. 13 (Packaging Equipment) of this book. The equipment used in the canning of a typical vegetable, peeled tomatoes (Fig. 10.4), is described briefly here (Downing 1996; Gould 1992).

Simplified process block diagram of canning peeled tomatoes
10.5.2.1.1 (i) Receiving
Raw materials, ingredients, and packaging materials should be inspected, upon arrival to the plant, to ensure that they are suitable for food processing. Products susceptibl e to microbial spoilage should be stored at low temperatures to minimize the growth of spoilage microorganisms.
High-volume raw materials , sensitive to mechanical handling and to high temperatures, like tomatoes, are received by truck from the growing field and are used for processing, without any considerable delay, which might cause microbial spoilage at the relatively high temperatures of the processing season. The receiving area for the raw material should be separate from the processing sections of the food plant. Hygienic handling procedures, specified by good manufacturing practices, should be followed (Gould 1994).
Some raw materials should be separated into edible parts and waste prior to a particular process, e.g., removal of peas from shells (vining) and husking of corn. Special equipment of adequate capacity for quick processing should be available in the processing plant.
10.5.2.1.2 (ii) Washing
The purpose of washing is to remove the soil and foreign material from the food product and reduce considerably the spoilage bacteria, present in the food. Low microbial load of the product increases significantly the efficiency of the sterilization processes. Washing improves also the appearance and the quality, in general, of the processed product (Downing 1996).
In the washing of fruits and vegetables, a combination of soaking and spraying of the products is applied. Common washers are revolving drums in which the food product is tumbled, sometimes in combination with high-pressure water sprays. Some mechanically sensitive foods, e.g., tomatoes, may be damaged by tumbling, and they are washed by dumping and floating in water basins. Water conservation in washing operations should be practiced, since the cost of freshwater and wastewater treatment is significant (Appendix D).
10.5.2.1.3 (iii) Inspecting/Sorting
Inspection of the product can be done by trained workers, who r emove any defects (culls) from the washed product, which moves slowly on an inspection belt. Modern plants use mechanical inspection systems for color, texture, size, shape, and density of the product. Laser, X-ray, infrared, and image analysis systems can also be used. Inspection machinery of capacities up to 50 tons/h can detect undesirable objects and eject them from the moving belt by a series of air jets and pneumatically activated flaps (Chap. 5).
Although machine inspection has advanced remarkably, human inspection is still practiced in many food processing plants.
10.5.2.1.4 (iv) Grading
Fruits and vegetables are graded automatically by method s based on their weight, size, and color. Grading utilizes mechanical separation methods, discussed in Chap. 5.
10.5.2.1.5 (v) Blanching
Most vegetables and some fruits are blanched (short thermal treatment) to in activate the undesirable enzymes, expel the air from the product, soften the hard product, and improve the food quality.
Hot water at 88–99 °C and steam at atmospheric pressure are used in special blanching equipment, like the rotating hot water and the steam blanchers. The blanching time depends on the product, e.g., in vegetables, it is about 2–3 min (Luh and Woodroof 1988).
Blanching equipment is specially designed for individual products. The aim is to apply the shortest blanching time that accomplishes the desired objective (Sect. 9.5 of this chapter). Immediate cooling down of the blanched vegetables is very important for controlling heat effects and changes in soluble and heat-labile nutrients (Dietricht et al. 1977).
The blanching equipment should produce the minimum wastewater, which is usually loaded with high amounts of organic components, leached from the product. Continuous steam blanchers reduce water pollution substantially, but they are mechanically more complex and costly. For several vegetables, an alternative to blanching is to apply MWs (microwaves). This reduces the loss of nutrients. However, MW blanching is almost equally effective to water blanching when the relation surface to volume of the products is small (e.g., spinach leaves) (Ramesh et al. 2006). Immediate cooling down of blanched vegetables is very important for controlling heat effects and changes in soluble and heat-labile nutrients (Coffelt and Winter 1973).
10.5.2.1.6 (vi) Peeling
Peeling of some fruits and vegetables is necessar y to improve the quality of the processed product. Mechanical peeling and coring is used for some products, such as apples. Steam and lye peelers are used extensively, because of their efficiency and high capacity (Chap. 5). High-pressure water sprays remove the loosened peels from the product, which moves on belts, equipped with special rolls and fingers.
Hot lye (alkali) solutions and wetting agents are used for peeling of fruits, e.g., peaches. Lye peeling is followed by spraying the product (water jets 3–7 bar) in rotary washers. Root vegetables are peeled more efficiently with steam peelers, since lye peeling may result in excessive solids and wastewater pollution.
Abrasive peeling is based on the rubbing action on the fruit or vegetable against an abrasive surface (brushes or rollers), which loosens the peels. Abrasive peelers may be used following steam or lye treatment. Flame peeling is used mainly for pimientos (peppers), which are difficult to peel with other methods. Details of the peeling processes are given in Chap. 5 (Mechanical Separations).
10.5.2.1.7 (vii) Cutting
Size reduction follows peeling and washing of the raw ma terials. Some fruits and vegetables are cut into various sizes and shapes, using special cutting equipment, such as slicers, dicers, shredders, and strip cutters (Chap. 4, Size Reduction Equipment).
10.5.2.1.8 (viii) Filling
The containers (cans) in small-volume plants are still hand led by hand from the cases of container manufacturers. In large food processing plants, cans are received in pallets and they are handled mechanically. The cans are usually washed before filling, by flushing with water in the inverted position to facilitate the draining of excess water. The can closures (lids) are fed into hoppers above the filling machines (Chap. 13, Packaging Equipment).
The peeled and cut products are filled into clean containers (cans) mostly by mechanical operations and in some cases manually. Liquids and semisolids, temporarily stored in hoppers, are filled easily, using mechanical devices (syrups, brine, fruit juices, jams, soups, etc.). Filling of solids may require both mechanical and manual operation (Chap. 13). Special additives may be added to the product during the filling operation, like firming agents (calcium salts) for tomatoes or citric acid, to reduce the pH < 4.3 in some vegetables, which prevents the germination and growth of C. botulinum.
The headspace of the fill-in weight for liquid products can be adjusted automatically, using a predetermined volume or by inclining the filled cans on the conveyor to allow the surplus liquid to overflow. For viscous materials, a plunger forces a predetermined volume into the can. Solid food products are filled from hoppers of predetermined volume (Downing 1996). Dosing of food materials into various packages is discussed in Chap. 13.
The containers (cans) are transported on horizontal straight or rotary chain conveyors. Plastic belts 60–70 cm wide are also used for normal tin cans and aluminum, plastic, and composite containers.
10.5.2.1.9 (ix) Exhausting
The filled containers, before closing, are subjected to a short he ating treatment in order to remove the air from the product, which might impede heat transfer and can cause damage (overpressure) during processing. Exhausting assures a reasonable vacuum in the closed container after processing. The product is preheated by hot water or steam in an exhaust box, which may require several minutes, especially for large cans and solid product occluding significant volume of air.
Exhausting of fluid foods can be accomplished easily by hot filling the container immediately before closing the containers.
Vacuum and steam flow closing systems eliminate the need for thermal exhausting in various canning operations.
10.5.2.1.10 (x) Closing
High-speed closing machines are used to close (seal) automatically the metallic and flexible containers, as described in Chap. 13. Double-seaming machines can operate at speeds higher than 1000 cans/min for particulate foods in light tin plate, deep drawn aluminum, composite, and plastic containers. Fluid and semifluid canned foods can be closed at speeds up to 1500 can/min (Downing 1996).
Glass container closing machines are, in general, slower than the comparable size metallic containers, but small glass containers can be filled and closed at speeds comparable to the speeds of metallic cans.
The containers must maintain a reasonable vacuum (e.g., 250 mmHg), which can be produced by hot filling, steam injection, or mechanical vacuum. Steam vacuum is produced by injecting live steam into the headspace of a container before capping, which replaces all the air, and as it condenses, a vacuum is formed. Mechanical vacuum is produced by clinching the filled cans at low temperature, subjecting them to vacuum for a very short time, and sealing them rapidly. A pre-vacuuming step is necessary for cans containing solid foods, which occlude considerable amounts of air. The vacuum in sealed containers can be detected in processing lines (up to 2000 containers/min), using a pressure/vacuum monitor (Dud Detector), which operates on an electromagnetic impulse (tap) on each container (Downing 1996).
10.5.2.1.11 (xi) Sterilizing
The sterilization (cooking and cooling operations) and the equipment used are discussed in detail in the following sections of this chapter.
10.5.2.1.12 (xii) Labeling/Casing/Warehousing
Container coding should give information on the plant, pr oduct, and style of pack, the day and hour of pack, and the processing time on which the product was packed. This information is necessary for detecting the particular lot of pack, when some problem arises during storage or sale of the product.
Labeling of cans, glass jars, and other containers is done with special labeling machines, or the ready to fill packages are already labeled. This is the case with several plastic (rigid or flexible) packages and with externally lacquered cans. Labeling machines use laser or ink printing just before or after filling.
Labeling of food products should comply with the food labeling regulations of national authorities. In the USA, the FDA regulations (FDA Title 21) describe the requirements of food labeling, which should give the name of the food, net quantity of contents, ingredient lists, nutritional labeling, claims, and miscellaneous.
Most canned foods are cased in shipping cartons and stored in warehouses. In some cases, the cans are stored in bulk for some time, and they are labeled and cartoned before they are shipped. Tin cans and glass jars are usually wrapped with plastic film and stacked on wooden strips 25 mm thick or in pallets. The temperature and humidity of the can storage rooms should be controlled.
Thermophilic bacteria can survive some thermal processes, but they will not grow in the canned product, as long as the storage temperature is below the range of thermophilic growth of 49–66 °C.
Pallet sizes and palletizing operations are discussed briefly in Chap. 3 (Storage of Solids).
10.5.2.1.13 (xiii) Can Sizes
The sizes of typical metal cans for consu mer canned foods, used in the US food processing industry, are given in special tables, such as in NFPA (1982; 1984) and Downing (1996).
The dimensions of cylindrical metallic cans in the USA are denoted by the external diameter (d) and height (h), expressed in inches—16th of an inch, e.g., a (307 × 409) can has dimensions = (37/16) × (49/16) in.
Typical food cans and their approximate capacity (mL) are (202) × (204), 100 mL; (303) × (406), 480 mL; (307) × (409), 583 mL; (401) × (411), 846 mL; and (603) × (700), 3108 mL. Some popular cans are known with a characteristic number, e.g., No. 2 (307) × (409), No. 21/2 (401) × (411), and No. 10 (603) × (700). The approximate capacity of a given food container can be estimated from its geometric dimensions, using SI units (mm) and neglecting the thickness of the metal.
In the EU (European Union), the most common can size for fruits and vegetables is the (1/1) can with dimensions 99 × 122 mm and capacity 900 mL, which is close to the US No. 2½ can. Other types of can sizes in the EU are the DIN 2011 and 2013 for fruits and vegetables, the DIN 2043 and 2044 for fish, and the DIN 2018 for meat products (Schormueller 1966).
10.5.2.1.14 (xiv) Typical Thermal Processes
Thermal process times/temperatures for canned foods depend on the can size of the food product. In general, acid foods (pH < 4.5) are processed less severely (100 °C) than nonacid foods (121 °C). Typical thermal processes (Downing 1996; Luh and Woodroof 1988) are whole tomatoes in No. 2 cans, 100 °C and 45 min for static retort, or 14 min for agitated retort; whole tomatoes in No. 10 cans, 100 °C and 100 min for static retort, or 25 min for agitated retort; peach halves in No. 21/2 cans, 100 °C and 20 min for agitated retort; peas in (81 × 111 mm, 480 mL capacity) cans, 121 °C for 20 min in a static retort; cream style corn in (81 × 111 mm, 480 mL capacity) cans, 121 °C for 65 min in a static retort; and boned chicken in (81 × 111 mm, 480 mL capacity) cans, 121 °C for 80 min in a static retort.
Most of the thermal process times given in the literature refer to water cooling of the sterilized cans. For air cooling of the cans, the process time is about 20–30 % shorter, because the product remains at elevated temperatures longer than in water cooling.
10.5.2.2 Batch Sterilizers
Batch sterilizers (retorts) are used in many small- and medium-size food processing plants, because of their low cost and simple operation. The batch sterilizers include the still retorts, the rotary batch retorts, the crateless retorts, and the retorts for glass and flexible containers (Downing 1996).
Batch retorts are convenient for thermal processing of several different food products, particularly when the raw material is seasonal and/or relatively small volume, such as fruits and vegetables. In such cases, optimization of retort use is important to reduce processing costs (Simpson et al. 1997).
10.5.2.2.1 (i) Still Retorts
Two types of still retorts (autoclaves) are commonly used, the vertical and the horizontal units, which are shown diagrammatically in Fig. 10.5. The vertical retorts consist of a steel cylindrical vessel of dimensions about (1.5 m diameter) × (2.5 m length), with a hinged large top cover, which can be closed hermetically during processing. They are equipped with all the necessary piping, valves, and instruments, specified by regulations and technical publications for the canning industry (NFPA). The retorts should be constructed following special mechanical and safety specifications, such as those of the ASME code for unfired press ure vessels (Chuse and Eber 1984).

Still retorts: (a) Vertical and (b) horizontal. S steam, SP steam spreader, T thermometer, V vent, BL bleeder, CW cold water, A air
The sterilizers are located in a special area of the food processing plant (the “cook room”), which must comply with the regulations of the public health authorities and the good manufacturing practices (Gould 1994). Close supervision of the operation of the “cook room” is essential to ensure the successful and safe production of canned foods.
Efficient use of the retorts must meet certain construction and operation requirements, established by experience, some of them general and some specific. Thus, the steam in still retorts is introduced through steam spreaders, i.e., perforated pipes located at the bottom. Vents, i.e., valves for removing air from the retort, are always placed opposite to the steam spreaders, usually at the top of the retorts. Bleeders (small valves of diameter 1.6–3.2 mm) should be placed on the top and near the instrument wells for letting a small amount of steam to escape continuously into the atmosphere during thermal processing. The purpose of bleeding is to remove any amount of air that may be introduced into the retort with the steam during processing. Air piping and valves are required for air-overpressure processing (equalizing the container pressure during cooling, especially of glass containers). The retort temperature should be measured with a mercury thermometer, installed at a specified location on the retort, and recorded in a recorder/controller. A pressure gauge and a pressure relief valve are also required. Thermocouples are also used in temperature recording and control.
The cans are placed in crates (baskets), which are loaded into the retort by chain hoists. The vertical retorts are normally loaded with about 1000 No. 2 or 400 No. 10 cans in 3–4 crates. Saturated steam of line pressure 6 bar is used for heating the retort. The sterilized cans are cooled in the retort, using cold water, introduced through a pipe at the bottom. The heated water is removed through an overflow pipe at the top of the retort.
The horizontal retorts consist of a long steel vessel of about 2.5 m diameter and up to 10 m length, with one or, in some cases, two hinged large side doors, w hich should be closed hermetically. If the thermal processing time is 50 min (including loading and emptying the retort), the retort capacity is less than 1000 No. 2 cans. Several retorts are used to increase the plant capacity, making the operation nearly continuous. The cans are placed in trucks or trolleys, which are loaded into the retorts moving on special tracks. The steam is introduced into the retort through a long perforated pipe, located in the bottom. Venting and bleeding valves are located on the top. Cooling water is introduced normally from the top and removed from the bottom.
In the two-door horizontal retorts, the entrance is facing the can preparation area, while the opposite door faces the processed product storage area, which should maintain a low humidity.
Cooling of large (e.g., No. 10) and flat cans with water requires overriding air pressure to prevent the bulging, i.e., mechanical distortion of the cans, due to excessive internal pressure, particularly during the initial stage of cooling. The high pressure developed within the cans is due to the increased pressure of water vapor at high temperatures and the pressure of the entrapped air or other gases.
Cooling of the cans with water, after retorting, should be fast, so that the inside can temperature should reach quickly a temperature of about 38 °C, in order to prevent the growth of any surviving thermophilic bacteria. However, lower temperatures should be avoided, since the metallic cans may be corroded (rusted), due to the condensation of moisture on the can surface (in humid climates).
The still retorts have the basic disadvantage of low heating rates of the cans, due to low heat transfer coefficients of natural convection between the heating medium (steam or water) and the cans. Improvement of the heat transfer rate is achieved by forced convection of the heating medium and/or agitation of the food containers. Fast-heating retorts include the batch rotary sterilizers, and the special sterilizers, discussed below in this chapter.
10.5.2.2.2 (ii) Batch Rotary Sterilizers
The heat transfer rate within the food containers can be increased substantially by axial rotation of the cans in a horizontal retort, reducing the process time (Teixeira 1992; Downing 1996). The rotary system is particularly effective for convection-heated food products. The air in the headspace of the cans forms a bubble, which induces agitation of the food contents during the rotation in the retort. The rotary units, e.g., the FMC orbital retort, are particularly effective for large cans (603 × 600 or 603 × 700) containing difficult to heat foods, like cream style corn and soups. They have a capacity of about up to 600 cans, and they can be automated to operate semicontinuously. The speed of rotation depends on the canned product, varying from 6 to 45 RPM.
The rotational speed and the type of rotation (axial or “end-over-end”) influence significantly the sterilization time, as shown in Fig. 10.6 (Schormueller 1966; Heiss and Eichner 1996).

Effect of can rotation on the temperature rise in the can
10.5.2.2.3 (iii) Crateless Retorts
Crateless retorts reduce labor requirements for loading and unloading the cans in batch sterilizers. The cans are loaded in bulk from the top of the retort, which contains preheated water. After the retort is filled with the cans, steam is introduced from the top, displacing the water. The retort is closed and steam sterilization is accomplished in the prescribed time. The cans are cooled with water in the retort, introduced from the top, and then they are discharged in a water canal, below the retort, for final cooling (Fig. 10.7).

Principle of operation of a crateless retort
The crateless retorts can be operated as a semicontinuous system, by using a series of retorts, which are loaded and unloaded successively (Downing 1996).
10.5.2.2.4 (iv) Retorts for Glass and Flexible Containers
Glass containers are thermally processed and cooled in water under overriding air pressure to prevent the pop-up (rejection) of the glass lids and breakage of the glass by the internal pressure, developed during processing. Flexible packages, e.g., pouches, cannot withstand high internal pressures, and they must be also processed and cooled under overriding pressure.
The retorts used for glass and flexible containers are basically the same with the retorts for metal cans, with special arrangements of air piping and valves (NFPA technical publications).
The glass or flexible containers are loaded into the retort, and they are covered with enough water, so that its level is about 15 cm above the top layer of the containers.
10.5.2.3 Continuous In-container Sterilizers
Continuous in-container sterilizers are used widely in medium-size and large food processing plants, because of their advantages over the batch systems, i.e., higher production rate, lower operating cost, better process control, and improved food product quality. Two main continuous systems are commonly used, i.e., the rotary cooker/coolers and the hydrostatic sterilizers.
10.5.2.3.1 (i) Rotary Cookers/Coolers
The rotary cooker/coolers (FMC) consist of two horizontal pressure shells (vessels) equipped with a rotating spiral reel mechanism, in which the cans move progressively through the prescribed cycles of heating, holding, and cooling. Special pressure feeders (pressure locks) transport the cans into the pressure cookers and from the cookers to the atmospheric water coolers (Fig. 10.8).

Schematic diagram of a rotary cooker/cooler
The rotary system improves significantly the heat transfer to the canned product and reduces the processing time. Steam is applied at the bottom of the cooker, which is equipped with the proper venting, bleeding, and temperature recording/controlling accessories. The rotary cooler uses cold water (2/3 full), in counterflow with the cans.
Acid foods, like tomatoes, are processed in rotary cookers/coolers at atmospheric pressure, followed by continuous cooling with cold water.
The cans enter and leave the pressure cooker through pressure locks (PL). The pressure cooker is heated with live saturated steam (S), and cooling is achieved with cold water (CW) in the cooler, which operates normally at atmospheric pressure. In some systems, the cans are preheated in a separate pressure preheater, before entering the pressure cooker. Typical dimensions of a continuous rotary system are shell diameter, 1.5 m; shell length, preheater 3.5 m; cooker, 10 m; and cooler, 10 m. The capacity of large systems is up to 5000 of No. 2 cans and steam consumption, about 150 kg/1000 cans.
The continuous rotary sterilizers have high capacity, and they provide fast sterilization, due to the rotation of the cans, but they are limited to small-sized cans, and they require good control of the pressure locks during processing.
10.5.2.3.2 (ii) Hydrostatic Sterilizers
Hydrostatic sterilizers operate under pressure, which is maintained by water legs (columns), eliminating the need for closed pressure vessels and pressure locks. They consist basically of four chambers: (1) the hydrostatic “come-up” feed leg, (2) the sterilizing chamber, (3) the hydrostatic discharge leg, and (4) the cooling section (Fig. 10.9). There are variations of the sterilizer structure, with the four basic chambers split into more sections, which are interconnected at their lower part.

Hydrostatic sterilizer . S steam, HW hot water, CW cold water, WS cold water sprays
The hydrostatic sterilizer is a tall installation, usually higher than 10 m, because of the need of a hydrostatic leg (column of water) to compensate for the steam pressure in the sterilizing chamber. Thus, a processing temperature of 121 °C (absolute pressure of about 2 bar) requires a column of water 11.2 m high. Obviously, higher temperatures (pressures) will require higher hydrostatic legs.
The water temperature in the three legs varies from 16 °C to 102 °C, while the steam chamber is maintained at a processing temperature of 116–130 °C.
The cans are transported through the sterilizer by a chain conveyor at a velocity of 0.5–2.0 m/min, depending on the product and the can size. More than one container size can be processed simultaneously by using separate chain conveyors, moving at different speeds. The cans are fed automatically in horizontal can holders, which are attached to the conveyor chain. Each holder can carry up to 35 No. 2 cans. High capacities of the sterilizer are obtained using wide conveyor chains, which can carry more cans. Large hydrostatic sterilizers have capacities up to 2000 cans/min (120,000 cans/h).
All can sizes can be used, and the containers are subjected to a gentle agitation during processing, in contrast to the operation of the rotary cookers/coolers. The cans progress through the preheating leg to the sterilizing chamber, where they may have to travel two or more passes in order to complete the required process time. Subsequently, the cans go through the discharge leg, where they are cooled partially with water before they pass through a cooling section with water sprays. The cans finally enter a water cooling canal at the bottom of the sterilizer, from which they are discharged, while the chain conveyor repeats the processing cycle with a fresh supply of cans.
The hydrostatic sterilizers require a large capital investment and they can be justified for large thermal processing on the basis of reduced energy (steam) cost, better process control, and improved quality of the canned products.
The hydrostatic sterilizers have the advantages of very high capacity, parallel processing of different sizes of cans and different products, small floor space requirement, and gentle continuous processing.
However, they require high initial investment, temperature control is difficult, and they are subject to environmental damage, since, due to their height, they are installed outside the plant buildings.
10.5.2.4 New In-container Sterilizers
In addition to the traditional types of in-container sterilizers, described previously, there are some new in-container sterilizers, which have found wide industrial applications, because of their important advantages. They are all characterized by faster heat transfer rates, resulting in improved food quality and safety of the processed food products.
10.5.2.4.1 (i) Circulating Water and Steam Sterilizers
Various types of horizontal retorts are used, utilizing hot water or hot water sprays to improve heat transfer in stationary or rotating cans, loaded in special crates (Downing 1996). Most of these sterilizers were developed by European equipment manufacturers.
Increased heat transfer rates are achieved by sprays of hot water, can rotation or agitation, or recirculation of steam or hot water. Most of these sterilizers are suitable for overpressure thermal processing, using combinations of water, steam, and air to achieve the desired temperature and pressure (different than the saturation pressure). Overpressure is required in the processing of food products packaged in plastic pouches, plastic trays, or plastic cups. Various types and sizes of food containers can be processed.
In the Stock “Rotomat,” crates loaded with cans are rotated in a horizontal pressure sterilizer, while they are heated by circulating hot water or water sprays. The water is reheated by steam injection, and it is recirculated in the system at high flow rate, using a special centrifugal pump. The cans are finally cooled with sprays of cold water. Water pressure and steam temperature are used in various combinations to provide the specified process temperature for the particular packaged food product. Special packages of food products can be used in this system, e.g., table trays of prepared foods. Figure 10.10 shows schematically a horizontal rotating sterilizer.

Horizontal rotating sterilizer . S steam, CW cooling water, V vent, BL bleeder
The MultPAX system utilizes several heating media, e.g., steam, trickle (spray) water, or immersion in pressurized water.
The Stork–Lagarde circulating steam sterilizer uses a fan to circulate the saturated steam through the crates and cans of the horizontal retort (Fig. 10.11). The forced circulation of steam increases significantly the heat transfer coefficient and reduces the thermal process time. The cooling time is also reduced by circulating cooling water or cold carbon dioxide, produced from dry ice.

Circulating steam sterilizer (Stork–Lagarde)
Besides the already mentioned methods of in-container sterilizers, the Shaka equipment is a batch process sterilizer autoclave, which introduces a forth and back agitation of the products during heat processing. This is achieved by a linear vibration/shaking of the products in the autoclave. The containers (cans, jars, pouches, trays, etc.) are loaded in baskets horizontally in the direction of shaking. The packed products are agitated through about 150 horizontal shakes/min, resulting in faster heat transfer to the product. This reduces the processing time and affects a more homogenous product and a better quality of the heated food. It is claimed that this way, the sterilization time is reduced by more than 25 %, compared to that of a rotary batch sterilizer, depending on the packed product. In certain soups, the sterilization time may be 90 % or less. The method was developed by the British Zinetec Ltd., and several sterilization equipment manufacturers (e.g., Alpax, Steriflow) developed equipment based on the patented Zinetec method.
10.5.2.4.2 (ii) Track Flow Sterilizers
The track flow sterilizers consist of a long serpentine pipe (duct) of rectangular cross section, which acts as a track to the rolling food cans, which are heated to the sterilization temperature by a stream of hot water. Water, heated by steam injection, pushes the cans, which roll at about 200 RPM, increasing the heat transfer rate. The sterilized cans are cooled by cold water, which replaces the hot water in the pipe (Fig. 10.12).

Track flow sterilizer systems : (a) hydroflow; (b) hydrolock and (c) rolling can
Two types of track flow sterilizers are applied: (1) the hydroflow system , consisting of metallic pipes/tracks, which guide the cans through different zones of the sterilizer, and (2) the hydrolock system, in which the cans roll in a pressurized chamber, following a serpentine track. The upper part of the chamber is filled with steam, while the lower part contains water. The cans enter and leave the chamber through a hydrolock valve, which maintains the chamber pressure constant.
The capacity of the track flow sterilizers depends on the length of the pipe, and it is about 250 cans/min (15,000 cans/h) for sterilizing No. (1/1) EU cans (equivalent to No. 21/2 cans).
10.5.2.4.3 (iii) “Flash 18” Sterilizers
In the “Flash 18” system , the sterilization operations are accomplished in a pressurized chamber, which is maintained at an overpressure of 18 psig (1.24 bar). The food product (usually viscous food) is heated to the thermal processing temperature either directly by steam injection or indirectly in a scraped surface heat exchanger (Chap. 6). Some of the “cooked” flavor, produced during heating at elevated temperatures, may be removed by short vacuum treatment, which reduces the product temperature by about 3 °C. The hot product is filled into (non-sterile) cans, which are sealed and held at the processing temperature for the prescribed process time. The sterilized cans are subsequently discharged to the atmospheric pressure and cooled with water sprays to the desired temperature.
Glass and flexible packages can be processed in the “Flash 18” system, provided that water cooling is applied with overriding air pressure, which prevents mechanical damage due to the high internal pressure of the containers during the initial stage of cooling.
10.5.2.4.4 (iv) Flame Sterilizers
Flame sterilizers are used for some solid food products, which are packed without a fluid medium, like syrup or brine. Due to the high-temperature differences developed, very high heat transfer rates are obtained, reducing significantly the processing time and, thus, improving the product quality.
The cans are heated by direct exposure to the flames of gas burners at temperatures of about 1200–1400 °C. To prevent overheating and surface burning by the flames and combustion gases, the cans are rotated rapidly during heating (Casimir 1975; Halstrom et al. 1988; Fellows 1990). The flame sterilization process is applied to small food cans, which can withstand the high internal pressure, developed during thermal processing.
10.5.3 Continuous Flow (UHT) Sterilizers
10.5.3.1 General Aspects
Continuous flow or ultrahigh-temperature (UHT) sterilization , followed by aseptic packaging, is used mainly to sterilize low-viscosity fluid foods, like milk and fruit juices. It is also applied to viscous foods, while application to particulate (two-phase) foods is under development.
UHT-sterilized food products are packaged in consumer containers (laminated cartons of various sizes) or in institutional and commercial-size packs of 55 US gallon (208 L) or larger (fruit purees, tomato concentrates, etc.). The packaged products can be stored at ambient temperatures for several months, sometimes up to 2 years.
UTH processing results in better-quality food products, due to the different kinetics of thermal inactivation of microorganisms and food nutrients. High temperatures favor nutrient retention, while destroying more effectively the spoilage microorganisms. As explained earlier in this chapter, when the sterilization temperature is increased by 10 °C, the lethality (rate of inactivation) of m.o. increases by ten times, while the destruction of nutrients (e.g., thiamine) and some sensory quality factors (e.g., color, flavor) increases only by a factor of (3).
The equipment used for UHT sterilization is similar to the HTST pasteurization system. The design of the UHT sterilizers is based on the assumption that all the required thermal lethality is delivered to the liquid food in the holding tube, neglecting the effects of the “come-up” and the early cooling periods. Such an assumption is valid for the direct (steam) heating of the liquid product, due to the very fast heating. However, in indirect heating systems, the contribution of preheating and cooling on the lethality is significant, amounting to significant overprocessing, which, in practice, is taken as a safety factor.
The UHT sterilization processes may range from 93 °C/30 s to 149 °C/2 s for acid and low-acid foods, respectively (Lewis and Heppell 2000), as shown in Table 10.2.
Figure 10.13 shows a simplified diagram of a UHT sterilizer of milk, using direct (steam) heating. The indirect heating UHT systems look like the HTST pasteurizer of Fig. 10.15.

Diagram of a UHT sterilizer using direct heating

Tunnel pasteurizers for food containers . (a) Water bath and (b) water sprays

Diagram of a continuous HTST pasteurizer. P pump, HM homogenizer, HW hot water, HT holding tube, FDC flow diversion valve, CW cooling water, C cooler, R regenerator
The UHT sterilizer can be divided into two sections, based on the central section of holding tube, i.e., the sterile (downstream) and the non-sterile (upstream) sections. All parts of the downstream system should be sterilized by steam at 130 °C for 30 min, immediately before processing.
The UHT sterilization system operates at pressures above the atmospheric, and a back-pressure valve must be used to keep the fluid food at the high pressure before it exits the system at the packaging section.
As shown in the diagram of Fig. 10.13, the liquid food (milk) from the supply tank (T) is fed by a positive displacement pump (P) to the regenerator (R), where it is preheated by the sterilized product. Subsequently, it is preheated with hot water (HW) in a heat exchanger (H) and then heated directly to the sterilizing temperature by steam (S) injection or infusion (Chap. 6). The heated milk passes through the holding tube (HT) in the required process time (F o), and it is flashed into the vacuum chamber (V), from which it is pumped to the regenerator (R). Vacuum flashing removes the added water from the milk. The partially cooled milk is cooled further with cold water (CW) in a heat exchanger (C), before it is discharged through a back-pressure valve (PV) into the aseptic packaging section.
10.5.3.2 Pumping
Rotary positive displacement (PD) pumps are normally used for pumping the liquid food through the sterilization system. They can develop high pressures, and they are gentler than centrifugal pumps in mechanically handling sensitive foods, particularly if they contain suspended colloids or particles (Chap. 3). Slow-moving pumps of hygienic design, like lobe or progressive cavity pumps, which are not leaking at high pressures, are preferred.
Back-pressure pumps , instead of the usual back-pressure valves, may be installed before the packaging section of sterilizing systems, handling particulate liquid foods (Lewis and Heppell 2000).
10.5.3.3 Direct Heating
Direct heating is used to heat fast the liquid foods to the process temperature, improving the quality of the sterilized sensitive product (e.g., milk). The preheated liquid may be heated either by steam injection (introduction of steam into a stream of liquid) or by steam infusion (introduction of the liquid into a steam chamber), as discussed in Chap. 6. Heating rates of about 200 °C/s can be obtained, i.e., the liquid product can reach the sterilization temperature (e.g., 150 °C) in about 1 s.
Culinary (potable) steam should be used, since part of the steam condensate remains in the sterilized product. The directly heated product is diluted by the steam condensate, e.g., by 10–15 % for heating the liquid from 75 to 145 °C (Lewis and Heppell 2000). Most of the condensate, along with “cooked” milk flavors, is removed from the product by vacuum flashing.
Direct heating sterilizers are more complex and more costly than the indirect heating systems, but they produce a better-quality product. The regeneration efficiency of the direct heating systems is less (about 50 %) than the direct systems.
10.5.3.4 Indirect Heating
Indirect heating in the UHT sterilizers utilizes plate heat exchangers, tubular heaters, or scraped surface heat exchangers.
10.5.3.4.1 (i) Plate Heat Exchangers
The plate heat exchangers are used in low-viscosity applications, such as the UHT sterilization of fruit juices (e.g., 93 °C/30 s). The liquid product should not contain excessive suspended particles (e.g., fruit pulp), which can cause serious fouling of the heat transfer surfaces. The plate heat exchangers achieve the highest heat transfer coefficients, and they are the lowest cost heating system for a given sterilization capacity (Chap. 6).
10.5.3.4.2 (ii) Tubular Heat Exchangers
Tubular heat exchangers are, next to the direct heaters, the fast est heating units in UHT processing, an important advantage in sterilizing low-acid liquid foods at high temperatures. Small-diameter tubes and very high fluid velocities are used, resulting in high heat transfer coefficients (h). The high fluid velocities reduce considerably the fouling rate of the heating tubes. Heating rates of 5 °C/s are obtained, i.e., heating of the liquid to 150 °C will take about 30 s (Chap. 6).
In heating pulp-containing food products, shell and tube heat exchangers with relatively large diameter are used for fast and economic operation. A typical example is the heating of 20 ton/h of tomato pulp from 30 to 100 °C in a shell and tube heat exchanger. Using the analytical procedure of Example 6.2, and assuming heating with steam at 110 °C and an overall heat transfer coefficient U = 1500 W/m2 K, the required heat transfer surface area will be 20 m2. If the internal tube diameter is taken as 50 mm (2 in.), the number of 6-m-long tubes will be about 20.
The tubes are used also in the form of coils, surrounded by a jacket for the heating medium (steam or hot water) or the cooling water. Due to the small diameters and the high fluid velocities, excessive pressure drops can develop in the system, e.g., 100 bar. For this reason, reciprocating (piston) pumps may be required for tubular heating systems. Cleaning of tubular heaters is necessary after 14–16 h of operation.
10.5.3.4.3 (iii) SSHE Heaters
The scraped (or swept) surface heat exchangers (SSHE) are used for viscous and particulate fluid foods that cannot be handled in other heating systems. They can operate for a long time without substantial fouling (Chap. 6). The heating rate in viscous/particulate products is slow with residence time up to 3 min. The long residence time is needed for adequate heat penetration into large food particles (e.g., 25 mm), which is a basic requirement of efficient sterilization. Typical rotor diameters are 50–123 mm and operating speeds 150–600 RPM for heating and 80–200 RPM for cooling (Reuter 1993).
10.5.3.4.4 (iv) Ohmic Heating
Ohmic heating , i.e., heating by electrical current of low frequency (50–60 Hz), is suitable for particulate foods, since both liquid and food particles can be heated at the same rate, overcoming the difficulty of slow heat conduction into the solid particles. Electricity is absorbed equally by both liquid and particles, provided that they have the same electrical conductivity (Chap. 6). Ohmic heating was developed by the UK Electricity Research Council, and it is commercialized by the APV Co. (Lewis and Heppell 2000).
The ohmic heater consists of four or more electrical housings, mounted in a vertical position with the product flowing upward and a vent valve to ensure that the column is always full. The design of the heater takes into account the increase of electrical conductivity with increasing temperature. A feed-forward process control system is required, since the common feedback system is not satisfactory.
The ohmic heating system can heat fast the food particles, and there is reduced risk for fouling. It is more energy efficient than microwave heating, which is difficult to apply at high temperatures and pressures. Development units of capacities up to 3 ton/h are used in various tests (Reuter 1993). Ohmic heating is reviewed in Chap. 6.
10.5.3.4.5 Aseptic Packaging
The UHT-sterilized food products are packaged aseptically in various laminated cartons for the consumers, in bags, or they are packed in large sterilized containers and tanks for commercial use. The aseptic packaging equipment and containers are discussed in Chap. 13.
10.5.4 Thermal Pasteurizers
10.5.4.1 General Aspects
Pasteurization is a mild heat treatment, which is used to inactivate pathogenic and spoilage microorganisms and enzymes with minimal changes of food quality. The pasteurized food products have a limited storage life, in contrast to sterilized packaged foods, which can be stored at ambient temperatures for several months, or even years. Originally developed for the elimination of pathogenic microorganisms from milk and to protect the public health, pasteurization is now applied to several other food products, e.g., fruit juices, beer, liquid eggs, and ice cream.
The time–temperature combinations of the various pasteurization processes are based on the same principles with thermal sterilization, i.e., the kinetics of microbial/enzyme inactivation, the heat transfer rate, and the kinetics of food quality damage.
Table 10.3 shows some pasteurization processes for food products (Fellows 1990; Lewis and Heppell 2000).
The pasteurization time–temperature combinations may have small variations in the various countries, particularly in the case of fluid milk, due to public health concerns. Pasteurization is recently extended to all fruit juices to eliminate pathogenic bacteria, such as Listeria and E. coli 0157.
Pasteurization is normally carried out in hot water or steam heating systems, in a way analogous to thermal sterilization. It can also be accomplished using microwave energy, but the process cannot compete with the common thermal methods (Chap. 6).
Thermal pasteurization can be accomplished using in-container or continuous flow systems. Continuous operation is mainly used in both pasteurization systems.
10.5.4.2 In-container Pasteurizers
In-container pasteurizers are norm ally used for the thermal pasteurization of canned or bottled juices, high-acid fruits in syrup, beer, carbonated beverages, and some other foods, which are subsequently stored at refrigeration temperatures. Temperatures lower than 100 °C are applied, i.e., the equipment is operated at atmospheric pressure. The food containers can be heated by hot water sprayed over the product, by dipping in a hot water bath or by steam. In all cases, cooling is achieved by cold water. Carbonated beverages and glass containers are heated and cooled slowly for avoiding thermal shock.
Figure 10.14 shows schematically two common tunnel pasteurizers , one with a hot water bath and the other with recirculating hot water sprays. The bath-type pasteurizing tunnels have conveyor belts of 3–4 m wide, they are 10, 20, or 30 m long, and they can pasteurize 3000, 7000, or 12,000 No. (1/1) EU (No. 21/2 US) cans or equivalent number of glass containers in 30 min. If steam is used, the pasteurization time is 5 min shorter and the capacity increases by about 10 %.
In the spray water tunnel , the packaged product travels at a slow speed on the belt, and it is heated to the process temperature with sprays of hot water. The food containers remain at the desired temperature (e.g., 65 °C) for the prescribed time, e.g., 30 min, and then they are cooled with water sprays at room temperature, before they are discharged from the tunnel. The total residence time in the tunnel may be up to 1 h. Two parallel belts may be used, one over the other, to increase tunnel capacity. The hot and cold water are circulated through centrifugal pumps, located at the bottom of the tunnel.
10.5.4.3 Continuous Flow (HTST) Pasteurizers
The early batch pasteurizers, used in the dairy industry, have been replaced almost entirely by continuous flow pasteurizers. The batch “holder” or “vat” pasteurizers consisted of a tank (vat), which was filled with the milk, heated to the desired temperature, and held for the specified time before cooling and filling the containers (bottles).
The continuous pasteurizers use effectiv e heat exchangers to heat and cool the liquid food, while recovering most of the heat used in the system. The plate heat exchangers, described in Chap. 6, are extensively used in food pasteurizing operations, involving low-viscosity food liquids. In some cases, other types of heat exchangers may be needed to pasteurize viscous fluid foods and pulps, such as the scraped surface and the tubular units. Figure 10.15 shows diagrammatically the principal parts of a high-temperature short-time (HTST) pasteurizer .
The HTST pasteurization system, shown in Fig. 10.14, is typical of the widely used milk pasteurizers (Lewis and Heppell 2000). It is basically a plate heat exchanger system, consisting of the following sections:
-
1.
The supply tank, equipped with a float to regulate the flow of the liquid.
-
2.
A positive displacement or a centrifugal pump, with flow control, for moving the liquid through the system. In milk pasteurization, a homogenizer may be used also as pumping equipment.
-
3.
The preheater/regenerator heat exchanger which heats the raw feed by the outgoing pasteurized product.
-
4.
The heating section, where the liquid is brought to the pasteurization temperature by hot water, which has been heated by direct steam injection at a temperature (2–10 °C) higher than the pasteurization temperature.
-
5.
The holding tube of proper length to affect the minimum process time; the flow diversion valve, which returns to the supply tank any under-processed liquid; and the cooling section for cooling the pasteurized product below 10 °C, before it is filled into sterilized containers.
The heat recovery in the regeneration section of the system is measured by the regeneration efficiency (RE), which is defined as the ratio of the heat recovered to the maximum possible recoverable heat, and it is calculated from the equation
where T 1 and T 2 are the temperatures of the unpasteurized liquid at the entrance and exit of the regeneration section, respectively, and T 3 is the temperature of the pasteurized liquid at the entrance of the same section. A well-operated HTST pasteurizer may reach a regeneration efficiency of 90 %.
The plates of the heat exchangers, especially in the regeneration section, should be tested regularly for leaks of the gaskets and for mechanical integrity, which might result in contamination of the pasteurized liquid (milk) with unpasteurized liquid. Leaks in the other sections of the HTST system might dilute the food liquid with water. No insulation is required, if the system is operated below 100 °C.
Fouling of the heat exchangers with deposits is not a serious problem, but the whole unit should be cleaned and sanitized regularly, e.g., every 16–20 h of continuous operation. The design of the holding tube should be based on efficient and hygienic operation. Fouling of the holding tube by deposits may reduce its cross-sectional area, increasing the velocity of the liquid, and, therefore, reducing the residence time. As a result, the food liquid may be underpasteurized.
Pasteurization process control is necessary to keep the temperature very close to the desired process temperature, usually ±0.5 °C. It should be noted that at the pasteurization temperature, a change of 1 °C would change the lethality by 25 % (for z = 10 °C). To compensate for a small temperature drop in the holding tube, especially for long residence time, the liquid is heated to a higher temperature.
The minimum residence time in the holding tube is calculated on the basis of the maximum velocity, which is assumed to be 2 × (u avg) for laminar (streamline) flow and 1.25 × (u avg) for turbulent flow, where (u avg) is the average velocity (see (10.25)).
The efficiency of pasteurization is checked periodically by biochemical or microbiological tests, such as the alkaline phosphatase (ALP) test, used extensively for milk and dairy products (Lewis and Heppell 2000). The enzyme phosphatase is slightly more heat resistant than microbial pathogens, like mycobacterium tuberculosis, which must be inactivated thoroughly according to public health regulations. A positive ALP test means underpasteurized milk, which may have resulted from contamination of pasteurized milk with raw milk.
The main problems of milk HTST pasteurizers are as follows: (1) The danger of post-pasteurization contamination, which may start after the liquid product exits the holding tube. Special attention should be given to the cleaning and sanitizing of the equipment and (2) The growth of thermoduric (heat-resistant) bacteria, like B. aureus, which can grow at refrigeration temperatures and cause food poisoning. Good hygienic conditions can eliminate this m.o. from raw milk.
Some heat-resistant enzymes may survive the pasteurization process, such as peroxidase and lipase. The enzyme lactoperoxidase in milk is inactivated at 80 °C/15 s, which is a more severe process than normal milk pasteurization. Thus, detection of lactoperoxidase in pasteurized milk is an indication that the product has not been over-pasteurized (“high-temperature pasteurized milk”).
Fruit juices (pH < 4.5) are pasteurized at 85 °C/15 s or 95 °C/2 s to inactivate the spoilage microorganisms (yeasts, molds, lactic, and acetic acid bacteria) and the undesirable enzymes. Citrus juices require higher-temperature pasteurization in order to inactivate the pectic enzymes, which destroy the fruit colloids or “cloud.”
10.5.5 Thermal Blanchers
Blanching is a short heat treatment used primarily to inactivate deteriorative enzymes in most vegetables and some fruits, prior to further processing (freezing, dehydration, and canning). In addition, blanching has some other beneficial effects on the processed foods, such as expulsion of air (oxygen), reduction of microorganisms, and improvement of texture and quality of the product.
The blanching time–temperature process is estimated using the basic principles of thermal processing, i.e., inactivation kinetics and heat transfer (D and z factors). Deteriorative enzymes include lipoxygenase, polyphenoloxidase, polygalacturonase, chlorophyllase, catalase, and peroxidase. The last enzyme is the most resistant in fruit/vegetable materials, and it is used as an indicator of the blanching efficiency (Luh and Woodroof 1988; Fellows 1990).
Like sterilization, blanching is optimized by considering the minimum time to inactivate the undesirable enzymes with the minimum damage to the quality of the product, keeping the cost of the operation at a minimum. The operating cost includes the energy used and the pollution of water, discharged to the environment. The food quality is evaluated by the loss of nutrients, notably vitamin C, and organoleptic characteristics, such as color, texture, and flavor.
Blanching is normally affected at atmospheric pressure and temperatures 88–98 °C, using steam, hot water, or microwave energy as heating media.
Steam blanching has the advantages of smaller losses of water-soluble food components and production of less waste. However, steam blanching is less effective for some products, such as leafy vegetables, and it is more expensive than water blanching. Steam blanchers consist of a belt or chain conveyor, which transports slowly the vegetable product through the steam chamber, followed by water or air cooling. The residence time in the blancher depends mainly on the size of the vegetable pieces, varying from 2 to 10 min.
Several designs of hot water blanchers are used, based on the efficient use of water and energy:
-
1.
The rotary hot water blancher consists of cylindrical mesh drum, partially submerged in hot water, rotating slowly on a spiral reel, and moving forward the food pieces by a series of flights (Downing 1996). The residence time is controlled by the rotational speed (RPM).
-
2.
The immersion hot water blancher transports the vegetable material through a hot water tank by a conveyor belt, moving at the required speed.
-
3.
The pipe or hydraulic blancher, in which the food material is suspended in water, heated to the blanching temperature, and pumped through a holding tube to receive the required process time–temperature combination.
-
4.
The IQB (individual quick blanching) system is a three-stage blanching process, in which the vegetable pieces are heated rapidly in thin layers by steam, followed by holding in a deep bed, where temperature equilibration takes place, after which the material is cooled down (Fellows 1990). The method has the advantages of short residence time, improved yield, and reduced wastewater.
-
5.
The recirculating water blancher consists of a conveyor belt, loaded with the product, which passes through three sections, i.e., preheating, blanching, and cooling (Fig. 10.16). The hot water for blanching is heated by steam and is recirculated through the central section. The recirculating preheat water is heated in a heat exchanger by the recirculating cooling water. The heat recovery of the system is 70 %, the water consumption is about 1 m3/10 ton of product, the steam consumption is very low (16.7–20 kg product/kg steam), and the wastewater effluent is negligible (Hallstrom et al. 1988; Fellows 1990) (Fig. 10.16).
Fig. 10.16 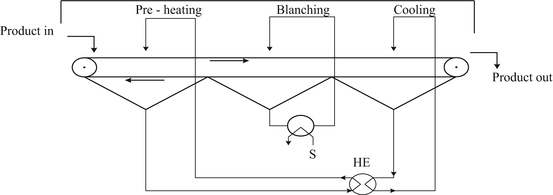
Diagram of a recirculating water blancher. S steam, HE heat exchanger

10.5.6 Hygienic Considerations
Hygienic requirements of thermal processing equipment are ve ry strict, since contamination may result in spoilage and health hazards to the consumers. For these reasons, public health regulations and good manufacturing practices should be followed thoroughly. Retorts should be maintained and inspected regularly, and operators should be certified (Kutsuyama 1993; Troller 1993).
In milk pasteurizers, cooling water should be tested twice yearly for excessive numbers of coliform bacteria. A small pressure difference (0.15–0.30 bar) should be maintained between the pasteurized and raw milk to prevent contamination. A similar pressure differential should exist between the milk and the cooling/heating medium.
Although blanchers and cookers, operated at temperatures above 60 °C, should have no problems of microbial growth, excessive foaming may cause contamination in areas of the equipment, away from the product/blanching surfaces. Cookers should be vented properly to remove steam and prevent undesirable condensation (see also CIP).
Example 10.1
Design the holding tube of a UHT aseptic sterilizer for homogenized milk at 135 °C at a flow of 1800 kg/h.
Data and Assumptions
The homogenized milk is heated up to 100 °C through the regeneration and heating sections of a plate heat exchanger system, similar to the one described in the HTST pasteurization of orange juice of Example 6.1. The milk is heated further by steam injection to 135 °C, and it is maintained at this sterilization temperature for the required time, after which it is flashed to remove the off-flavors and it is cooled in the regeneration and cooling sections (see Fig. 10.10).
The density of the milk is assumed to be ρ = 1000 kg/m3 and its viscosity η = 0.3 mPa s. The mean velocity in the holding tube (HT) is assumed to be u = 0.5 m/s.
Calculations
The flow rate of the milk in the HT will be m = 1800/3600 = 0.5 kg/s. The (inside) tube diameter (d) is fixed, once the flow rate (m) and the mean velocity (u) are chosen: m = (πd 2/4)uρ = (3.14d 2 × 0.5 × 1000)/4 = 0.5 kg/s and d 2 = 0.00127 m2, or d = 0.036 m = 36 mm (1½ in.). The Reynolds number in the HT will be Re = (0.5 × 0.036 × 1000)/0.0003 = 60,000, i.e., the flow is highly turbulent. The length of the holding tube (L) is calculated from (10.24), L = (F T)u max, where the maximum velocity in the tube (turbulent flow) is u max = 1.25u, i.e., u max = 1.25 × 0.5 = 0.625 m/s. The sterilizing value at 135 °C (F 135) is calculated from the assumed (F 121) = 4.5 min using (10.5): log(F 121/F 135) = 135 − 121/10, assuming Z = 10 °C. Thus, log(F 121/F 135) = 1.4, (F 121/F 135) = 25, and F 135 = F 121/25 = 4.5/25 = 0.64 min = 9.84 s. The length of the HT will be L = 9.84 × 0.625 = 6.15 m.
Heat Losses from the Holding Tube
The heat losses from the holding tube (HT) may reduce the sterilization temperature (135 °C), affecting the efficiency of the process.
The temperature at the outside surface of the HT is assumed to be approximately 135 °C, since the thermal resistances of the tube wall and the milk/tube interface are negligible (no fouling resistance is considered).
The natural convection heat transfer coefficient (h) at the tube/air interface will be (6.12): h = 1.42(ΔT/d)0.25, where ΔT = 135 − 20 = 115 °C and d (outside tube diameter) = 50 mm = 0.05 m. Therefore, h = 1.42(115/0.05)0.25 = 9.8 W/m2 K. The outside surface of the HT will be A = 3.14 × 0.05 × 6.15 = 0.97 m2. The heat loss due to natural convection from the HT will be q = hAΔT = 9.8 × 0.97 × 115 = 1093 W.
Assuming that the specific heat of the milk is 3800 J/kg K, the temperature drop, due to heat loss of 1093 W, will be ΔT = (1093)/(0.5 × 3800) = 0.6 °C.
This small temperature drop can be compensated by heating the milk to 135.6 °C before entering the holding tube and avoiding the need for thermal insulation of the tube.
Note
Thermal radiation losses from the holding tube at 135 °C are considered negligible, compared to the heat convection losses. Radiation losses become important at higher temperatures.
References
Ball CO, Olson FCW (1957) Sterilization in food technology. McGraw-Hill, New York
Britt IJ, Tung MA, Yao Z, Paulson AT (1997) Heat transfer and temperature distribution in pasteurizing processes for packaged foods. In: Engineering and food at ICEF 7 part 2
Casimir DI (1975) Flame sterilization. CSIRO Food Res Q (Australia) 35:34–39
Chuse R, Eber SM (1984) Pressure vessels: ASME code simplified. McGraw-Hill, New York
Coffelt RJ, Winter FH (1973) Evaporative cooling of blanched vegetables. J Food Sci 38(1):89–91
Dietricht et al (1977) Freezing vegetables. In: Desrosier NW, Tressler DK (eds) Fundamentals of food freezing. AVI, Westport
Downing DL (ed) (1996) A complete course in canning, 13th edn. CTI, Timonium, Books I, II, and III http://eproofing.springer.com/books/mainpage.php?token=SZV-TV_pH48J0svXqHJmTNJkUPrmu8-Z5GHKK9XmAa8
FDA Title 21 (2010) Guide of federal regulations. Superintendent of Documents, U.S. Government Printing Office, Washington
Fellows PJ (1990) Food processing technology. Ellis Horwood, London
Gould WA (1992) Tomato production, processing, and technology. CTI, Timonium
Gould WA (1994) CGMP’s/food plant sanitation. CTI, Timonium
Gould WA (1996) Unit operations for the food industries. CTI, Timonium
Hallstrom B, Skjoeldebrand C, Tragardh C (1988) Heat transfer and food products. Elsevier Applied Science, London
Hayakawa K-I (1977) Mathematical methods for estimating proper thermal processes and their computer implementations. Adv Food Res 23:73–141
Hayakawa K-I (1978) A critical review of mathematical procedures for determining proper heat sterilization processes. Food Technol 32(3):59
Heiss R, Eichner K (1996) Haltbarmachen von Lebensmitteln. Springer, Berlin
Heldman DR, Hartel RW (1997) Principles of food processing. Chapman and Hall, New York
Hendrickx M, Maesmans G, de Cordt S, Tobback P (1994) Evaluation of the integrated time-temperature effect of thermal processes on foods. In: Yano T, Matsuno R, Nakamura K (eds) Developments in food engineering part 2. Blackie Academic and Professional, London, pp 692–694
Kessler HG (1981) Food engineering and dairy technology. Verlag A. Kessler, Freising
Kutsuyama AM (1993) Principles of food processing sanitation. Food Processors Institute, Washington
Larkin JW (1997) Continuous multiphase aseptic processing of foods. Food Technol 10(10):43–44
Lewis M, Heppell N (2000) Continuous thermal processing of foods. Aspen, Gaithersburg
Liu S, Pain J-P, Fryer PI (1994) Flow of solid-liquid food suspensions. In: Yano T, Matsuno R, Nakamura K (eds) Developments in food engineering part 2. Blackie Academic and Professional, London, pp 752–754
Loncin M, Merson RL (1979) Food engineering. Academic, New York
Luh BS, Woodroof JG (1988) Commercial vegetable processing, 2nd edn. Van Nostrand Reinhold, New York
NFPA (1982) Thermal processes for low-acid foods in metal containers, 12th edn. National Food Processors Association, Washington, Bulletin 26-L
NFPA (1984) Thermal processes for low-acid foods in glass containers, 5th edn. National Food Processors Association, Washington, Bulletin 30-L
Ohlsson T (1994) Progress in pasteurization and sterilization. In: Matsuno R, Nakamura K, Yano T (eds) Developments in food Engineering part 1. Blackie Academic and Professional, London, pp 18–23
Pham QT (1987) Calculation of thermal process lethality for conduction-heated canned foods. J Food Sci 52:967
Pham QT (1990) Lethality calculation for thermal processes with different heating and cooling rates. Int J Food Sci Technol 25:448
Rahman S (1995) Food properties handbook. CRC Press, New York
Ramaswamy HS, Singh RP (1997) Sterilization process engineering. In: Handbook of food engineering practice. CRC Press, New York, pp 37–69
Ramesh MN, Wolf W, Tevini D, Bognar A (2006) Microwave blanching of vegetables. Food Sci 67(1):390–398
Rao MA (1999) Rheology of fluid and semisolid foods. Aspen, Gaithersburg
Reuter H (ed) (1993) Aseptic processing of foods. Technomic, Lancaster
Sancho MF, Rao MA (1992) Residence time distribution in a holding tube. J Food Eng 15:1–19
Saravacos GD, Maroulis ZB (2001) Transport properties of foods. Marcel Dekker, New York
Sastry SK (1994) Continuous sterilization of particulate foods by ohmic heating. In: Yano T, Matsuno R, Nakamura K (eds) Developments in food engineering part 2. Blackie and Professional, London, pp 769–771
Sastry SK (1997) Measuring residence time and modeling the aseptic processing system. Food Technol 10(10):44–46
Schormueller J (1966) Die Erhaltung der Lebensmittel. F. Enke Verlag, Stuttgart
Simpson R, Reveco J, Rozas C (1997) Criteria for optimum design and operation of canned food plants: batch processing. In: Jowitt R (ed) Engineering and food at ICEF 7. Supplement. Sheffield Academic Press, Sheffield, pp SK17–SK20
Stoforos NG (1992) An overview of aseptic processing of particulate foods. In: Charalambous G (ed) Food science and human nutrition. Elsevier, Amsterdam, pp 663–677
Stumbo CR (1973) Thermobacteriology in food processing, 2nd edn. Academic, New York
Swartzel KR (1997) The time is now for the U.S. to capitalize on aseptic processing and packaging of particulate foods. In: Frontiers on food engineering—proceedings of CoFE 5. AIChE, New York, pp 187–190
Teixeira A (1992) Thermal process calculations. In: Heldman DR, Lund DB (eds) Handbook of food engineering. Marcel Dekker, New York, pp 37–69
Teixeira AA, Balaban MO (1997) Estimation of thermal death rate constants from Inoculated pea puree undergoing thermal processing. In: Jowitt R (ed) Engineering and food at ICEF 7 part 2. Sheffield Academic Press, Sheffield, pp K57–K60
Teixeira AA, Shoemaker CF (1989) Computerized food processing operations. Van Nostrand Reinhold, New York
The Almanac of the canning, freezing, and processing industries. Annual publication. E.E. Judge and Sons, Westminster
Thijssen HAC, Kerkhof PJAM, Liefkens AAA (1978) Shortcut method for the Calculation of sterilization yielding optimum quality retention for conduction heating of packed foods. J Food Sci 43:1096–1101
Weng Z, Park D (1997) Lethality-based control of thermal processes for shelf stable foods in batch and hydrostatic sterilizers. In: Frontiers on food engineering—proceedings of CoFE 5. AIChE, New York, pp. 153–159
Williams A, Adams JB (1997) A time-temperature integrator to quantify the effect of thermal processes on food quality. In: Jowitt R (ed) Engineering and food at ICEF 7 part 2. Sheffield Academic Press, Sheffield, pp K9–K12
Author information
Authors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Saravacos, G., Kostaropoulos, A.E. (2016). Thermal Processing Equipment. In: Handbook of Food Processing Equipment. Food Engineering Series. Springer, Cham. https://doi.org/10.1007/978-3-319-25020-5_10
Download citation
DOI: https://doi.org/10.1007/978-3-319-25020-5_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-25018-2
Online ISBN: 978-3-319-25020-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)