
Abstract
Drilling is the most commonly used manufacturing processes for holemaking. Researchers are dealing with the development of mathematical models for a series of phenomena related to drilling i.e. burr size, surface roughness, cutting forces. The present research investigates the relationships and parametric interaction of the three input variables (tool diameter, cutting velocity, feed rate) on the thrust force and torque developed during drilling of an Al7075 workpiece with solid carbide tools. A complete set of experiments was performed and the response surface methodology (RSM) was used in order to acquire the mathematical models for both the thrust force and the torque required. The analysis of variance (ANOVA) was used to verify the adequacy of the mathematical models. The most significant factors were recognized. The main and interaction effects plots were studied and the 3D response surfaces are presented.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Drilling operation can be described as a process where a multipoint tool is used for unwanted materials removal to produce a desired hole. It is an important metal cutting operation with which holes are produced in components made of metallic or non-metallic materials. The manufacturing process of drilling is considered the most efficient and economical method for opening holes. It has a considerable cost importance because it is widely used in the component manufacturing industry. Nearly 40 % of the metal removal operations in the automotive and aerospace industry are based on drilling [1]. It is used in aeronautical and automotive industries for assembling a variety of components. Drilling usually is one of the last production stages before the assembly step. Especially nowadays, that composites are selected and drilling becomes even more important due to manufacturability issues, studies that support the selection of the best cutting parameters for delivering the best quality is extremely crucial.
Researchers have followed a number of different approaches, when creating mathematical models in order to describe the size of the thrust force developed during drilling and the torque required. Response surface methodology (RSM) is a very popular tool and provides an excellent basis for extracting high level of engineering results when examining manufacturing processes.
The RSM is a collection of statistical and mathematical techniques used for developing, improving, and optimizing processes. It is also applied in the design, development, and formulation of new products, as well as in the improvement of existing product designs. The most extensive applications of RSM are in the industrial world, particularly in situations where several input variables potentially influence some performance measure or quality characteristic of the product/process. This performance measure or quality characteristic is called response. The input variables are sometimes called independent variables, and they are controlled during the experiments [2].
Researchers have been applying RSM with great success in a variety of phenomena dealing with drilling i.e. burr formation, surface roughness, thrust force , torque . The outcome of these studies has a significant value for industry and provides a solid basis for improving the quality of drilling as a manufacturing process.
2 Review of Literature
Kilickap investigated the influence of cutting parameters (cutting speed, feed rate and point angle) on burr height and surface roughness produced when drilling Al7075 . A combination of RSM and a plan based on L27 Taguchi design method was used. The optimization results showed that the combination of low cutting speed, low feed rate and high point angle is necessary to minimize burr height [3].
Asilturk presented mathematical models for predicting the surface roughness of AISI 1040 steel material using both artificial neural network (ANN) and multiple regression methodology. The cutting parameters included were cutting speed, feed rate, depth of cut and nose radius. Ra and Rt were measured in 81 experiments with different cutting parameters. The calculations were based on a full factorial experimentation design and although both the aforementioned methods were used for modeling, ANN performed better than multiple regressions [4].
Gaitonde et al. described the development of mathematical models in order to investigate the effects of cutting speed, feed, drill diameter, point angle and lip clearance angle on burr height and burr thickness when drilling AISI 316L stainless steel. The analysis reveals that feed rate, drill diameter, point angle and lip clearance angles have significant effect on burr size [5].
Davim et al. investigated the relationships and parametric interactions between two controllable variables (feed rate and cutting speed) on the delamination factor at entry and exit of the holes in drilling medium density fibreboard (MDF). The experiments were based on the Taguchi’s L18 mixed orthogonal array and the responses (delamination factor at entry and exit of the holes) have been modeled using the RSM . The analysis of variance (ANOVA) was performed in order to verify the adequacy of the mathematical models and the RSM was used to examine the main and the interaction effects of the machining parameters [6].
Yoon et al. analyzed micro drill-bits for halogen-free printed circuit boards (PCB) using Taguchi method and RSM . The first was used as an optimizing method (micro drills have many shape factors), while the later was used as a tool for building a regression surface. Optimal shapes of the micro drills were determined and it was suggested that RSM combined with other methodologies should be used in order to further analyze the performance of micro drill-bits with an increase number of shape factors [7].
Badan et al. proposed a mathematical model which calculates the drilling cutting forces based on experimental results. The research aimed in determining the influence of the cutting parameters (cutting speed, cutting depth, and feed rate) on the drilling thrust force . The material used was 40CrMnMoS8-6 steel and the tools were HAM 280 Super drill solid carbide drills. Regression analysis was successfully implemented for the acquisition of the mathematical model [8].
Cicek et al. studied the effects of cutting parameters i.e. cutting speed, feed rate and deep cryogenic treatment, on thrust force when drilling AISI 316 stainless steel. M35 HSS twist drills were cryogenically treated at −196 °C for 24 h and tempered at 200 °C for 2 h after conventional heat treatment. The experimental results proved that the lowest thrust forces were measured with cryogenically treated and tempered drills. Both ANNs and multiple regression analysis were implemented to model the thrust force [9].
Jayabal and Natarajan discussed the influence of parameters on drilling characteristics of natural fibre reinforced composites by Box-Behnken design, analysis of variance and RSM techniques. The experiments were performed in order to study the effect of drill bit diameter, spindle speed and feed rate on thrust force , torque and tool wearing HSS twist drills. The mathematical models developed are generally used to predict the responses with a reasonable accuracy over a wide range of conditions [10].
Jayabal et al. investigated the mechanical and machinability characteristics of hybrid composites, e-glass and natural coir fiber. A regression model was developed for correlating the interactions of some drilling parameters (drill bit diameter, spindle speed and feed rate) and their effects on responses such as thrust force , torque and tool wear during drilling of glass-coir fiber reinforced hybrid composites. The outcome of the research proved that feed rate is playing a major role on the responses, compared to the other two variables [11].
Kumar and Baskar performed an integration of fuzzy logic (FL) with RSM in order to reduce the cost and the time consumption needed for research. Different levels of values for the spindle speed and the feed rate were examined on cutting force and surface finishing in a systematic way. Both the proposed FL-RSM and FL models were validated experimentally, but the first one performs more effectively and accurately, compare to the later [12].
Valarmathi et al. measured and analyzed the cutting conditions that influence the thrust force in drilling of particle board panels used in wood working. Spindle speed, feed rate and point angle were considered and experiments were performed based on Taguchi’s methodology. The mathematical model provided by the RSM predicted with accuracy the influence of the cutting parameters on thrust force. The results showed that high spindle speed with low feed rate minimizes the thrust force in drilling of pre-laminated particle board panels [13].
The objectives of the present study were to determine the effects of the cutting parameters on the thrust force and the torque when drilling an Al7075 workpiece with solid carbide drill tools (KC7325 made by Kennametal) and to calculate mathematical models for both outputs using the RSM . Al7075 was selected due to its high performance for the industry manufacturers. The ANOVA was used to verify the adequacy of the mathematical models . The most significant input variables were recognized; and the main and interaction effects were studied. Finally, the 3D response surfaces for both the thrust force and the torque were plotted.
3 Experimental Work
A series of experiments were performed on a HAAS VF1 CNC machining center with continuous speed and feed control within their boundaries. The specimen used was an Al7075 plate, because it is one of the most widely used materials in a variety of industrial applications and it potentially enables the widespread adoption of the proposed models.
The plate was 150 mm × 150 mm × 10 mm in size. A Kistler type 9123 four components dynamometer was used and the signal was processed by a type 5223 multichannel signal conditioner and type 5697 data acquisition unit (Fig. 1).

Activities flow chart
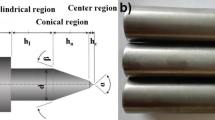
The five drill tools used were made by Kennametal and commercially available. They were solid carbide drills (KC7325) with diameters of 6, 8, 10, 12 and 14 mm. The feed rates of 0.20, 0.40 and 0.60 mm/rev were used together with cutting velocity values of 10, 40 and 70 m/min. In each experiment, both the thrust force and the torque required were measured. The process parameters with their symbols, levels and units are presented in Table 1. A total of 45 experiments were performed at all combinations of cutting speed, feed rates and tool diameters.
Figure 2 presents the thrust force and the torque measured when all the five tools were used with the different feed rates and a cutting speed of 10 m/min. When the tool diameter increases the same result is true for both the thrust force and torque required. The increase of the feed rate used, results in increasing the values of both the measured parameters.

Thrust force and torque required when drilling with V = 10 m/min
Similar results were acquired when the cutting speed was increased to 40 m/min and to 70 m/min (Figs. 3 and 4). When comparing the values of each tool, while increasing the cutting speed, there is a tendency for limited value change in almost all cases. This means that the tools are able to keep relative constant thrust force and torque within the boundary of the cutting speeds used.

Thrust force and torque required when drilling with V = 40 m/min

Thrust force and torque required when drilling with V = 70 m/min
4 Proposed Mathematical Models for Thrust Force and Torque
The RSM is an extremely versatile tool when used for modeling problems in which response (output) is influenced by several input variables. The aim is to find the correlation between the response and the input variables. The mathematical models use the least square fitting in order to finalize the model [14]. In the present study, a full factorial approach was followed and 45 experiments were conducted as described earlier. This provides a comparatively accurate prediction of both the thrust force and torque . A polynomial mathematical model was used in order the thrust force and the torque to be calculated. These models follow the form given in the equation below.
where
-
Y is the response i.e. thrust force and torque ,
-
Xi stands for the coded values for i = D, V, f, and
-
b 0,…,b 34 represent the regression coefficients
Using the data illustrated in Figs. 2, 3 and 4 as well as the aforementioned mathematical model, the following equations form the final mathematical model proposed for the calculation of the thrust force s (in N) and the torque (in Nm) required respectively:
and
where
-
D is the tool diameter in mm,
-
f is the feed rate in mm/rev,
-
V is the cutting speed used in m/min and
-
the tool/workpiece materials are solid carbide/Al7075 .
The adequacy of the models is provided at a 95 % confidence level (level of significance of 5 %). The ANOVA has been performed to justify the validity of the models developed. The ANOVA table consists of a sum of squares (SS) and degrees of freedom (DF). The sum of squares is usually contributed from the regression model and residual error, in other words, it is decomposed into the sum of squared deviations due to each factor and the sum of squares due to error. Mean square (MS) is the ratio of sum square to the degree of freedom and the F-ratio is the ratio of mean square of regression model to the mean square of residual error.
According to the methodology, the calculated values of the F-ratio of the developed models (Tables 2 and 3), are significantly increased compared to the tabulated value of the F-table for 95 % confidence level (2407.84 for the thrust force and 3084.78 for the torque ). The P values are 0.000, which proves the highest correlation, hence both the developed response function (mathematical models ) are adequate at a 95 % confidence level.
The validity of the fit of the models can also be proved, by the adjusted correlation coefficient [R-sq (adj)], which provides a measure of variability in observed output and can be explained by the factors along with the two factor interactions. This coefficient in both cases is 99.8 % and as a result the models appear to have adequate predictive ability.
In addition, the significant terms of the models, when a level of significance of 5 % is used, are those with a P-value less than 0.05. In the case of the thrust force , these factors are: D (P = 0.000), f (P = 0.000), D 2 (P = 0.030), D × V (P = 0.011) and D × f (P = 0.000), while for the torque , the significant terms are: D (P = 0.000), f (P = 0.000), D 2 (P = 0.000), D × f (P = 0.000), V × f (P = 0.000).
Similar results can be depicted when examining the main effects and interaction plots. Figure 5 depicts the significance of the tool diameter (D) and the feed rate used (f) from the main effect plot for the thrust force , while the interaction between tool diameter/cutting speed and tool diameter/feed rate is presented from the interaction plot.

Main effects and interaction plots for the thrust force
Figure 6 depicts the significance of the tool diameter (D) and the feed rate used (f) from the main effect plot for the torque, while the interaction between tool diameter/feed rate and cutting speed/feed rate is presented from the interaction plot.

Main effects and interaction plots for the torque
The accuracy of the models has been checked by the residual analysis, and it is essential that the residuals are normally distributed in order for the regression analysis to be valid. The normal probability plots of the residuals for both the thrust force and the torque calculated are depicted in Fig. 7. The graphs show that:
-
The residuals closely follow straight lines (approximately linear patterns), denoting that the errors are normally distributed.
-
Both the scatter diagrams of the thrust force and torque residuals versus the fitted values depict that the residuals are evenly distributed on both sides of the reference line.
-
The residuals versus the order of the data, depict that the residuals are evenly distributed on both sides of the reference line.

Residuals analyses for the thrust force and torque
The analyses proved that the prediction models sufficiently explain the relationship between the thrust force and torque with the independent variables respectively. These mathematical models could be used with high level of confidence from researchers and industry engineers in order to predict the thrust force and torque expected within the limitations presented in the current research.
The mathematical models developed are used to predict the thrust force and torque by substituting the values of the tool diameter, feed rate and cutting speed within the ranges selected in the experimental investigation. The response surface plots of F z and M z are depicted in Fig. 8. They are analyzed through the RSM prediction models by generating 3D response surface plots and it is observed that:
-
At higher values of tool diameter both the thrust force and torque increase significantly.
-
At increased values of feed rate they similarly increase.
-
When the cutting speed increases they have a limited amount of change.

3D plots of the thrust force and the torque required
5 Conclusions
The application of RSM for investigating the effects of cutting conditions (diameter, feed rate and cutting speed) on the development of thrust forces and torques are presented in the current research. A complete set of experiments (full factorial) was performed under different conditions of tool diameter, feed rate and cutting speed using a workpiece made of Al7075 and a set of KC7325 solid carbide tools made by Kennametal. The RSM was used to develop the mathematical models for the thrust force and torque.
Through ANOVA, the adequacy of the developed models was verified. Based on the analysis performed, the following conclusions are drawn:
-
Increase in tool diameter and feed rate results in increased thrust force and torque.
-
Different cutting speeds do not result in high differences in thrust force and torque.
-
The statistically significant terms, in the case of the thrust force, are: D, f, D 2, D × V, and D × f.
-
In the case of the torque, the statistically significant terms are: D, f, D 2, D × f, V × f.
The developed mathematical models were thoroughly statistically validated and can be used as a valuable tool for academics, researchers and industry engineers.
References
Kabakli E, Bayramoglu M, Geren N (2014) Evaluation of the surface roughness and geometric accuracies in a drilling process using the Taguchi analysis. Materials and Technology 48(1):91–98
Myers RH, Montgomery DC, Anderson-Cook CM (2009) Response surface methodology: process and product optimization using designed experiments, 3rd edn. Wiley, New York
Killickap E (2010) Modeling and optimization of burr height in drilling of Al7075 using Taguchi method and response surface methodology. Int J Adv Manuf Technol 49:911–923
Asilturk I (2012) Predicting surface roughness of hardened AISI 1040 based on cutting parameters using neural networks and multiple regression. Int J Adv Manuf Technol 63:249–257
Gaitonde VN, Karnik SR, Achyutha BT, Siddeswarappa B, Davim JP (2009) Predicting burr size in drilling of AISI 316L stainless steel using response surface analysis. Int J Mater Prod Technol 35(1–2):228–245
Davim JP, Gaitonde VN, Karnik SR (2007) An investigative study of delamination in drilling of medium density fibreboard (MDF) using response surface models. Int J Adv Manuf Technol 37:49–57
Yoon HS, Wu R, Lee TM, Ahn SH (2001) Geometric optimization of micro drills using Taguchi methods and response surface methodology. Int J Precis Eng Manuf 12(5):871–875
Badan I, Oancea G, Vasiloni M (2012) Mathematical model for drilling cutting forces of 40CrMnMoS8-6 steel. Bull Transilvania Univ Brasov-Ser I Eng Sci 5(54):31–38
Cicek A, Kivak T, Samtas G, Cay Y (2012) Modeling of thrust forces in drilling of AISI 316 stainless steel using artificial neural network and multiple regression analysis. Strojniski Vestnik—J Mech Eng 58:492–498
Jayabal S, Natarajan U (2011) Modelling and optimization of thrust force, torque and tool wear in drilling of coir fibre reinforced composites using response surface method. Int J Mach Mach Mater 9(1/2):149–172
Jayabal S, Natarajan U, Sekar U (2011) Regression modeling and optimization of machinability behavior of glass-coir-polyester hybrid composite using factorial design methodology. Int J Adv Manuf Technol 55:263–273
Kumar BS, Baskar N (2013) Integration of fuzzy logic with response surface methodology for thrust force and surface roughness modeling of drilling on titanium alloy. Int J Adv Manuf Technol 65:1501–1514
Valarmathi TN, Palanikumar K, Latha B (2013) Measurement and analysis of thrust force in drilling of particle board (PB) composite panels. Measurement 46:1220–1230
Montgomery DC (2001) Design and analysis of experiments. Wiley, New York
Acknowledgments
This research was supported by the Special Research Account of the Technological Education Institute of Western Macedonia under the project “Promoting research and technological advancement—Support of the TEI of Western Macedonia research groups”.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Kyratsis, P., Garcia-Hernandez, C., Vakondios, D., Antoniadis, A. (2016). Thrust Force and Torque Mathematical Models in Drilling of Al7075 Using the Response Surface Methodology. In: Davim, J. (eds) Design of Experiments in Production Engineering. Management and Industrial Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-23838-8_6
Download citation
DOI: https://doi.org/10.1007/978-3-319-23838-8_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-23837-1
Online ISBN: 978-3-319-23838-8
eBook Packages: EngineeringEngineering (R0)