
Abstract
Due to the high number of applications of aluminum alloys in aircraft and automotive industries, there is a great interest in machining and specifically drilling these materials. Even though aluminum is considered a machinable material, drilling this material has its own challenges including built-up edge (BUE), exit burr, and low surface roughness of the drilled holes. Ultrasonic-assisted drilling (UAD) process, a technology that applies high-frequency vibrations with low amplitudes has proven to have many benefits compared to conventional drilling. In this study, a special resolution V design as well as response surface methodology (RSM) were used to characterize the UAD process of Aluminum 6061. This characterization was done through the study of the effect of drilling parameters including spindle speed, feed rate, and amplitude on thrust force, torque, and surface roughness. The analysis of variance (ANOVA) was utilized to find significant parameters of thrust force, torque, and surface roughness. Then, the optimum values of drilling parameters that minimized these parameters were obtained. The results showed that in UAD of aluminum, the minimum values of thrust force and torque were obtained at low spindle speed, low feed rate, and high amplitude, while minimum surface roughness was obtained at high spindle speed, low feed rate, and high amplitude. Finally, out-of-sample testing was used to verify the adequacy of the mathematical models.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Aluminum alloys are widely used in automotive and aerospace industries due to their strength-to-weight ratio as well as corrosion resistance. Of the several conventional machining processes (e.g., turning, milling, drilling, grinding) that are used on this material, conventional drilling (CD) ranks as one of the most important. While the CD process is currently being used in many industries to drill aluminum, a new and alternative method called ultrasonic-assisted drilling (UAD) is under development which can diminish the limitations of CD. The UAD process is a technology that applies high-frequency vibrations (> 20 kHz) at amplitudes of 2–20 μm in the feed direction to either the drill tip or workpiece to improve drilling conditions and productivity.
In recent years, UAD of aluminum has been the subject of extensive research. Most of the UAD literature is experimental and discusses the advantages of applying high-frequency vibrations to the CD process. Such benefits are lower thrust force, lower torque, improvement in dimensional accuracy, improvement of cylindricity, circularity, and oversize of the drilled hole, improvement of drill life, less burr height, smaller chips, increase of penetration rate, and less drill skidding, which generally occurs at the beginning of the penetration.
Moghaddas et al. [1, 2] developed a UAD system used for drilling tests on Aluminum 6061 with a 16-mm drill bit with and without ultrasonic vibrations. The results of this study showed that the maximum force reduction happened when 11 μm amplitude was used, although maximum torque reduction occurred at 9 μm. In related work, Moghaddas et al. [3] investigated the effects of vibration amplitude on thrust force and heat generation for different materials. Results showed for Aluminum 6061 that applying 13.5 μm amplitude to the drill bit reduced thrust force by 33% but increased heat generation by 22%. The results also showed that applying up to 9 μm amplitude had almost no effect on generated heat.
Amini, Paktinat, Barani, and Tehrani [4] designed and fabricated a vibration drilling tool with a 5-mm drill bit to evaluate the effects of spindle speed (460–1255 RPM) and feed rate (47–261 mm/min) on thrust force, chip morphology, and burr generation of Al2024-T6, with and without the use of ultrasonics. While a 70% force reduction was obtained compared to CD, the noted spindle speeds and feed rates were below those typically used for CD, where values around 6300 RPM and 800 mm/min are considered typical for a 5-mm high-speed steel (HSS) drill. A reduction in drill bit skidding, burr height, and edge build-up was also noted. This study was followed by another by Barani, Amini, Paktinat, and Fadaei [5] in which the same setup was used to evaluate the effects of ultrasonic vibrations on the BUE, surface quality, chip morphology, and tool wear. They found that friction reduction, as a result of the reciprocating motion of UAD, could provide shorter chips compared to CD. This friction reduction resulted in a decrease of BUE and surface roughness.
Amini, Soleimani, Paktinat, and Lotfi [6] designed and built a longitudinal-torsional (L-T) vibratory horn and used to evaluate the performance of L-T vibration in UAD of Al 7075-T6 with the HSS tool. The results of this study showed up to 35% thrust force reduction and discontinues chips in UAD compared to CD.
Paktinat and Amini [7] and [8] used modal analysis to develop a 20-kHz UAD system with a 5-mm drill to study the UAD of aluminum 7075. The results of experimental tests and finite element analysis (FEA) of UAD showed that ultrasonic vibrations can reduce chip adhesion to the drill tool (i.e., BUE) and produce discontinuous chips. Their results also showed up to 40% improvement in drill circularity, 40% reduction in burr height, and 37% reduction in thrust force. This study was followed by another study by Paktinat and Amini [9] in which the experimental and FEA results of using two different UAD horns were compared. The designed horns can produce two types of vibrations: longitudinal (L) and longitudinal-torsional (L-T). The measured thrust forces are significantly less in UAD tests using L vibrations, and even smaller thrust forces can be obtained in the presence of L-T vibrations. These reductions are due to smaller stress distribution which was confirmed with their FEA results.
Babitsky, Astashev, and Meadows [10] used a transducer that was held in the three-jaw chuck of a lathe and energized by a slip-ring assembly fitted to the hollow shaft of the lathe. They used this setup for a study on the UAD of several materials including aluminum, using a 3-mm drill bit operating at 125 RPM. Results showed that the burr can be eliminated due to the reduction of the axial reactive force obtained by the application of ultrasonic vibrations. Their results also demonstrated that the reduction in reactive force can minimize the deformation of thin aluminum strips.
Chang and Bone [11] designed and fabricated an ultrasonically vibrating workpiece holder which was used to conduct experimental investigations on the UAD of Aluminum 1100 with 3.18-mm uncoated and TiN-coated HSS drills, without using coolant. In this work, they studied the effect of frequency, amplitude, spindle speed, feed rate, and drill bit diameter on burr height and burr width. They inferred that higher frequencies (e.g., 20 kHz) and higher amplitudes (4 μm) can reduce chip size, thrust force, and average burr size (6000 RPM spindle speed and 1.905 mm/s feed rate). However, at higher spindle speed (8000 RPM) and feed rate (3.81 mm/s), the tool wear and chipping, while using uncoated HSS drills, became significant when ultrasonic vibrations were applied to the workpiece.
Chern and Lee [12] investigated the effect of vibrations on micro-drilling of Al6061 with a 0.5-mm drill. The focus of this investigation was to develop a vibrating worktable that can generate desired vibrations on the workpiece side. They conducted experiments to evaluate the effect of different amplitudes (1–10 μm) and frequencies (0, 1, 5, and 10 kHz) on dimensional accuracy and surface roughness of the drilled holes and determined that these two parameters can be improved by increasing both vibration frequency and amplitude. They concluded that the increase of vibration frequency has a negative effect on the drill life after conducting a study on the number of drilled holes under different spindle speeds and vibration frequencies.
The use of mathematical models to optimize UAD process has been reported. In the work of Baghlani, Mehbudi, Akbari, and Sohrabi [13], a design of experiment (DOE) (Taguchi method) was used to determine the optimum values of cutting and ultrasonic parameters to minimize thrust force and surface roughness in UAD of Inconel 738LC using a 5-mm tungsten carbide drill bit. This research was followed by another work (Baghlani, Mehbudi, Akbari, Nezhad, Sarhan, and Hamouda [14]) that utilized a DOE to evaluate the influence of vibration amplitude, spindle speed, and number of steps to drill each hole on machining force and surface roughness for three different drilling methods (CD, UAD, and electro discharge drilling (EDD)). The Taguchi method with an L9 orthogonal array was employed to perform the tests with three factors. They applied the same material used in their previous research and confirmed that when compared to CD, UAD not only can improve the tool life significantly but also reduces the thrust force by 40%. Their results demonstrated that UAD can reduce process time by 90%, improve hole cylindricity by 50%, improve hole dimensional accuracy by 80%, and improve surface roughness by 52%.
While the extensive record of past research on UAD of aluminum has provided valuable data, this literature review revealed two main limitations of existing studies. First, the laboratory nature of the existing systems limits their application to CNC machines for industrial production. Also, most studies considered dry (i.e., no coolant) drilling conditions, while of research interest, they are unlikely to attract wide adoption in the immediate future. The conducted research was generally restricted to small drill sizes and RPM and feed rate levels well below typical production conditions. Second, few parametric studies were conducted to find critical parameters influencing UAD performance, and studies on the characterizing, modeling, and optimization of UAD of aluminum have seldom been reported.
Therefore, it is the purpose of this paper to use an industrially hardened rotating UAD system to characterize the UAD process through a comprehensive study of the effects of the drilling parameters such as spindle speed, feed rate, and vibration amplitude on thrust force, torque, and surface roughness in the UAD of Aluminum 6061. In this study, an off-the-shelf 12.5-mm Kennametal drill bit which was designed to drill aluminum at typical production conditions was used. The experiments were performed by varying the drilling parameters based on a special resolution V design. A wide range was considered for drilling parameters to provide multi-dimensional combination and interaction of input variables to provide assurance of results quality. The output responses were mathematically modeled based on the response surface methodology (RSM), and analysis of variance (ANOVA) was used to validate the quality of the regression model and the parameters that significantly affected each response. The results are represented graphically, by providing the main effect plots, interaction plots, and contour plots to visualize the effects of the drilling parameters on each response. Additionally, the optimized drilling parameters for each response were determined. Finally, out-of-sample testing was used to validate the accuracy of the proposed models.
2 Analysis methods
In this study, first, a set of experiments was designed using a special resolution V design and RSM was used to analyze and model the UAD data. RSM was used in this work because of its advantages to other classical optimization techniques (e.g., Taguchi method), such as the generation of large amounts of data from a small number of experiments. The interaction between factors can also be determined in this method. Note that contour plots and 3D surfaces generated by RSM can help in visualizing the effect of parameters on response whereas Taguchi technique can provide the average value of response at a given level of parameter.
ANOVA was used to find the most significant parameters affecting the responses, followed by out-of-sample testing to validate the developed mathematical models.
2.1 Special resolution V design
DOE is a tool to find cause-and-effect relationships between factors affecting a process. The effects that can be revealed with an experiment design are defined with a key criterion named resolution. In this study, a resolution V design was used. This design can not only find the effects of parameters on responses but can also be used for developing high-accuracy models and optimizing the process. Traditional resolution V design is not desirable due to the large number of tests needed for a relatively small number of variables. Therefore, in this study, an efficient special resolution V design was used (Diamond, [15]) that can provide an accurate model with fewer number of trials. This 28-trial design initially included six two-level variables. In this work, since an experimental design with three four-level variables was needed, each of the two two-level columns was combined to make a four-level column.
2.2 Response surface methodology
RSM is a tool used to predict the cause-and-effect relationship between responses and input factors (Myers and Montgomery [16]). The RSM is designed to use mathematical and statistical techniques to analyze the data and provide empirical models. For all responses (e.g., thrust force), the second-order non-linear model with linear, quadratic, and interactive terms shown in Eq. (1) were obtained with a 5% level of significance:
where Y is the response, A is amplitude, N is spindle speed, and F is feed rate and a1,..., i1 are the regression coefficients determined using Minitab software.
RSM is also a powerful tool that can use a DOE to obtain the optimal responses. Noted that in RSM, to obtain a clear response from the model, the limit of the experimental domain that is going to be evaluated should be made as wide as possible (Pradhan and Biswas [17]).
2.3 Analysis of variance
When the responses (e.g., thrust force) were obtained, statistical analysis of the data was performed by ANOVA to test differences between the means of responses to study the contribution of the factor and interactions. ANOVA was also used to evaluate the effects of each variable on the observed responses and to find the significant ones (Montgomery [18] and Petropoulos, Ntziantzias, and Anghel [19]).
2.4 Model validation
Out-of-sample testing or cross-validation method is a technique used for validating the proposed models (Geisser [20]). This method is primarily used when the goal is to create a predictive model and estimate its accuracy. In this method, the original samples are divided into two data sets: training and testing. The training set is used to create the model, and the testing set, which was not used in creating the model, is applied to validate the model. Typically, 80–90% of the original data is used to create a model and the balance of the data (i.e., 10–20% of the original data) to evaluate the model. In this study, 15% of the data was used to validate the proposed models.
3 Experimental details
As shown in Fig. 1, the drilling trials are conducted using a 2.5-kW rotating compression collet module mounted into the Hwacheon vertical machining center, with a 12.5-mm Kennametal solid carbide drill bit.

Experiment setup
Before using each new drill, an EZset tool pre-setting device is used to measure the run out of the drill tip (Fig. 2a). Note that the run out of the module is also checked with a dial indicator when the module was inserted into the spindle of the machine (Fig. 2b). The maximum run out of the drill tip in the system is 40 μm.

Setup for measuring the run out of the drill tip using (a) the Ezset tool pre-setting device and (b) a dial indicator after the module was installed into the spindle of the machine
The development process of the UAD module used in the work is reported in Moghaddas et al. [2]. The module was powered using a Dukane 20-kHz, 2.5-kW power supply. The 12.5-mm drill bit with 114-mm stick-out was used to tune the module, with the resulting anti-resonant frequencies of 20 kHz (measured with the Hewlett Packard HP429A impedance analyzer, Fig. 3).

Impedance curve of the UAD module
As shown in Fig. 3, no parasitic mode can be seen in the frequency range of the power supply (i.e., 19–21 kHz). To ensure the consistency of the module’s anti-resonant frequency, the same drill bit stick-out was used for all the tests when new drills were used. Once tuned, the module is characterized using a Polytec laser vibrometer (HSV2000) to measure the ultrasonic amplitude present at the drill tip of the module in microns (Fig. 4). The measurement of amplitude, when the module is at a stationary position and also under load is described in Moghaddas et al. [21]. In this study, the amplitude measurement was performed when the module was at a stationary position.

Setup for amplitude measurement on the drill tip
Table 1 shows how the peak-to-peak amplitude on the drill tip corresponds to the different power supply amplitude settings.
Note that frequency reported in Table 1 is measured when the tool was not under load. During drilling trials, up to 350-Hz frequency drop was observed. This frequency drop was due to the coupling between the drill and the workpiece. The maximum frequency drop (i.e., 350 Hz) was observed when the drill was fully engaged with material and started decreasing near the end of the drilling process. To avoid the possible negative effects of this frequency drop on the value of amplitude, the power supply was set to maintain the constant amplitude during the drilling process by holding constant voltage through variable current [22].
The material tested in this study is Aluminum 6061, and its mechanical properties and composition are summarized in Table 2 and Table 3.
The drilled material was in the form of rectangular plates (254 × 254 × 12.7 mm), as well as several 12.7-mm thick, 44.45-mm diameter pucks. While the pucks were the primary samples, rectangular plates were used for the parameter development stage.
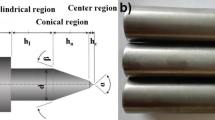
High-performance Kennametal solid carbide drills (B286D12500HPS) specifically designed for aluminum drilling were used for these trials. This drill bit has highly polished chip flute surfaces to ensure chip evacuation and reduce the BUE. Note that the point angle of this tool (i.e., 135 degree) enables high feed rates and high metal removal rates. The specifications of this drill bit per Fig. 5 are provided in Table 4.

HPS beyond drill bit for drilling aluminum
To provide a consistent coupling between the collet and the drill bit during the drilling tests, a torque wrench was used to apply 170 N·m to the collet nut of the module after inserting each new drill. Blasocut 2000 series water-based coolant was applied to cool both the drill bit and the workpiece in the flood arrangement. The oil percentage of this coolant was checked with a refractometer, before and during the drilling trials, to ensure it was within the recommended coolant manufacturer’s specifications (8–12%).
Spindle speed, feed rate, and amplitude are the variables used in this study. The range of these parameters was determined based on the Kennametal machining handbook [23]. The parameter development was conducted to check the performance of the drill bit under this range, and the maximum and minimum values of spindle speed, feed rate, and amplitude the drill bit could handle were determined. When the maximum and minimum values of each drilling parameter were established, four values were assigned to these ranges. These values are summarized in Table 5.
Note that in Table 5, spindle speed is in revolution/min (RPM), feed rate is in inch per revolution (IPR), and amplitude is in microns (μm). Based on the special resolution V design discussed in Section 2.1, the settings that are used for each trial are provided in Table 6. Each test in Table 6 is repeated two times, and the average value was considered for the analysis.
To measure thrust force and torque, two types of dynamometers were used in this work. For drilling rectangular plates, a Kistler dynamometer (Model #: 9255C) was applied to evaluate thrust force (Fz), and for drilling the pucks, another Kistler dynamometer (Model #: 9272) was used to calculate thrust force and torque (Mz). As shown in Fig. 1, four clamps are used to fix the rectangular plate on the dynamometer, and 88-N·m torque is applied to the clamps’ nuts. A specific fixture was built to hold the pucks during the drilling process. In this fixture, after inserting each new puck, 34-N·m torque was applied to its screw.
Note that while it is recommended to pre-drill the samples especially for bigger diameter drills, research in the UAD field [24] showed that a portion of the reported force reduction in UAD compared to CD came from the chisel edge of the drill. Therefore, to avoid eliminating the chisel edge’s force reduction, the samples were not pre-drilled. As mentioned, prior to run the tests based on the experimental design, parameter development was done under a wide range of drilling parameters, and the drill did not experience any premature failure or chipping.
In addition, to monitor the drill wear and study the effect of drill wear on thrust force, baseline parameters were defined for drilling aluminum. These parameters were used to drill the aluminum, and the thrust force was measured when the first hole was drilled. After drilling 10 holes, another hole was drilled with the baseline parameters, and the thrust force was measured and compared with the results obtained from drilling the first hole. Unless the measured thrust force had increased by more than 5%, the same drill bit was used for the remainder of the tests.
Once the samples were drilled, their surface roughness was tested using a Zeiss Surfcom 2000SD3. For each sample, surface roughness (arithmetic average of the roughness profile or Ra) was measured in four different locations along the axis of the hole, and the results were averaged. After the measurements, the results of the repeated tests were averaged and considered for the data analysis.
4 Results and discussion
As noted in Section 2, the RSM method was used to determine the correlation between the drilling parameters and the results. The validity of the regressions was examined using ANOVA and coefficient of determination (R2). The probability value (i.e., P value) is used in the testing of the hypothesis to help support or reject the null hypothesis. In this work, the significant terms of the models were determined by considering the terms that had a P value equal to or less than 0.05. The goodness of fit of the regression model was determined by R2 coefficient. This coefficient provides a measure of how much variability in the observed response can be explained by the model. Note that R2 close to 1 is desirable.
Minitab, which is a statistical software package, was used for all data analysis provided in this work. Note that stepwise regression method was used to fit regression model in which the specified variables (e.g., amplitude, spindle speed) that should be included in the model are added or removed step-by-step based on the values of alpha-to-enter and alpha-to-remove. The values of these two parameters set to 0.15.
After analyzing the data, the main effect plots, as well as the response surface plots, were provided for each response, and the optimum value of the drilling parameters for each response was determined. Finally, the testing data were used to verify the accuracy of the proposed models. As noted, an out-of-sample testing method was used to confirm the validity of the model. In this study, 15% of the data were considered as the testing data, while the remainder were regarded as training data.
A summary of the results of the UAD of Aluminum 6061 is provided in Table 7.
Table 8, Table 9, and Table 10 summarize the ANOVA results and include the significant terms of the thrust force, torque, and surface roughness models with 95% confidence level.
In Tables 8, 9, and 10, DF is total degree of freedom, Adj SS is adjusted sums of square, Adj MS is adjusted mean square, and F value is the test statistic used to determine whether the term is associated with the response. As mentioned, the model terms that have P values equal to or less than 0.05 are statistically significant.
Based on ANOVA results, the significant terms affecting thrust force, torque, and surface roughness are identified and shown in the Pareto Chart depicted in Fig. 6a, b, and c.

Pareto chart of the standardized effects of (a) thrust force; (b) torque; and (c) surface roughness. Note: A, B, and C are amplitude, spindle speed, and feed rate, respectively
As seen in Fig. 6a, the dashed vertical reference line is used to show the factors that are statistically significant at the 0.05 level with the current model terms. Feed rate, amplitude, spindle speed, and interaction of amplitude and spindle speed are the significant terms affecting thrust force. Feed rate has the most effect, and interaction of amplitude and spindle speed has the least effect. Feed rate, amplitude, and interaction of amplitude and spindle speed are the significant terms affecting torque. Finally, for surface roughness, feed rate, spindle speed, and interaction of amplitude and feed rate are the significant terms, respectively. The main effects plots are shown in Fig. 7.

The main effects plots for (a) thrust force; (b) torque; and (c) surface roughness
As seen in Fig. 7a, the main effect plots of thrust force indicate that an increase in spindle speed and feed rate increases the average thrust force, while increasing amplitude decreases the average thrust force. In Fig. 7b, the plots show that feed rate had the most effect on the average torque, and increasing this parameter increased the average torque, while amplitude had a lesser effect on the average torque and reduced the torque as it increased. Note that spindle speed had no major effect on torque. Finally, as shown in Fig. 7c, increasing the spindle speed decreases the surface roughness, while increasing feed rate increases the surface roughness. Note that amplitude has no major effect on the surface roughness.
The interactions and contour plots for thrust force, torque, and surface roughness are shown in Fig. 8, Fig. 9, and Fig. 10, respectively.

Thrust force interaction plots (top) and contour plots (bottom)

Torque interaction plots (top) and contour plots (bottom)

Surface roughness interaction plots (top) and contour plots (bottom)
From the top left plot of Fig. 8 (top), it can be clearly seen that at low spindle speed (1479 RPM), the effect of amplitude on the reduction of thrust force is greater than higher speeds. The contour plots shown in Fig. 8 (bottom) depict the range of thrust force at each of the two drilling parameters, holding the third parameter constant. Note that the hold value is the mid-point of the minimum and maximum of the parameter. Based on these results, to minimize the thrust force, low feed rate, low spindle speed, and high amplitude should be used.
From the top left plot of Fig. 9 (top), the effect of amplitude on the reduction of torque is greater at a low spindle speed (i.e., 1479 RPM) compared to intermediate speed, and at the highest spindle speed (i.e., 3978 RPM), amplitude had no major effect on the value of torque. The contour plots shown in Fig. 9 (bottom) depict the range of torque at each of the two drilling parameters, holding the third parameter constant. Based on these results, to minimize the torque, low feed rate, low spindle speed, and high amplitude should be used.
As shown in the bottom right plot of Fig. 10 (top), the effect of increased spindle speed on improving surface roughness was greater at higher feed rates compared to lower feed rates. From the bottom left plot of Fig. 10 (top), it can be concluded that while increasing amplitude at a low feed rate (i.e., 0.01 IPR) can improve the surface roughness, it has an opposite effect when high feed rate (i.e., 0.022 IPR) is being used. Based on the contour plots shown in Fig. 10 (bottom), to minimize the surface roughness, low feed rate, high spindle speed, and high amplitude should be used.
Using the Minitab Response Optimizer tool, an analysis was conducted to determine the optimum drilling parameters for thrust force, torque, and surface roughness. The results of this evaluation are seen in Table 11.
As can be seen in Table 11, while minimum thrust force (i.e., 296.7 N) and torque (i.e., 4.433 N.m) can be obtained at 1479 RPM spindle speed, 0.010-IPR feed rate, and 13 μm amplitude, the minimum surface roughness (0.9848 μm) can be obtained using the same parameters but high spindle speed (i.e., 3978 RPM). Note that in UAD of aluminum, applying maximum amplitude is critical to minimize thrust force, torque, and surface roughness because it intensifies the multi-impact interaction between the tool and the chips which boosts the intermittent cutting during the UAD process. As research literature [25,26,27] has suggested this intermittent cutting break chips into smaller segments which minimizes the average value of thrust force and torque by making chip evacuation easier. Since chips break into smaller pieces, surface roughness is also improved through reducing the friction between the chips in the drill bit flutes and the machined surface of the hole.
Equations (2), (3), and (4) were formed as a mathematical model for the prediction of thrust force [Fz], torque [Mz], and surface roughness [Sa] in the UAD of Aluminum 6061.
where amplitude is in μm, spindle speed is in RPM, and feed rate is in IPR.
The values of R2 for thrust force, torque, and surface roughness are 90%, 98%, and 71%, respectively. While the R2 value of thrust force and torque (i.e., 90% and 98%) indicate that these models are very accurate; the R2 value of 71% for surface roughness shows that 71% of the variation in the observed values of surface roughness could be explained by the model, which is acceptable for most drilling applications. Another point that should be considered about Eqs. (3) and (4) is that while ANOVA showed that spindle speed and amplitude were not the significant terms of torque and surface roughness models, respectively, since hierarchical option was used to model the responses, Minitab automatically added the lower order term that comprise the higher order terms.
Based on the validation method explained in Section 2.4, the training data were used to confirm the validity of the model. These results are provided in Table 12 and plotted in Fig. 11.

Predicted results versus experimental results (a) thrust force; (b) torque; and (c) surface roughness
As shown in Fig. 11, the models show very good predictive ability. The average of the errors for thrust, torque, and surface roughness models were 6.4%, 5.4%, and 12.9%, respectively.
5 Conclusion
In this paper, the UAD of Aluminum 6061 was characterized, and the effects of the drilling parameters, including spindle speed, feed rate, and amplitude on the thrust force, torque, and surface roughness, were examined. The rotating compression collet module mounted into the Hwacheon vertical machining center was used to perform the UAD trials. The drilling parameter was specified based on a special resolution V design, and the responses were analyzed by using the RSM. Mathematical models were provided for each response, and the optimized drilling parameters for each response were determined. This was followed by a cross-validation showing that the models can be effectively used to predict thrust force, torque, and surface roughness in UAD of Aluminum 6061 within the limits of factors studied.
The results of the analysis made on the thrust force and torque data showed that, among the drilling parameters, feed rate had the most effect. As this parameter increased, thrust force and torque were also increased. Amplitude was the second most significant parameter and reduced the thrust force and torque as it increased. Spindle speed had the least effect among these parameters. The interaction plots showed that the effect of amplitude on the reduction of thrust force and torque was greater at low spindle speeds. Analysis of the surface roughness data indicated that, among the drilling parameters, feed rate and spindle speed had the most effect on the quality of the drilled samples. While increasing feed rate increased the surface roughness, increasing spindle speed decreased surface roughness. The results of this analysis indicated that the effect of increasing spindle speed on improving surface roughness is greater at higher feed rates.
The optimized drilling parameters were found, and their results suggest that, in UAD of Aluminum 6061, thrust force, torque, and surface roughness can be improved at a low feed rate and high amplitude. Therefore, selecting the proper spindle speed is critical to obtaining the required benefits.
The results of this study showed that the benefits of UAD do not necessarily occur at the same time and RSM along with proper DOE can be successfully used to determine the optimum values of drilling parameters for each benefit.
References
Moghaddas MA, Short MA, Wiley NA, Yi AY, Graff KF (2018) Performance of an ultrasonic-assisted drilling module. Int J Adv Manuf Technol 94:3019–3028
Moghaddas MA, Short MA, Wiley NR, Yi AY, Graff KF (2018) Improving productivity in an ultrasonic-assisted drilling vertical machining center. J Manuf Sci Eng 140:6
Moghaddas MA, Yi AY, Graff KF (2019) Temperature measurement in the ultrasonic-assisted drilling process. Int J Adv Manuf Technol 103:187–199. https://doi.org/10.1007/s00170-019-03487-7
Amini S, Paktinat H, Barani A, Tehrani AF (2013) Vibration drilling of Al2024-T6. Mater Manuf Process 4(28):476–480
Barani A, Amini S, Paktinat H, Fadaei Tehrani A (2014) Built-up Edge Investigation in Vibration Drilling of Al2024-T6. Ultrasonics 54:1300–1310
Amini S, Soleimani M, Paktinat H, Lotfi M (2017) Effect of longitudinal−torsional vibration in ultrasonic-assisted drilling. Mater Manuf Process 32(6):616–622. https://doi.org/10.1080/10426914.2016.1198027
Paktinat H, Amini S (2017) Ultrasonic assistance in drilling: Fem analysis and experimental approaches. Intl J Adv Manuf Technol 92(5-8):2653–2665
Paktinat H, Amini S (2018) Experiments and finite element simulation of ultrasonic assisted drilling. J Manuf Sci E T ASME, 140(10). https://doi.org/10.1115/1.4040321
Paktinat H, Amini S (2018) Numerical and experimental studies of longitudinal and longitudinal-torsional vibrations in drilling of aisi 1045. Int J Adv Manuf Technol 94(5-8):2577–2592. https://doi.org/10.1007/s00170-017-0893-x
Babitsky VI, Astashev VK, Meadows A (2007) Vibration excitation and energy transfer during ultrasonically assisted drilling. J Sound Vib 308:805–814
Chang Simon SF, Bone Gary M (2005) Burr size reduction in drilling by ultrasonic assistance. Robot Comput Integr Manuf 21:442–450
Chern G-L, Lee HG (2006) Using workpiece vibration cutting for micro-drilling. Int J Adv Manuf Technol 27:688–692
Baghlani V, Mehbudi P, Akbari J, Sohrabi M (2013) Ultrasonic assisted deep drilling of Inconel 738lc superalloy. Procedia Cirp 1(6):571–576
Baghlani V, Mehbudi P, Akbari J, Nezhad EZ, Sarhan AA, Hamouda AM (2016) An optimization technique on ultrasonic and cutting parameters for drilling and deep drilling of nickel-based high-strength Inconel 738lc superalloy with deeper and higher hole quality. Intl J Adv Manuf Technol 82:877–888
Diamond WJ (1981) Practical experiment designs for engineers and scientists. Lifetime Learning Publications, Belmont, Calif
Myers RH, Montgomery DC (1995) Response surface methodology: process and product optimization using designed experiments. Wiley, New York
Pradhan MK, Biswas CK (2008) Modelling of machining parameters for MRR in EDM using response surface methodology. Proceedings of NCMSTA’08 Conference, Hamirpur, pp 535–542
Montgomery DC (1991) Design and analysis of experiments, 3rd edn. Arizona State University, New York
Petropoulos G, Ntziantzias I, Anghel C (2005) A predictive model of cutting force in turning using Taguchi and response surface techniques. Proceedings of 1st IC-EpsMsO
Geisser S (1993) Predictive inference: an introduction. Chapman & Hall, New York
Moghaddas MA, Graff KF (2020) On the effect of load on vibration amplitude in ultrasonic-assisted drilling. Int J Adv Manuf Technol 1-14
Dukane user manual for IQ series automation-controlled probe generators (2013). 3-5
Kennametal. (2013) Innovations master catalogue–cutting tools: G21-G26.
Gupta A, Ascroft H, Barnes S (2016) Effect of chisel edge in ultrasonic assisted drilling of carbon fibre reinforced plastics (cfrp). Procedia Cirp 46:619–622. https://doi.org/10.1016/j.procir.2016.04.026
Phadnis VA, Roy A, Silberschmidt VV (2013) A finite element model of ultrasonically assisted drilling in carbon/epoxy composites. Procedia Cirp 8:141–146
Phadnis VA, Makhdum F, Roy A, Silberschmidt VV (2012) Experimental and numerical investigations in conventional and ultrasonically assisted drilling of CFRP laminate. Procedia Cirp 1(8):455–459
Short MA, Graff KF (2015) Using power ultrasonics in machine tools. In: Gallego-Juarez and Graff KF (ed) Power Ultrasonics.
Availability of data and material
Not applicable
Funding
This research was funded by Edison Welding Institute (EWI). The author would like to thank EWI for providing the funding and equipment for this investigation.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares that there is no conflict of interest.
Code availability
Not applicable
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Moghaddas, M.A. Modeling and optimization of thrust force, torque, and surface roughness in ultrasonic-assisted drilling using surface response methodology. Int J Adv Manuf Technol 112, 2909–2923 (2021). https://doi.org/10.1007/s00170-020-06380-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06380-w