
Abstract
The modern methods for surface layer engineering in current surface laser treatments, is LSA treatment, where there are small amounts of alloying additions introduced into the surface layer of the matrix material in the form of ceramic particle powders with different properties influencing the surface layer application possibilities. It was possible to produce a layer consisting of the heat affected zone, transition zone and remelted zone, without cracks and defects as well as with a slightly higher hardness value compared to the non remelted material. The laser power range was chosen to be 1.5–2.0 kW and implicated by a process speed rate in the range of 0.25–0.75 m/min. The purpose of this work is to apply High Power Diode Laser (HPDL) for the improvement of aluminum’s mechanical properties, especially the surface hardness. This study was conducted to determine the effect of SiC powder addition on the structure and the mechanical properties as well as the structural changes occurring during the rapid solidification process. The main findings were, that the obtained surface layer is without cracks and defects as well as having a comparably higher hardness value when compared to the non-remelted material. The hardness value increases according to the laser power used so that the highest power applied gives the highest hardness value in the remelted layer.Also, the distribution of the SiC particles is good, but the particles are mainly present in the upper part of the surface layer. The hardness value increases in general according to the laser power used so that the highest power applied renders the highest hardness value in the remelted layer. The main goal of this work is to investigate and determine the effect of HPDL remelting and alloying on the cast Al-Si-Cu cast aluminium alloy structure to recognise the possibility for application in real working conditions mainly for light metal constructions as in the many branches of the industry.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- High power diode laser
- Surface treatment
- Heat treatment
- Aluminium cast alloys
- Laser alloying
- Laser feeding
- Ceramic powders
1 Introduction
While analysing the given element in terms of its internal structure as well as possible, future working conditions it should be remembered that the product properties depend mainly on two factors: internal structure of the material, from which it has been made and on the condition of the external surface having both direct mechanical and chemical contact with the environment, as well as during exploitation with the surfaces of other working elements [1–5].
In relation to the current market demand for light and reliable constructions, aluminium alloys, belonging to the group of construction materials, characterised by a number of good mechanical and usable properties, good castability and resistance to corrosion play an important role. Aluminium alloys, constituting of a combination of low density and high strength, which are more and more often used in situations, where reduction of the subassembly element masses is significant, desired and feasible [6–11].
Remelting of cast aluminium alloys with SiC silicon carbide powder was performed using a high power diode laser (HPDL), (Fig. 1). Hardening requires a special form of heat delivery in order to ensure an evenly hardened zone and acceptable quality. The application was performed with a modern high power diode laser. The case studies of these four applications are presented and discussed in scientific papers [12–17].

HPDL laser Rofin DL 020 with: a laser head, b entire laser stand, c sample during working
The analysis of the test results of the mechanical and usable properties as well as tests of the structure of the surface layer of aluminium alloys after thermal and surface processing will allow for specification of the conditions of the laser surface processing of the aluminium alloys, such as the rate of scanning, laser power, used within the scope from 1.0 up to 2.2 kW, type and rate of the powder feeding, in order to produce the best possible surface layers on the surface of the processed alloys. Laser surface treatment is a relatively new generation of techniques used in metal surface technology. Laser treatment is presented and discussed with remelting of Al-Si-Cu cast aluminium alloys with ceramic powders, especially silicon carbide (SiC) particles. The investigation of the structure and the improvement of mechanical properties is the practical aim of this work, as well as improving hardness, a very important property for practical uses. Silicon carbide is a material sometimes used in metal machining because of its high hardness and high resistance to softening at high cutting speeds and at high cutting temperatures [18–21].
The goal of this work is to determine the optimal laser power leading to the surface layer including the remelting zone and the heat influence zone. The standard metallographic investigation using light and an electron microscope was performed, as well as the hardness measurements and microanalysis, for the chemical composition investigation.
2 Experimental Conditions
The material used for investigation was the AlSi9Cu and AlSi9Cu4 aluminium cast alloy. The chemical composition of the investigated aluminium alloys is presented in Table 1. For feeding, the silicon carbide (SiC) powder was used with properties listed in Table 2. It should be mentioned that for this work it is planned to also use other types of powders.
The heat treatment was carried out in the electric resistance furnace U117, for the solution heat treatment process with two holds at 300 and 450 °C performed for 15 min. The cooling of the samples after the heat treatment was performed in the air for the aging process and in water for the solution heat treatment process. The solution heat treatment temperature was 505 °C for 10 h, and then aging was performed at 175 °C for 12 h (Fig. 2).

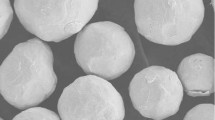
Morphology of the SiC powder used for feeding, SEM
For remelting the high power diode laser HPDL Rofin DL 020 (Fig. 1) was used. This laser is a device with high power, used in materials science, including for welding purposes. The laser equipment used included: a rotary table which moved in the XY plane, the nozzle of the powder feeder for enrichment or welding, shielding gas nozzle, laser head, power and cooling system, and the computer system controlling the operation and location of the laser on the working table.
The feeding and remelting was performed with argon, in order to protect the substrate from oxidation. The sample during feeding was subjected to protective gas blowing and covering by mind of two nozzles, one directed axially to the laser-treated sample and the other directed perpendicular to the weld area. The shielding gas supply (Argon 5.0) was 10 l/min.
Based on the preliminary investigations of a high power laser diode HPDL Rofin DL 020 the process rate was v = 0.5 m/min. Other work parameters are presented in Table 3. For laser power values below 1.0 kW there are no remelted areas present at all, due to very high radiation absorption of the aluminium alloy surface.
Structure investigation was performed using the light microscope Leica MEF4A supplied by Zeiss with a magnification range of 50–500 times. The micrographs of the microstructures were made by means of the KS 300 program a using digital camera. Metallographic investigations were performed also using the scanning electron microscope ZEISS Supra 35 with a magnification of up to 500 times. For the microstructure evaluation the Back Scattered Electrons (BSE) as well as the Secondary Electron (SE) detection method was used, with an accelerating voltage of 20 kV. Chemical composition investigations using EDS microanalysis on the scanning electron microscope Zeiss Supra. The phase composition investigations were made using a X-ray diffractometer with the filtered copper lamp rays at an acceleration voltage of 45 kV and heater current of 40 mA. The measurements were made with a diffraction angle from 30° to 130° of 2Θ. The X-ray scan was performed parallel to the alloying direction.
The hardness was measured with a Rockwell hardness tester with a load chosen for the HRF scale, with a load of 60 Kgf. Also, the temperature was measured during the remelting process, of which the exact temperature changes are shown in Fig. 15. It can be seen that the temperature remains constant throughout the whole process.
3 Results and Discussion
The structural investigations carried out using the high power diode laser allow us to compare the structure of these alloys used for investigations. On Figs. 3, 4 and 5 the microstructures revealing the phases occurring in the alloy, especially the Si phase, are presented. When using both the laser power of 1.5 and 2.0 kW for both alloys in the remelted zones there was huge grain refinement found, besides the silicon powder presence. The obtained results from the microstructure investigation performed on the scanning electron microscope ZEISS Supra 35 with a magnification up to 5000 times reveals the structure of the aluminium cast alloy used for investigation (Figs. 3, 4 and 5) where the structure refinement can be observed after the proper preformed heat treatment. In general a zone like structure of the obtained surface layer, where a remelted zone was found, and a heat affected zone, were found. The layers achieved by the alloying process are showed in Figs. 6, 7, 8, 9, 10 and 11. The results allow us to state that with increasing laser power the roughness of the remelted metal surface increases.

Microstructure of the cast aluminium AlSi9Cu in its cast state

Microstructure of the cast aluminium AlSi9Cu after aging

Microstructure of the cast aluminium AlSi9Cu in its cast state

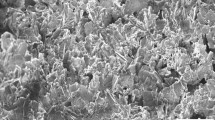
Surface layer after SiC powder feeding into the AlSi9Cu alloy, laser power 1.5 kW, powder feed rate 1.5 g/min, scan rate 0.25 m/min

Structure of the surface layer after SiC powder feeding into the AlSi9Cu alloy, laser power 1.5 kW, powder feed rate, 1.5 g/min, scan rate 0.25 m/min

Structure of the surface layer after SiC powder feeding into the AlSi9Cu4 alloy, laser power 2.0 kW, 1.2 g/min, scan rate 0.25 m/min

Structure of the surface layer after SiC powder feeding into the AlSi9Cu4 alloy, laser power 2.0 kW, 1.5 g/min, scan rate 0.25 m/min

Structure of the surface layer after SiC powder feeding into the AlSi9Cu4 alloy, laser power 2.0 kW, powder feed rate 2.0 g/min, scan rate 0.25 m/min

Structure of the surface layer after SiC powder feeding into the AlSi9Cu4 alloy, laser power 2.0 kW, powder feed rate 1.5 g/min, scan rate 0.25 m/min
Based on these investigation concerning the distribution of the powder particles in the surface layer of the aluminium-silicon-copper cast alloys, it was also found, that in the laser treated surface layer there are no pores or cracks in the produced coating or any defects and failures occurs in this layer, but the fed SiC particles occur mainly in the upper part of the RZ. Occasionally he occurring discontinuity of the layers can be seen as a product of the heat transfer process and may be neutralised by properly adjusted powder quality and powder feed rate.
As it can be seen for all investigated alloys the used SiC powder does not form any, and occurs in form of loose particles relatively evenly distributed in the alloy matrix but mainly in the upper part of the surface layer (Figs. 12, 13 and 14), what is confirmed by the EDX analysis, as well as using X-Ray diffraction (Fig. 15). It is also possible on the basis of these cross-section micrographs to evaluate the thickness of the surface layer depth [Remelting Zone (RZ)], which is ca. 0.55 mm (Fig. 16) in the case of the AlSi9Cu4 as well as the AlSi9Cu alloy and the 2.0 kW laser power. For lower laser powers the thickness is ca. half as much as for the highest power for both types of the investigated alloys.

EDS microanalysis of the surface layer after SiC WC feeding into the AlSi9Cu alloy: SE SEM image, as well mappings of Al and Si

Surface layer cross section of the AlSi9Cu4 alloy after feeding of SiC particles, laser power 2.0 kW


X-Ray diffraction of the surface layer of the AlSi9Cu4 alloy after feeding of SiC particles obtained using the Bragg-Brentano method

Thickness of the surface layer (RZ zone) of the aluminium alloys fed with SiC powder
During the investigations also the EDS point analysis was carried out, presented in Figs. 13 and 14, has revealed that the chemical composition of the alloyed area around the SiC particles, so in case of this powder the silicon and carbon is not dissolved in the aluminium matrix, but still in the form of the primary SiC phase. There is no evidence for the dissolving of the ceramic powder Sic grains, because the carbon concentration in the Al matrix will be possible to measure and visible on Fig. 12. The influence of the laser speed on the remelting of the aluminium surface was also investigated. The range was chosen from 0.25 to 0.75 m/min (Figs. 13 and 14), the optimal value was set as 0.25 m/min for both of the investigated aluminium alloys groups. The idea was to find out if the laser power will change the nature of the alloying of the SiC powder. But for powers higher than 1.80 kW the SiC powder forms a bulky non-flat surface on the laser treated aluminium.
The measured results, of the surface layer thickness are presented on Fig. 16, which confirm the relationship between the laser power and the remelting zone (RZ) depth, where with increasing laser power the depth of this zone increases and reach even 0.55 mm for 2.0 kW laser power for both of the investigated alloys.
Figure 17 shows the hardness measurement results of the remelted surface for 1.0, 1.5 and 2.0 kW laser power, where it can be seen that the hardness of the remelted zone is smaller than of the non remelted area. It can be found that the hardness value of the surface layer increases together with the laser power and has the highest value for the laser power at 2.0 kW. These results are confirmed for both of the alloy types AlSi9Cu and AlSi9Cu4, where the value reached even 75 HRF for the AlSi9Cu4 alloy. It can be also seen that the hardness of the laser fed samples with the laser power of 1.5 kW is comparable with the value achieved after a conventional heat treatment of this cast aluminium alloys and for 1.0 kW the hardness is even lower—68 HRF.

Hardness of the surface layer of the cast aluminium alloys AlSi9Cu and AlSi9Cu4 fed with SiC powder
4 Conclusion
On the basis of the analysis of the test results, it has been pointed out that in the case of the analysed aluminium cast alloys the applied laser surface processing, and the thermal processing preceding it, ensuring occurrence of the mechanisms responsible for material strengthening, enable enhancement of the mechanical and usable properties of the examined alloys. An essential objective is also to indicate the multiple possibilities for continuation of the tests, regarding the light metal alloys aluminium, magnesium and titanium, broadening the current knowledge within the scope of elements and light structures.
On the basis of the performed investigations it can be concluded, that the AlSi9Cu and AlSi9Cu4 cast aluminium alloys fed with SiC powder has achieved a high-quality top layer. The layer is without cracks and defects and has a higher hardness when compared to the non remelted material. The hardness value increases together with the laser power used so that the highest power applied gives the highest hardness value in the remelted layer. With increasing laser power the depth of the remelting material is growing as well. With increasing laser power the surface of the remelted area is more regular, smooth and flat Also the occurrence of the tungsten carbide SiC particles could be confirmed. The metallographic investigations on scanning and light microscope reveal a dendritic structure which is present in the heat affected zone in samples fed with the applied laser powers. The performed investigations of the microstructure evaluation of the Al-Si-Cu alloys, carried out using a light and scanning electron microscope, allowed to confirm the zone-like nature of the surface layer obtained using HPDL laser for alloying of the AlSi9Cu and the AlSi9Cu4 cast aluminium alloys. The remelted zone (RZ), the heat affected zone (HAZ) on top of the substrate material as well as a transition zone were revealed. There were also ceramic powder SiC particles detected in the substrate. Before the alloying with SiC there were performed preliminary tests allowing to find the proper laser scan speed as well as the optimal laser power used for alloying of this type of aluminium alloy substrate. Of course the optimal laser powder and feeding rate will differ slightly compared to the values used for remelting of the aluminium alloy, but the range does not changes significantly.
The conducted tests enabled the fulfilment of the objectives of the this paper, namely that the application of the laser surface processing for improvement of the exploitation properties of surfaces of the aluminium cast alloys allows for formation of the surface layer characterised by better mechanical and tribological properties in comparison as opposed to the core material.
Tests of the usable properties of the surface layers formed by means of laser indicate an increase in the hardness and resistance to abrasion of the surface layer with the fused powders of the WC and SiC carbides and relatively low corrosion resistance. In the case of the aluminium and zirconium oxide powders the surface layer obtained by the laser fusion method has a form of oxide coating, composed by the elements present in the fused ceramic powders. In the case of the surface layers after fusion of the oxide powders occurrence of the melted zone has not been confirmed, and at the same time presence of the particles fused in the matrix of aluminium alloys has also not been confirmed. The WC and SiC powder introduced into the matrix of the selected aluminium alloys during fusion has a form of particles uniformly distributed in the melted zone.
The laser power determination leads to the conclusion, that the optimal power range is ca. 1.5 kW, and that a lower value of ca. 1.0 kW does not achievement of an completely homogenous remelting tray on the sample surface, whereas a higher power of 2.0 kW makes an uneven shape of the remelted surface layer. Particularly it can be also found that: the SiC powder particles are fed successfully into the aluminium alloy matrix during laser feeding. The optimal laser power is in the range of <1.0–1.5 kW, with a laser scan rate determined as 0.5 m/s. It can be summarize that this technique is a great method for the modelling of tools of hot cast aluminium surface layer, which can be deeply recognized in following studies and further investigations. There are also next investigation planned with other ceramic powder particle like: Al2O3 or ZrO2 (see Table 1).
References
Samuel AM, Gauthier J, Samuel FH (1996) Microstructural aspects of the dissolution and melting of Al2Cu phase in AI-Si alloys during solution heat treatment of Al2Cu phase in Al-Si alloys during solution heat treatment. Metall Mater Trans A 27:1785–1798
Labisz K (2014) Microstructure and mechanical properties of HPDL laser treated cast aluminium alloys. Mater Sci Eng Technol (Mat.-wiss. u. Werkstofftech) 45:314–324. doi:10.1002/mawe.201400231
Tański T, Labisz K, Lukaszkowicz K (2013) Structure and properties of diamond-like carbon coatings deposited on non-ferrous alloys substrate. Mechatron Syst Mater V (Solid State Phenomena) 199:170–176
Ozgowicz W, Labisz K (2011) Analysis of the state of the fine-dispersive precipitations in the structure of high strength steel Weldox 1300 by means of electron diffraction. J Iron Steel Res Int 18(1):135–142
Dobrzański LA, Krupiński M, Labisz K, Krupińska B, Grajcar A (2010) Phases and structure characteristics of the near eutectic Al-Si-Cu alloy using derivative thermo analysis. Mater Sci Forum 638–642:475–480
Kusiński J, Przybyłowicz J, Kąc S, Woldan A (1999) Structure and properties change In case of laser remelting of surface layers and coatings. Hutnik 14–20 (in Polish)
Konieczny J, Dobrzański LA, Labisz K, Duszczyk J (2004) The influence of cast method and anodizing parameters on structure and layer thickness of aluminium alloys. J Mater Process Technol 157–158:718–723
Dobrzanski LA, Tanski T (2009) Influence of aluminium content on behaviour of magnesium cast alloys in bentonite sand mould. Solid State Phenom 147–149:764–769
Kennedy E, Byrne G, Collins DN (2004) Review of the use of high power diode lasers in surface hardening. J Mater Process Tech 155–156:1855–1860
Dobrzański LA, Krupiński M, Labisz K, Krupińska B, Grajcar A (2010) Phases and structure characteristics of the near eutectic Al-Si-Cu alloy using derivative thermo analysis. Mater Sci Forum 638–642:475–480
Piec M, Dobrzański LA, Labisz K, Jonda E, Klimpel A (2007) Laser alloying with WC ceramic powder in hot work tool steel using a high power diode laser (HPDL). Adv Mater Res 15–17:193–198
Horst EF, Mordike BL (2006) Magnesium technology. Metallurgy, design data, application. Springer, Berlin
Tanski T (2014) Determining of laser surface treatment parameters used for light metal alloying with ceramic powders. Materialwiss Werkstofftech 45(5):333–343. doi:10.1002/mawe.201400232
Dobrzański LA, Tomiczek B, Pawlyta M, Król M (2014) Aluminium AlMg1SiCu matrix composite materials reinforced with halloysite particles. Arch Metall Mater 59(1):335–338
Dobrzański LA, Tomiczek B, Pawlyta M, Nuckowski P (2014) TEM and XRD study of nanostructured composite materials reinforced with the halloysite particles. Mater Sci Forum 783:1591–1596
Dobrzański LA, Labisz K, Piec M, Lelątko AJ, Klimpel A (2006) Structure and properties of the 32CrMoV12-28 steel alloyed with WC powder using HPDL laser. Mater Sci Forum 530–531:334–339
Tanski T, Labisz K (2012) Electron microscope investigation of PVD coated aluminium alloy surface layer. Solid State Phenom 186:192–197. doi:10.4028/www.scientific.net/SSP.186.192
Lisiecki A, Klimpel A (2008) Diode laser surface modification of Ti6Al4V alloy to improve erosion wear resistance. Arch Mater Sci Eng 32:5–12
Klimpel A, Dobrzański LA, Janicki D, Lisiecki A (2005) Abrasion resistance of GMA metal cored wires surfaced deposits. J Mater Process Technol 164(165):1056–1061
Dobrzański LA, Borek W (2012) Thermo-mechanical treatment of Fe–Mn–(Al, Si) TRIP/TWIP steels. Arch Civil Mech Eng 12:299–304
Grajcar A, Borek W (2008) Thermo-mechanical processing of high-manganese austenitic TWIP-type steels. Arch Civil Mech Eng 8(4):29–38
Acknowledgments
This research was financed by the National Science Centre (NCN—Narodowe Centrum Nauki) within the framework of the Research Project No. 2011/01/B/ST8/06663 headed by Dr Krzysztof Labisz DSc. Eng.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Labisz, K. (2015). Influence of Laser Feeding on Structure and Properties of Cast Aluminium Alloy Surface. In: Öchsner, A., Altenbach, H. (eds) Mechanical and Materials Engineering of Modern Structure and Component Design. Advanced Structured Materials, vol 70. Springer, Cham. https://doi.org/10.1007/978-3-319-19443-1_4
Download citation
DOI: https://doi.org/10.1007/978-3-319-19443-1_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-19442-4
Online ISBN: 978-3-319-19443-1
eBook Packages: EngineeringEngineering (R0)