
Abstract
The application of heat treatment, by solid solution and precipitation hardening, is very important to optimize the mechanical properties of superalloys. The main phases present in Inconel 718 are: gamma prime γ′ face ordered Ni3(Al, Ti); gamma double prime γ″ bct ordered Ni3Nb; eta η hexagonal ordered Ni3Ti; delta δ orthorhombic Ni3Nb intermetallic compounds and other topologically closed-packed structures such as μ and Laves phases. δ, μ and Laves phases have low ductility, which causes losses in mechanical and corrosion properties (Fu et al. in Mater Sci Eng A 499:215–220, 2009 [1]). The heat treatment applied to Inconel 718, precipitation hardening, has two steps: solid solution and aging treatment. In first step the secondary (hardening) phases are dissolved along the matrix, as well as carbides. It is important to note that after 650 °C (Durand-Charre in The microstructure of superalloys. CRC Press, Boca Raton, 1997 [2]) and with long exposure times, γ″ transforms in the stable phase δ, which results in a loss of mechanical resistance. In this study we aim to characterize the microstructure and phases in superalloy Inconel 718 during the steps of heat treatment with double aging. The double aging treatment performed followed the steps of solid solution to 1095 °C/1 h and double aging at 955 °C/1 h to 720 °C/8 h + 620 °C/8 h. The characterizations were performed through the techniques of XRD and SEM/EDS. It was possible to obtain the microstructural and phases characterizations before and after heat treatment in all steps.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Inconel 718 is a precipitation-hardening superalloy developed by International Nickel Co in the 50s [3]. This alloy is a Nb-modified Fe–Cr–Ni-base superalloy and has been widely used in gas turbines and related applications due to its good mechanical properties and structural stability at elevated temperatures (~650 °C). Superalloys are generally applied in heat treatment equipment, aeronautics gas turbines, nuclear power plants, medical components, chemical and petrochemical industries [4]. It is used under high homologous temperatures (Th > 0.5), showing high stress-rupture and good oxidation resistance, good creep and low cycle fatigue behavior. In 1989 [5], the Inconel 718 alloy represented 45 % of all wrought nickel-iron base superalloys produced in the world.
Inconel 718 has crystallographic lattices face-centered cubic (fcc), body-centered cubic (bcc), hexagonal close-packed (hcp) and body-centered tetragonal (bct), among others. These niquel-iron superalloys are made of austenitic fcc matrix γ (gamma phase), as well as secondary phases: gamma prime γ′ face ordered Ni3(Al, Ti); gamma double prime γ″ bct ordered Ni3Nb; eta η hexagonal ordered Ni3Ti; delta δ orthorhombic Ni3Nb intermetallic compounds and other topologically closed-packed structures such as μ and Laves phases. δ, μ and Laves phases have low ductility, causing losses in mechanical and corrosion properties and providing grain size control [4]. In addition, these phases appear in alloys containing high levels of bcc transition metals (Ta, Nb, Cr) [5].
Superalloys have their microstructure characteristics improved by using heat treatment techniques. Solution treatment, usually the first step in heat treatment of precipitation hardening alloys, aims to: recrystallize, homogenize and dissolve phases in fcc matrix structure, dissolving carbides in grain boundaries and the grain-growth results in high creep-rupture resistance [5]. The purpose of aging treatments is the increasing of the strength through the precipitation of additional quantities of secondary phases, from the supersaturated matrix, developed by solution treating. For Inconel 718 more than one phase can precipitate, so double aging is applied in order to enhance the formation of both γ′ and γ″ phases. Secondary phases γ′ and γ″ play a main role in the strengthening mechanism of Inconel 718, mainly γ″, a coherent disk-shaped precipitate. Wang et al. [6] highlighted the structural stability dependence with secondary phases production on aging heat treatments, as well the competition of γ′/γ″ and delta phase δ formation. By comparing three kinds of double aging techniques, the optimized technique of double aging under 720 °C/8 h + 620 °C/8 h was identified due to the fact that it can get higher contents of the γ′ and γ″ phases, the lowest content of the δ phases and optimum structure in Inconel 718 alloy using this technique. In this context, the purpose of this preliminary study is to characterize the microstructure and phases in superalloy Inconel 718 during the steps of heat treatment with double aging.
2 Experimental Procedure
2.1 Heat Treatments
The material used for the present study was multi-alloy bars. The superalloy was obtained by VIM/VAR process. A solid solution of 1095 °C for 1 h treatment (air cooling) was applied initially and followed by double aging treatment at 955 °C/1 h (air cooling) to 720 °C/8 h (furnace cooling) + 620 °C/8 h (air cooling). The heat treatments were conducted at Escola de Engenharia de Lorena (EEL-USP), using a Lindberg/Blue M—Tube Furnace 100 V/50 A/5 kW. The heat treatment is described in Fig. 1.

Heat treatment of double aging
2.2 Characterization
The microstructures of the superalloys Inconel 718 in all steps of the heat treatment were analyzed via scanning electron microscopy/back-scattered electrons mode (SEM/BSE) using an acceleration voltage of 25 kV in a LEO 1450VP SEM model equipped with Oxford Instruments energy-dispersive X-ray spectrometry system at Escola de Engenharia de Lorena (EEL-USP).
Conventional X-ray diffraction (XRD) was used to characterize the materials produced after each processing step. The XRD experiments were performed in a Panalytical Empyrean model at room temperature under Cu–Kα and Ni filter at Escola de Engenharia de Lorena (EEL-USP).
3 Results and Discussion
The composition of the superalloy used in this study is summarized on Table 1.
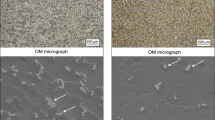
The heat treatment improved an increase of the grain size. Figures 2, 3, 4 5 show the micrographs of the Inconel in all steps of heat treatment. The presence of precipitates in all stages can be observed. The results of the EDS obtained of the precipitates indicates that the heat treatment improved the formation of precipitates with base composition of Ni/Nb (Table 2).

SEM/BSE micrograph of the Inconel 718 as received

SEM/BSE micrograph of the Inconel 718 after solid solution

SEM/BSE micrograph of the Inconel 718 before aging

SEM/BSE micrograph of the Inconel 718 after double aging
Figure 6 show the XRD obtained of the Inconel 718 in all steps of heat treatment. The results of XRD show the presence of the gamma phase (γ-CFC) in the Inconel 718 as received. In the Inconel 718 solid solution the presence of gamma phase (γ-CFC), NbC (MC-CCC) and Ni3Nb (δ-orthorhombic) is observed. Before the double aging, it can be observed that the same phases are present in the superalloy. Similarly it can be observed that after double aging there is only the presence of gamma phase (γ-CFC) again. It is not possible to separate the presence of the phases γ′ and γ″. The main reason can be the fact that their identification were superposed.

XRD of the Inconel 718 in all steps of heat treatment
4 Summary
In this work the characterization of the superalloy Inconel 718 after double aging heat treatment was studied. A solid solution of 1095 °C for 1 h treatment was applied initially and followed by double aging treatment at 955 °C/1 h to 720 °C/8 h + 620 °C/8 h. The alloys were characterized using scanning electron microscopy/back-scattered electrons mode (SEM/BSE) equipped with an Oxford Instruments energy-dispersive X-ray spectrometry system and conventional X-ray diffraction (XRD). The double aging treatment presented higher grain size than the Inconel 718 as received. The gamma phase (γ-CFC) was present in the as received condition and the formation of gamma phase (γ-CFC), NbC (MC-CCC) and Ni3Nb (δ-orthorhombic) could be observed during the heat treatment which demonstrate the formation of the gamma phase (γ-CFC) from Ni3Nb (δ-orthorhombic) after double aging.
References
Fu SH, Dong JX, Zhang MC et al (2009) Alloy design and development of INCONEL718 type alloy. Mater Sci Eng A 499(1–2):215–220. doi:10.1016/j.msea.2007.11.115
Durand-Charre M (1997) The microstructure of Superalloys. CRC Press, Boca Raton
Silva ALVC, Mei PR (2010) Aços e ligas especiais. In: Aços ferramenta, inoxidáveis e ligas especiais, 3rd edn. Blücher, São Paulo
Donachie M, Donachie S Jr (2002) Superalloys: a technical guide, 2nd edn. ASM International, USA
American Society for metals (1991) ASM handbook volume 4: heat treatment. ASM International, USA
Wang C, Li R (2004) Effect of double aging treatment on structure in Inconel 718 alloy. J Mater Sci 39:2593–2595. doi:10.1023/B:JMSC.0000020036.96777.9c
Acknowledgments
The authors acknowledge the Multialloy company for the alloys and specimens, Escola de Engenharia de Lorena (EEL/USP) for the heat treatments, XRD diffractions and SEM/EDS images and CAPES for the financial support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Candioto, K.C.G., Caliari, F.R., Reis, D.A.P., Couto, A.A., Nunes, C.A. (2015). Characterization of the Superalloy Inconel 718 After Double Aging Heat Treatment. In: Öchsner, A., Altenbach, H. (eds) Mechanical and Materials Engineering of Modern Structure and Component Design. Advanced Structured Materials, vol 70. Springer, Cham. https://doi.org/10.1007/978-3-319-19443-1_24
Download citation
DOI: https://doi.org/10.1007/978-3-319-19443-1_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-19442-4
Online ISBN: 978-3-319-19443-1
eBook Packages: EngineeringEngineering (R0)