
Abstract
Thermal models of machine tools contain parameters that represent machine-specific and time-variable properties. In the design process, these parameters cannot be estimated with sufficient accuracy. Thus, they have to be adjusted by measurements. At present, substantial time, effort and expensive measurement equipment are required for adjustment, as well as in-depth expertise. Consequently, the goal is to develop cost efficient methods for rapid and comprehensive adjustment. This is to be achieved using a systematic strategy for the support and automation of adjustment processes. The strategy is demonstrated based on a thermal model of a bearing assembly.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
13.1 Introduction
In the scope of the CRC/TR 96 measures for passive compensation and active correction of thermally induced deformations as well as for a thermo-energetic optimized design of machine tools are being developed. Basis of these measures are thermal behaviour models of the machine and its assemblies. They are used as a tool for evaluation and optimisation of relevant design features as well as for the generation of correction values for the feed axes. In the latter case there are particularly high demands on model accuracy.
Thermal models can be distinguished in three categories: correlative, property-based and structure-based models (Großmann 2012). Correlative and property-based thermal models are based on empirical model approaches. Hence, the validity of these models is limited in general. All model parameters need to be adjusted by means of experimental measurement on the real machine. These models are only suitable for correction purposes. Structure-based thermal models use physically founded approaches. This results in a principally wider validity. These models are suitable not only for correction (Chap. 16) but also for analysis and optimization in the design process or compensation measures (Chap. 17). Therefore, subproject B04 focuses on structure-based models.
In contrast to correlative and property-based models most of the parameters in structure-based models can be estimated from design data with sufficient accuracy. Hence there are only a few parameters that need to be adjusted based on experimental measurements. But the adjustment procedure and suitable experiments need to be designed specifically for every machine (resp. model) and expert knowledge of the thermal behaviour is required for that. Up to now the design and execution of the adjustment procedure is very inefficient, since there are no (software) tools for support and automation available that encapsulate the required expert knowledge. The need for research resulting from this is addressed in subproject B04.
13.1.1 Uncertain Parameters in Thermal Models
Structure-based thermal models describe the whole thermal causal chain. Model inputs are technological data generally available in the control, such as spindle speed or feed rate. They are used to calculate thermal loads (power loss, heat flow). Based on these loads the transient temperature field and the resulting thermal deformation of the machine’s assemblies are calculated. By applying the position-dependent kinematic transformation finally the thermally induced displacement of the tool center point (TCP) is determined (Großmann and Jungnickel 2001).
Uncertain parameters that need experimental adjustment are located in model parts for the calculation of thermal loads and temperature fields. Notably these are convective heat exchange and generation of power loss. Convective heat exchange takes place between the machine and the environment as well as in fluid circulation systems. Power loss is caused by electrical processes in drives and by friction in guiding elements.
Rolling bearings are a typical example of these guiding elements. Despite their low friction coefficient in conjunction with the usual speed range, rolling bearings generate noticeable power losses and can thus become the main heat sources in the machine. This is especially the case in high-speed main spindles. In addition, the heat of the inner and outer ring of the bearing is exchanged via the rolling elements. As a result, rolling bearings substantially affect the temperature distribution in the machine and thus also thermal deformations relevant for accuracy (Großmann 1998).
Power loss of rolling bearings is generated by friction. The major proportion of heat arises in the moving contact between the rolling elements and the bearing rings. Friction is influenced by several coupled elasto-hydrodynamic processes (Großmann and Jungnickel 2003). Essential processes that appear are:
-
Transition from Coulomb friction to viscous friction as a nonlinear function of speed,
-
Sliding- and rolling-off procedures in the contact,
-
Elastic deformation of the solids in contact caused by preload,
-
Friction generates power loss and therefore changes the bearing temperature,
-
Change in preload due to thermally induced deformations of the bearing assembly and
-
Change in lubricant viscosity caused by temperature and speed.
These phenomena result in a frictional torque of the bearing, which depends on many influences and shows explicitly nonlinear and time-variable characteristics depending on speed and temperature (Fig. 13.1). This frictional behaviour has been studied in a comprehensive manner previously (Bäumler et al. 2012). As a result there is a variety of friction model approaches that can be used as submodels in the structure-based thermal model. Due to the complex influences commonly used model approaches are mainly of empiric nature. Though they are able to reproduce relevant effects sufficiently, there are significant uncertainties in the model parameters, resulting in substantial model errors. The investigations by Fritz (2011) should be mentioned as an example. Here calculated friction coefficients differed from measured ones by 30–200%.

Measured temperature- and speed-dependent bearing friction of an angular contact ball bearing of the 7207-B-2RS type
The approaches to determine the parameters of friction models are one reason for the uncertainties (Jedrzejewski et al. 1989). In some models, for instance, the average diameter is taken out of many geometric values to determine a parameter that represents the geometric influence. The exemplary nature of the influences of friction due to manufacturing and assembly tolerances is another reason for parameter uncertainty, e.g. bearing preload. Even close geometric tolerances of the bearing assembly components may lead to considerable deviations in preload. Last but not least, another reason can also be found in the bearings’ running-in behaviour, which is characterised by changing frictional conditions. Measurements by Nachimowicz and Jałbrzykowski (2012) have shown a long-term decrease of the frictional torque of angular contact ball bearings by 60 %.
13.1.2 Adjustment of Uncertain Parameters
In general, total model uncertainty results from the selected model approach (model structure) and its parameters. The parameter uncertainty can be machine-related classified in type-identical or instance-related uncertainty. In the case of type-identical uncertainty, the parameter values only slightly scatter among several machines of the same type, and, consequently, an adjustment is only needed once for each machine type. However, in the case of instance-related uncertainty, the properties scatter widely, e.g. due to manufacturing and assembly tolerances. In these cases, the parameters have to be adjusted for each individual machine instance. Parameter uncertainty can also be distinguished in terms of the long-term characteristics of the real properties. If the properties significantly change over time due to running-in and wear effects, then it is necessary to repeatedly readjust the parameters. A summary of parameter uncertainty classification under parameter adjustment aspects is given in Table 13.1. Most parameters that need an adjustment are instance-related.
In addition to the specific background of the uncertain parameters mentioned above, there are essential boundary conditions that have to be regarded in parameter adjustment of thermal models:
-
Almost the entire machine structure as well as the surroundings are relevant for behaviour. Additionally several physical areas (thermal loads, temperature fields, deformations, kinematics) have to be represented along the thermal causal chain, which demands comprehensive and complex models.
-
Many properties emerge during assembly and use of the machine. Hence an adjustment can only be conducted on the assembled machine where access for metrological purposes is strongly limited and only indirect measurements are possible.
-
Submodels with uncertain parameters typically include nonlinear approaches that complicate the adjustment.
-
The thermal behaviour is transient and its time constants range from minutes to hours. Consequently the parameter effect is substantially delayed and measurement times are long.
-
Because of strong thermal coupling of machine parts individual parameters show far-ranging effects. Thus, the effects of different parameters overlap.
-
Initial temperature values as a result of thermal history have to be predefined for the thermal model. This requires a special methodology, since it is impossible to measure the whole temperature field in an economical way.
-
The adjustment process demands several sub-steps, such as analysis, planning, measurement and mathematical optimization. This requires widely varying approaches. These sub-steps have to be linked, which, in turn, means a high number of information-processing subtasks.
The performance of previous parameter adjustments of thermal machine models (Großmann and Jungnickel 2006) shows numerous shortcomings. Thus the tests can only be carried out under laboratory conditions. Only some dominant parameters of selected assemblies, such as bearing power loss of the main spindle, are adjusted. The load cases to stimulate the parameter effect are of very simple design. The parameters are successively investigated. Typically constant loads to stimulate one parameter at a time are applied. The resulting temperature and deformation step responses needed for adjustment take a long time. As a result performing all load cases can last from a few days to weeks. The parameter’s effect is mostly traced by tactile measurements of the TCP displacement and additionally a few temperature sensors. Model and measurements are adjusted using manual empirical adaptation of parameters (by intuition) during the iterative comparison of simulation and measurement. Altogether, many manual operations and considerable amount of technical expertise are required for this methodology.
To eliminate the existing deficits, a method for rapid, comprehensive, low-cost and low-time adjustment of uncertain parameters has to be developed. This solution entails the engineering of efficient methods that permit support and automation of the adjustment. A fully automated implementation of the model under industrial conditions is the long-term objective.
13.2 Approach
13.2.1 Engineering of Efficient Parameter Adjustment Methods
The development of an efficient parameter adjustment procedure starts with making available supporting methods to solve the subtasks of adjustment. The boundary conditions are most of all predefined by the specific features of the thermal models mentioned above and the measurement and adjusting opportunities on the machine tools. The studies assume that the model already exists, and thus do not intend any modelling. Another precondition is that the fundamental strategy for parameter identification and the mathematical methods required for nonlinear optimisation are known (e.g. Marquardt 1963; Davidon 1991). These methods are applied as state of the art and as they are. Rather, the objective is to design the comprehensive process of parameter adjustment to efficiently get appropriate data for the numerical optimization.
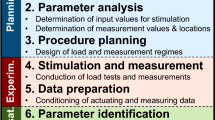
The schematic diagram of the development of an efficient parameter adjustment is shown in Fig. 13.2. The main tasks are split according to the engineering of methods applied to the individual procedural steps as well as to their formalisation and automation.

Development strategy for efficient parameter adjustments
A procedural steps indicated in the Figure involve the following subtasks to be solved successively:
-
1.
In a model analysis fundamental issues dealing with the uncertainty of parameters as well as their effect on the TCP displacement are investigated.
-
2.
Ideal measuring points and stimulation for parameter adjustment are taken from the parameter influence analysis. The extent to which uncertain parameters affect state variables along the thermal causal chain and where these parameters affect the machine structure locally are investigated. Additionally the stimulation of parameters by load variables is explored.
-
3.
Procedural planning provides the best suited and possibly least time-consuming load case for the stimulation of parameter effects and explores which data can really be acquired at given technical-economic and operational conditions. Aim of this step is an optimal design of the adjustment experiment.
-
4.
The stimulation and measurement implies not only data acquisition at the real machine but also the setup and configuration of the experiment.
-
5.
The data conditioning implies disturbance reduction (filtering, averaging), compression as well as transformation of the raw data acquired in step 4 to prepare it as input data for the optimization.
-
6.
The nonlinear optimization step includes the extension of the thermal model for a simulation of the complete experiment, the selection and configuration of a mathematical optimization algorithm and the calculation to adjust model parameters itself.
-
7.
Finally a verification of results is carried out, e.g. by means of characteristic indicators, such as residual errors and statistical data as well as evaluation measurements at the real machine.
These 7 steps are developed and investigated in terms of increasing model complexity. Starting from simple machine elements, such as bearings and ball screws, with a low number of uncertain parameters, complexity is increased via individual axis assemblies up to the complete machine tool. Hence the measurements will become more indirect and the measuring points are located farther from the optimal positions with the strongest parameter impacts. In the investigations, the number of measurements and the requirements to be fulfilled by the measurement equipment are reduced step by step to finally achieve a parameter adjustment procedure that appropriately works under real operational conditions of the machine tool.
13.2.2 Information Processing Methods for Parameter Adjustment
An efficient solution of the subtasks mentioned above needs support by software tools. As a basis for these tools customized information processing methods have to be engineered. A systematic and formal methodology is created and implemented in a demonstration software. From the analysis and planning tasks of the conceptual design stage (Fig. 13.2, steps 1–3) to parameter adjustment in the application phase (Fig. 13.2, steps 4–7) itself the software has to assist in subtasks with different content.
In addition to these generic concepts that are to be developed individual sub-steps can be improved using innovative techniques from other domains of computer science. Thus, the use of Virtual Sensors (Dementjev and Ribbecke 2011) would provide a solution for the acquisition of essential measurement variables that are important for the behaviour models but difficult to access by the available measurement equipment.
Furthermore, the techniques of automated design based on ontologies, like those presently in use in building automation, can be modified and applied to sub-steps of parameter identification (Dibowski 2013; Özlük 2013; Dibowski and Kabitzsch 2011; Ryssel et al. 2011; Dibowski et al. 2010). This would make it possible for software tools to generate recommendations for additional measurement equipment (Fig. 13.2, step 3). This is necessary, for instance, in cases in which there are no measurement devices available to capture relevant abstract measuring values of the behaviour model. Methods of automated design can also be adapted profitably to identify suitable conditioning steps (Kubin 2009) for the conditioning of measured values (Fig. 13.2, step 5) and to define their processing sequence.
13.3 Results
13.3.1 Visualisation for the Parameter Influence Analysis
The first parameter adjustment studies were conducted on bearing assemblies. A bearing test bed was engineered and built to be used for the explorations and the proof of efficient adjustment methods. The test bed consists of a pair of preloaded angular contact bearings and surrounding components relevant for function (Fig. 13.3). The surrounding parts are engineered to adjust the bearing loads as well as the bearing boundary conditions in both the thermal and mechanical domain.

Bearing test bed setup
The test bed provides ideal measurement conditions compared to an assembled machine. It is possible to measure temperature distribution, rotation speed and preload. Additionally the frictional torque of the bearings can be measured directly. This value serves as a reference for the parameter adjustment of the power loss models.
The first tasks of the parameter adjustment process for the model of the bearing test bed are a model analysis (step 1) and a parameter influence analysis (step 2). Here the effect of uncertain parameters has to be evaluated and adequate measuring variables and positions have to be found. To be able to make statements like these, an overview of the information of the comprehensive and complex model is required. A representation fulfilling these requirements cannot be provided by existing tools of mathematics, digital block simulation or finite element analysis.
To overcome these obstacles, new methods for a condensed visualization of the relevant information have been developed. Figure 13.4 shows the visualisation method for a part of the test bed model. The model structure is represented as a network of the parameters of the thermal model, consisting of capacities and conductances. The Assignment of capacities to the real structure is visualized by the surrounding element contour. Model behaviour is represented by heat flow and temperature and can be animated over simulation time. An innovative aspect of this method is the concurrent representation of qualitative informations by scaling the symbol size of a parameter due to its value. In the example (Fig. 13.4) the parameter values are represented by the symbol area.

New visualisation method on the example of the analysis of the thermal test bed model and its parameters
The visualisation method allows to recognize qualitative relations between real structure, model structure, model parameters and model behavior at one glance. It enables for important conclusions regarding the thermal behaviour and thus the parameter effect. In this way a rapid and visually assisted formulation of statements relevant for parameter adjustment is possible. The methods were implemented in a software demonstrator.
13.3.2 Load Cases for Data Acquisition
In the sub-task of procedural planning for parameter adjustment (Fig. 13.2, step 3) load cases for the stimulation of the parameter effect on the bearing assembly were developed. The friction model of the bearing involves speed and temperatures as time-variable input parameters. Thus, the uncertain parameters have to be adjusted as a function of these input parameters. Because of nonlinear relations measurement data for the adjustment has to be gathered over the whole range of both input parameters. During the measurement the spindle speed can be adjusted directly using the machine control, whereas the respective temperatures can only be influenced indirectly through friction loss in conjunction with the delayed thermal time response. Thus the needed measurement combinations of temperature and speed have to be achieved through a load case controlled in time.
Several load cases were investigated, thereby intentionally controlling speed values as a function of time according to thermal system properties. The load cases were explored in terms of the coverage of relevant speed and temperature ranges, of the customizing effort of the load templates as well as the time required for the experiments. Figure 13.5 illustrates this on two load cases. Both load cases cover nearly the same speed and temperature range. Load case 1 has a narrow coverage of the parameter range and is easy to customize and execute—but it implies a long experiment time. Load case 2 has a narrow coverage only in selected parameter ranges and is more difficult to customize and execute. But it implies a far shorter experiment time compared to load case 1 (number of dots).

Characteristic of two load templates and the according distribution of measured values (dots) with constant sampling rate
As a result of these investigations a suitable and time-saving load case (i.e. load case 2) can be developed based on load templates which are tailored to the respective adjustment task. Thus it is possible to estimate the effort and expenditures for measurement and preparation beforehand.
Another topic in the project was the optimization of uncertain parameters on the example of a bearing friction model. The adjustment was based on measured data with a suitable load case chosen. The model according to Palmgren (1964), assuming time-variable parameters of speed n and lubricant viscosity, was used to represent the bearings frictional torque MR. The parameter of lubricant viscosity is determined by means of a partial model by Vogel-Cameron as a function of temperature T. These partial models contain many constant parameters that have been summed up to the coefficients k1 to k4, thus reducing the number of model parameters to be adjusted and leading to the following equation:
The coefficients of the model are the uncertain parameters that were adjusted by means of the Levenberg-Marquardt method as a mathematical algorithm for nonlinear optimisation.
Figure 13.6 shows the model with adjusted parameters (grid) and the underlying measured values acquired at the bearing test bed (dots). Initial parameter values were determined by estimates of Schaeffler (2012). The average deviation of the calculated values to the measured values was reduced from nearly 33 % to 10 % after adjustment.

Frictional torque—measured and calculated values based on adjusted parameters
13.4 Summary and Outlook
Thermal models for machine tools include parameters that represent properties varying from machine to machine and over time. These parameters cannot be estimated with sufficient accuracy in the design process. As a result it is necessary to adjust them by measurements. Since the essential properties only emerge during assembly adjustment is only possible in the operational state of the machine tool. On the one hand, great effort and expenditures are required for the process of parameter adjustment. On the other hand, comprehensive specific domain knowledge is needed. As a result, parameter identification can only be conducted under laboratory conditions and is limited to only a few dominant parameters.
Aim of the project is the development of a rapid, comprehensive and efficient adjustment of uncertain parameters. This goal will be achieved by using a systematic approach to support and possibly automate parameter adjustment. In this paradigm activities focus on the development of methods and tools to support the individual steps of parameter adjustment as well as on an integrated data processing concept by linking the tools of the subtasks in a support software.
Methods and tools for higher efficiency in model adjustment were introduced for several sub-steps related to a machine-typical bearing assembly. This development will be continued for further sub-steps. Future activities anticipate refining the algorithms and tools in order to also support more complex application scenarios appearing in axis assemblies and the complete machine.
References
Bäumler St, Brecher C, Haber D, Rossaint J, Großmann K, Kauschinger B, Schroeder St (2012) Simulation der Erwärmung von Spindellagern auf der Basis eines lokalen Reibmodells. 2. Kolloqium zum SFB/TR-96 Thermo-Energetische Gestaltung von Werkzeugmaschinen, Chemnitz, 24–25 Oct 2012
Davidon WC (1991) Variable metric method for minimization. SI-OPT 1(1):1–17
Dementjev A, Ribbecke H-D (2011) Improvement of prediction performance in virtual metrology. In: Proceedings of the 11th European AEC/APC conference. Dresden, pp 71–76
Dibowski H (2013) Semantischer Gerätebeschreibungsansatz für einen automatisierten Entwurf von Raumautomationssystemen. Dissertation, TU Dresden
Dibowski H, Kabitzsch K (2011) Ontology-based device descriptions and device repository for building automation devices. EURASIP J Embed Syst 2011:Article ID 623461
Dibowski H, Kabitzsch K, Ploennigs J (2010) Automated design of build-ing automation systems. IEEE Trans Ind Electron 57:3606–3613
Fritz F (2011) Modellierung von Wälzlagern als generische Maschinenelemente einer Mehrkörpersimulation. Dissertation, Karlsruher Institut für Technologie
Großmann K (2012) Thermo-Energetische Gestaltung von Werkzeugmaschinen – Eine Übersicht zu Zielen und Vorgehen im SFB/Transregio 96. ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb 107:307–314
Großmann K, Jungnickel G (1998) Das thermische Verhalten veränderlicher Strukturen. Konstruktion 50:27–31
Großmann K, Jungnickel G (2003) Instationäres thermoelastisches Verhalten von Vorschubachsen mit bewegtem Wälzkontakt
Großmann K, Jungnickel G (2006) Prozessgerechte Bewertung des thermischen Verhaltens von Werkzeugmaschinen
Großmann K, Jungnickel G Korrektur thermisch bedingter Fehler an Werkzeugmaschinen mit flexibler Arbeitsraum-Konfiguration. Tagungsband zur CPK 2001
Jedrzejewski J, Kwasny W, Potrykus J (1989) Beurteilung der Berechnungsmethoden für die Bestimmung der Energieverluste in Wälzlagern. Schmierungstechnik 20(8):243–244
Kubin H, Benesch M, Dementjev A, Kabitzsch K, Unkelbach T, Nyderle R, Metzner C (2009) ADM; process identification tool for experts and technologists. In: 35th Annual conference of IEEE industrial electronics, 2009, IECON ‘09, pp 1444–1449
Marquardt D (1963) An algorithm for least-squares estimation of nonlinear parameters. J Soc Ind Appl Math 11:431–441. doi:10.1137/0111030
Nachimowicz J, Jabrzykowski M (2012) Performance evaluation of rolling element bearings based on tribological behaviour. In: Performance evaluation of bearings. doi:10.5772/51144
Özlük AC (2013) Design space exploration for building automation systems. PhD. dissertation, TU Dresden
Palmgren A (1964) Grundlagen der Wälzlagertechnik, 3rd edn. Franckh’sche Verlagshandlung, Stuttgart
Ryssel U, Distel F, Borchmann D (2011) Fast computation of proper premises. In: Proceedings of the 8th international conference on concept lattices and their applications. Nancy, France, pp 101–113
Schaeffler Technologies (2012) Technische Grundlagen
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Kauschinger, B., Kabitzsch, K., Schroeder, S. (2015). Adjustment of Uncertain Parameters in Thermal Models of Machine Tools. In: Großmann, K. (eds) Thermo-energetic Design of Machine Tools. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-12625-8_13
Download citation
DOI: https://doi.org/10.1007/978-3-319-12625-8_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-12624-1
Online ISBN: 978-3-319-12625-8
eBook Packages: EngineeringEngineering (R0)