
Abstract
Gear design has been subjected to extensive standardization by different organizations with slight differences or different approaches taking into account the multiple aspects of the gear strength. In 1996 the International Organization for Standardization started publishing the ISO 6336 standard for calculation of load capacity of cylindrical spur and helical gears, which is composed of several parts that were not simultaneously made available. This article analyses the calculation of form and stress corrections factors (Y F and Y S ) proposed in different sources, including the two versions of the ISO 6336 Part 3 standard (1996 and 2006). The 2006 version withdrew one of the methods for the bending strength calculations, the method C, which allows the calculation of the bending strength based on parameters obtained in published charts for the most common gear rack geometries; the 2006 method requires computational codes that should be implemented or acquired by the designers in order to solve some of the equations iteratively. The use of the earlier approach is however still of interest given the availability of charts for Y F and Y S determination based on load applied at the tooth tip. This paper discusses a MATLAB code for Y F and Y S calculation presenting an enhanced determination of the contact ratio factor \( Y_{\varepsilon } \).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- ISO 6336
- Contact ratio factor
- Load capacity of gears
- Form factor
- Spur and helical gears
- Stress correction factor
1 Introduction
The calculation of load capacity of spur and helical gears is nowadays commonly made according to ISO 6336 standards, [1]. The implications of the evolution of these standards since their appearance in 1996 will be discussed in this article, considering the major differences and limitations from the designer point of view and focused on the teeth bending strength calculations.
The procedures for gear design depend on many different factors, some of them of an empirical/experimental nature as fatigue material properties to be considered, whereas other aspects are readily amenable to computational algorithms, as for example the choice of the optimum addendum modification values x 1 and x 2, so that values of maximum specific sliding in the pinion and wheel are made equal. ISO 6336 standards provide an integrated framework for the calculation of load capacity of spur and helical gears. The load capacity at the tooth root is determined based on the tooth root stress (\( \sigma_{F} \)), which may be determined as:
where \( \sigma_{F0} \) is the nominal tooth root stress, K A is the application load factor which takes into account fluctuations of the applied torque, K V is the dynamic factor, which takes into account the internal dynamic effects, \( K_{F\beta } \) is the face load factor, which takes into account the uneven distribution of load over the facewidth of the teeth and \( K_{F\alpha } \) is the transverse load factor that takes into account the uneven load distribution in the transverse direction. This nominal tooth root stress (\( \sigma_{F0} \)) may be determined by different methods. The last one proposed by ISO 6336-3 in 2006, is calculated as:
where F t is the nominal tangential load applied in the tooth, b is the facewidth, m n is the nominal module, Y F is the form factor, Y S is the stress correction factor, \( Y_{\beta } \) is the helix angle factor, Y B is the rim thickness factor and Y DT is the deep tooth factor. This procedure depends on many different factors, some of them clearly of an empirical nature. An aspect where rigorous analysis is required is the determination of form and stress correction factors in the calculation of bending strength (Y F and Y S respectively).
2 Tooth Root Stress
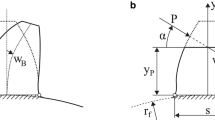
Interest for bending strength starts with the Lewis approach where the tooth is considered loaded at the tip and a parabola of equal bending strength is used to determine the thickness \( S_{Fn} \) (normal chordal dimension). This evolved, within ISO, to the use of straight lines making a 30° angle to the tooth bisecting line, Fig. 1. After lengthy work, [2], throughout which standards as AFNOR E23-015 (1982) appeared [3], ISO published the 1996 version of 6336 Part 3 including the so called B and C approaches for Y F and Y S calculation. The B approach is similar in the 1996 and 2006 versions, however in the latter it also takes into account the rim thickness and the deep tooth effects. The C approach estimates the nominal tooth root stress as:
where Y Fa and Y Sa are the form and stress correction factors, respectively, however, considering the load applied at the tooth tip. \( Y_{\varepsilon } \) is the contact ratio factor and \( Y_{\beta } \) is the helix angle factor. Therefore, these two approaches differ mainly as regards the assumption for loading location: it is external gear tooth tip loading for approach C (Y Fa and Y Sa ), and loading at the outer point of single pair external gear tooth contact for method B (Y F and Y S ). The implication of the difference between B and C is, of course, the need for an additional parameter, \( Y_{\varepsilon } \), when using approach C. \( Y_{\varepsilon } \), a value less than 1 that is a function of the contact ratio ε, corrects the over-conservative calculation based on a load applied at the tooth tip, leading to the relevant value for outer point of single pair external gear tooth contact. The estimation of the contact ratio factor has been adjusted along the time. Henriot in [4], proposes that this factor may be estimated as:

Major variables for nominal tooth root stress estimation
However, Dufailly [5] and ISO 6336-3 1996, propose that this factor should be determined as:
Theoretically, it should be \( Y_{Fa} \times Y_{Sa} \times Y_{\varepsilon } = Y_{F} \times Y_{S} \); using the procedures of ISO 6336 Part 3, 1996, this is approximately the case, as shown e.g. by Dufailly [5]. The 2006 version of 6336 Part 3 no longer mentions method C.
If method B gives the direct answer to the problem, why bother?
The reason is simple and related to the use of standards by practitioners and Mechanical Engineering students. It just happens that while method C is based on general graphs that anyone interested can use to obtain Y Fa and Y Sa for a particular gear without difficulty, leaving for a later moment the consideration of the mating gear through the very simple calculation of \( Y_{\varepsilon } \), method B is only accessible via a computer calculation taking into account from the very beginning the calculation carried out for the gear pair. This means that either the interested person has got calculating software (KISSsoft, GWJ, Dontyne, etc.) or the task of using method B can be daunting. By comparison, the use of method C is rather straightforward, since it is based on graphs provided for in standards (e.g. AFNOR [3]; ISO 6336 Part 3, 1996), or textbooks as Dufailly [5], Haberhauer and Bodenstein [6] and Linke [7].
3 Permissible Bending Stress
Gear teeth are subjected to dynamic loads ranging from zero to a maximum value at the point defined in Fig. 1, therefore the permissible bending stress is determined from materials fatigue tests using gears as specimens in order to take into account the different effects of the teeth geometry. The calculation of this permissible bending stress is done by empirical formulas obtained from comparison of the stresses in gear teeth of different dimensions with experimental results. The method B of ISO 6336-2006 proposes that the permissible bending stress (\( \sigma_{FP} \)) is:
where \( \sigma_{FG} \) is the tooth root stress limit, \( S_{{F_{\hbox{min} } }} \) is the minimum required safety factor for tooth root stress \( \sigma_{{F_{\lim } }} \) is the nominal bending stress number from reference test gears, Y ST is the stress correction factor, Y NT is the life factor for tooth root stress, relevant to the dimensions of the reference test gear, \( Y_{{\delta_{rel\;T} }} \) is the relative notch sensitivity factor, \( Y_{{R_{rel\;T} }} \) is the relative surface factor and Y X is the size factor relevant to tooth root strength. The life factor, Y NT , takes into account different characteristics of the gears including the number of load cycles, materials, heat and surface treatments, failure criteria, residual stress, among others. This factor is usually higher than 1 for a limited life lower than 3E6 cycles, Fig. 2.

Typical plot of permissible bending stress versus number of load cycles
4 Results
In the present work, algorithms with B and C approaches were developed in MATLAB that can be used in the first steps of gear design. Figures 3, 4 and 5 illustrate some results that may be obtained with the algorithms developed in the present work. This type of plots can be found in the literature for the approach C, considering the Y Fa , Y Sa factors and the product \( Y_{Fa} \times Y_{Sa} \).

Form factor, Y Fa , for a gear produced with a rack with \( \alpha = 20^{o} ,\;h_{fP} /m_{n} = 1.25 \) and \( \rho_{fP} /m_{n} = 0.3 \)

Stress correction factor, Y Sa , for a gear produced with a rack with \( \alpha = 20^{o} ,\;h_{fP} /m_{n} = 1.25 \) and \( \rho_{fP} /m_{n} = 0.3 \)

Tip factor, Y FS , for a gear produced with a rack with \( \alpha = 20^{o} ,\;h_{fP} /m_{n} = 1.25 \) and \( \rho_{fP} /m_{n} = 0.3 \)
Figure 6 shows the differences between the contact ratio factors calculated considering the formulation initially proposed by Henriot, Eq. 4 and the formulation presented in ISO Standard 6336 in 1996, Eq. 5, for different pinions and gear ratios. The results show significant differences, more than 15 %, a trend stabilizing with increasing the gear ratios.

Contact ratio factor differences between Henriot formulation, [4], and ISO 6336-3 1996 Method C
Figure 7 shows a comparison of contact ratio factors estimated using the method B, the method C and the formulation proposed by Henriot. In the case of method B, for comparison proposes the equivalent contact ratio factor is estimated considering the following relation:
where Y F and Y S are calculated for the first point for outer point of single pair external gear tooth contact. It is concluded that this approach gives values between the other two methods and based on the assumptions considered it is expected that this approach gives more accurate values.

Contact ratio factor differences between Henriot [4], and ISO 6336-3 Method B (calculated as \( (Y_{F} \times Y_{S} )/(Y_{Fa} \times Y_{Sa} ) \)) and method C
5 Conclusions
Multiple alternatives are found in the literature for cylindrical gear design. Considering the International Organization for Standardization standards, the previous availability of graphical solutions (ISO 6336 Part 3, 1996), was discontinued in the last version (ISO 6336 Part 3, 2006) where algorithms that cannot be easily solved manually are the only option offered. This leads to the generalized use of professional software in design offices of companies, and requires a change in the way the gear load capacity design is taught in engineering schools. The major changes in the different approaches are related with the gear point that promotes the maximum stress at the teeth root. In ISO 6336-3 1996 this aspect was considered by the contact ratio factor calculation (approach C), however the last version of the international standard proposes that the tooth root stress should be calculated in the first point for outer point of single pair external gear tooth contact (B). A comparison of the different approaches is presented in this work, showing that the earlier approach (B) may provide accurate results with an enhanced calculation of Y ε , as made possible with the MATLAB code developed for the present work.
References
ISO 6336, Parts 1–6 (except 4, not yet published); various dates
IET—Institut de l’Engrenage et des Transmissions, cours special CACIA; VIII Méthode de calcul de la capacité de charge des engrenages à la rupture et à la pression superficielle. 13–17 Oct 1997
AFNOR, E23-015 (1982) Engrenages: détermination de la capacite de charge des engrenages cylindriques extérieurs de mécanique générale
Henriot (1968) Traité théorique et pratique des engrenages, Tome 1: Théorie et Technologie; 4e. éd., Dunod, Paris, pp 321–327
Dufailly J (1998) Calcul de la capacité de charge des engrenages cylindriques de transmission de puissance: présentation et analyse des méthodes ISO 6336. Paris, Ellipses
Haberhauer H, Bodenstein F (2007) Maschinenelemente: Gestaltung, Berechnung. Springer, Anwendung
Linke H (2010) Stirnradverzahnung: Berechnung, Werkstoffe. Hanser, Fertigung
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this paper
Cite this paper
Tavares, S.M.O., de Castro, P.M.S.T. (2015). Calculation of Load Capacity of Cylindrical Gears: Review of Different Approaches and Calculation Tools. In: Flores, P., Viadero, F. (eds) New Trends in Mechanism and Machine Science. Mechanisms and Machine Science, vol 24. Springer, Cham. https://doi.org/10.1007/978-3-319-09411-3_82
Download citation
DOI: https://doi.org/10.1007/978-3-319-09411-3_82
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-09410-6
Online ISBN: 978-3-319-09411-3
eBook Packages: EngineeringEngineering (R0)