
Abstract
Non-linear devices are showing promise for responding to low frequency vibrations for energy harvesting applications [1–3]. Most MEMS scale energy harvesters take the form of cantilevers operating in their resonant frequency, but such operation is usually confined to the higher frequencies due to their small size [4–7]. Nonlinear energy harvesters do not operate at their resonant frequency and can harvest lower frequency vibration while still being MEMS scale [3]. One way to introduce non-linearity into a MEMS scale device is to make it bistable [8]. This bi-stability can be created in several ways including shape, magnet repulsion and attraction, and material stress. Each methods benefits and drawbacks will be discussed as it applies to energy harvesting and ease of fabrication.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Powering micro-scale electronic devices through energy harvesting has been an active area of research for many years [8–11]. Vibration energy harvesting has been a main focus of much of this research due to the constant presence of mechanical vibrations from ambient sound and thermal noise. Ambient vibrations come from a variety of sources and are therefore have a wide spectrum of frequencies. Most of the energy from these vibrations is in low frequency components. Traditional energy harvesters are use linear resonant oscillators and convert the vibration into electricity using piezoelectric methods [8–11]. Resonant harvesters have very narrow bandwidth working only at or very near resonant frequency. Due to geometric constraints, the smaller the oscillator is the higher its resonant frequency creating a problem collecting energy from the lower frequency.
Nonlinear energy harvesting looks to overcome these problems by using stochastic nonlinear oscillators [1–5]. In the interest of looking at systems that can be fabricated at the MEMS scale, we are looking at bistable nonlinear oscillators. Oscillators with a bistable potential function do not operate at a particular frequency. The potential energy function of a bistable devices has a double well and energy harvested is collected from the device moving from one stable state to the other. This allows the device to collect energy from the lower frequency while still being small.
A macroscale device has been fabricated and tested by Gammaitonis group at the University of Perugia [1, 2]. In this case, the devices was an inverted pendulum with two magnets repelling each one on the tip of the cantilever and the other a distance \(\varDelta \). From these experiments, the nonlinear oscillator out performs the linear oscillator at lower frequencies.
2 Methods
The first step to creating a nonlinear energy harvester on the MEMS scale is to recreate the bi-stability. The bi-stability in Gammaitonis macroscale device is the repelling magnets and the elastic restoring force of the brass lever. The magnets were glued to the end of the brass lever and the other to a moveable piece. The piezoelectric material used to transfer the vibration to electrical power was also adhere to the lever with adhesive like the magnets. At the macroscale, creating this device can be done with glue and a steady hand. At the MEMS scale, the whole process needs to be done with thin film processing and chemistry.
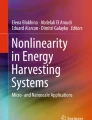
Standard microfabrication techniques are referred to as top down. Material is added or etched away from a carrier wafer vertically. The standard procedure for making a cantilever with silicon on insulator wafer is shown in Fig. 1. This standard procedure is important to remember for the placement of the piezoelectric material. To get the maximum voltage for each jump from one stable position to the other, the piezoelectric material needs to be placed at the position of highest stress. One would also like to deposit a thick layer of piezoelectric because the thicker the layer the more voltage that will be produced. These facts hinder bi-stable MEMS designs with motion in the plane of the wafer since the areas of highest stress are in the horizontal direction and the vertical surface is too narrow for a thick deposit.

Process for creating a silicon on insulator cantilever. Silicon oxide is the sacrificial layer releasing the cantilever for free motion
The piezoelectric material creates challenges to the design as well. Most piezoelectric materials are ceramics that on a large scale are made in platinum crucibles from powered components and sintered at high temperatures. For thin film deposits, temperatures are still need to create the correct crystal for the piezoelectric effect [12]. The high temperature process complicate the fabrication process because it eliminates the use of plastics in the process. Thin plastic cantilevers would be very response to thermal vibrations but would burn at the high temperature needed for the piezoelectric layer.
Each process step has small amounts of error that could lead to a failed device. Standard MUMPS run give an error for each layer as 2 \(/mu\)m. This error need to be taken into consideration when designing the device. With more steps to create the device the more likely it will fail due to alignment errors. The final step to each device is the release. Most devices are released by dissolving a sacrificial layer. Because of the piezoelectric layer, this layer cannot be a plastic like photoresist. Silicon dioxide and silicon are the two most popular sacrificial layers. The reason is chemical. Silicon dioxide is usually etch in a strong acid hydrogen fluoride (HF). Silicon on the other hand is etched in a strong base potassium hydroxide (KOH). HF does not etch silicon and KOH does not etch silicon dioxide. This nice chemical compatibility is one of the main reasons that silicon remains the semiconductor of choice for the MEMS fabrication. The material system for the MEMS device can be reduce to the whether the piezoelectric material of choice is effected by acid or base. Once the device released, it cannot survive another deposition process.
Permanent magnets created the bi-stability in the initial macroscale device. For most applications, the magnetic field created by the magnets will not affect the sensor it is powering. Magnets have the benefit of creating the bistability without power and large number of magnetic materials to choose from. To recreate the macroscale device into the MEMS scale requires to deposition step be added to the standard cantilever fabrication. Most cantilevers are fabricated by starting with a silicon on insulator substrate (SOI). A SOI wafer has a carrier wafer of silicon with a buried silicon dioxed layer and single crystal silicon on top. The top layer of silicon is covered with photoresist and patterned to define the cantilever. The process of depositing and exposure are repeated twice to define the area for the piezoelectric material and its contacts.
To make the cantilever bi-stable, another mask layer is add to define the magnet at the tip of the cantilever. The magnet at the end of the cantilever and its opposing magnet need to be made of two different magnetic materials. If the two magnets were made of the same material and deposited at the same time it would be impossible two make them pole in opposite directions. To make the magnets repel each other, the first magnetic is deposited on the tip of the unreleased cantilever. The second magnetic material needs to have a higher coercivity. Coercivity is the needed applied magnetic field to flip a magnetic material. The two different materials are poled one direction to align all the domain and then poled in the opposite direction at a lower applied magnetic field. The lower field will flip only the magnet with the lower coercivity. After the magnets are defined and poled, a layer of polymide is deposited on the contacts and magnets to protect them from the HF for the cantilever release. The polymide layer is remove by an oxygen plasma.
For some sensors, an constantly moving magnetic field would be problematic for operation. For sensors like this, we were interested in developing other ways to create bi-stability. Materials deposited by thin film techniques are frequently stressed due to crystal lattice mismatch. When films are too stressed, they can delaminate and curl. Silicon nitride is a popular insulator that when deposited on silicon creates a stressed layer. By changing the ratio of silicon to nitrogen, the stress can be reduce. By using the same process, a film could be deposited with enough stress to create two stable states, concave and convex. Silicon nitride like silicon dioxide is not etch by KOH. A silicon carrier wafer would be deposited with the slightly stressed silicon nitride layer. The wafer would be pattern using photolithography and etch using dry etching in \(\mathrm{SF}_6\). The piezoelectric material and contact would be deposited using the same photolithography steps. After the top side is protected by polyimide layer, the backside of the wafer would be patterned and etch to open backside holes. The wafer would then go into a KOH bath for release. Other materials deposit stressed as well. Chrome is a known to deform wafers during thick deposits. Material like chrome could be added to the process to “correct” the level of stress.
The third method of creating bi-stability is structural. In macroscale devices, bi-stability has been produced by moving the supports of a double clamped beam closer together causing the beam to buckle. The beam has two stable positions: concave and convex. At the MEMS scale, we cannot nudge the supports to buckle the beam but deposit a curved beam. The deposition process for low stress nitride is low pressure chemical vapor deposition (LPCVD) and is done at \(1000\,^\circ \)C. The depositing temperature makes using gray-scale lithography difficult due to the photoresist burning at these temperature. Gray-scale lithography combined with dry etching would create a curved hole for deposit but we want avoid gray-scale in an effort to keep the fabrication simple. Wet etching is not always anisotropic. KOH etches silicons close packed plane slower causing a \(54.74^\circ \) angle in the etch. Using a shallow etch, we can fabricate a curved hole to deposit the silicon nitride.

Process for structural stressed bridge
The process starts with a silicon wafer with either a silicon dioxide or silicon nitride layer. This process is showed in Fig. 2. The top-side surface is patterned with a holes for the size of the double clamped beam and the bottom-side is patterned with holes for the later release of the structure. Patterning the bottom surface at this stage prevents the topside from being scratch or damaged after the beams are etched. Both patterns are defined with photolithography and dry etch with SF6. Then the wafer is etched in KOH to create the curved holes and start the backside etch. LPCVD nitride is deposited over the shallow holes. LPCVD nitride process isconformal deposit on the whole surface for shallow etches on the 20\(/mu\)m of less. The top-side is patterned and etch into beams followed by two more rounds of patterning to deposit and define the piezoelectric material and its contacts. The final beam can then be released using another KOH etch.
3 Conclusion
All designs presented here create a bistable MEMS device. These device need to be tested for failure modes and stress in order to determine the best design for energy harvesting. Since the response is not determined by the resonant frequency, the size of the device need to be look at for responding to the lower frequency and being MEMS scale. The best design might be determined by other factors including the supporting electronics. Although all devices are made using techniques developed for the semiconductor industry, some heat treatments will not work well with transistors. Each design might serve as an energy harvester for different device based on the fabrication parameters of the sensor they are designed to power. The next step in this research is to test these devices for power production and failure.
References
F. Cottone, L. Gammaitoni, H. Vocca, Nonlinear energy harvesting. Phys. Rev. Lett. 102, 080601 (2009)
L. Gammaitoni, I. Neri, H. Vocca, Nonlinear oscillators for vibrational energy harvesting. Appl. Phys. Lett. 94, 164102 (2009)
M. Ferrari, V. Ferrari, M. Guizzetti, Improved energy harvesting from wideband vibrations by nonlinear piezoelectric converters. Sens. Actuators A 192, 425–431 (2010)
S. Anton, H. Sodano, A review of power harvesting using piezoelectric materials (2003–2006). Smart Mater. Struct. 16(3), R1–R21 (2007)
S. Wang, K. Lam, C. Sun, Energy harvesting with piezoelectric drum transducer. Appl. Phys. Lett. 90, 1–3 (2007)
S. Roundy, On the effectiveness of vibration-based energy harvesting. J. Intell. Mater. Struct. 16(10), 809–823 (2005)
S. Beeby, M. Tudor, N. White, Energy harvesting vibration sources for microsystems applications. Meas. Sci. Technol. 17, R175–R195 (2006)
A. Arrieta, P. Hagedorn, A. Erturk, A piezoelectric bistable plate for broadband energy harvesting. Appl. Phys. Lett. 97, 104102 (2010)
J. Paradiso, T. Starner, Scavenging for mobile and wireless electronics. IEEE Pervasive Comput. 4(1), 18–27 (2005)
S. Roundy, P. Wright, J. Rabaey, Energy Scavenging For Wireless Sensor Networks (Kluwer Academic Publishers, Boston, 2003)
R. Byrne, D. Diamond, Chemo/bio-sensor network. Nat. Mater. 5, 421–424 (2006)
N. Ledermann, P. Muralt, J. Barborowski, 100 textured piezoelectric PbZrxTi1-xO3 thin films for MEMS: intergration, deposition, and properties. Sens. Actuators A 105(2), 162–170 (2003)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Emery, T. (2014). Fabrication of Bistable MEMS Systems for Energy Harvesting. In: In, V., Palacios, A., Longhini, P. (eds) International Conference on Theory and Application in Nonlinear Dynamics (ICAND 2012). Understanding Complex Systems. Springer, Cham. https://doi.org/10.1007/978-3-319-02925-2_11
Download citation
DOI: https://doi.org/10.1007/978-3-319-02925-2_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-02924-5
Online ISBN: 978-3-319-02925-2
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)