
Abstract
Due to their high thermal and mechanical stability, increasing demands for high-grade molybdenum compounds for improved steel properties warrant continuous extraction for defined industrial applications. In this study, molybdenum-cum-silica compound preparation from indigenous molybdenite was examined via oxidative roasting and chemical leaching. The influence of pertinent parameters such as leachant concentration, reaction temperature, and particle size on the extent of molybdenite ore reacted was thoroughly investigated. The degree of molybdenite dissolution rate increased from 52 to 90% at optimal conditions. The leach liquor obtained at optimal conditions was purified through solvent extraction technique and beneficiated to an Industrial Sodium Aluminosilicate (ISA)/Industrial Sodium Molybdate Dihydrate (ISMD) compound. This prepared compound as characterized is recommended as industrial raw material in some defined steel operations.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Molybdenum is a pertinent strategic commodity of this era and finds a wide array of applications, particularly in alloy steel, medicine, aviation, nuclear, industrial motors, filament, pigments, and a necessary element for the human body and plants [1,2,3]. However, the low-grade molybdenum ores (20–45% Mo) have to be purified differently as compared with the high-grade molybdenum ores (50–60% Mo). As a result of fast tremendous demand for pure molybdenum for the aforementioned applications, different processing methods for processing and recovery have been considered, which include roasting with lime or soda ash followed by sulphuric acid leaching, acid baking followed by water leaching, and selective adsorption of molybdenum with activated charcoal, among others [4, 5]. In addition, the processing and recovery of molybdenum from molybdenite ore by bioleaching have been studied using a thermophilic bacterium sulfurous metallicus, though the dissolution rate recorded is quite low [6].
Furthermore, technological advancement is appreciably increasing the demand for pure molybdenum and molybdenum compounds. Molybdenum has thus attracted significant attention in recent years due to its contribution to the hardness of ductile materials most especially in steel making, aircraft parts, and telecommunications, among others [6]. The traditional processing routes have been limited due to increased environmental factors. However, it is feasible to process low-grade molybdenite ores by hydrometallurgical routes that are more eco-friendly than the traditional pyrometallurgical processes [7, 8]. These could involve dissolving molybdenum in chloride, sulfate, or nitrate media and further purifying the obtained leach liquor via different methods such as precipitation and solvent extraction, among others [9].
The influences of parameters including leachant concentration, reaction temperature, particle size, and leaching time on the extent of molybdenite dissolved were examined. After sulphuric acid leaching, the residual product was further leached with sodium hydroxide solution for molybdenum recovery by solvent extraction using bis(2—ethyl hexyl) phosphoric acid (D2EHPA) extractant. The optimal leaching time, reaction temperature, particle size, and sulphuric acid concentration were also determined for the processing of molybdenite ore for economic viability. Thus, this study examines the possibility of leaching-cum-selective roasting routes in the purification of indigenous molybdenite as industrial raw materials for enhanced steel properties.
Materials and Method
Material
The molybdenite ore used for this investigation was sourced from Kigom village (9°45′50″ N, 8°37′31″ E), Jos, Plateau State, Nigeria. The molybdenite sample was pulverized and sieved using Test sieve I.S.S. 460 into three particle sizes: < 50 μm, < 63 μm, and < 75 μm.
Leaching Investigation
The leaching investigations were performed in 100 mL of the prepared H2SO4 solution to 10.0 gmolybdenite sample in closed glass flasks. The ore slurry was then stirred at the required reaction temperature using a magnetic hotplate for the desired leaching time. At the end of each leaching investigation, the resultant solution was filtered and the leach liquor was analyzed by Inductively Coupled Plasma-Optical Emission Spectrometry (ICP-OES) for leached metal ions [10,11,12,13,14]. Selected leach products at optimal conditions were tested for material purity assessment at a set of optimal conditions. In addition, the pregnant leach solution obtained at optimal leaching conditions (3.0 mol/L H2SO4, 75 °C, < 50 μm, 120 min) was further processed, and a quantitative amount of Mo (VI) was extracted and beneficiated to obtain industrial molybdenum compound as raw material in steel operations [5, 14].
Results and Discussion
Ore Characterization
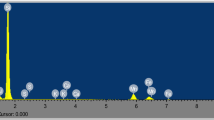
The chemical composition of the untreated molybdenite ore analyzed by EDXRF gave: 60.80 wt% SiO2, 11.16 wt% MoO3, 9.59 wt% Al2O3, and 1.69 wt% Fe2O3. The XRD results confirmed that the ore under study majorly consisted of quartz (SiO2: 01-083-2466) and molybdenum disulfide (MoS2: 01-073-1508).
Leaching Investigation
The leaching examinations in this study affirmed that the molybdenite ore dissolution rate in sulphuric acid solution increases with increasing leachant concentration, reaction temperature, and decreasing particle size as follows:
-
(i)
Influence of H2SO4 concentration: H2SO4 concentration varied between 0.1 and 3.0 mol/L at 55 °C within 5–120 min with < 50 μm particle size. For instance, increasing the H2SO4 concentration increases the molybdenite dissolution up to 3.0 mol/L H2SO4 solution where 52.5% recovery was achieved within 120 min.
-
(ii)
Influence of reaction temperature: The influence of reaction temperature on the extent of molybdenite reacted was carried out from 27 to 75 °C. Other important experimental conditions considered were 3.0 mol/L H2SO4, 5–120 min, and < 50 μm particle size. Increasing the reaction temperature from 27 to 75 °C increases the extent of molybdenite dissolution from 23.7 to 90.5%. However, the reaction temperature was not considered above 75 °C due to evaporation at higher temperatures.
-
(iii)
Influence of particle size: The molybdenite dissolution rate for particle sizes: < 50 μm, < 63 μm, and < 75 μm gave 90.5, 82.1, and 66.4%, respectively, at established conditions (3.0 mol/L H2SO4, 75 °C, 120 min).
Extraction Studies
The associated gangues including iron present in the leach liquor were precipitated from molybdenum in the solution by adjusting the pH of the solution to 3.6 ± 0.2 at 27 ± 2 °C. At established extraction conditions using bis(2—ethyl hexyl) phosphoric acid, ([D2EHPA] = 0.45 mol/L, equilibrium pH = 1.6, contact time = 20 min.), 96.7% Mo (VI) extraction efficiency was achieved. The pure Mo (VI) solution was subsequently beneficiated to obtain industrial molybdenum compound [14].
Purification Test
The un-leached product (9.5%) at established conditions (3.0 mol/L H2SO4, 75 °C, < 50 μm, 120 min) examined by SEM morphology is characterized by bulky irregular structure-cum-whitish layer suggesting the presence of molybdenum disulfide (Fig. 1).

SEM morphology of the un-leached product
However, the leach liquor obtained at optimal conditions was precipitated using sodium hydroxide (NaOH) solution and beneficiated to obtain Industrial Sodium Aluminosilicate Compounds (ISAC), recommended for use in alloy steels as corrosion resistance. This among others is expected to contribute to enhancing indigenous steel production for economic and quality products.
Conclusion
In this investigation, the purification of an indigenous molybdenite ore for improved molybdenum extraction was examined. The experimental results indicate this method to be an effective and feasible technique for indigenous molybdenite ore processing with high percentage recovery. At established conditions (3.0 mol/L H2SO4, 75 °C, < 50 μm, 120 min), the degree of molybdenite dissolution increased from 52 to 90.5%. In addition, the leach liquor obtained at the above-stated conditions was purified through solvent by D2EHPA extractant for Mo recovery. The pure Mo solution was beneficiated in obtaining Industrial Sodium Aluminosilicate (ISA)/Industrial Sodium Molybdate Dihydrate (ISMD) compounds useful as raw materials in alloy steels for corrosion resistance [14].
References
Mishra D, Chaudhury GR, Kim DJ, Ahn JG (2010) Recovery of metal values from spent petroleum catalyst using leaching-solvent extraction technique. Hydrometallurgy 101:35–40
Saberyan K, Ghannadi Maragheh M, Ashtari P, Keshavarz Alamdari S (2003) Liquid–liquid extraction of molybdenum (VI) from acidic media with Cyanex–301. Min Eng 16:391–393
Barik SP, Park K, Parhi PK, Park JT (2012) Direct leaching of molybdenum and cobalt from spent hydrodesulfurization catalyst with sulphuric acid. Hydrometallurgy 111–112:46–51
Park KH, Mohapatra D, Nam CW (2007) Two-stage leaching of activated spent HDS catalyst and solvent extraction of Al using organo-phosphinic extractant, cyanex-272. J Hazard Mater 148:287–295
Van den Berg JAM, Yang Y, Nauta HHK, Van Sandwijk A, Reuter MA (2002) Comprehensive processing of low-grade sulphidic molybdenum ores. Min Eng 15:879–883
Chen J, Gao C, Zhang Q, Xiao L (2010) Leaching of nickel−molybdenum sulfide ore in membrane biological reactor. J Trans Non-Ferrous Metals Soc China 21:135–140
Ilhan S, Kalpakli AO, Kahruman C, Yusufoglu I (2013) The use of oxalic acid as a chelating agent in the dissolution reaction of calcium molybdate. Metall Mater Trans B 44:495–505 https://doi.org/10.1007/s11663-013-9811-2
U.S. Geological Survey (2012) Mineral commodity summaries. Molybdenum 106
Lasheen TA, El-Ahmady ME, Hassib HB, Helal AS (2013) Oxidative leaching kinetics of molybdenum-uranium ore in H2SO4 using H2O2 as an oxidizing agent. Front Chem Sci Eng 7(1):95–102
Raji MA, Baba AA, Bale RB, Alabi AGF, Ghosh MK (2020) Removal of iron impurities from a Nigerian biotite-rich kaolinite ore by a sulphuric acid solution. J Chem Technol Metall 55(6):2128–2135
Adeyemi CO, Berma SD, Mohapatra M, Baba AA, Suddhasatwa B (2023) Integrated approach for extraction of molybdenum and silica from an unexploited Nigerian molybdenum rich ore. In: Sustainable chemical, minerals and materials processing. https://doi.org/10.1007/978-981-19-7264-2_12
Baba AA, Raji MA, Abdulkareem AY, Ghosh MK, Bale RB, Adeyemi CO (2019) Dissolution kinetics potential of a biotite-rich kaolinite ore for industrial applications by oxalic acid solution. J Min Metall Explor 36(6):1091–1099
Baba AA, Raji MA (2023) Preparation of industrial ammonium Diuranate from a Boltwoodite ore as a mediator for nuclear fuel and catalytic utilizations. Progr Nucl Ener 165:104916. https://doi.org/10.1016/j.pnucene.2023.104916
Adeyemi CO (2023) Preparation and application of high-grade industrial molybdenum and silica compounds from a Nigerian low-grade Molybdenite by hydrometallurgical process. Ph.D. Thesis, Department of Industrial Chemistry, University of Ilorin, Ilorin, Nigeria
Acknowledgements
The authors sincerely thank the (i) Executive Vice Chairman/Chief Executive of the National Agency for Science and Engineering Infrastructure (NASENI), Mr. Khalil Suleiman Halilu.
(ii) University of Ilorin administration under a dynamic Vice-Chancellor, Professor Wahab Olasupo Egbewole, SAN; and Tertiary Education Trustfund (TETFund) for their immeasurable support to attend and present this distinct research at the 153rd Annual Meeting & Exhibition of The Minerals, Metals & Materials Society (TMS2024) held in Orlando, Florida, USA between 3rd and 7th March 2024.
Prof. Alafara A. Baba, the Dean, Faculty of Physical Sciences, University of Ilorin, Nigeria, is grateful to the TMS EPD Council for their kind support.
Dr. (Mrs.) Christianah O. ADEYEMI specially thanks the Management of CSIR-IMMT, Bhubaneswar, India under the supervision of Dr. Mamata Mohapatra (Hydro- & Electrometallurgy Department) for support in carrying out some bench work of this research.
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Baba, A.A. et al. (2024). Purification of an Indigenous Molybdenite for Enhanced Steel Production. In: Forsberg, K., et al. Rare Metal Technology 2024. TMS 2024. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-031-50236-1_30
Download citation
DOI: https://doi.org/10.1007/978-3-031-50236-1_30
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-50235-4
Online ISBN: 978-3-031-50236-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)