
Abstract
Geopolymerization is the most suitable method for the valorization of mineral wastes with high contents of Si and Al oxides. Compared to Ordinary Portland Cement (OPC) materials, the geopolymers exhibit better compressive strength and thermal stability, but their flexural strength is also limited by their brittle matrix. The aim of this study is to evaluate the thermal behavior of ambient-cured fly ash-based geopolymers reinforced with recycled glass fibers in order to estimate the possibility of manufacturing precast concrete products. The thermogravimetric analysis (TGA) showed a low weight loss up to 200 ℃, followed by a much lower decrease in the 200 ℃–500 ℃ temperature range. The TA curves follow closely the trend of the Differential Thermodynamic Analysis (DTA) curves, which confirm a highly endothermic reaction in the 20 ℃–200 ℃ temperature range due to the removal of free or physically bound water. Above this temperature, small peaks corresponding to the dihydroxylation of -FeOOH or transformation of Ca(OH)2 to CaCO3 can be observed. The thermal behavior of both samples is similar, confirming that the presence of glass fibers doesn’t influence the thermal behavior of fly ash-based geopolymers.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Recycled glass fibers
- Microstructural analysis
- Thermal behavior
- Eco-friendly
- Fly ash
- Geopolymer composite
1 Introduction
The demand for construction materials showed a significant increase over the past few years [1]. This trend may be explained by the high tendency to move from urban to rural areas, which consequently resulted in a high need for building new houses and infrastructure. Among the construction materials, ordinary Portland cement (OPC)-based products are the most common [2]. Therefore, a significant increase in OPC manufacturing and use took place. The increased demand for OPC is explained, especially, by its low price. However, in terms of environmental costs, the effects produced by its manufacturing cannot be removed or substituted by any means. OPC production is considered to be responsible for more than 9% of the total CO2 emissions worldwide [3].
To overcome these disadvantages, the principles of sustainable development have been formulated and supported by the authorities in most countries. According to these directions, the circular economy concept has been developed [4]. Accordingly, many technologies were designed to incorporate the secondary products from one stage as raw materials in further manufacturing stages or to find innovative solutions to valorize the secondary products of other industries. In the manufacture of OPC, due to the costs associated with virgin raw material consumption and the high temperatures necessary for calcination, the researchers found different methods to incorporate other types of cementitious byproducts or decrease the calcination temperature [5, 6]. Moreover, a totally different method of obtaining products with properties similar to those based on OPC was found in the geopolymerization technology [7].
Geopolymers are inorganic materials based on aluminum and silicon oxides [8]. Compared to OPC-based products, these materials showed tailored properties, high chemical attachment resistance, capacity to incorporate heavy metals, etc. while using only recycled minerals as raw materials. One of the main secondary products used to manufacture geopolymers is fly ash [9]. This powder, rich in aluminum and silicon oxides, is still available in large quantities in most of the countries that use coal as fuel for thermal power plants. The properties of fly ash depend on its characteristics and the type of coal that has been burned. The coal ash’s physicochemical properties, particle size distribution, fineness modulus, particle morphology, and other types of specific characteristics will influence the dissolution degree and the behavior of the coal ash during activation [10]. Therefore, its performances as a raw material are varied, which consequently leads to the need for experimental validation for any application.
The influence of the raw materials characteristics on the properties of the final product is usually applicable to most byproducts that can be recycled. Another aspect of these wastes is their large range of quality parameters (homogeneity cannot be strictly assured, while different types of contaminants can also be found in some parts of the dumps) [11]. To reduce the influence of these negative aspects and to remove the intrinsic disadvantages of cementitious products, different types of additives or reinforcing elements may be introduced into the structure. In the case of geopolymers, commonly, the setting time can be reduced by increasing the activator concentration; the water permeability and freeze-thaw resistance can be increased by increasing the amount of sodium silicate; higher compressive strength can be achieved with aggregate addition; and most of the fibers compatible with OPC-based products can also be incorporated into the geopolymer matrix to improve their flexural strength. The addition of fibers is mainly necessary to prevent the sudden failure of concrete products. Due to fiber presence, the product’s failure will be slower with enough visible signs (crack appearance, fiber exposure, debris etc.) to assure the necessary time for repair before failure [12]. Zuaiter et al. [13] studied the influence of hybrid glass fiber introduction on the properties of slag-fly ash-based geopolymers. According to their publication, the addition of glass fibers of different lengths can significantly increase the buildability of geopolymers due to fiber interlocking, while their value can be controlled by mixing short with long fibers. Moreover, fiber addition will result in better performance for all evaluated characteristics: modulus of elasticity, splitting test, water absorption, abrasion resistance, and compressive strength.
Some publications also address the relationship between the behavior of the reinforced structure and the type of fiber. As presented in [14], carbon fibers performed better than E-glass fibers as reinforcements. Carbon fibers remained intact during three-point bending, while glass fibers showed weak interlaminar strength. Steinerova et al. [15] observed that both the amount of fiber and the amount of sand influence the brittleness and chemical resistance of geopolymer composites. In their study, a 5 wt.% replacement of the matrix with 4.5 mm-long glass fibers and an addition of 50–70 wt.% sand aggregates resulted in the optimum mechanical and chemical properties. The amount of glass fiber in the previously described study was significantly high compared to the literature; most of the studies showed that an addition of over 3 wt.% wouldn’t lead to better performances but rather challenges in filling the form or removing the air bubbles from the composition. In the case of carbon fiber addition, the maximum amount is even lower; as Gu et al. [16] observed, when the addition exceeds 0.4 wt.% of the matrix weight, the carbon fibers tend to agglomerate. However, considering the high manufacturing costs of carbon fibers, the introduction of this type of reinforcement is justified only when high electrical conductivity is sought.
Despite the type of reinforcement, the mechanical performance of the developed composite will be influenced by different factors specific to the interface and compatibility between the matrix and the fiber, such as chemical adhesion, friction, and mechanical interlocking. All three parameters can be evaluated through mechanical tests such as beam anchorage tests, pull-out tests, flexural strength tests, and spliced beam tests [17]. However, when it comes to the thermal behavior of the developed composites, the exposure temperature along with the phase composition of the matrix can significantly influence the performance of the product. Up to now, the previous studies focused on the fresh, mechanical, or chemical properties of the fiber-reinforced geopolymer composites, but very few studies have examined the thermal behavior of these products, and none of them used recycled glass fibers as reinforcements. In this study, coal ash-based geopolymers reinforced with two types of recycled glass fibers have been obtained, and their thermal behavior and phase composition have been studied through simultaneous thermal analysis and X-ray diffraction.
2 Materials and Methods
Any waste that is available or can be ground to powder form and contains suitable amounts of silicon and aluminum oxides can be used as raw materials to manufacture geopolymer composites. However, the rationale for choosing the type of waste that will be recycled through technology strongly depends on the availability of that byproduct along with the target product for that manufacturing technology. For example, if the raw material is available in small quantities, only a technology that will produce high-value products related to the amount of used waste will be suitable, while if the waste is available in large quantities, the technology can be developed to manufacture any product that can substitute those based on OPC.
2.1 Materials
In this study, two types of coal ashes (fly ash and flue gas desulfurization fly ash - noted as lime fly ash) have been used as an aluminosilicate component in order to obtain a geopolymeric matrix suitable for the incorporation of recycled glass fibers. Both coal ashes are byproducts available in high amounts and deposited in land fields by a local thermal power plant (S.C. Holboca C.E.T. II S.A., Iasi, Romania). The chemical composition of both raw materials has been analyzed by X-ray fluorescence (XRF) using an XRF S8 Tiger (Bruker GmbH, Karlsruhe, Germany) in order to establish a suitable activation method. Also, to assure experiment repeatability, the collected wastes have been dried until a constant weight (as described in [18]) and sifted (according to SR EN 933–1:2012) to remove any impurities larger than 100 µm in diameter.
To reinforce the geopolymeric matrix, two types of glass fibers were collected from the waste resulting from the manufacture of different types of products that consist of glass fibers impregnated with resins. The waste was collected from the dump site of a local factory (Prod Company Romania, which manufactures products from polystyrene reinforced with glass fiber). Moreover, to further improve the mechanical properties of the developed composites, a mixture of fine and coarse aggregates [19] was introduced into the mixture.
As activators, commercially available sodium silicate solution (S.C. KYNITA S.R.L., Valcea, Romania) and sodium hydroxide flakes from the same supplier were chosen. Prior to mixing with the Na2SiO3 solution, the NaOH flakes were dissolving in tap water at the desired concentration.
2.2 Sample Design and Preparation
To find the optimum composition from compressive strength point of view, the Taguchi method was used, while the influence factors and their values were selected based on preliminary studies [7, 20]. In accordance with Taguchi’s L9 orthogonal matrix method (36), 9 different mixtures were designed to establish the influence of the following involved factors (Table 1).
The description of the designed samples is as follows: (a) three combinations between the both types of coal ash (fly ash - FA, lime fly ash - FS) and aggregates (A) consisting of C1 = 67.5% FA + 7.5% FS + 25% A, C2 = 45% FA + 5% FS + 50% A and C3 = 22.5% FA + 2.5% FS + 75% A (Table 2), (b) three different Na/Al ratios (0.50, 0.625 and 0.75), (c) three different liquid/solid ratios (0.70, 0.75 and 0.80). The design of the three-factor, three-level experiments are shown in Table 3.
Further, the geopolymer that exhibited the highest compressive strength was optimized by introducing two types of recycled glass fibers into its composition. According to the compressive strength results, the mixture specific to sample code S6 exhibits the highest mechanical properties. Therefore, its composition was further chosen as the matrix for the glass fiber-reinforced composites.
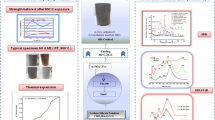
The glass fibers were prepared at two different lengths (25 and 60 mm, respectively) and incorporated in three different amounts (1, 2, or 3 wt.%) related to the amount of coal ash in the composition of each sample. The composition of the studied samples is presented in Table 4, while the process flow diagram for obtaining these fiber-reinforced geopolymers is shown in Fig. 1.

Process flow diagram of obtaining geopolymer composites reinforced with different types of recycled glass fibers.
According to the three-point bending strength test, the addition of glass fibers significantly increases the flexural strength of the geopolymers without affecting their compressive strength. Moreover, of all six mixtures, the composite with a 2 wt.% addition of long fibers (S6-Fl2) exhibited the optimum mechanical performances.
2.3 Methods
The phase transition of both types of coal ashes during alkali activation has been studied through X-ray diffraction (XRD). Furthermore, the structure stability and the chemical reactions that took place during heating the obtained materials have been evaluated by simultaneous thermal analysis (STA), which combines thermogravimetric analysis (TGA) with differential thermal analysis (DTA).
X-ray Diffraction.
XRD analysis was carried out on both the raw materials and the obtained geopolymers. A true representative sample of each type of coal ash has been analyzed, while for the evaluation of the geopolymers, some chips resulting from mechanical tests have been ground up to powder form. The diffraction patterns were collected using X’Pert Pro MPD equipment (Malvern Panalytical Ltd., Eindhoven, Netherlands) with a CuK source at 45 kV/40 mA. The radiation was recorded between 5° and 60° 2θ at a step of 0.013°.
Simultaneous Thermal Analysis.
The phase transition and weight evolution in the range of 25–500 ℃ were analyzed in a static air atmosphere at a heating rate of 10 ℃/min. Both the thermogravimetric analysis (TGA) and the differential thermal analysis (DTA) were performed at the same time by means of STA PT-1600 equipment (Linseis, Selb, Germany).
3 Results and Discussions
3.1 Microstructural Analysis
The morphology of the fly ash particles influences the dissolution rate as well as the characteristics of the final product. As presented in literature [21], raw materials with finer particles will react faster and result in structures with better mechanical properties than those that contain a high amount of large particles. Higher proportions of spherical particles will result in better fluidity, a slightly lower reaction degree, and higher compressive strength [22]. This behavior is related to the impossibility of the activator to dissolute and activate the surface of some large sphere particles that have been created at high temperatures and have a thicker wall than the others. Therefore, those particles will remain almost intact in the geopolymer and act as large dimension pores which will negatively affect the mechanical properties of the developed product. However, different methods, such as mechanical (grinding) [23], fusion [24] or chemical activation (frontal polymerization) [25] can be involved to improve the reactivity of the raw materials. In this study, only dried and sifted coal ash has been used; any supplementary activation has been avoided in order to keep the manufacturing method simple and as cost-effective as possible. Also, both initial processing steps (drying and sifting) can be eliminated in industrial applications by performing a moisture test on raw materials and adjusting the water content of the activator depending on the amount of water in the coal ash and sand.
The microstructural analysis of the obtained geopolymers and the raw materials was studied by means of scanning electron microscopy (SEM) using an SEM type FEI Quanta FEG 450 (FEI Company, Washington, DC, USA). The morphological analysis of both types of coal ashes shows that the collected fly ash has a homogenous composition with a significantly high amount of spherical particles (Fig. 2). Moreover, the microstructural analysis at high magnifications shows that most of the spherical particles have diameters lower than 30 µm, while the larger particles are porous and irregularly shaped. The lime fly ash (Fig. 3) is much finer; most particles from its composition are irregularly shaped and have a diameter lower than 20 µm.

Morphology of fly ash at different magnification.

Morphology of lime fly ash at different magnification.
The oxide chemical composition analyzed by X-ray fluorescence (XRF) using a XRF S8 Tiger equipment (Bruker, Karlsruhe, Germany) shows a class F fly ash (according to ASTM C618) with a high content of SiO2 (50.16 wt.%), Al2O3 (27.02 wt.%), FexOy (8.40 wt.%) and CaO (6.49 wt.%), while the rest of the oxides from its composition (K2O, MgO, TiO2, Na2O, P2O5, SOx etc.) are available in quantities lower than 2 wt.%. The lime fly ash, instead, has a significantly high CaO concentration (68.22 wt.%), SOx (26.87 wt.%) and SiO2 (4.86 wt.%), while the rest of the elements (Al, Fe, Ti, P etc.) are lower than 0.01 wt.%.
Considering the morphological analysis as well as the chemical composition of both types of ashes, it is expected that FS will exhibit a higher reaction degree than FA due to its fines and high content of Ca [26, 27]. However, considering the fine line that separates geopolymers of alkali-activated materials [28], the FS content was maintained at low addition, so the system will have a higher Al/Si ratio than a Ca/Si ratio.
The microstructure of the obtained geopolymers is presented in Fig. 4. As can be seen, the geopolymer without reinforcing fibers (Fig. 4 a) shows a homogenous structure with large voids and pores and some unreacted particles in areas close to the voids; probably, the particles were captured into the air bubbles and didn’t get into contact with the activator. The glass fiber-reinforced composite (Fig. 4 b) shows similar morphology.

Microstructure of the obtained samples: a) the geopolymer without reinforcing fibers (S6-NoF); b) the fiber reinforced geopolymer composite (S6-Fl2).
The microstructural analysis of the obtained geopolymers was performed on fracture surfaces; therefore, the presence of cracks could also be related to the destruction mechanism that occurred during the compressive strength test.
3.2 Mineralogical Analysis
The XRD analysis of both raw materials confirms the presence of quartz or silicon oxide as well as multiple complex phases that include the main chemical elements detected through the chemical composition analysis, Fig. 5. The XRD pattern of the FA sample also shows the presence of sillimanite, mullite, goethite and anorthite [18, 29]. In the case of the FS sample, different phases with Ca or S content are detected, such as portlandite and hannebachite [30], as well as calcite, pyrite, gypsum and sphalerite, which were also observed in the composition of ashes with high sulphur content [31, 32].

XRD patterns of the raw materials and the obtained geopolymers.
After activation, the XRD pattern of both raw materials is significantly changed; mostly, the phases corresponding to FS have been converted to amorphous phases specific to geopolymerization, while those from FA have only changed in intensity. The geopolymerization reaction is also confirmed by the formation of a new semi-crystalline phase, hydroxysodalite (Na4Al3Si3O12OH), which was also observed by [33]. Moreover, it seems that the addition of recycled glass fibers won’t influence the phase transition in alkali-activated geopolymers.
3.3 Thermal Behavior Analysis
In order to evaluate the possibility of using recycled glass fibers to develop geopolymers that can be used for the manufacture of different types of products suitable for civil engineering applications, the thermal behavior of the obtained materials has been evaluated through simultaneous thermal analysis. The DTA analysis (Fig. 6 a) of both samples show highly similar behavior. Both curves exhibit multiple fluctuations corresponding to water evaporation or oxidation reactions. The highest endothermic peak is the one around 130 ℃ (indicated with “A” on the DTA curves), which corresponds to the evaporation of free and physically bound water [18, 34]. As indicated with “B,” around 230 ℃, water evaporation from zeolitic channels occurs, while the transition of FeO(OH) to Fe2O3 is detected around 300 ℃ (“C”). When the temperature increases to 490 ℃, Portlandite decomposition to calcium carbonate takes place (“D”).

TG-DTA analysis of fly ash-based geopolymers with and without glass fiber addition: a) DTA curves; b) TGA curves.
The TGA curves (Fig. 6 b) showed a low mass loss, especially in the range of water evaporation. Geopolymers are known for their porous matrix; therefore, the introduction of compact glass fiber explains the difference between the curves. Moreover, all reactions that lead to mass fluctuations are associated with water elimination or oxidation of compounds specific to the phases detected in the matrix, i.e., not in the composition of glass fibers.
4 Conclusions
This study evaluates the influence of recycled glass fiber addition on the structure and thermal behavior of different fly ash-based geopolymers. According to the obtained results, the following conclusions can be drawn:
-
flue gas desulfurization Fly ash can be incorporated into geopolymer mixtures without having a negative influence on the mineralogical composition or thermal behavior of these sustainable products.
-
the addition of recycled glass fibers into the matrix of coal ash-based geopolymer will improve the mechanical properties, even though a slight increase in mass loss was observed.
-
the phase transition during activation won’t be influenced by the presence of glass fibers. During alkali activation, some of the phases from the raw materials will be converted to amorphous content, while only one new semi-crystalline phase (hydroxysodalite) will be created.
-
the mass loss will be slightly higher for the reinforced composite due to a higher content of water in the composition, while the phase transition will remain the same as for the geopolymer without glass fiber addition.
References
Marinova, S., Deetman, S., van der Voet, E., Daioglou, V.: Global construction materials database and stock analysis of residential buildings between 1970–2050. J. Clean. Prod. 247, 119146 (2020)
Singh, N.B., Kumar, M., Rai, S.: Geopolymer cement and concrete: properties. Mater Today Proc. 29, 743–748 (2020)
Shan, Y., Liu, Z., Guan, D.: CO2 emissions from China’s lime industry. Appl. Energy 166, 245–252 (2016)
Damtoft, J.S., Lukasik, J., Herfort, D., Sorrentino, D., Gartner, E.M.: Sustainable development and climate change initiatives. Cem. Concr. Res. 38, 115–127 (2008)
Schneider, M., Romer, M., Tschudin, M., Bolio, H.: Sustainable cement production-present and future. Cem. Concr. Res. 41, 642–650 (2011)
Ortiz, O., Castells, F., Sonnemann, G.: Sustainability in the construction industry: a review of recent developments based on LCA. Constr. Build. Mater. 23, 28–39 (2009)
Vizureanu, P., Burduhos Nergis, D.D.: Green materials obtained by geopolymerization for a sustainable future. Materials Research Foundations, 105 Springdale Lane, Millersville, PA 17551 U.S.A. (2020)
Cong, P., Cheng, Y.: Advances in geopolymer materials: a comprehensive review. Journal of Traffic and Transportation Engineering (English Edition) 8, 283–314 (2021)
Dindi, A., Quang, D.V., Vega, L.F., Nashef, E., Abu-Zahra, M.R.M.: Applications of fly ash for CO2 capture, utilization, and storage. Journal of CO2 Utilization 29, 82–102 (2019)
Das, D., Rout, P.K.: A review of coal fly ash utilization to save the environment. Water Air Soil Pollut. 234, 128 (2023)
Shehata, N., Sayed, E.T., Abdelkareem, M.A.: Recent progress in environmentally friendly geopolymers: a review. Science of the Total Environment 762, 143166 (2021)
Jat, D., Motiani, R., Dalal, S., Thakar, I.: Mechanical properties of geopolymer concrete reinforced with various fibers: a review. Lecture Notes in Civil Engineering, 139–156 (2023)
Zuaiter, M., El-Hassan, H., El-Maaddawy, T., El-Ariss, B.: Properties of slag-fly ash blended geopolymer concrete reinforced with hybrid glass fibers. Buildings 12, 1114 (2022)
Samal, S.: Interface failure and delamination resistance of fiber-reinforced geopolymer composite by simulation and experimental method. Cem. Concr. Compos. 128, 104420 (2022)
Steinerova, M., Matulova, L., Vermach, P., Kotas, J.: The brittleness and chemical stability of optimized geopolymer composites. Materials 10, 396 (2017)
Gu, G., Pei, Y., Ma, T., Chen, F., Zhang, J., Xu, F.: Role of carbon fiber in the electrothermal behavior and geopolymerization process of carbon fiber-reinforced FA-GBFS geopolymer composite. Constr. Build. Mater. 369, 130597 (2023)
Vembu, P.R.S., Ammasi, A.K.: A comprehensive review on the factors affecting bond strength in concrete. Buildings 13, 577 (2023)
Burduhos-Nergis, D.D., Vizureanu, P., Sandu, A.V., Burduhos-Nergis, D.P., Bejinariu, C.: XRD and TG-DTA study of new phosphate-based geopolymers with coal ash or metakaolin as aluminosilicate source and mine tailings addition. Materials 15, 202 (2022)
Burduhos Nergis, D.D., Vizureanu, P., Corbu, O.: Synthesis and characteristics of local fly ash based geopolymers mixed with natural aggregates. Rev. Chim. 70, 1262–1267 (2019)
Burduhos Nergis, D.D., Vizureanu, P., Lupescu, S., Burduhos Nergis, D.P., Perju, M.C., Sandu, A.V.: Microstructural analysis of ambient cured phosphate based-geopolymers with coal-ash as precursor. Arch. Metall. Mater. 67, 595–600 (2022)
Assi, L.N., Eddie Deaver, E., Ziehl, P.: Effect of source and particle size distribution on the mechanical and microstructural properties of fly Ash-Based geopolymer concrete. Constr. Build. Mater. 167, 372–380 (2018)
Ma, J., Wang, D., Zhao, S., Duan, P., Yang, S.: Influence of particle morphology of ground fly ash on the fluidity and strength of cement paste. Materials 14, 1–18 (2021)
Kumar, S., Kumar, R.: Mechanical activation of fly ash: effect on reaction, structure and properties of resulting geopolymer. Ceram. Int. 37, 533–541 (2011)
Demir, F., Moroydor Derun, E.: Response surface methodology application to fly ash based geopolymer synthesized by alkali fusion method. J. Non Cryst Solids 524, 119649 (2019)
Alam, S., et al.: Rapid curing prospects of geopolymer cementitious composite using frontal polymerization of methyl methacrylate monomer. Constr. Build. Mater. 309, 125198 (2021)
Chen, X., Kim, E., Suraneni, P., Struble, L.: Quantitative correlation between the degree of reaction and compressive strength of metakaolin-based geopolymers. Materials 13, 1–13 (2020)
Sevinç, A.H., Durgun, M.Y.: Properties of high-calcium fly ash-based geopolymer concretes improved with high-silica sources. Constr. Build. Mater. 261, 120014 (2020)
Rakhimova, N.R., Rakhimov, R.Z.: Reaction products, structure and properties of alkali-activated metakaolin cements incorporated with supplementary materials - a review. J. Market. Res. 8, 1522–1531 (2019)
Srikant, S., Singh, S., Mukherjee, P., Rao, R.: Value addition to red sediment placer sillimanite using microwave energy and in depth structural and morphological characterization of mullite. J. Minerals and Materials Characterization and Eng. 11, 1055–1062 (2012)
Navarrete, I., Vargas, F., Martinez, P., Paul, A., Lopez, M.: Flue gas desulfurization (FGD) fly ash as a sustainable, safe alternative for cement-based materials. J. Clean. Prod. 283, 124646 (2021)
Ibrahim, S., El Anadouli, B., Farahat, M., Selim, A., Elmenshawy, A.: Desulphurization of Pyritic Sulphur from Egyptian Coal Using Falcon Concentrator 32(6), 588-594 (2013)
Saikia, B.K., Mahanta, B., Gupta, U., Sahu, O., Saikia, P., Baruah, B.: Prasad: mineralogical composition and ash geochemistry of raw and beneficiated high sulfur coals. J. Geol. Soc. India 88, 339–349 (2016)
Sivasakthi, M., Jeyalakshmi, R., Rajamane, N.P., Jose, R.: Thermal and structural micro analysis of micro silica blended fly ash based geopolymer composites. J. Non Cryst. Solids 499, 117–130 (2018)
Burduhos Nergis, D.D., Abdullah, M.M.A.B., Sandu, A.V., Vizureanu, P.: XRD and TG-DTA study of new alkali activated materials based on fly ash with sand and glass powder. Materials 13, 343 (2020)
Acknowledgment
This paper was financially supported by the Project “Network of excellence in applied research and innovation for doctoral and postdoctoral programs”/InoHubDoc, project co-funded by the European Social Fund financing agreement no. POCU/993/6/13/153437. This paper was also supported by “Gheorghe Asachi” Technical University from Iaşi (TUIASI), through the Project “Performance and excellence in postdoctoral research 2022”.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Burduhos-Nergis, DD., Vizureanu, P., Sandu, A.V., Istrate, B. (2023). XRD and TG-DTA Analysis of Fly Ash Based Geopolymer Composite Reinforced with Recycled Glass Fibers. In: Sandu, A.V., Vizureanu, P., Abdullah, M.M.A.B., Nabialek, M., Ghazali, C.M.R., Sandu, I. (eds) Selected Papers from ICIR EUROINVENT - 2023. ICIR EUROINVENT 2023. Springer Proceedings in Materials, vol 38. Springer, Cham. https://doi.org/10.1007/978-3-031-45964-1_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-45964-1_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-45963-4
Online ISBN: 978-3-031-45964-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)