
Abstract
PVC is the most widely employed resin because of its cost-effectiveness, mechanical durability, resistance to flame and chemicals, and excellent insulating properties. However, the development of sensitive applications is limited by PVC’s imperfect heat and UV stability. In order to improve the material’s ultimate qualities, researchers have recently developed innovative and sustainable PVC-based composites and nanocomposites. In this chapter, authors shed light on carbon-based nanofillers especially carbon fibers (CFs) and carbon black (CB) to improve the PVC characteristics. Besides altering physico-mechanical behavior and stability against thermal and UV exposure, PVC finds its way for new applications like electronic devices, electroactive materials, strain sensors for wearable flexible electronics, etc. This chapter introduces a cutting-edge research platform for next-generation of PVC materials for sustainable environment.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Nanocomposites have gained much attention as a result of the advancement of nanomaterials and their wide applications [1]. Many researchers have focused on the usage of polymer-based nanocomposites because of their broad range of applications, simplicity, and low-cost production methods [2]. Polymer science is primarily concerned with the creation and production of novel resins for various fields of applications. Industrially produced resins involve polyvinyl chloride (PVC), polypropylene, and polyethylene [3]. Polymeric nanostructured composites offer high elasticity, tensile modulus, mechanical, and thermal properties [4]. The effect of adding nanofillers to various polymers can enhance the nanocomposite’s physico-mechanical features.
PVC is the most widely employed resin because of its cost-effectiveness, mechanical durability, and resistance to chemicals and flames [5]. It is a versatile thermoplastic resin with low production costs and excellent insulating properties. However, development of conjugated polyene sequences and allylic chloride internal structures is caused by PVC’s limited heat stability. Generally, PVC is available in two unique thermoplastic forms: rigid PVC and flexible PVC resins. The rigid type of PVC accounts for about two-thirds of all PVC used. PVC is made by using bulk, suspension, or emulsion polymerization processes to create free radical polymerization of vinyl chloride monomers. Metal vapour deposition, surface grafting, and arc-discharge procedures have all been utilized to modify polymers [6]. PVC polymers have many applications including wires, cables, coated fabrics, flooring, coatings, frames of windows and doors, bottles, pipes, medical tubing, hoses, and automotive materials (Fig. 1).

Applications of the thermoplastic PVC resins for industrial fields
Chemical stabilizers in the PVC matrix help protect the matrix from potential degradation. Nanofiller loading improves both thermal and mechanical stability [7]. In order to improve the material’s ultimate qualities, researchers have recently concentrated on innovative ways of fabricating PVC-based composites [8]. To meet the demand for improvement, there is a pressing need to develop new nanocomposites with enhanced properties [9, 10]. To improve the characteristics of the polymer matrix, carbon-based compounds especially carbon fibers (CFs), and carbon black (CB) nanofillers have been employed. Conductive polymer composites are made by dispersing conductive nanofillers (including CFs and CB) into the PVC resin which is non-conductive [11].
CFs and CB nanomaterials, according to the literature, are appropriate fillers for the construction of PVC nanocomposite compared to other carbon-based fillers because of their homogenous distribution in PVC resin. Agglomerations can occur for PVC composites filled with un-exfoliated graphene-materials. PVC filled with CFs or CB exhibited higher thermal, electrical, and mechanical features than PVC/graphene nanocomposites.
In this chapter, PVC resins enriched with CFs and carbon black nanocomposite are the main topics. Section 1 introduces an introduction of PVC polymer, while Sect. 2 covers its history and sustainability. Section 3 covers the polymerization, structure, and additives of PVC resins that are relevant to composites and applications. PVC may be blended with a wide range of additives, making it a highly adaptable polymer that can be used in a variety of applications. Section 4 contains a detailed investigation of PVC-based CFs and carbon black nanofillers. Section 5 introduces PVC reinforced with CFs and carbon black nanocomposites. This section will consider the advantages and limitations of the developed nanocomposites. Detailed effects of nanofillers on the physico-mechanical properties have been considered in Sect. 6. A panorama of the detailed information mentioned in the whole chapter is illustrated in the conclusions Sect. 7. Challenges and future perspectives on PVC-based carbon black and CFs nanocomposites are discussed in the last part of this chapter (Sect. 8). A comprehensive reference list is provided.
2 PVC History and Sustainability
2.1 PVC History
Four Dutch scientists created an original compound called dichlorethane in 1795 [12]. Several works studied the nature of this compound and its amount of ethane and chlorine. Regnault was the first to introduce vinyl chloride in 1835. Regnault’s fascination with these compounds was entirely academic, and he conducted subsequent studies with bromine and iodine analogues [13]. In 1838, PVC was introduced as a polymer. PVC is a white powder made by polymerizing a large number of vinyl halide units in the presence of sunlight. Later research revealed that the Regnault polymer was actually made up of poly (vinylidene chloride) [12]. Bauman, who performed polymerizations of several vinyl compounds in enclosed tubes, did not create PVC until 1872. In 1912, Klatte reported a new manufacturing technique to prepare PVC [12] by processing PVC over a substrate for lacquers and fibers. When heat and light were applied to PVC, it became brittle and deteriorated. Process technology advanced throughout World War I, and less intractable PVC copolymers were produced. In Germany, emulsion polymerization was used to produce PVC on a commercial basis. While in 1933, Semon reported that by heating PVC with tritolylphosphate to 150 °C, rubber-like masses could be formed that remained homogeneous at RT [14]. The product was flexible plasticized PVC resin. A suspension polymerization of vinyl chloride was developed in 1934. PVC was first produced in 1936 by Union Carbide and F. Goodrich. The capacity of PVC production in 1945 was 35,000 tons. In 1947, Zn, Cd, Ca, and Ba were synergistically combined in the PVC resin. Unplasticized PVC, a rigid polymer that only became popular in the United Kingdom in the 1960s, was also developed on the continent of Europe, particularly in Germany. In 1962, vinyl chloride was subjected to bulk polymerization via a two-step reactor. PVC was being produced in a large number of nations by the early 1970s, and it was competing with polyethylene for the title of world's most consumed plastics material. To polymerize vinyl chloride, scientists developed a one-stage reactor in 1975. In 1979, the United States alone produced about 6 billion tons. PVC is now the most widely produced product on the planet, and its demand is growing by the day [15]. Its polymers are among the most commercially significant polymers, alongside polyethylene and styrene resins. The history of the development of PVC polymers is shown in Table 1.
PVC is a desirable material because of its mechanical, corrosion-resistance, and anti-chemical characteristics. Suspension is a common consignment production method that uses a monomer of vinyl chloride [16]. PVC is made up of chlorine (58%) and hydrocarbon (42%). Numerous approaches have recently been explored to achieve a well-distribution of nanofillers in the polymeric matrix, including melt blending, solution-casting, and in-situ polymerization. Xie et al. [17] developed a nanocomposite of PVC-polymethylmethacrylate copolymer enriched with Sb2O3 nanofillers via in-situ polymerization. Nano-Sb2O3 particles totally diffused in PVC, according to the results. Turhan et al. [18] used the solution-blending approach to create PVC nanocomposites from natural and modified kaolinite.
2.2 PVC Sustainability
PVC has become an important eco-friendly elastic resin standpoint since the 1970s, due to several concerns expressed about its use. In the 1990s, pressure groups such as Greenpeace were at their most active, focusing on chlorine chemistry in particular. In 1996, a working group of PVC retailers was established to be responsible for protesting against merchants in the UK selling PVC items [19]. On the balance of probabilities, such group has authorized the National Centre for Business and Ecology (at Manchester University) for assessing the PVC impact on the environment and human health. This center concluded that there was no compelling scientific reason for shops to stop selling PVC products as long as their industry, application, and recycling met the highest standards. As a result, the retailer's group was renamed the PVC Coordination Group in 1998. This group also concentrated on solving the PVC challenges. The Department for Environment, Food and Rural Affairs (DEFRA) conducted many life cycle assessments in the UK and EU in 2001 and 2004, respectively. The results showed that PVC is eco-friendlier accepted material than other plastics. Anti-PVC activities were carried out by other EU member states, mainly Denmark and Sweden, in addition to pressure from the UK. As a result, four European PVC groups collaborated on Vinyl 2010, a voluntary pledge to improve PVC’s environmental footprint. In 2000, Vinyl 2010 agreed on a ten-year strategy for enhancing the manufacturing procedures and yields for reducing the emissions and increasing end-of-life product collection and recycling. In 2010, the vinyl 2010 could recycle 842 tons of unregulated wastes and establish a novel recycling method in Europe [20]. In 2015, Cadmium stabilizers were phased out in the EU-27, and lead stabilizers were substituted in 75.9% of cases, putting the EU-27 on track to complete the transition. After the Vinyl 2010 study was released, the EU industry established Vinyl Plus (A new sustainable program) to achieve more sustainability improvement [19]. This program included many challenges of sustainability: (1) Safe transportation of organic chlorine materials, (2) Recycling issues, (3) Use of raw materials, energy, and additives in a sustainable method, and (4) sustainability awareness. These challenges can provide advanced and sustainable PVC materials.
3 PVC Structure and Additives
Plastics are used in a wide variety of critical applications, ranging from packaging to power cable insulation. Plastics have become ubiquitous in the environment over the last seven decades as a result of their ever-increasing global production, and they have emerged as a key geological indicator of the Anthropocene [21]. PVC is a white solid soluble in tetrahydrofuran and its structure as the following.

Due to its high cost-efficiency, PVC is one of the most widely produced synthetic plastics. UV irradiation is a known degradant of PVC photolysis. This is accomplished by initiating a photocatalytic reaction which results in PVC dehydrochlorination and chain scission. As with other types of plastic, research on PVC photo-degradation was conducted. Historically, this effort has been motivated by a desire to improve the stability of PVC products. Thermal decomposition of PVC has also been a problem. Due to the interest in the application of PVC products in the environment, research has taken a new direction with an abnormally high temperature, as well as PVC waste recycling. PVC is a carbon–carbon based polymer backbone. As a result, it is not hydrolyzed. However, PVC can be biodegraded by certain microbial strains [22]. PVC polymer is widely employed in a variety of industries, including aerospace engineering, biomedical engineering, and more. Extruders are prominent equipment in food, plastics, metals, and extrusion of these industries are especially frequent in the manufacturing of products that implement the use of polymers as a primary ingredient.
3.1 PVC Polymerization and Structure
PVC and polyvinylpyrrolidone polymers and tetrahydrofuran and N-methyl-2-pyrrolidone solvents were used to successfully manufacture novel composite membranes by phase inversion technology. Scanning electron microscope and Fourier transforms infrared spectroscopy were used to examine structure of produced membranes [23].
3.2 PVC Fusion and Processing
When it comes to the qualities of PVC plastisols and the migration of plasticizer from flexible plastic, we found that a cyclodextrin known as Bz-b-CD had an effect on both. PVC resin was mechanically mixed with two types of plasticizers, DINP and Neocizer, together with Bz-b-CD as a migration inhibitor, to produce plastisols. As expected, the presence of Bz-b-CD in flexible PVC would make it easier to build stable complexes with DINP or Neocizer. The process ability requirements for PVC plastisol processing emphasize the viscoelastic behavior, such gelation and fusion, of the plastisol [24].
3.3 PVC Degradation
PVC biodegradation by marine bacteria is a long-term solution that yields several byproducts, but their toxicity must be assessed. Bioactive PVC breakdown products generated by three marine bacterial isolates in the culture supernatant were investigated for their toxicity on Vigna radiata germination and the development of Ulva lactuca [25].
3.4 PVC Formulations and Additives
In situ polymerization of vinyl chloride in the presence of CaCO3 nanoparticles was used to construct poly(vinyl chloride)/calcium carbonate nanocomposites. Dynamic mechanical analysis and thermal gravimetric analysis were used to evaluate their thermal, rheological, and mechanical properties, as well as tensile and impact fracture tests for their thermal and rheological stabilities and mechanical properties [26]. PVC additives are huge kilograms up to 2 billion kg equal 4.4 billion pounds Heat stabilizers with 32% of global PVC additives demand. Table 2 shows PVC additives by type. The market size of PVC additives is more than 24,000 million in 2021.
3.4.1 Lubricants
It is becoming more common for European PVC producers to employ calcium/zinc-based (Ca/Zn) stabilizers instead of lead stabilizers as an extrusion lubricant [27].
3.4.2 Plasticizers
An external plasticizer for food packaging films made of polyethylene terephthalate is acetylated monoglyceride (AMG), a carboxylic ester and an ester with unique interactions with PVC. AMG is an approved food additive. As the alkyl chain length is mainly derived from vegetable oils, monoglyceride moieties may vary, but AMG enhances the flexibility and elasticity of PVC polymers [28].
3.4.3 Heat Stabilizers
Crompton Vinyl Additives GmbH of Lampertheim in Germany has developed a range of organic-based heat stabilizers as alternatives for use in the fabrication of rigid PVC pipes and fittings in light of new environmental regulations that will limit the future use of traditional lead-based heat stabilizers [29].
3.4.4 Flame Retardants
The first description of a plasticizer with phosphaphenanthrene groups is based on soybean oil (PSPE). This flame retardant PVC additive has been developed and is currently being used in the production process. FT-IR, 1H NMR, and 31P NMR spectroscopy were used to determine the molecular structure of PSPE. Based on mass loss, limiting oxygen index values, morphologies of residues, smoke production rate, smoke extinction area, mass loss rate, and heat release rate, thermal degradation processes and modes of flame retardant action have been proposed for PVC blends plasticized with different amounts of DOP and PSPE [30].
3.4.5 Biocides and Fungicides
Only plastisol formulations, which are not susceptible to the heat and shear histories of calendared and extruded formulations, have been able to use zinc-containing biocides. Patented technology has been created that addresses many of the stability difficulties that arise when zinc-containing biocides are added to PVC [31].
3.4.6 Fillers
Artificial neural network (ANN) models are built to forecast the load–displacement curves for better understanding the behavior of cotton fiber/PVC composites. Tests were conducted in the laboratory using a variety of fiber percentages and a specific load. On the TensorFlow backend, using the Keras library in Python, ANN models were trained and tested by implementing the back-propagation approach [32].
4 PVC-Based Nanofillers
Polymer/nanofiller composites have recently gained popularity in various industries because of their cost-savings, facile processing and modeling, reduced weight, and anticorrosion performance [33]. Typically, nanofillers can be mixed with polymers to improve their chemical and/or physical properties. Nanoparticles, nanolayers, nanowires, nanorods, and nanotubes are the three types of nanomaterials classified by their type, size, and morphology. The addition of CFs and CB fillers to the PVC resin could enhance the elasticity, impact strength, and mechanical durability.
4.1 CFs
In 1860, CFs were prepared for the first time by Sir Swan [34] through light bulbs early incandescent. In 1879, Thomas Edison used cellulose (cotton and bamboo) to create CFs for the first electric light bulbs [35]. The 1950s saw a resurgence of interest in CFs, beginning in the United States, where Union Carbide established the Parma R&D Center near Cleveland. CF market demand was anticipated to reach $1.7 billion in 2012, with an annual increase of 10–12% expected from 2012 to 2018. The carbon fiber industry is expected to increase at an annual rate of more than 8%, from $7 billion in 2020 to $8.9 billion in 2031 [36]. The overall name plate capacity in 2022 is around 160 ktons/year and the main producers are listed in Table 3 [36].
CFs and glass fibers are conventional inorganic fillers used for enhancing the resin's mechanical durability. The CFs have different building blocks, including yarns, uni-directional, and weaves which are employed to fabricate nanocomposites. CFs’ properties are close to that of steel, while the weight is close to plastic material. Moreover the CFs’ strength-to-weight ratio and stiffness are much higher than either steel or plastic. Nanofibers have greater reinforcing powers than microfibers as the fibers' filling capacity increases as their diameter decreases [37]. Furthermore, due to the smaller size of the filler, nanofillers produce a better surface finish than microfillers [38]. As a result, nanofiber/polymer composites are becoming more popular as a replacement for traditional microfiber/polymer composites and attracted much attention [39]. CF-reinforced polymers (CFRPs) are a type of advanced composite in which CFs are a dispersed phase and a continuous phase of the polymer matrix. This structure gives them exceptional features such as lightweight, high strength, high stiffness, thermal stability, and anticorrosion features (Fig. 2) [40]. The CFs have high strength-to-weight ratio.

Advantages of CF-based nanocomposite for industrial applications
In terms of the amount of CFRP used globally, the compound annual growth rate is expected to be around 12.5% until 2018 [41]. Because of its low density, lightweight, increased corrosion resistance, and greater stiffness, it is considered to be able to replace traditional metals [42]. Shrinkage and warping are also reduced when CF reinforcement is added. Each CF is composed of thousands of carbon filaments and is a long thin thread [43]. Carbon microscopic crystals link together in a configuration that runs parallel to the fiber's long axis. Chemical and mechanical methods are used to create CFs including: Spinning, stabilizing, carbonization, surface treatment, and sizing.
Because CFRP's modulus of elasticity is three times that of steel [44]. CFRP was first used in the aerospace industry [45]. This was mostly due to the fact that it possessed certain characteristics (strong and lightweight). The demand for CFs has increased dramatically over the last decade, with a compound annual growth rate of 13%, and reached 140,000 tons in 2020 [46]. There is a growing interest in a cost-effective recycling PVC technology that produces recycled valuable materials [47]. CFs can provide cost-saving and ecofriendly properties for thermoplastic polymer matrixes.
4.2 Carbon Black
CB is made up of meticulously designed elemental carbon. It typically contains >97% pure carbon that distinct it from impure soot by-product produced during incomplete combustion of carbonaceous materials or biomass (contains < 60% carbon, polyaromatic hydrocarbons and oil residues) [48]. The particles of CB are quasi-spherical with amorphous core and almost concentrically oriented graphene like shell [49]. These primary particles grow to form aggregates that define the structure of CB [50]. As the size of primary particle increases (>100 nm) the tendency of aggregation decreases and low structure CB is formed whereas high structure CB is formed by coalescence of fine primary particles agglomerated in a branched shape. Such aggregates form loosely bounded agglomerates through van der Waals forces.
CB is industrially prepared as a commodity chemical by thermal decomposition of different hydrocarbon feedstock—either gas or liquid- under controlled conditions. Different processes are used for manufacturing CB namely furnace, channel, gas, lamp, acetylene and thermal blacks. Pyrolysis of waste tires into CB is recommended for environmental issues [51]. Additionally, demineralization process using HNO3 suggests a promising method for reclaiming CB with acidic surface groups that facilitate distribution in rubber matrix for better reinforcement [52]. Particle size of CB is an important property upon which CBs are classified into series (namely, 100, 200, 300, …900). 100- series blacks with highest specific surface area are suitable for reinforcing whereas 900- series with smallest surface area have little reinforcement ability. In addition, a common nomenclature is widely used to designate CBs according to application field and production technique besides ASTM classification [53]. ASTM categorizes rubber grade CBs using four characters. The first character dictates curing rate of rubber (N and S for normal and slow, respectively) is followed by 3-digit number; the first one assigns surface area and the followings are arbitrary. Table 4 shows different classification types with the average particle size.
CB can induce several useful properties when compounded with polymer matrices. According to the required application, CB is used to impart reinforcement, UV stabilization, electrical conductance/resistance, opacity, etc. Referring to basic contact theory, the predominance of graphitic structures on CB surface rather than turbostratic structure induces more electrical conductivity [50, 54]. This can be explained by widely spaced planes and high surface porosity induced by the turbostratic structure rather than the graphitic structure [55]. Pantea et al. [54] studied the effect of surface chemistry and topology of CB on electrical conductivity using spectroscopic techniques and nitrogen adsorption at low pressure. Results show an intimate relation between graphitic character of CB including dimension of graphitic layers and homogeneity of surface electronic environment and surface topology as well.
5 PVC Reinforced with CF and Carbon Black Nanocomposites
5.1 PVC Reinforced with CFs
Because of the PVC low cost and excellent mechanical properties, it is widely used in a variety of applications. Great interest was directed toward filling PVC with natural fiber materials including wood, coconut, and sisal fibers, rice straw, and bagasse fiber. Composite materials have recently become increasingly important in a variety of industries, including aerospace (plane and space systems), vehicles, pressure vessels, and lightweight cylinders [56]. CFs have exceptional chemical features and mechanical durability which can broaden their applications [57]. PAN-based conversion process quickly became the most popular way to make CFs. PAN is used to make 90% of CFs today. The remaining 10% is made out of petroleum pitch and rayon. PAN-based fiber materials are incredibly strong and lightweight. To manufacture CF reinforced plastic, CFs are filled in the PVC resin including nylon, vinyl ester, and polyester. The behavior of CFs and chemical and physico-mechanical characteristics are based on the employed precursors for making CF nanocomposite. PAN-based CF exhibited 2.7 GPa and 200–600 GPa for tensile strength and modulus experiments, respectively with nearly $30 for each Kg [58]. The expanding applications of CFs based on PAN in the industry are currently hampered by a lengthy stabilization procedure and a relatively expensive CF manufacturing cost [59]. Chlorinated PVC is a low-cost synthetic polymer that contains 62–72 wt.% chlorine content (10 wt.% greater than PVC) prepared via PVC free-radical post-chlorination [60, 61]. Chlorinated PVC has a lot of similarities to PVC in terms of qualities and characteristics, however, it has greater thermal stability, mechanical durability, and resistance against chemicals [62].
CF filler loading, in practice, is a cost-effective approach to improve the stiffness of PVC to any required level, depending on the application. Kim et al. [63] claimed that chlorinated PVC fibers were made at a low cost via wet spinning with several elongation rates (0, 50, 100, and 125%) used to improve the physicochemical properties. PVC with CF reinforcement exhibited excellent mechanical qualities and low density.
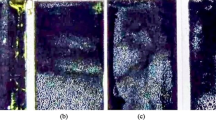
Rathy et al. [64] stated the preparation and investigation of innovative PVC/CFs nanocomposites. As CFs have recently become more affordable, they can be used to improve the mechanical qualities of mass-produced PVC (Fig. 3). Increasing the CFs nanofiller concentrations in the PVC resin can increase hardness and Young’s modulus, although tensile stress remained unchanged. Kiani et al. [65] described a new technology of plastic injection to produce PVC/CF-graphene nanocomposite for pipes’ coatings. To improve graphene distribution and orientation inside the matrix, preparation cycles and CFs were extruded. The high mechanical durability of the formed PVC/CFs-graphene nanocomposite prepared via melting procedure was caused by the polymer-fibers’ strong interfacial interaction.

a Schematic illustration of PVC composite reinforced with different CFs contents; b PVC–CF composite filled with 3% CF content to achieve high shore A hardness and increased Young's modulus [64]
CFs fillings in thermoplastic polymers (such as PVC) offer various merits, as follows [66]:
-
1.
CFs offer excellent mechanical, thermal, and electrical properties as well as recyclability and corrosion-protection for the developed nanocomposites.
-
2.
They have higher stiffness, strength, electrical and thermal conductivity as well as lower density and friction coefficient than glass fibers.
-
3.
They are extremely conductive, while glass fibers are insulating.
-
4.
CFs-based thermoplastic polymeric composites are recycled through their melting and reconstructing to develop a new structure.
On the contrary, CFs have some drawbacks for using as nanofillers in the thermoplastic resins, as follow [67, 68]:
-
1.
CFs are more expensive compared to glass fibers.
-
2.
The wetting properties and adherence of CFs to the thermoplastic matrix are poor.
-
3.
Under uniaxial tension, CFs-based thermoplastic nanocomposites show the minimal strain.
-
4.
The surface of virgin CFs is nonpolar while PVC resin is polar.
These benefits and drawbacks should be considered before using PVC nanocomposite.
5.2 PVC Reinforced with CB
Polymer composites and recently nanocomposites grasp a great deal of scientific and industrial attention for their unique properties in functional and structural applications [69]. Fillers are usually added to polymers to reduce cost, enhance mechanical properties, facilitate processing and sometimes induce electrical conductivity.
PVC is one of six important worldwide thermoplastics. It is cheap, has good dimensional strength, resisting chemicals and corrosion and importantly having relatively good dielectric constant. However, it is inherently brittle and rigid and suffers from poor heat resistance thus could not find practical application unless formulated with different functional materials. According to scope of application, different ratios of plasticizer, filler, stabilizer, lubricant, UV-absorber, flame retarder, etc. are formulated. Figure 4 shows some application fields and properties of CB/PVC composites and nanocomposites.

The industrial applications and properties of PVC reinforced with CB composites and nanocomposites
Plasticizers make a major contribution in allowing polymer chain mobility and flexibility during processing besides tailoring required properties of the final polymer composites Dioctyl phthalate (DOP) is a common plasticizer for PVC but nowadays, phthalate-free plasticizers become a worldwide need without compromising final product value. Changes in molecular structure and toxicity of plasticized PVC surface and bulk after exposure to short and long wave UV radiation were investigated [70]. Short wave rather than long wave UV radiation was found to produce toxic phthalates on PVC surface. Epoxidized soybean oil (ESBO) was found to be a good choice in enhancing processing and mechanical properties for PVC rather than DOP. It also acts as heat stabilizer for CB/PVC composites [71]. A reported mechanism for limiting dehydrochlorination of PVC during thermal degradation involves reaction of epoxide group in ESBO with HCl produced [72].
PVC was widely toughened with rubbers especially poly (butadiene-co-acrylonitril) (NBR) [73] or other elastomers [74]. Different mechanical properties including hardness, resilience and elongation% are improved upon vulcanization [75]. Variation of particle size, specific surface area, structure (low or high), surface activity and loading % of CB besides intrinsic elasticity/viscosity of the rubber in use are main influencers that allow tailoring the required tire properties. Composites of natural rubber, high styrene rubber, nitrile blended PVC (NPVC) and CBs with different classes (ISAF, SAF and SRF) were prepared for heavy duty tire application [76]. It was found that ISAF CB with high surface area and comparative low void volume is optimum filler with regard to curing time, andrate and mechanical properties. In addition, using 20% NPVC shows maximum tear and abrasion resistance against almost all types of rocks and low heat generation upon friction. However, dispersion of small particle sized fillers for good reinforcement is essential but elusive. In this framework, aluminum hydroxide was added to CB/NBR/PVC composites [77]. It was found that it facilitates mixing of CB into NBR/PVC and accelerates vulcanization process.
Swelling, of course, adversely affects mechanical properties of vulcanizates when come in contact with solvents. It was found that increasing the ratio of PVC in CB/PVC/NBR nanocomposites up to 30–40 phr diminishes penetration rate and diffusion coefficient of kerosene that are responsible for enhancement of swelling properties [78]. Swelling resistance of CB/PVC composites was also enhanced by incorporation COOH- functionalized graphene nanoplatelets (GNP) in minute amounts (3–9 phr) [79]. The new CB/PVC/GNP nanocomposites exhibit excellent mechanical performance. Another study found that halloysite nanotube has also beneficial impact on mechanical properties of CB/PVC composite and swelling characteristics [80]. Moreover, mica was reported as a complementary filler with CB for reinforcing NBR/PVC [81] for rubber-based vibration dampers. Increasing the ratio of mica to CB shows decreased swelling and better toughness, elongation and vibration damping at various temperatures.
Recently, in an attempt to replace the necessary CB filler in PVC/NBR, lignin was used as a co-filler. However, the poor compatibility of lignin with rubber is a drawback that would affect mechanical properties of the end product. Metal coordination to different functional groups found in both NBR and lignin opens the door for better compatibility. Wang et al. [82] reported using ZnCl2 for coordination between NBR and lignin through Zn2+. Hybrid composite of lignin/CB/PVC/NBR shows better tensile strength, Young’s modulus and oil swelling but lower elongation at break compared with CB/PVC/NBR.
In addition to resilience, further important property was engaged with toughened PVC; electrical conductance. PVC is insulator by nature but composites with electrical conductance find modern applications in electronic and structural materials. CB with different loading percentages was molded by the facile compression mode with PVC [83]. Threshold concentration of 15 wt.% CB was found to enhance electrical properties as well as tensile characteristics. However, elongation at break and thus ductility and toughness were adversely affected.
Enhanced electrical conductivity and dielectric constant of PVC were observed upon irradiating CB/PVC composites with ion beam as well as with increasing CB concentration [84]. Blends of PVC with poly(ethylene oxide) (PEO) and/or poly(ethylene glycol) diglycidyl ether (PEGDGE) as an electrolyte fits good for application in electronic devices. Incorporating conductive CB (CCB) to both blends enhances electric properties of the final composite film. It was found that PEGDGE acts as a good surface modifier for PVC/PEO/CCB composites thus leads to better distribution of CCB on the surface of films but on the other hand lowers tensile strength and thermal stability [85]. Supri et al. [86] also compared CCB with other conducting fillers namely, poly(aniline) (PAni) and poly(pyrrole) (PPy) for PVC/PEO and PVC/PEO/PEGDGE films. Regarding the intrinsic conductivity of PPy, it shows the best conductivity while CCB was the lowest.
Lately, acrylonitrile butadiene styrene (ABS) was used to ensure good dispersion of CCB nanofiller within PVC matrix [87]. CCB/PVC/ABS nanocomposites with segregated network of CCB show enhanced thermal and electrical conductivity in addition to better toughness.
In the field of electroactive materials, piezoelectric polymers have appealing applications as energy harvesters, actuators, transducer, sensors and others [88,89,90,91]. Regarding the tensoresistivity of PVC filled with CCB, CCB/PVC composite was used as coating material for developing effective sensor enabled geogrids [92]. The study suggests the suitable concentration and structure (high or low) of CCB, mixing method and coating thickness that would affect the tesoresistivity properties. The established geogrids show excellent sensitivity in sensing strain and could be applied in health monitoring of geosynthetic structures. Sensitivity of tensoresistivity response was further tested upon cyclic tensile loading for the effect of two CCB structures (medium and high) [11]. CCB with high structure composites show minor damage and retrievability in contrast with low structure ones.
Comparing electrical conductivity of CB, CFs and graphite (G) in PVC matrix, it was found that CB/PVC exhibits higher conductivity than PVC/CF and G/PVC for 20% by weight [93]. However, further increase in filler loading CF and G composites show higher conductivity. This behavior was attributed to high surface area of CB with regard to CF or G at low loading.
Application of CB/PVC in the field of strain sensors for wearable flexible electronics is promising for the composite high sensitivity. A new study reveals that micro-crack strain sensor on printable CB/PVC composite exhibits high sensitivity due to preserved morphology of the cracks on the composite surface [94]. Additionally, a flexible temperature sensor was fixed on CB/PVC composite with different weight ratios of CB [95]. The sensor with only 6% CB in the composite shows immediate response with supersensitivity for temperatures between 18 and 44 °C making it a good choice for monitoring human body temperature and respiration rate. It is of interest to mention that a percolation threshold of 10% CB in CB/PVC composite was suggested to be effective for application as positive temperature coefficient composite [96].
Nearly, 60% of polymers used in cable and wire insulation constitute PVC [97] for its inherent flameproof character. Historically, Raychem Corporation, California, USA was the first company to induce crosslinking to PVC by radiation chemistry for enhancing chemical, mechanical and thermal properties at low temperatures. In this context, effect of electron beam on CB/PVC composites was reported by Salem et al. [98]. The study reveals that addition of CB to PVC inhibits degradation up to certain limit of irradiation by introducing more physical and chemical crosslinking. Consequently, tensile strength, elongation at break and thermal stability were improved.
After World War II, it was trending to prepare PVC foam for its water resistance and light weight. In addition, easy processing, durability, low water absorption, low corrosion and fire resistance are attractive characteristics that make PVC foam a good candidate for indoor and outdoor applications. Tensile strength and elongation at break were easily improved by using only 1.5% CB (by weight) to prepare soft low density foam CB/PVC nanocomposite [99]. Moreover, CB is used for UV protection. In this regard, synergistic effect of modified CB with polyacrylic acid and polybenzimidazole as UV-stabilizers for PVC were investigated [100]. Such composite protects PVC against 99% of UV waves.
6 Effect of Nanofillers on the Physico-Mechanical Properties
It was decided to investigate a typical NBR/PVC composite with 70 phr carbon black. In order to reduce the use of Carbon black, melt-blending on a twin roll mill was used to develop new hybrid nanocomposites with a fixed content of 55 phr (Parts by weight per hundred of rubber) CB and a varied content of COOH functionalized graphene nano platelets, which were then tested and compared to conventional composites [79]. Zinc oxide (ZnO) nanoparticles are incorporated into a PVC-based nanocomposite using a gel-like technique. At 2.5–10 wt.% ZnO nanoparticles, tetrahydrofuran solvent was used to make nanocomposites [101]. Controlling the percentages of nanofiller addition is essential to avoid agglomerations, brittleness, and cracking induced by the higher nanofiller concentrations. The structure-folding properties, atomic-scale arrangements, matrix–nanofiller interfacial bonding, surface area, and configurations along the complete nanocomposite building blocks can all be influenced by the nanofillers’ concentrations in the PVC matrix. Finally well-dispersion of nanofillers in the PVC matrix can improve thermal stability, hardness, and durability.
7 Conclusion
In this chapter, the history and sustainability of PVC in addition to its structure, additives, polymerization, fusion and processing, formulations, and degradation were discussed in detail. Many PVC polymer nanocomposite materials are considered to be used for industrial applications because of their superior physical and mechanical properties. CFs and CB reinforced PVC composites and nanocomposites were described extensively. Recent researches have been conducted to produce novel PVC/CFs and PVC/CB nanocomposites for plastic applications. To manage the PVC nanocomposites' structure–property relationship, synthesis functions and the addition of nanofillers are critical issues. The physico-mechanical behavior can be altered by suitably spaced CFs or CB nanofillers in nanocomposites. These nanocomposites’ benefits include facility, economic, hardness, and recyclability. Conclusively, the effects of dispersing CFs or CB nanofillers in PVC resins influences physico-mechanical properties of the nanocomposites finding advanced applications in various fields.
8 Future Prospective
Although the use of PVC resins in automotive and plastic industries is decades old and well-studied, today's research focuses on modifying these materials to bring innovative nanocomposites with improved performance and environmental friendliness. As a result, efforts must be made to produce low-cost PVC nanocomposites that will result in safe transportation of organic chlorine materials with sustainability awareness. CFs and CB nanofillers have several advantages over microfillers, such as higher strength-to-weight ratio, less filler percentage in the polymeric resin, improved polymer-nanofiller interfacial interactions, and increased mechanical properties. Long-term adverse environmental considerations of organic–inorganic PVC/CFs and PVC/CB nanocomposites are critical issues for future developments. It's unavoidable to investigate the effects of dispersing different concentrations of CFs and CB nanofillers on the hardness and young's modulus capabilities of the PVC resins. Also, it is inevitable to study the wetting properties and adherence of PVC/CFs and PVC/CB nanocomposites. Efforts should be directed toward achieving 100% sustainable carbonaceous PVC nanocomposites, which would provide a number of benefits, particularly for eco-friendly plastic materials’ applications. The shortcomings of PVC/carbon filler nanocomposite may be overcome in the future, increasing their efficiency and potential for usage in a variety of novel applications. Such multifunctional PVC nanocomposites will be widely available in the near future, saving billions of dollars in annual plastic costs.
References
Ming, Y., Zhou, Z., Hao, T., Nie, Y.: Polymer nanocomposites: role of modified filler content and interfacial interaction on crystallization. Europ. Polym. J. 162, 110894 (2022)
Teijido, R., Ruiz-Rubio, L., Echaide, A.G., Vilas-Vilela, J.L., Lanceros-Mendez, S., Zhang, Q.: State of the art and current trends on layered inorganic-polymer nanocomposite coatings for anticorrosion and multi-functional applications. Prog. Org. Coat. 163, 106684 (2022)
Hassan, A., Akbari, A., Hing, N.K., Ratnam, C.T.: Mechanical and thermal properties of ABS/PVC composites: effect of particles size and surface treatment of ground calcium carbonate. Polym. Plast. Technol. Eng. 51, 473–479 (2012)
Mehwish, N., Kausar, A., Siddiq, M.: Advances in polymer-based nano-structured membranes for water treatment. Polym. Plast. Technol. Eng. 53, 1290–1316 (2014)
Saad, A.L.G., Sayed, W.M., Ahmed, M.G.M., Hassan, A.M.: Preparation and properties of some filled poly (vinyl chloride) compositions. J. Appl. Polym. Sci. 73, 2657–2670 (1999)
Kausar, A., Wajid-Ullah, W., Muhammad, B., Siddiq, M.: Influence of processing technique on physical properties of modified polystyrene/exfoliated graphite nanocomposites. Mater. Manuf. Process. 30, 346–355 (2015)
Shah, R., Kausar, A., Muhammad, B., Shah, S.: Progression from graphene and graphene oxide to high performance polymer-based nanocomposite: a review. Polym. Plast. Technol. Eng. 54, 173–183 (2015)
Selim, M.S., El-Safty, S.A., Shenashen, M.A., Higazy, S.A., Elmarakbi, A.: Progress in biomimetic leverages for marine antifouling using nanocomposite coatings. J. Mater. Chem. B 8, 3701 (2020)
Selim, M.S., Shenashen, M.A., El-Safty, S.A., Sakai, M., Higazy, S.A., Selim, M.M., Isago, H., Elmarakbi, A.: Recent progress in marine foul-release polymeric nanocomposite coatings. Prog. Mater. Sci. 87, 1–32 (2017)
Selim, M.S., Yang, H., El-Safty, S.A., Fatthallah, N.A., Shenashen, M.A., Wang, F.Q., Huang, Y.: Superhydrophobic coating of silicone/β–MnO2 nanorod composite for marine antifouling. Colloid. Surf. A Physicochem. Engin. Asp. 570, 518–530 (2019)
Yazdani, H., Hatami, K., Khosravi, E., Harper, K., Grady, B.P.: Strain-sensitive conductivity of carbon black-filled PVC composites subjected to cyclic loading. Carbon 79, 393–405 (2014)
Mulder, K., Knot, M.: PVC plastic: a history of systems development and entrenchment. Technol. Soc. 23, 265–286 (2001)
Kaufman, M.: The history of PVC, the chemistry and industrial production of polyvinyl chloride. Maclaren and Sons Ltd., London (1969)
Semon, W.L.: Method of Preparing Polyvinyl Halide Products. US Patent, 2188396 (1940)
Endo, K.: Synthesis and structure of poly (vinyl chloride). Prog. Polym. Sci. 27, 40–112 (2002)
Gao, S.Z., Wang, J.S., Gao, X.W.: Modeling and advanced control method of PVC polymerization process. J. Process Contr. 23, 664–681 (2013)
Xie, X.L., Li, R.K.Y., Liu, Q.X., Mai, Y.W.: Structure– property relationships of in-situ PMMA modified nano-sized antimony trioxide filled poly (vinyl chloride) nanocomposites. Polymer 45, 2793–2802 (2004)
Turhan, Y., Dogan, M., Alkan, M.: Poly (vinyl chloride)/ kaolinite nanocomposites: characterization and thermal and optical properties. Ind. Eng. Chem. Res. 49, 1503–1513 (2010)
Everard, M.: PVC: Reaching for Sustainability, pp. 13–21. IOM Communications Ltd., London (2008)
Ertl, J.: Vinyl 2010. Industry re-invented for a sustainable future. In: The Eleventh International PVC Conference, Brighton UK, pp. 19–22 (2011)
Piccardo, M., Provenza, F., Grazioli, E., Anselmi, S., Terlizzi, A., Renzi, M.: Impacts of plastic-made packaging on marine key species: effects following water acidification and ecological implications. J. Mar. Sci. Eng. 9, 432 (2021)
Qin, J., Zeng, S., Wang, X., Lin, C.: Generation of micro(nano)plastics and migration of plastic additives from poly(vinyl chloride) in water under radiation-free ambient conditions. Chemosphere 299, 134399 (2022)
Ranjan, N.: Process capability analysis for fabrication of high elongated PVC polymer using extrusion process. Mater. Tod. Proceed. 48, 1731–1734 (2022)
Yu, B.Y., Lee, A.R., Kwak, S.-Y.: Gelation/fusion behavior of PVC plastisol with a cyclodextrin derivative and an anti-migration plasticizer in flexible PVC. Eur. Polymer J. 48(5), 885–895 (2012)
Khandare, S.D., Chaudhary, D.R., Jha, B.: Marine bacteria-based polyvinyl chloride (PVC) degradation by-products: toxicity analysis on Vigna radiata and edible seaweed Ulva lactuca. Mar. Pollut. Bull. 175, 113366 (2022)
Xie, X.-L., Liu, Q.-X., Li, R. K-Y., Zhou, X.-P., Zhang, Q.-X., Yu, Z.-Z., Mai, Y.-W.: Rheological and mechanical properties of PVC/CaCO3 nanocomposites prepared by in situ polymerization. Polymer 45(19), 6665–6673 (2004)
Spiekermann, R.: New lubricants offer higher efficiency in PVC extrusion. Plast. Addit. Compd. 10(5), 26–31 (2008)
Kwon, C.W., Chang, P.-S.: Influence of alkyl chain length on the action of acetylated monoglycerides as plasticizers for poly (vinyl chloride) food packaging film. Food Packag. Shelf Life 27, 100619 (2021)
GmbH, C.V.A.: Organic based heat stabilizers for rigid PVC. Plast. Addit. Compd. 3(11), 26–30 (2001)
Jia, P., Zhang, M., Hu, L., Zhou, J., Feng, G., Zhou, Y.: Thermal degradation behavior and flame retardant mechanism of poly(vinyl chloride) plasticized with a soybean-oil-based plasticizer containing phosphaphenanthrene groups. Polym. Degrad. Stab. 121, 292–302 (2015)
Burley, J.W., Clifford, P.D.: Extending the use of zinc-containing biocides in PVC. J. Vinyl Addit. Technol. 10(2), 95–98 (2004)
Kazi, M.-K., Eljack, F., Mahdi, E.: Predictive ANN models for varying filler content for cotton fiber/PVC composites based on experimental load displacement curves. Compos. Struct. 254, 112885 (2020)
Aldosari, M.A., Othman, A.A., Alsharaeh, E.H.: Synthesis and characterization of the in situ bulk polymerization of PMMA containing graphene sheets using microwave irradiation. Molecules 18, 3152–3167 (2013)
Swan, J.W.: Manufacture of carbons for incandescent lamps U.S. Patent 322993 A (1885)
Edison, T.A.: Electric lamp. U. S. Patent 223898 A (1880)
Peijs, T., Kirschbaum, R., Lemstra, P.J.: Chapter 5: A critical review of carbon fiber and related products from an industrial perspective. Adv. Indust. Engin. Polym. Res. 5(2), 90–106 (2022)
Endo, M., Kim, Y.A., Hayashi, T., Nishimura, K., Matusita, T., Miyashita, K., Dresselhaus, M.S.: Vapor-grown carbon fibers (VGCFs)—basic properties and their battery applications. Carbon 39(9), 1287–1297 (2001)
Paul, D.R., Robeson, L.M.: Polymer nanotechnology: nanocomposites. Polymer 49(15), 3187–3204 (2008)
Bittmann, E.V.A.: The black gold of lightweight construction, 76–83 (2006)
Nicolais, L., Meo, M., Milella, E.: Composite Materials: A Vision for the Future. Springer Science & Business Media (2011)
Perner, M., Algermissen, S., Keimer, R., Monner, H.P.: Avoiding defects in manufacturing processes: a review for automated CFRP production. Robot. Comput. Integr. Manuf. 38, 82–92 (2016)
Visal, S., Deokar, S.U.: A review paper on properties of carbon fiber. Reinf. Polym. 2(12), 238–243 (2016)
Barros, J.A.O., Fortes, A.S.: Flexural strengthening of concrete beams with CFRP laminates bonded into slits. Cem. Concr. Compos. 27(4), 471–480 (2005)
Schnerch, D., Dawood, M., Rizkalla, S., Sumner, E.: Proposed design guidelines for strengthening of steel bridges with FRP materials. Constr. Build. Mater. 21, 1001–1010 (2007)
Hegde, S., Shenoy, B.S., Chethan, K.N.: Review on carbon fiber reinforced polymer (CFRP) and their mechanical performance. Mater. Tod. Proceed. 19(2), 658–662 (2019)
Oliveux, G., Dandy, L.O., Leeke, G.A.: Current status of recycling of fibre reinforced polymers: review of technologies, reuse and resulting properties. Prog. Mater. Sci. 72, 61–99 (2015)
Overcash, M., Twomey, J., Asmatulu, E., Vozzola, E., Griffing, E.: Thermoset composite recycling—Driving forces, development, and evolution of new opportunities. J. Compos. Mater. 52(8), 1033–1043 (2018)
Watson, A.Y., Valberg, P.A.: Carbon black and soot: two different substances. AIHAJ - American Industrial Hygiene Association 62(2), 218–228 (2001)
Ban, S., Malek, K., Huang, C., Liu, Z.: A molecular model for carbon black primary particles with internal nanoporosity. Carbon 49(10), 3362–3370 (2011)
Khodabakhshi, S., Fulvio, P.F., Andreoli, E.: Carbon black reborn: Structure and chemistry for renewable energy harnessing. Carbon 162, 604–649 (2020)
Yu, J., Xu, J., Li, Z., He, W., Huang, J., Xu, J., Li, G.: Upgrading pyrolytic carbon-blacks (CBp) from end-of-life tires: characteristics and modification methodologies. Front. Environ. Sci. Eng. 14(2), 19 (2020)
Cardona-Uribe, N., Betancur, M., Martínez, J.D.: Towards the chemical upgrading of the recovered carbon black derived from pyrolysis of end-of-life tires. Sustain. Mater. Technol. 28, 00287 (2021)
ASTM D1765-21, Standard Classification System for Carbon Blacks Used in Rubber Products
Pantea, D., Darmstadt, H., Kaliaguine, S., Roy, C.: Electrical conductivity of conductive carbon blacks: influence of surface chemistry and topology. Appl. Surf. Sci. 217, 181–193 (2003)
Schimmelpfennig, S., Glaser, B.: One step forward toward characterization: some important material properties to distinguish biochars. J. Environ. Qual. 41(4), 1001–1013 (2012)
Zhang, R.L., Gao, B., Ma, Q.H., Zhang, J., Cui, H.Z., Liu, L.: Directly grafting oxide onto carbon fiber and the effect on the mechanical properties of carbon fiber composites. Mater. Des. 93, 364–369 (2016)
Ruan, R., Cao, W., Xu, L.: Quantitative characterization of physical structure on carbon fiber surface based on image technique. Mater. Des. 185, 108225 (2020)
Baker, D.A., Gallego, N.C., Baker, F.S.: On the characterization and spinning of an organic purified lignin toward the manufacture of low cost carbon fiber. J. Appl. Polym. Sci. 124, 227–234 (2012)
Baker, D.A., Rials, T.G.: Recent advances in low-cost carbon fiber manufacture from lignin. J. Appl. Polym. Sci. 130(2), 713–728 (2013)
Kutz, M.: Applied plastics engineering handbook: processing and materials. In: Carroll, W.F., Johnson, R.W., Moore, S.S., Paradis, R.A. (eds.) Poly (Vinyl Chloride), pp. 61–76. William Andrew Inc., Waltham (2011)
Ke, W.X., Wang, L.: Status quo and trend of CPVC. Plast. Manuf. 4, 80–84 (2010)
Merah, N.: Natural weathering effects on some properties of CPVC pipe material. J. Mater. Process. Technol. 191, 198–201 (2007)
Kim, J., Lee, J., Jo, C., Kang, C.: Development of low cost carbon fibers based on chlorinated polyvinyl chloride (CPVC) for automotive applications. Mater. Des. 204, 109682 (2021)
Rathy, I., Kuki, A., Borda, J., Deak, G., Zsuga, M., Marossy, K., Keki, S.: Preparation and characterization of poly(vinyl chloride)–continuous carbon fiber composites. J. Appl. Polym. Sci. 124, 190–194 (2012)
Kiani, M., Parvaneh, V., Abbasi, M., Dadrasi, A.: Fabrication and investigation of the mechanical properties of PVC/carbon fiber/graphene nanocomposite pipes for oil and gas applications. J. Thermoplast. Compos. Mater. (2020)
Yao, S.-S., Jin, F.-L., Rhee, K.Y., Hui, D., Park, S.-J.: Recent advances in carbon-fiber-reinforced thermoplastic composites: a review. Compos. Part B Eng. 142, 241–250 (2018)
Nagura, A., Okamoto, K., Itoh, K., Imai, Y., Shimamoto, D., Hotta, Y.: The Ni-plated carbon fiber as a tracer for observation of the fiber orientation in the carbon fiber reinforced plastic with X-ray CT. Compos. Part B 76, 38–43 (2015)
Shin, H.K., Park, M., Kim, H.Y., Park, S.J.: An overview of new oxidation methods for polyacrylonitrile-based carbon fibers. Carbon Lett. 16, 11–18 (2015)
Stephen, R., Thomas, S.: Nanocomposites: state of the art, new challenges and opportunities. In: Thomas, S. (ed.) Rubber nanocomposites: preparation, properties, and applications, pp. 1–19. John Wiley & Sons (2010)
Hankett, J.M., Collin, W.R., Chen, Z.: Molecular structural changes of plasticized PVC after UV light exposure. J. Phys. Chem. B 117, 16336–16344 (2013)
Nguyen, T.D., Nguyen, C.T., Tran, V.T.T., Nguyen, G.V., Le, H.V., Tran, L.D., Bach, G.L., Thai, H.: Enhancement of the thermomechanical properties of a fly ash- and carbon black-filled polyvinyl chloride composite by using epoxidized soybean oil as a secondary bioplasticizer. Inter. J. Polym. Sci. 2018, 8428736 (2018)
Bouchareb, B., Benaniba, M.T.: Effects of epoxidized sunflower oil on the mechanical and dynamical analysis of the plasticized poly(vinyl chloride). J. Appl. Polym. Sci. 107(6), 3442–3450 (2008)
Kulich, D.M., Kelley, P.D., Pace, J.E.: Encyclopedia of Polymer Science and Technology, vol. 1, p. 338. New York, Wiley (1985)
Mori, K., Nakamura, Y.: Modification of poly(vinyl chloride). XXIX. Cross linking of poly(vinyl chloride) with 2-dibutylamino-4,6-dithiol-s-triazine and MGO. J. Polym. Sci. Polym. Chem. Ed. 16, 1981–1990 (1978)
Hafezi, M., Nouri Khorasani, S., Ziaei, F., Azim, H.R.: Comparison of physicomechanical properties of NBR–PVC blend cured by sulfur and electron beam. J. Elastom. Plast. 39(2), 151–163 (2007)
Pal, K., Rajasekar, R., Kang, D.J., Zhang, Z.X., Pal, S.K., Kim, J.K., Das, C.K.: Effect of fillers and nitrile blended PVC on natural rubber/high styrene rubber with nanosilica blends: morphology and wear. Mater. Des. 31, 25–34 (2010)
da Cunha Lapa, V.L., Visconte, L.L.Y., de Sena Affonso, J.E., Nunes, R.C.R.: Aluminum hydroxide and carbon black filled NBR/PVC composites—vulcanization and processability studies. Polym. Test. 21, 443–447 (2002)
Abu-Abdeen, M., Elamer, I.: Mechanical and swelling properties of thermoplastic elastomer blends. Mater. Des. 31, 808–815 (2010)
Subramanian, N., Senthilvel, K., Prabu, B.: Studies on the morphology and physico-mechanical properties of NBR/PVC hybrid nanocomposites. Mater. Tod. Proc. 38(5), 2810–2816 (2021)
Prabu, B., Senthilvel, K.: Studies on the mechanical properties of carbon black-halloysite nanotube hybrid fillers in nitrile/PVC nanocomposites for oil seal applications. Inter. J. Sci. Res. Phys. Appl. Sci. 6(4), 63–68 (2018)
Nugay, N., Erman, B.: Property optimization in nitrile rubber composites via hybrid filler systems. J. Appl. Polym. Sci. 79, 366–374 (2001)
Wang, H., Liu, W., Tu, Z., Huang, J., Qiu, X.: Lignin-reinforced nitrile rubber/poly(vinyl chloride) composites via metal coordination interactions. Ind. Eng. Chem. Res. 58, 23114–23123 (2019)
Islam, I., Sultana, S., Ray, S.K., Nur, H.P., Hossain, M.T., Ajmotgir, W.M.: Electrical and tensile properties of carbon black reinforced polyvinyl chloride conductive composites. J. Carbon Res. 4, 15 (2018)
Singh, D., Singh, N.L., Qureshi, A., Gavade, C., Avasthi, D.K., Gulluoglu, A.N., Phase, D.M.: Electrical and thermal studies on the polyvinylchloride/carbon black composites induced by high energy ion beam. Integr. Ferroelectr. 117(1), 85–96 (2020)
Ghani, S.A., Din, S.H.M., Tan, S.J.: Characterizations and electrical conductivity of (poly[vinyl chloride])/(poly[ethylene oxide]) conductive films: the effect of carbon black loading and poly(ethylene glycol) diglycidyl ether. J. Vinyl Addit. Technol. 24(2), 139–146 (2018)
Supri, A.G., Hajar, M.D.S., Hanif, M.P.M.: Effect of type of conductive fillers and poly (ethylene glycol) diglycidyl ether on the electrical conductivity and morphology properties of poly (vinyl chloride)/poly (ethylene oxide) conductive films. Polym. Bull. 73, 2831–2841 (2016)
Wang, L., Xiao, W., Zhang, Z., Xu, B., Liang, J., Cao, X., Zhao, S., Cui, J., Gao, A., Zhang, G., Yan, Y.: Facile preparation of high-performance and multifunctional PVC-based nanocomposites with segregated structure achieved by volume repulsion and toughening effects of ABS. Eur. Polym. J. 161, 110867 (2021)
Mishra, H.K., Sengupta, D., Babu, A., Pirzada, B.M., Sarkar, R., Naidu, B.S., Kundu, T.K., Mandal, D.: PVDF/Ag2CO3 nanocomposites for efficient dye degradation and flexible piezoelectric mechanical energy harvester. Sustain. Energy Fuels 6, 1625–1640 (2022)
Smith, M., Kar-Narayan, S.: Piezoelectric polymers: theory, challenges and opportunities. Int. Mater. Rev. 67(1), 65–88 (2022)
Pervin, S.-A., Sathiyanathan, P., Prabu, A.A., Kim, K.J.: Piezoelectric sensor based on electrospun poly(vinylidenefluoride)/sulfonated poly(1,4-phenylene sulfide) blendnonwoven fiber mat. J. Appl. Polym. Sci. 139, 52112 (2022)
Mishra, S., Unnikrishnan, L., Nayak, S.K., Mohanty, S.: Advances in piezoelectric polymer composites for energy harvesting applications: a systematic review. Macromol. Mater. Eng. 304, 1800463 (2019)
Hatami, K., Hassanikhah, A., Yazdani, H., Grady, B.P.: Tensoresistive PVC coating for sensor-enabled geogrids. J. Nanomech. Micromech. 4(4), A4013016 (2014)
Abed Al ameer, N.A., Jameel, W.W., Hassan, N.S.: Studying the electrical conductivity of different carbon fillers reinforced polyvinyl chloride composite materials. Nahrain University, College of Engineering J. (NUCEJ) 16(2), 260–268 (2014)
Xiao, Y., Jiang, S., Li, Y., Zhang, W.: Highly sensitive printed crack-enhanced strain sensor as dual-directional bending detector. Smart Mater. Struct. 29, 045023 (2020)
Xiao, Y., Jiang, S., Li, Y., Zhang, W.: Screen-printed flexible negative temperature coefficient temperature sensor based on polyvinyl chloride/carbon black composites. Smart Mater. Struct. 30, 025035 (2021)
Li, J.: Negative temperature coefficient of PVC filled with carbon black. Adv. Mater. Res. 301–303, 1128–1132 (2011)
Yanga, H., Fua, Q., Cheng, X., Yuen, R.K.K., Zhang, H.: Investigation of the flammability of different cables using pyrolysis combustion flow calorimeter. Procedia Eng. 62, 778–785 (2013)
Salem, E.F., Mostafa, N., Hassan, M.M., Mohsen, M.: Effects Induced by gamma irradiation on free-volumes, mechanical, and thermal properties of flame- and non-flame-retardant polyvinylchloride. J. Appl. Polym. Sci. 113, 199–206 (2009)
Liu, X., Xing, H., Zhao, L., Wang, D.: Studies on the mechanical properties of foam CB-PVC composite. Adv. Mater. Res. 681, 256–259 (2013)
Jina, D., Xu, S.: The effects of polybenzimidazole and polyacrylic acid modified carbon black on the anti-UV-weathering and thermal properties of polyvinyl chloride composites. Compos. Sci. Technol. 167, 388–395 (2018)
Al Naim, A., Alnaim, N., Ibrahim, S.S., Metwally, S.M.: Effect of gamma irradiation on the mechanical properties of PVC/ZnO polymer nanocomposite. J. Rad. Res. Appl. Sci. 10(3), 165–171 (2017)
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Selim, M.S., Zaki, E.G., Elsaeed, S.M., El-Ghazawy, R.A. (2024). Carbon Fiber and Carbon Black Reinforced PVC Composites and Nanocomposites. In: H, A., Sabu, T. (eds) Poly(Vinyl Chloride) Based Composites and Nanocomposites. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-031-45375-5_6
Download citation
DOI: https://doi.org/10.1007/978-3-031-45375-5_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-45374-8
Online ISBN: 978-3-031-45375-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)