
Abstract
This chapter reviews what has been accomplished in metal bio-extraction from so many secondary sources. In some cases, tailings were generated during processing of primary and weathered ores. It has been demonstrated that the use of native microorganisms, naturally present in drainages from mines where sulphide minerals are present, is very attractive in several locations, especially when it comes to the processing of ores with low levels of metals of interest as well as the tailings generated in these processes. In addition, several studies show the possibility of using the mineral substrates remaining in the rocks after such bio-extraction processes, for crops. This is a natural fertilization technique which uses such mineral substrates for augmenting the necessary nutrients for food production, in soils depleted by weathering/leaching or by the inappropriate and intensive use of chemical fertilizers, without affecting the balance of the environment. Following this line of research, there is also a need for technology to recover elements from electronic scraps, bearing in mind that some of them are also used as micronutrients for human beings, especially given the short lifespan of modern electronic equipment. Latterly, electronic waste can encompass dozens of different elements such as base metals, precious metals, rare earth and several heavy metals. Several processes have been used for extracting/recycling those metals. Bearing this in mind, the biotechnological approach plays a pivotal role as a very attractive and cost-effective way for processing such wastes and so many others being dumped in the environment, as natural resources are available in the environment and can be used without much expenses as it is the case of so many microorganisms.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Since antiquity, man has been using minerals in the most varied activities. However, more recently, the relentless pursuit for improving the quality of life has contributed a great deal for the technological development of industrial sectors related to mining and metallurgy for producing metallic devices, imposing a progressive demand for the most different types of metals.
According to Luz A. B. et al., “Mineral, or mineral substance, is any inorganic body with defined chemical composition and physical properties, found in the earth's crust. Likewise, ore is the term used to define any rock made up of a mineral or aggregate of minerals containing one or more valuable elements, which can be used economically. The mineral or group of minerals not used in an ore is called gangue”.
Considering the processes of formation and transformation that the deposits go through, minerals are classified as primary, secondary and weathered (i.e., the so-called oxidized ore). Figure 1 illustrates, for instance, the transformations likely to occur at the various levels of a copper deposit.

Source Adapted from Domic (2001)
Typical scheme of a copper deposit with a surface subjected to weather and oxidation phenomena.
Primary ores of various metals are deposited at great depths. These ores are igneous in origin and consist of sulphide minerals with different characteristics, some more refractory, for example, in the case of copper, chalcopyrite (CuFeS2), and others less refractory, such as covellite (CuS) and calcosine (Cu2S). In some deposits, these copper minerals are accompanied by other sulphide minerals, such as pyrite (FeS2) and molybdenite (MoS2) (Luz, 2004). Secondary copper minerals, such as calcosine (Cu2S) and bornite (Cu5FeS4), result from oxidative changes that naturally occur in primary minerals.
Finally, one can mention the weathered copper minerals resulting from physical and chemical changes in rocks, which involve fragmentation and decomposition of primary minerals due to various chemical reactions: oxidation, hydration, dissolution, hydrolysis, etc. Among the copper weathered minerals are cuprite (Cu2O), malachite (CuCO3.Cu(OH)2, azurite (2CuCO3.Cu(OH)2), chrysocolla (CuSiO3.2H2O) and brochantite (Cu4SO4 (OH)6 (Domic, 2001).
1.1 Extraction of Metals Out of Weathered Ores/Tailings
According to Domic (2001), some oxidized minerals are quite soluble in acid solution as they do not require an oxidizing agent for their leaching, which is carried out by simple contact with such minerals to release the metals into the aqueous phase (Bingol et al., 2004; Kokes et al., 2014).
The leaching processes are classified into two major groups: static mineral bed and agitated system. The first includes in situ leaching, in heaps (i.e., tailings or ores) or in static tanks (vat leaching). The second group comprises leaching in agitated tanks (open or under pressure) (Brierley, 2008; Lima, 2004; Watling, 2006).
For extracting copper from weathered ore, a static bed (i.e., heap leaching) is used, since the costs of implementation and operation are lower than the costs involved in leaching processes in agitated tanks (Carreteiro, 2010). Figure 2 presents a schematic drawing of a process for heap leaching copper weathered ores. Fundamentally, this technology consists of the deposition of large quantities of ore on a waterproofed base, raising a heap, shaped like a pyramid trunk, the surface of which is irrigated with an acidic solution (i.e., sulphuric acid solution).

Source Vilca (2013)
Typical leaching operation of a heap of copper weathered ore.
The initial heap leaching stage of weathered copper ore consists of a crushing operation to reduce particle size. Both the coarse particles as well as the fines, generated during the crushing operation, are agglomerated and used to raise the heap. This newly constructed mineral bed undergoes an acid curing period prior to finally starting the leaching process.
The beginning of the acid leaching process occurs by irrigating the top of the heap with the diluted sulphuric acid solution that permeates the mineral bed generating the copper pregnant leaching solution—PLS. Sulphuric acid promotes the dissolution of weathered copper minerals, as shown in equations in Table 1.
This leaching process is not 100% efficient due to many problems that occur during the heap operation. One of them is the bed compacting, as the leaching process goes on, caused by the solubilisation of different mineralogical species by using sulphuric acid solution, as previously mentioned. Consequently, percolation of the leaching solution is restricted, and it may accumulate at the top of the heap and run down the sides causing erosion of the slope.
In the case of bioleaching of sulphide mineral-bearing ores or tailings, the heap of such materials also may become clogged when the mineral bed compacts. In this case, not only is leach solution percolation interrupted, but air supply is also restricted. As above, this compaction of the mineral bed occurs mainly due to the dissolution of mineralogical species.
Other factors that can influence the clogging of the mineral bed are seismic shocks (at least 3.0 degrees on the Richter scale) and even the movement of trucks during mining operations. These vehicles, due to their robustness, can cause to some extent tremors with sufficient intensities for compaction of mineral beds. One way to solve this problem, while dealing, in particular, with the aforementioned weathered ore tailings, is to turn it over adding elemental sulphur by using proper equipment and machinery, which have high operating cost considering the large volume of such wastes that constitutes the heap. On the other hand, another way of resuming the bio-extractive process consists of adding a layer of elemental sulphur, from a mechanical suspension of fine particles of hydrophilized sulphur in medium containing microorganisms capable of oxidizing such reduced sulphur source, which during its bio-oxidative process produces sulphuric acid allowing for continued extraction of copper still remaining in the heap. Figure 3 shows, schematically, the different ways of using elemental sulphur for processing such tailings.

Source The authors—De Oliviera et al
Different ways of using elemental sulphur for processing weathered ore tailings.
The potential advantages of generating sulphuric acid from sulphur bio-oxidation in heaps include (1) irrigating sulphuric acid only to the upper part of the heap is depleted as leach solutions percolate the copper ore heaps, (2) addition of big volume of sulphuric acid to a heap may destabilizing the heap, (3) heat is produced from bio-oxidation of sulphur, (4) the sulphuric acid will be less consumed if it is generated and consumed locally at reactive mineral sites and (5) transportation, storage and use of elemental sulphur are safer than sulphuric acid (de Oliviera et al., 2014).
Figures 4 and 5, as follows, show, respectively, the flow diagram with all unit operations and processes for treating such tailings followed by an schematically way on how to deal with such tailings bearing in mind the directives of circular economy.

Source The authors
Flow diagram on how to processing weathered ore tailings.

Source The authors
Bio-extraction of metal values out of tailings under the concepts of circular economy.
Analysing Fig. 4, the mineral processing operations (i.e., crushing, grinding, sampling, etc.) are used so as to prepare the tailing before starting the bioleaching process. Once this mineral substrate is ready, a mechanical suspension of elemental sulphur fine particles bearing microorganisms are mixed with such tailing, in an agglomeration operation, before starting the bioleaching of elemental sulphur for in situ generating sulphuric acid to dissolve the oxidized minerals, as show in reaction 10. According to this reaction 1, ton of elemental sulphur around 3 tons of sulphuric acid are produced.
The aqueous phase, out of such leaching process, goes for precipitating iron species as goethite (α-FeOOH) before the copper electrowinning. On the other hand, the solid phase remaining, and free of copper, might be used for soil amendment.
Figure 5 shows, in a generalized way, on how to deal with mining wastes under the directives of circular economy.
Just considering the use of the solid phase after the bioleaching process, we can mention that the vast majority of Brazilian tropical soils are oxisoils that, although with good physical characteristics, present, in almost generalized form, inadequate chemical characteristics, such as high acidity, high levels of exchangeable aluminium and deficiency of nutrients, especially calcium, potassium, magnesium and phosphorus. Soils of this nature, once chemically corrected, have great agricultural potential, enabling improvements in plant nutrition, resulting in good productivity. Thus, several products and methods are used in order to replace nutrients, such as the use of mineral substrates in agriculture, especially basic and ultrabasic rocks, which, in addition to correcting soil acidity, contribute to the replacement of nutrients. This technique called rocks for crops or remineralization of the soil is summed up in the addition of rock dust to the soil, which due to chemical and biological weathering, mediated by the natural local flora, in which water has a solvent role, decomposes the rock dust slowly, thus nutrients are gradually released. In this context, there is the sector of ornamental rocks (i.e., granites, marbles, limestones, slates, quartzite, soapstone, among others), which generates more than 70% of residues from mining to beneficiation, and can be a source of natural fertilizers and soil amendments.
1.2 Bio-extraction of Metals Out of Primary Ores/tailings
In fact, the oxidation of sulphide minerals takes place in the mines and, for a long while, it was defined as just a chemical phenomenon, as the result of the chemical oxidation reactions brought about water and atmospheric oxygen (Pradhan et al., 2008). Pyrite (FeS2), often found associated with other sulphide minerals, can be oxidized with the generation of ferric sulphate in aerated drainage water, according to Eqs. 11 and 12.
Equation 12 shows the generation of ferric sulphate, which is an efficient leaching/oxidizing specie, capable of mediating the dissolution of sulphides minerals, such as chalcopyrite (CuFeS2) and pyrite (FeS2), returning to the ferrous state, as shown in Eq. 13 (Yahya and Johnson 2002).
However, the reactions shown in Eqs. 11 and 12 occur very slowly in the absence of a catalyst (Hebert, 1999), as the ferrous ion is stable in an acidic medium. Therefore, the oxidation mediated by the ferric ion (Eq. 13) is also slow. Thus, for a significant amount of ferric ions to be generated naturally during the heap leaching process it takes a long while.
After discovering bacteria capable of oxidizing inorganic compounds containing iron and/or sulphur redefined the concept of natural leaching of sulphide minerals as a primarily microbiological process, as the rate of oxidation of various sulphide minerals is significantly accelerated in the presence of those microorganisms. According to Hebert (1999), the reaction catalysed by Acidithiobacillus ferrooxidans can be very much faster than by a purely chemical oxidative reaction (i.e., abiotic medium).
Due to the ferric ion formation reaction, as ferric sulphate (Eq. 12), it was believed that bioleaching was an indirect oxidizing process. However, some studies suggest that there is a direct interaction between the microorganism and the sulphide minerals free for such reaction (Crundwell, 2003; Ghauri et al., 2007; Harneit et al., 2006). The microorganisms sticking to the sulphide mineral can also be mediated by extracellular polymeric substances (EPS), which are generated by some microorganisms during the leaching process, such as At. thiooxidans (Hugues et al., 2008).
In general terms, according to Crundwell (2003), three types of mechanisms can occur in a bioleaching system, which are schematically represented in Fig. 6. They are direct contact, indirect contact and indirect mechanisms.

Source The authors
Microorganism/mineral substrate interaction mechanisms proposed for the bioleaching of sulphide minerals.
In the direct contact mechanism, the cell interacts with the surface of the sulphide minerals, followed by an enzymatic attack on the mineral components that may be oxidized, such as Fe2+ (Fig. 6a). In this mechanism, the microorganism extracts electrons directly from the mineral, which, after passing through subsequent biochemical reactions, are transferred to oxygen (i.e., final electron acceptor). The mechanism of direct contact can be described by Eq. 14, for instance, for the oxidation of chalcopyrite.
The finding of microbial origin EPS contributed to explain the microorganisms’ interaction mechanisms with the sulphide minerals (Fig. 6b). Rodrigués et al. (2003) showed that the release of exopolymeric material is of paramount importance for microbial adhesion, followed by sulphide dissolution, since the complexed iron to the EPS promotes a positive charge to the cell, stablishing an electrostatic attraction between the microbial cell and the negatively charged surface of some sulphide minerals (Sand at. al., 2006). The interaction of microorganism with sulphide minerals, brought about by the EPS, is called the indirect contact mechanism (Crundwell, 2003; Watling, 2006).
In the other mechanism, called the indirect mechanism (Fig. 6C), the sulphide minerals are directly oxidized by ferric ions (Fe3+) in solution (Crundwell, 2003; Watling, 2006).
As the result of the sulphide minerals chemical oxidation, the ferric ion (Fe3+) is reduced to ferrous ion (Fe2+), which are further re-oxidized to ferric ions mediated by the microorganisms (Eq. 12).
Furthermore, when elemental sulphur is generated (Eq. 15), the oxidative action of the microorganism is important (Eq. 10), so as to avoid the elemental sulphur to be deposited on the sulphide minerals surface, a consequent barrier for the oxidant agent diffusion to mineral surface, which would prevent the sulphide minerals oxidation to carry on (Eq. 14).
The metals extraction from sulphide minerals requires the dissolution of these minerals via an oxidative process. The bioleaching, in particular, serves to properly dissolve such minerals by using the natural occurring microorganisms. In the case of running the bioleaching of sulphide minerals bearing ores or tailings the heap of such materials ends up being clogged, as this process goes on, as mentioned for the leaching of weathered ores/tailings, due to the mineral bed packaging obstructing the up-flow of oxygen and carbon dioxide bearing air at the base of that heap or due to the restriction of the leaching solution percolation through such mineral beds, during the bio-extractive process, a fact that leads to the accumulation of this solution at the top of the heap with consequent erosion in the ends of it, which means the interruption of the leaching process. The mineral bed accommodates, in particular due to the dissolution of soluble mineralogical species in sulphuric acid solution bearing microorganisms, causing a rearrangement of the mineral bed making it difficult for the leachate to percolate.
1.3 Extraction of Metals from Electrical-Electronic Waste
Reusing and recirculating products and materials are the basic concept of circular economy (CE). The CE is a new proposal approach resulting in positive impacts such as reduced demand for raw materials, reduced consumption of basic resources, and job creation, as well as preventing negative impacts from the exploitation and processing of natural resources. Mining is notorious for its potential environmental impact, but the mining waste can be treated to recover still valuable material remaining on it, through recycling techniques, which can be practised through urban mining of industrial and post-consumer waste categories (i.e., in the circular economy). Urban mining offers a cost-effective alternative to managing electrical and electronic equipment waste (e-waste) and, at the same time, as a sustainable way to exploit mineral resources, reduces primary material intake and stimulates the circularity in the supply chain.
Waste electrical-electronic equipment, includes end-of-life household appliances such as refrigerators, washing machine, air conditioners and IT equipment including computers, mobile phones and portable electronic devices. WEEE is a mixture of metallic elements, such as Cu, Fe, Al, Pb, Sn, Ni, Cd, Be, Pd, Ag and Au, different types of plastics and ceramics (Tuncuk et al., 2012). The precious metals, in particular, are of paramount importance in the manufacture of electronic appliances due to their high chemical stability and conducting properties. The metal content is around 30% in the PCB (i.e., printed circuit boards) of WEEE (Das et al., 2009). The technologies available for recovering metals from PCB include physical (Cui & Forssberg, 2003), pyrometallurgical (Cui & Zhang, 2008), hydrometallurgical (Tuncuk et al., 2012), and biohydrometallurgical (Liang et al., 2010) processes.
The ever increasing quantities of precious metals and rare earths are required for manufacturing electronic devices—just considering the huge numbers of mobile phones and computers needed now and in future. As an example of such problem, roughly one gram of gold is necessary to manufacture 40 mobile phones (Basel Convention). To get this amount of gold, around one ton of ore has to be mined and processed. This means expenditures in energy and different chemicals—for devices that last roughly two and a half years. The likely alternative is to recover the raw materials from old devices and use them back into the production of new ones, which is known as “urban mining”. Figure 7, as follows, gives a quick flavour on how the electronic equipment is generated, consumed and further recycled so as to recover the metal content.

Source The authors
Production of electro-electronic devices from different natural resources and their post-consume discharge and recycling under the concepts of circular economy.
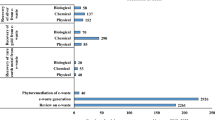
This figure shows the combination of raw materials from different industrial sectors (i.e., mining, oil industry, etc.) in the manufacture of consumables. Once produced, these goods reach obsolescence in a short period of time and are improperly discarded. However, we are dealing with goods that carry metallic elements in their constitution that come from non-renewable resources. In the circular economy, this obsolete equipment can be repaired during maintenance or can be remanufactured, that is, the parts still serviceable can be reused and, finally, recycling can be done, where, properly processed, the metallic parts are duly extracted in their soluble forms for further separation and obtaining pure metals. The precious metals (i.e., gold, silver and palladium), in particular, always used as a thin layer electrodeposited on other metals surface (i.e., copper, nickel, etc.), to grant them anticorrosive characteristics, can be recovered, in the first place, out of those electronic scraps, by an intensive cyanidation followed by the bioleaching process for extracting base metals. In the particular case of gold, it is interesting to mention that in its extraction process, from 1 ton of gold ore, an average of 1.8 g of gold per ton of processed ore is obtained. However, the gold obtained from 1 ton of useless cell phones can range from 50 to 2400 g of gold, as can be observed in Fig. 8 (Daniel E. Sullivan).

Source EnviroLeach.com
Gold extraction from 1 ton of gold ore in comparison with the same extraction from 1 ton of useless cell phones.
1.3.1 Disposal of Electronic Scrap
The final destination of a WEEE is landfill or incineration; however, when electronic waste is disposed of incorrectly, it causes a series of environmental problems, as it can be naturally leached, producing leachate, resulting in the pollution of groundwater and water bodies. In addition, when these residues are burned, it generates toxic gases (i.e., dioxins and furans) as a result of chemical reactions, due to the flame retardants thermal decomposition (Guo et al., 2010; Jie et al., 2008; Kang et al., 2005).
1.3.2 Electronic Scrap Recycling
One of the alternative routes for disposing e-waste is recycling. Cui and Zhang (2008) mentioned that electronic waste recycling is a relevant issue from the waste treatment point of view in the first place and, additionally, due to the recovery of metals with high intrinsic values, such as gold, silver, platinum and palladium. Therefore, this recycling process is known as a way of transforming solid waste, which would be discarded, with changes in its physical, physical–chemical or biological state, in order to assign characteristics to become, again, raw materials or products.
According to Yamani (2012), other factors that emphasize the importance of electronic equipment waste as an alternative source for metal extraction can be highlighted, given the current mining scenario, with the consequent depletion of ores with high contents in the metals of interest. On the other hand, there is an economy related to the recovery process of these metals, since they are in their metallic forms, in addition to the possibility of a reduction in the exploration of primary mineral reserves to meet the progressive increase in demand for the generation of raw material in order to produce new electronic devices.
Figure 9 shows the unit operations and processes for extracting precious and base metals out of electronic scraps, including pyrometallurgical, chemical leaching and bio-extraction of metals.

Source The authors
Proposed unit operations and processes for extracting precious and base metals out of electronic scraps.
1.3.3 Biotechnological Process for Extracting Base Metals Out of Electronic Scraps
This bioleaching process is a very attractive alternative, bearing in mind that it requires low energy consumption and low implementation and operation costs as such. In this metal extraction process, the Acidithiobacillus Ferrooxidans microorganisms are in charge of generating the oxidizing agent (Fe3+), through the Fe2+ ions oxidation being previously added to the reaction system as soluble chemical (FeSO4.7H2O) or as insoluble form (FeS2).
Brandl et al. (2006), Ilyas et al., (2007) demonstrated using acidophilic and thermophilic microorganisms that metals can be recovered from printed circuit boards through bioleaching. This metals dissolution method from electronic scraps is similar to the one dissolving sulphide minerals, such as copper oxidation (Eq. 16) in which Fe3+, released into the system from the oxidizing action of Acidithiobacillus Ferrooxidans bacteria, oxidizes metallic copper to Cu2+. The role of microorganisms is to re-oxidize the Fe2+ into Fe3+, thus establishing a reaction cycle.
The microorganisms in charge of promoting Fe2+ oxidation are acidophilic, chemotrophic (i.e., obtain energy from the oxidation of inorganic compounds), autotrophic (i.e., perform the biosynthesis of all cellular constituents using carbon dioxide (CO2) as the only source of carbon)) and are classified according to the temperature at which they develop, distinguishing into: mesophilic (up to 40 °C), moderate thermophiles (40–55 °C) and extreme thermophiles (55–80 °C) (Schippers, A. 2006).
Therefore, bacterial leaching of electronic scrap occurs through an indirect mechanism. Microorganisms do not come into contact with the metallic substrates, playing a catalytic role, as they generate chemical species that oxidize most of the metals present in electronic scrap. Ferric ions (Fe3+) act as the main oxidizing agent capable of dissolving such metals, such as metallic copper, the main component of said scrap, as shown in Eq. (16). This equation represents the oxidation of metallic copper to cupric ions by ferric ions, previously generated by oxidizing ferrous ions through microorganism A. ferrooxidans, in searching for energy to maintain its metabolic activity. The ferrous ions resulting from this oxidative process are simultaneously re-oxidized to the ferric ions, thus establishing an oxidation–reduction cycle of the iron ions. Thus, the potential for such oxidation reaction to occur is positive (+0.426 V vs. SHE), which means that such process is spontaneous. Taking into consideration the vast number of base metals, and so many others present in such electronic scraps, Table 3 shows, as a function of the potentials of the cells formed by the action of ferric ions with the different metals present, that the dissolution reactions are spontaneous. The higher the potential, the more effective are the oxidation/dissolution reaction.
The aforementioned bio-extraction process can be accomplished in a reaction system, outlined in Fig. 10, where the electronic scraps, previously mechanically fragmented, are put in a perforated rotating drum and further immersed in a MKM culture medium leaching solution bearing nutrients and ferrous sulphate, as energy source, and inoculum of At. ferrooxidans and Leptospirillus ferrooxidans that oxidize Fe2+ to Fe3+. The MKM medium is composed of: 0.4 g.L−1 of ammonium sulphate; 0.4 g.L−1 of magnesium sulphate heptahydrate; 0.04 g.L−1 of dihydrogen potassium phosphate.

Source The authors
Reaction system for running the bio-extraction of base metals from electronic scraps.
1.4 Recycling of Aluminium from Waste of the Supply Water Treatment Plant
The treatment of water for a municipality's consumption consists, firstly, of the reaction of this crude water with an aluminium sulphate solution for clarifying the water removing the suspended solids. After adding such chemical to the supply water one or more chemical reactions can take place, generating voluminous aluminium hydroxide whose composition will depend on the pH of the water. If the water has a pH close to neutrality (i.e., with a methyl orange indicator), the floccules will have a likely composition whose formula is: 5Al2O3.3SO3. However, when the water is sufficiently alkaline, giving a pink coloration with the phenolphthalein indicator, aluminium hydroxide (Al(OH)3) is formed. Should the alkalinity of the water is due to the presence of calcium bicarbonate, the following reaction will occur:
When these flocculating aluminium compounds are formed, the result is a suspension of these compounds in the aqueous phase, which, when at rest, decant, dragging with them all suspended solids. The term “solid in suspension” is applied to heterogeneous material contained in water supply, consisting basically of a sludge bearing clay, silica, debris and products originating from industrial activities.
Figures 11 and 12 show, respectively, a schematic flowchart with all the unit operations and processes used for water treatment and recycling of aluminium in the form of sulphate, and how aluminium is extracted out of the sludge generated in a water treatment plant under the concepts of circular economy. As can be observed, in both figures, the sulphuric acid needed for extracting aluminium can be generated by bio-oxidizing elemental sulphur avoiding the transport and handling concentrate sulphuric acid that, frequently, cause so many accidents.

Source The authors
Unit operations and processes used in water treatment plant

Source The authors
Extraction of aluminium from the sludge of the water treatment plant under the concepts of circular economy
1.5 Bioleaching of Gravity Pyrite Concentrate from a Coal Mine Aiming at Producing Iron-Based Pigments
Coal is a heterogeneous mineral resource from the chemical and physical point of view, consisting basically of carbon and small amounts, by mass, of sulphur, nitrogen and hydrogen. In some countries, the coal produced has high sulphur content, which is the case of the ones produced in Brazilian coal mines. Consequently, during coal combustion, for generating energy, sulphur oxides (SOx) are issued to the atmosphere, being recognized as highly polluting and as acid rain producers. Additionally, coal industries generate large amounts of tailings during the coal processing.
Such tailings contain high iron contents, basically from pyrite (FeS2), which disposed of inadequately generate acid rock drainage (ARD). As an attempt of minimizing the environmental impact some coal mines have been producing pyrite concentrates from coal tailings, aiming at producing chemicals with some added value. One of these is the iron oxide-based pigments.
In view of this scenario, it is necessary to develop procedural routes to promote the dissolution of pyrite in order to obtain a leachate bearing ionic iron species to be further used for producing the aforementioned pigments. The attractive alternative way of dissolving such sulphide mineral is the bioleaching of pyrite concentrate at a low operating cost.
1.5.1 Bioleaching of Pyrite Gravity Concentrate
In the column bioleaching test of pyrite gravity concentrate, a sample of the pyrite concentrate, Fig. 13, from a Brazilian coal mine, was used. The iron content in that sample was analysed as being around 30%, after acid digestion of a representative sample of this concentrate.

Source The authors
Sample of pyrite gravity concentrate from a Brazilian coal mine
The pyrite concentrate bioleaching experiment, on a pilot scale, assembled at CETEM—Centre for Mineral Technology, and run by the authors, was carried out in a column made of fibreglass, 4 m high and a diameter of 0.45 m. This column was duly filled with that concentrate. The liquor from the column had its pH adjusted adding, when necessary, 5 M sulphuric acid solution using a dosing pump, which was pumped back to the top of the column for carrying on with the irrigation operation using a spray nozzle. This leachate, in addition to bearing bacteria and archaea capable of oxidizing iron and sulphur, contained nutrients such as nitrogen (N), phosphorus (P) and potassium (K).
Air was supplied at the base of the column, as sources of oxygen and CO2, whose flow was controlled by rotameters. For the bioleaching process to be established, the availability of dissolved oxygen was essential, which concentration depends on the energetic substrate used and its content. In the case of pyrite, for example, as seen in Eq. 10, four oxygen atoms are needed for each sulphur atom. CO2 was used by microorganisms as a necessary carbon source, together with other nutrients, in the synthesis of cellular material used to originate new cells and, consequently, increase the microbial population in the reaction system.
The heating of the column was provided by an electrical resistance located around the external area of the column, the same happening, when necessary, with the heating of the liquor in the 200 litter tank. All the above-mentioned parameters were integrated in a Programmable Logic Controller (PLC) for their control and monitoring.
Figure 14 shows a photo of the aforementioned pilot plant for bioleaching pyrite concentrate. This unit was composed of a fibreglass column, with the above-mentioned dimensions, whose body was divided into two modules equipped with removable polycarbonate portholes, with a dual purpose: one for viewing the particles of the mineral bed and for removing the column filling material at the end of the bioleaching process. The reaction system used two metering pumps, one for pumping the leachate from the leaching tank to the top of the column. This solution percolated the mineral bed, providing the oxidative process of sulphide minerals, with the consequent generation of iron sulphate, and returned to the leachate tank, in a closed circuit.

Source The authors
Pilot plant for the bioleaching of pyrite gravity concentrate designed and assembled at CETEM—Centre for Mineral Technology/Rio de Janeiro/Brazil.
The other pump served to dispense a 5 M sulphuric acid solution into the leachate tank for pH adjustment in the range of 1.0–2.0. This pump was controlled by the signal generated by a combined Eh–pH electrode located in the head of a pneumatic pump responsible for homogenizing the solution in the leachate tank.
The leachate generated in the bio-oxidative process, containing Fe2+ and Fe3+ ions, was later used in the production of pigment based on iron oxides.
1.5.2 Pigment Production from the Liquor Generated in the Bioleaching of Pyrite Gravity Concentrates
In Brazil, the coal mining has caused some environmental impacts. Currently, one of the most serious environmental problems found in coal mine areas is the acid rock drainage (ARD). The coals from the Brazilian mines have high sulphur contents that can be transformed into ARD by the natural oxidation of their sulphide minerals content, mainly pyrite (FeS2), by the combined action of native microorganisms (endogenous) with water and oxygen. With the objective of minimizing the environmental impact while prospecting coal, some plants have produced pyrite concentrates from coal tailings, aiming at using them in the production of pigments based on iron oxide, which contain attractive added values, which is the case of goethite (α-FeOOH) (Fig. 15).

Source The authors
Schematic drawing of the reaction system for the pigment synthesis.
The direct precipitation requires preliminary ferrous iron oxidation combined with a partial acid neutralization to a specific pH endpoint. Thus, the process is accomplished in a chemical reactor, such the one depicted in Fig. 11, and air, or sulphur dioxide could be used as a chemical oxidant most frequently. The products of the iron removal process strongly depend on the conditions, under which the process has been carried out, such as iron oxides with a crystalline structure (goethite (αFeOOH).
The goethite precipitation proceeds through the following hydrolysis reaction:
The ferric iron concentration in the solution must not exceed 1 g/ L. The process takes place at a higher temperature (80–90 °C) and pH 2–3. Goethite precipitation requires precise monitoring and control between the ferrous iron oxidation (acid consuming process) and ferric iron precipitation (acid generating process) as the net reaction is acid generating:
Products similar to goethite were carried out using a leachate from the bio-assisted dissolution of pyrite (FeS2), out of a gravity concentrate generated during the coal processing. This leachate contained 5.0 g.L−1 of total iron, where 90% of the iron species were in the form of Fe2+ ions. The reaction system used to carry out the synthesis of goethite is composed of a jacketed reactor with a useful capacity of 4 litters, made of refractory glass (borosilicate), equipped with temperature control, variable mechanical agitation, provided by a special impeller, and aeration device within the solution, as seen in Fig. 11. The reactor was properly filled with 3 litters of this leachate, followed by the addition of hydrogen peroxide (H2O2), in a dropwise mode, until a Fe3+/Fe2+ ratio of 0.9 was obtained, under an insufflation of 5 L.min−1 of air and agitation of 1200 rpm. Then, the pH of the reaction system was increased, adding 1 mol.L−1 sodium hydroxide (NaOH) solution up to 3.5. After the addition and formation of the hydrolysed material, stirring and air insufflation were continued at the local room temperature of 25ºC for 72 h. The solids obtained were filtered, washed with deionized water and dried in an oven.
The production of iron oxide-based pigments from acidic coal mine drainage is possible and represents a potentially attractive route. Such drainages contain high concentrations of iron, coming mainly from the bioleaching of pyrite (FeS2) and may have a potential environmental impact in regions where its inadequate release occurs. Depending on how pure such pigment is obtained, it can be used in the ceramic industry, for the production of cosmetics and in the pharmaceutic industries.
Final Remarks
A comprehensive study on the bio-extraction of base metals from its mineral residues, resulting from previous heap leaching processes of the respective weathered or primary ore tailings, has to be done, and it is of paramount importance for the proper definition of the experimental conditions aiming at maximizing the extraction of these remaining metallic values. In the case of copper, in vitro and semi-pilot tests carried out, point to high efficiency with regard to the bio-extractive process of this metal, considering the previous definition of operational conditions for the use of elemental sulphur as raw material in biogenic production of sulphuric acid.
Regarding the extraction of base metals from electro-electronic scraps, it is estimated that they will be fully solubilized via the action of ferric ions, generated by the biological oxidation of ferrous ions added to the reaction system, which are continuously maintained in the leaching solution by the action of the microorganisms used. What can be observed is that the action of ferric ions can be intensified by an improvement in the transport of these ions towards the metallic phases, which was observed using the reaction system depicted in Fig. 10. In addition, the use of microorganisms for recovering metals from WEEE could be an economical alternative in comparison to some other hydrometallurgical and pyrometallurgical processes.
The experimental results obtained so far, regarding the processing of acid drainages generated from coal tailings, illustrate the potential for the synthesis of high purity goethite. However, as mentioned above, the synthesis process needs operational adjustments and procedural parameters to obtain a pigment with adequate crystallinity and free from other metallic impurities, a fact that will add greater economic value as well as more noble applications, such as in the industries of cosmetics and pharmaceuticals.
Regarding the recovery of aluminium from the sludge, generated in the treatment of raw water, the chemical process used aimed at contacting this residue with a sulphuric acid solution, generated in the bio-oxidation of elemental sulphur (i.e., biogenic production of H2SO4) in a separated reactor. It was experimentally demonstrated that the aluminium and iron contained, in their hydroxide forms, were totally solubilized, generating a liquor with its own characteristics to be used in water treatment, a fact that makes such treatment highly sustainable.
The solid waste generated in the processing of that sludge, consisting, basically, of clay, silica and organic matter, can be used in the production of ceramic artefacts, for constructing popular houses. Additionally, it should be noted that the organic matter present will serve as a source of energy in this production process.
Finally, it is worth to emphasize that there are so many other residues, being generated in the chemical and metallurgical industries, which should be consider as potential metal resources taking into consideration the remarkable advancement of processes using natural microorganisms for recycling the contained metallic values.
References
Basel Convention—UNEP. (30 June 2010). Guidance document on the environmentally sound management of used and end-of-life mobile phones.
Bingol, D., & Canbazoglu, M. (2004). Dissolution kinetics of malachite in sulphuric acid. Hydrometallurgy, 72, 159–165.
Brandl, H., & Faramarzi, M. A. (2006). Microbe-metal-interaction for the biotechnological treatment of metal-containing solid waste. China Particuology, 4(2), 93–97.
Brierley, J. A. (2008). A perspective on developments in biohydrometallurgy. Hydrometallurgy, 94, 2–7.
Carretero, E., Sobral, L. G. S., Oliveira, D. M., Souza, C. E. G. (2010). Bioleaching of metal sulphides ores and concentrates. In L. G. S. Sobral, D. M. Oliveira, C. E. G. Souza (Eds.) Biohydrometallurgical processes: A practical approach. CETEM/MCT.
Crundwell, F. K. (2003). How do bacteria interact with minerals? Hydrometallurgy, 71, 75–81.
Cui, J., & Forssberg, E. (2003). Mechanical recycling of waste electrical and electronic equipment: A review. Journal of Hazardous Materials, 99, 243–263.
Cui, J., & Zhang, L. (2008). Metallurgical recovery of metals from electronic waste: A review. Journal of Hazardous Materials, 158, 228–256.
Das, A., Vidyadhar, A., & Mehrotra, S. P. (2009). A novel flowsheet for the recovery of metal values from waste printed circuit board. Resources, Conservation and Recycling, 53, 464–469.
De Oliviera, D. M., Sobral, L. G. S., Olson, G. J., & Olson, S. B. (2014). Acid leaching of a copper ore by sulphur-oxidizing microorganisms. Hydrometallurgy, 147–148, 223–227.
Domic, E. M. (2001). Hidrometalurgia: Fundamentos, procesos y aplicaciones, 1a edição (p. 1000). Andros Impresores.
Ghauri, M. A., Okibe, N., & Johnson, D. B. (2007). Attachment of acidophilic bacteria to solid surfaces: The significance of species and strain variations. Hydrometallurgy, 85, 72–80.
Guo, Q., Yue, X., Wang, M., & Liu, Y. (2010). Pyrolisis of scrap printed circuit board plastic particles in a fluidized bed. Powder Technology, 198, 422–428.
Harneit, K., Göksel, A., Kock, D., Klock, J. H., Gehrke, T., & Sand, W. (2006). Adhesion to metal sulfide surfaces by cells of Acidithiobacillus ferrooxidans Acidithiobacillus Thiooxidans and Leptospirillum Ferrooxidans. Hydrometallurgy, 83, 245–254.
Hebert Jr, R. B. (1999). MiMi—sulfide oxidation in mine waste deposits: A review with enphasin on dysoxic weathering. Department of Geology and Geochemistry, Stockholm University.
Hugues, P., Joulian, C., Spolaore, P., Michel, C., Garrido, F., & Morin, D. (2008). Continuous bioleaching of a pyrite concentrate in stirred reactors: Population. Hydrometallurgy, 94, 34–41.
Ilyas, S., Anwar, M. A., Niazi, S. B., & Ghauri, M. A. (2007). Bioleaching of metals from electronic scrap by moderately thermophilic acidophilic bacteria. Hidrometallurgy, 88(1–4), 180–188.
Jie, G., Ying-Shun, L., & Mai-Xi, L. (2008). Product characterization of waste printed circuit board by pyrolysis. Journal of Analytical and Applied Pyrolysis, 83, 185–189.
Kang, H. Y., & Shoenung, J. M. (2005). Electronic waste recycling: A review of U. S. infrastructure and technology options. Resources Conservation and Recycling, 45, 368–400.
Kokes, H., Morcali, M. H., & Acma, E. (2014). Dissolution of copper and iron from malachite ore and precipitation of copper sulfate pentahydrate by chemical process. Engineering Science and Technology, 17, 39–44.
Liang, G., Mo, Y., & Zhou, Q. (2010). Novel strategies of bioleaching netals from printed circuit boards (pcbs) in mixed cutivation of two acidophiles. Enzyme and Microbial Technology, 47, 322–326.
Lima L. R. P. A. (2004). A mathematical model for isothermal heap and column leaching. Brazilian Journal of Chemical Engineering.
Luz, A. B., Lins, F. A. F. (2004). Introdução ao Tratamento de Minério. In Tratamento de Minérios, 4ª Ed. CETEM/MCT, Cap.1 (pp. 3–14).
Luz, A. B., Sampaio, J. A., França, S. C. A. (2010). Tratamento de minérios, 5ª edição (p. 960).
Pradhan, N., Nathsarma, K. C., Srao, K., Sukla, L. B., & Mishra, B. K. (2008). Heap bioleaching of chalcopyrite: A review. Minerals Engineering, 21, 355–365.
Rodriguez, Y., Ballester, A., Blazquez, M. L., Gonzalez, F., & Munoz, J. A. (2003). New information on the chalcopyrite bioleaching mechanism at low and high temperature. Hydrometallurgy, 71, 47–56.
Sand, W., & Gehrke, T. (2006). Extracellular polymeric substances mediate bioleaching/biocorrosion via interfacial processes involving iron(III) ions and acidophilic bacteria. Research in Microbiology, 157, 49–56.
Schippers, A. (2006). Microorganisms involved in bioleaching and nucleic acid-based molecular methods for their identification and quantification. In E. R. Donati, & W. Sand (Eds.) Microbial processing of metal sulfides. Springer, Cap. 1 (pp. 3–33).
Sullivan, D. E., Recycled cell phones—A treasure trove of valuable metals. USGS—Science for a changing world.
Tuncuk, A., Stazi, V., Akcil, A., Yazici, E. Y., & Deveci, H. (2012). Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Mineral Engineering, 25, 28–37.
Vilca, A. B. (2013). Studies on the curing and leaching kinetics of mixed copper. Thesis submitted in partial fulfillment of the requirements for the degree of master of applied science in the faculty of graduate studies (materials engineering) the University of British Columbia (Vancouver).
Watling, H. R. (2006). The bioleaching of sulphide minerals with emphasis on copper sulphides: A review. Hydrometallurgy, 84, 81–108.
Yamani, L. H. (2012). Recuperação de metais de placas de circuito impresso de computadores obsoletos através de processo biohidrometalúrgico. Tese (Doutorado em Engenharia Metalúrgica e de Materiais)—Universidade de São Paulo (p. 19).
Acknowledgements
The authors are immensely grateful for the outstanding contribution of the microbiologist Dr. Gregory J. Olson for reviewing this chapter.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Sobral, L.G.S., de Aguiar Sobral, L., de Oliveira, A.D.N., Silva, I.G., de Araujo, P.C. (2024). Mineral–Metal Wastes (Bio)/Recycling: Compliance with Circular Economy. In: Panda, S., Mishra, S., Akcil, A., Van Hullebusch, E.D. (eds) Biotechnological Innovations in the Mineral-Metal Industry. Advances in Science, Technology & Innovation. Springer, Cham. https://doi.org/10.1007/978-3-031-43625-3_13
Download citation
DOI: https://doi.org/10.1007/978-3-031-43625-3_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-43624-6
Online ISBN: 978-3-031-43625-3
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)