
Abstract
The study describes the production of pulp and nanocellulose from harvested corn residues (HCR). Organosolvent corn pulp (OCP) was obtained by an environmentally friendly method of delignification of HCR by extraction with a NaOH solution and cooking using a mixture of acetic acid and hydrogen peroxide. It has been established that pre-washing the HCR with hot or cold water reduces the content of K, Fe, P and Mg but does not remove Ca and Si, which a priori indicates the need to carry out the decalcification process of plant material. The SEM data confirmed that under the action of a cooking solution of peracetic acid, there is a partial destruction of HCR fibers with a decrease in their length. FTIR and XRD methods confirmed that during the thermochemical treatment of HCR, the content of residual lignin and amorphous part decreases and the crystallinity of cellulose samples increases. A stable transparent nanocellulose gel was extracted from OCP by acid hydrolysis followed by ultrasonic treatment. Nanosizes of nanocellulose were confirmed by AFM method. Thermographic analysis data also confirm the formation of a dense homogeneous structure between nanocellulose particles in the process of thermochemical treatment and ultrasonic homogenization. Corn nanocellulose had nanocrystalline particles with a cross-sectional size in the range of 3–18 nm, a density of up to 1.2 g/cm3, a tensile strength of up to 22 MPa, a transparency of up to 57% and crystalline index of 74.9%. Corn nanocellulose with such physical and mechanical parameters can be used as a strengthening additive in the production of cardboard, paper and cement products, as a basis for obtaining smart electronics devices.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
With the development of modern life, one cannot ignore the impact of the materials surrounding a person on the environment. Therefore, in recent years, new sources of raw materials and the development of new materials to replace polymers from fossil sources—oil, gas and coal—have been intensively researched. These types of raw materials include cellulose-containing materials, in particular agricultural waste. Cellulose, as the most abundant natural biomass material on earth, has low cost and wide renewability and has degradability and biocompatibility [1]. Cellulose macromolecules have the characteristics of high hydrophilicity and density of hydroxyl groups, which contributes to the modification of functional groups with the formation of new products with unique properties [2, 3]. Nanocellulose (NC) is one of the most promising substances obtained from cellulose-containing raw materials. Nanocellulose is a biodegradable material with high mechanical strength, transparency and chemical resistance, lightweight and low coefficient of thermal expansion. Nanocellulose is widely used in industry to increase the mechanical strength and improve the barrier properties of paper and cardboard, polymer and cement composites, electric batteries and biomedical applications [4,5,6].
For the extraction of nanocellulose, mechanical, chemical and biotechnological methods are used the technological parameters which depend on the type of the original cellulose-containing material and the requirements for the properties of nanocellulose. Mechanical methods are characterized by significant energy consumption [7, 8], the costs which can be reduced by carrying out preliminary enzymatic or chemical treatment cellulose [9]. At the same time, enzymatic treatment of cellulosic material is usually a time-consuming and expensive process [10]. Therefore, a typical method of extracting nanocellulose from cellulose-containing materials is the use of acid hydrolysis. Mineral acids such as sulfuric, hydrochloric, nitric, hydrobromic and phosphoric acids, or their mixtures are used in the hydrolysis process [11].
To obtain nanocellulose, bleached wood pulp and microcrystalline cellulose from cotton are more often used as starting materials, which have a negligible residual content of lignin, hemicelluloses and extractives. In the global pulp industry, the dominant production technologies are sulfate and sulfite methods, which pollute the air and water bodies with harmful toxic sulfur compounds [12]. The use of several classes of organic compounds, alcohols and carboxylic acids, ethers and esters, ketones and amines, makes it possible to replace sulfur-containing cooking liquors and reduce harmful emissions into the atmosphere. For example, acetic acid, due to its relatively low cost, can be considered a potential agent for achieving extensive delignification [13]. The use of hydrogen peroxide in cooking with acetic acid improves the delignification of plant materials and increases the whiteness of the pulp. A mixture of acetic acid and hydrogen peroxide forms peracetic acid, which, as a strong oxidizing agent, is characterized by excellent delignification and bleaching properties [14]. This mixture selectively dissolves lignin and minimally damages cellulose [15]. The peracetic acid cooking process is applicable to both wood and non-wood plant materials and is carried out at a low temperature, which contributes to low energy consumption [16]. Countries with limited forest resources are encouraged to use non-wood plant raw materials, which will help conserve timber stocks and improve the environment. According to the annual volume of fibrous mass, corn stalks (750 million tons) take the first place in the world among cereal crops [17]. It is used as a valuable raw material for the production of bioethanol and solid biofuel, animal feed and raw material for the production of paper and cardboard-paper products [18]. After harvesting corn for grain, a large amount of harvested corn residues (HCR) remains, which is considered as a source of fibers for the production of cellulose and nanocellulose. Therefore, the purpose of this work is to obtain cellulose from harvested corn residues by an ecologically safe method and to extract nanocellulose from it by an acid method with determination of its characteristics.
2 Experimental Details
2.1 Materials and Chemicals
To obtain pulp for extraction nanocellulose, we used harvested corn residues (HCR) from the Sumy region of Ukraine after the 2021 harvest. Harvested corn residues were crushed on a disintegrator and sieved on sieves with holes of 0.25 and 0.5 mm to separate the fibrous part of the HCR from leaves, dust and small parts of raw materials. The HCR fraction remaining on a sieve with holes of 0.5 mm was used to obtain cellulose. The raw materials of these three fractions are stored in a desiccator to maintain constant humidity.
According to TAPPI standards [19], the chemical composition of the HCR was determined, in comparison with the chemical composition of the most common representatives of plant raw materials. The analysis of the chemical composition of HCR and the process of cellulose hydrolysis was carried out using chemically pure substances. Chemicals: sodium hydroxide, glacial acetic acid, hydrogen peroxide, sulfuric acid ethanol were chemically pure, obtained from Khimreaktiv LLC (Ukraine) and used without additional purification. Distilled water was used throughout the experiments.
2.2 Obtaining the Organosolv Corn Cellulose
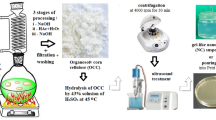
The production of pulp from harvested corn residues was carried out according to the method described in previous publications [20, 21]. The general scheme for obtaining organosolv corn cellulose (OCC) and nanocellulose from HCR is shown in Fig. 1.

General scheme for extraction OCC and NC from HCR
Briefly, the chopped harvested corn residues were placed in a conical flask, where NaOH solution was added at a consumption of 5% of the raw material to remove most of the hemicelluloses and minerals and partially remove lignin from the plant material. The mixture was boiled under reflux on a hot plate with a water bath for 180 min. At the second stage, to remove residual lignin and extractives, organosolv cooking was carried out using a solution of glacial acetic acid and 35% hydrogen peroxide in a volume ratio of 70:30% at a temperature of 97 ± 2 °C for 30–180 min. After the end of the cooking time, the pulp was washed several times with distilled water to ensure complete removal of residual lignin and non-cellulosic components. The obtained organosolv corn cellulose was stored wet in an airtight bag to produce nanocellulose.
2.3 Extraction of the Corn Nanocellulose
Nanocellulose was obtained by hydrolysis of the OCC by using procedures described in [22, 23]. Hydrolysis of the never dried OCC was carried out by solution of sulfuric acid with a concentration of 43%, at the liquid-to-solid ratio 10:1 and at temperature 60 °C for the duration of 60 min for obtaining of nanocellulose. The calculated amount of sulfate acid with the corresponding concentration was slowly added into the flask with the OCC suspension. Upon expiration of the reaction time, the hydrolysis was stopped by tenfold dilution with distilled water and subsequent cooling of the suspension to room temperature. The hydrolyzed nanocellulose was rinsed with distilled water three times through centrifugation at 4000 rev/min and subsequent dialysis until reaching a neutral pH. Ultrasound treatment of corn nanocellulose with concentration 0.6% was performed using ultrasound disintegrator UZDN-A (SELMI, Ukraine) with 22 kHz for 60 min. The nanocellulose suspension was placed in an ice bath to prevent overheating during treatment. A stable transparent nanocellulose gel was extracted from OCC by acid hydrolysis followed by ultrasonic treatment. The NC suspension was poured into Petri dishes and dried at room temperature to obtain the films that were analyzed.
2.4 Methods
The method of scanning electron microscopy (SEM) is used for morphological studies of HCR, obtained OCC and NC films. The research was carried out on a PEM-106I microscope (SELMI, Ukraine) at an accelerating voltage of 20 kV. The samples were sputter-coated with a layer of gold using the sputtering technique.
Fourier transform infrared spectroscopy (FTIR) spectra of the HCR, OCC and NC films were recorded on Tensor 37 Fourier transform infrared spectrometer with 4 cm−1 resolution in the 400–4000 cm−1 frequency range (BRUKER, Germany).
The X-ray diffraction (XRD) was measured for HCR, OCC and NC with an Ultima IV diffractometer (Rigaku, Japan) using Cu Kα radiation at 40 kV and 30 mA. Scattered radiation was detected in the range of 2θ = 5–40° at a scan rate of 5°/min.
The crystallinity index (CrI) of the HCR and their derivatives was calculated from the heights of the peak of the crystalline phase 200 (I200) and the minimum intensity between the peaks 200 and 110, which corresponds to the amorphous phase (Iam,) using Segal’s method [24]:
where I200 is the intensity of the (200) reflection for the crystalline phase at 2θ = 22.5°, and Iam is the intensity of the amorphous phase at 2θ = 18.5°.
Atomic force microscopy (AFM) was used to determine the topography and morphology of corn NC samples. Measurements were accomplished with Si cantilever, operating in a tapping mode on the device Solver Pro M (NT-MDT). The scanning speed and area were 0.6 line/s and 2 × 2 μm2, respectively. The transparency of NC films was determined by electronic absorption spectra, which were recorded at a wavelength of 600 nm on a double-beam spectrophotometer 4802 (UNICO, USA) with a resolution of 1 nm.
Thermogravimetric (TG) and derivative thermogravimetric (DTG) analyses of samples of OCC and NC films were carried out simultaneously by using a Q50 thermal analyzer (TA Instrument, USA) with a resolution of 0.02 μg as a function of temperature. The weight of samples was within 10 mg; the standard substance for calibrating the temperature scale is nickel, crucible material—platinum. Runs were carried out at heating rates 20 °C min−1 from ambient temperature to 700 °C under high-purity nitrogen at a flow rate of 40 ml min−1. Deviations of weight were registered and processed according to a program involving the use of computer technology.
The density of corn nanocellulose films was determined according to ISO 534:1988. The tensile strength of the nanocellulose films was measured at a controlled temperature (23 ± 1 °C) and humidity (50 ± 2%) according to ISO 527-1. Tension tests were performed at a crosshead speed of 0.5 mm/min on the TIRAtest-2151 (Germany) instrument equipment with a 2-N load stress. For testing, test strips with 10 ± 2 mm width and 25 ± 5 mm long were used. The tensile strength of the NC films was calculated on five test pieces, expressing the results as an average and standard deviation.
3 Results and Discussion
3.1 Cooking Corn Pulp
The chemical composition of the main components of HCR in comparison with representatives of coniferous and deciduous wood is given in Table 1. As can be seen from the above data, with approximately the same content of the main component of plant raw materials—cellulose, HCR contains less lignin and resin, fats, waxes (RFW) and more minerals and substances extracted with hot water and 1% alkali solution.
The chemical composition of mineral substances in the initial HCR and HCR after sieving and washing with cold and hot water is given in Table 2.
The data in Table 2 indicate that sieving is an effective way of cleaning the HCR from the remains of sand, dust and the main components that give a high content of the mineral component—Ca and Si. At the same time, washing with water reduces the content of such components as K, Fe, P and Mg but does not remove Ca and Si components from HCR. Such a chemical composition of HCR a priori indicates the need to pay attention to both the process of delignification and decriminalization of this plant material.
Therefore, after processing plant raw materials at the first stage with a 5% alkali solution, a corn pulp was obtained with a yield of 58.9%, with a residual content of lignin of 2.97% and mineral substances of 2.6%. The alkaline treatment naturally extracts readily soluble polysaccharides (hemicelluloses) and extractives (resins, fats, waxes, minerals) from plant raw materials and insignificantly lignin, the content which remains at the level of the initial hemp fibers. The dependence of the yield of corn pulp on the duration of peracetic cooking is shown in Fig. 2.

Dependence of the yield of corn pulp on the duration of cooking: 1—relative to the raw material; 2—relative to the II stage of processing
Carrying out subsequent peracetic cooking leads to significant removal of lignin and residual minerals. The organosolv corn pulp obtained as a result of peracetic cooking had a residual lignin content of 0.08% and an ash content of 0.34%. Such values of the quality indicators of corn pulp are close to the values of organosolv pulps obtained earlier from other representatives of non-wood plant materials—wheat straw, flax, kenaf, miscanthus, reed and hemp [20,21,22,23]. The resulting OCC is suitable for chemical processing, in particular for the production of corn nanocellulose.
3.2 Morphology of the OCC and Corn NC
Using scanning electron microscopy, morphological changes in the structure of plant material during its thermochemical processing were observed (Fig. 3).

SEM images: a HCR; b pulp after alkaline extraction; c OCC; d nanocellulose
As can be seen from Fig. 3a, the raw material has densely arranged fibers, which as a result of alkaline extraction are divided into individual fibers and smaller than in the raw material content of hemicelluloses and minerals. There is a partial removal of lignin, which bound the fibers in the raw material (Fig. 3b). Figure 3c shows parts of PRC fibers with small residues of lignin and extractives. Due to the action of the cooking solution of peracetic acid, there is a partial destruction of the fibers with a decrease from length to 60–350 μm (Fig. 3c). Due to the action of sulfuric acid in the process of hydrolysis of OCC, there is a destruction of 1–4 glycosidic bonds between glucopyranose units of cellulose macromolecules, dissolution of the amorphous part of cellulose and reducing the size of fibers to nanoparticles (Fig. 3d).
3.3 Chemical Purity of Corn Materials
The change in the chemical composition of corn fiber during its thermochemical processing was confirmed by infrared spectroscopy data. Figure 4 shows the Fourier IR spectra of HCR, corn pulps after alkaline extraction and peracetic acid cooking and NC. All spectra have the same typical peaks that characterize stretching vibrations of hydroxyl groups included in intramolecular and intermolecular hydrogen bonds (3000–3750 cm−1), valence asymmetric (2920 cm−1) and symmetric (2853 cm−1) vibrations of the methyl and methylene groups, deformation vibrations of the bonds –CH2 and –O–H in CH2OH groups. The band in the spectrum near 1736 cm−1 is assigned mainly to the C=O stretching vibration of the carbonyl and acetyl groups in hemicelluloses and in lignin and the ester groups of cellulose in nanocellulose [25].

FTIR spectra of samples: 1 HCR; 2 corn pulp after alkaline extraction; 3 OCC; and 4 corn NC
Alkaline extraction removes carbonyl groups from hemicellulose (spectrum 2), but subsequent organosolv cooking increases the amount of carbonyl groups due to oxidation of cellulose with hydrogen peroxide (spectrum 3). The absence of bands at 1512 and 1244 cm−1 in the spectra 2–4 in Fig. 3 testifies to the removal of lignin from the corn pulp. Spectral bands in the region of 1645 cm−1 are associated with the presence of adsorbed water and characterize the degree of sample moisture [26].
3.4 Pulp Crystallinity
The X-ray diffractograms of initial HCR, OCC and corn NC are depicted in Fig. 5. Analysis of the X-ray diffractograms shows that the peak with greater intensity at 22.2º–22.9º 2θ reflection belongs to the (200) crystallographic plane of cellulose I. The peak with maximum reflection in the range of 14.4º–14.9º corresponds to the crystallographic plane (1–10), the peak in the range of 15.5–16.2º 2θ reflection assigned to the crystallographic plane (110) and the peak around 34.6º belongs to the crystallographic plane (004) cellulose I [27].

X-ray diffraction patterns of: 1 HCR; 2 corn pulp after alkaline extraction; 3 OCC; and 4 corn NC
The presence of these peaks in all samples indicates that crystalline structure of corn cellulose had not changed during the thermochemical treatments of sulfuric acid and belongs to the typical structure of cellulose I. Based on the analysis of diffraction patterns and changes in the ratio of the amorphous and crystalline parts of the samples under study, their crystallinity index (CrI) was calculated (Table 3).
As can be seen from obtained data, crystallinity index of corn pulps increases in the following order: initial harvested corn residues—corn pulp after alkaline extraction—organosolv corn cellulose—nanocellulose. This is due to the fact that during thermochemical treatments, CrI increases due to the removal of non-cellulose components from the plant raw material and the removal of amorphous regions of cellulose under the action of sulfuric acid. An increase in the CrI values of nanocellulose in comparison with the CrI of the initial cellulose was also found for other representatives of plant raw materials [20,21,22, 28].
3.5 Properties of Corn Nanocellulose
Nanocellulose obtained as a result of treatment of corn organosolv pulp with 43% sulfuric acid solution at a temperature of 60 °C for 60 min and ultrasonic treatment for 60 min had the following physical and mechanical parameters: density 1.2 g/cm3, tensile strength 22 MPa, transparency 57% at the wavelength of 600 nm. Topographic characteristics of corn NC were determinate by AFM (Fig. 6).

AFM images of a nanocellulose films in height (a) and surface position (b) of corn NC particles extracted by acid hydrolysis methods
As can be seen from Fig. 6, corn nanocellulose particles form a multilayer structure between nanoparticles due to the action of hydrogen bonding and van der Waals forces [29]. Analysis of AFM images (Fig. 6) showed that suspensions of corn NC extracted by sulfuric acid method consist of nanocrystal particles in the form of needles with a transverse size in the range of 3–18 nm (Fig. 6b), and a length of several micrometers. Such values of the transverse dimensions of corn NC are confirmed by the data for nanocellulose extracted by acid hydrolysis of organosolv pulps from other representatives of non-wood plant raw materials: wheat straw (10–45 nm), flax (15–65 nm), kenaf (10–28 nm), miscanthus (10–20 nm) [23].
3.6 Thermal Analysis
The effect of temperature on the stability of HCR, OCC and corn NC was investigated by thermogravimetric (TG) and derivative thermogravimetric (DTG) analyses (Fig. 7).

TG (a) and DTG (b) curves of thermal analysis: 1 HCR; 2 corn pulp after alkaline extraction; 3 OCC; and 4 corn NC
TG curves show changes in the weight of the samples during heating, and its derivative (DTG) shows the temperature peaks at which significant weight loss occurs. It can be seen from the thermogravimetric curves (Fig. 7a) that the initial temperature of mass loss for all samples is about 100 °C, which is associated with the evaporation of free moisture from them. For HCR raw materials, thermal destruction begins at a temperature of 250 °C, which is associated with the release of intermolecular water. The main stage of the thermal destruction process of HCR takes place in the temperature range of 270–330 °C, after which about 30% of the mass of HCR remains. The second peak of HCR destruction is observed at a temperature of 440–450 °C, after which only 10% of the mass remains. The mass loss of samples (2) and (3) occurs under approximately the same conditions. For sample (2), a characteristic sharp onset of mass loss is observed in the temperature range of 310–360 °C, and for sample (3), in the range of 307–350 °C. In these temperature intervals, the release of bound water occurs, and a sharp loss of mass of samples (2) and (3) occurs at temperatures of 450 °C and 475 °C, respectively.
The temperature destruction of the nanocellulose film (curve 4) has a slightly different character. In the temperature range of 200–250 °C, a loss of up to 30% of the NC mass is observed, which is confirmed by a smooth small peak on the differential curve (Fig. 7b). A sharp loss of mass in the temperature range of 250–500 °C is not characteristic of nanocellulose films. At a temperature of 500 °C, up to 30% of the mass of corn NC is preserved, while for samples (1), (2) and (3) at this temperature, 7%, 3% and 5% of the mass remain, respectively. That is, thermographic analysis data confirm the formation of a dense homogeneous structure between nanocellulose particles in the process of thermochemical treatment and ultrasonic homogenization.
The beginning of the destruction of corn nanocellulose films at a relatively lower temperature than the raw plant material and OCC is explained by the presence of ester sulfate groups on the surface of cellulose and a larger number of free ends of NC chains, which decompose at a lower temperature [27]. The presence of ester sulfate groups reduces the thermal stability of corn nanoparticles, since less energy is required to remove sulfuric acid residues from the hydroxyl group at the 6th carbon atom in the pyranose ring of cellulose than to destroy the glucopyranose ring of OCC. According to temperature resistance and mass retention at a temperature of 500 °C, the studied corn samples are arranged in the following sequence: pulp after alkaline extraction—organosolv cellulose—harvested corn residues—corn nanocellulose.
4 Conclusion
-
1.
Harvested corn residues (HCR) were used as a source of pulp for the extraction of nanocellulose. The pulp from HCR is obtained by an environmentally friendly organosolv method using a solution of peracetic acid. It has been established that pre-washing HCR with hot or cold water reduces the content of such components as K, Fe, P and Mg but does not remove Ca and Si components. Such a chemical composition of HCR a priori indicates the need for effective processes of decalcification and delignification of this plant material.
-
2.
The SEM data confirmed that under the action of a cooking solution of peracetic acid, there is a partial destruction of HCR fibers with a decrease in their length. It was found that due to the action of sulfuric acid in the process of hydrolysis of pulp, the destruction of 1-4 glycosidic bonds between glucopyranose links of cellulose macromolecules, the dissolution of the amorphous part of cellulose and the reduction of fiber sizes to nanoparticles occur.
-
3.
It was established that in the process of thermochemical treatment of corn samples, the amount of residual lignin content and the amorphous part decreases and the crystallinity index of cellulose samples increases, which is confirmed by the data of FTIR and XRD. Thermographic analysis data also confirm the formation of a dense homogeneous structure between nanocellulose particles in the process of thermochemical treatment and ultrasonic homogenization. Corn nanocellulose films had transverse size in the range of 3–18 nm, a density of up to 1.2 g/cm3, a tensile strength of up to 22 MPa, a transparency of up to 57% and crystalline index of 74.9% that are close to this values of nanocelluloses obtained earlier from other representatives of non-wood plant materials. Corn nanocellulose with such physical and mechanical parameters can be used as a strengthening additive in the production of cardboard, paper and cement products, as a basis for obtaining smart electronics devices. Studies have shown that chemical methods can be effective for extracting nanocellulose from corn post-harvest residues.
References
Y. Sun, Y. Chu, W. Wu, H. Xiao, Nanocellulose-based lightweight porous materials: a review. Carbohydr. Polym. 255, 117489 (2021). https://doi.org/10.1016/j.carbpol.2020.117489
D. Liu, Y. Gao, Y. Song, H. Zhu, L. Zhang, Y. Xie, H. Shi, Z. Shi, Q. Yang, C. Xiong, Highly sensitive multifunctional electronic skin based on nanocellulose/mxene composite films with good electromagnetic shielding biocompatible antibacterial properties. Biomacromolecules 23(1), 182–195 (2022). https://doi.org/10.1021/acs.biomac.1c01203
K.J. Nagarajan, N.R. Ramanujam, M.R. Sanjay, S. Siengchin, B. Surya Rajan, K. Sathick Basha, P. Madhu, G.R. Raghav, A comprehensive review on cellulose nanocrystals and cellulose nanofibers: pretreatment, preparation, and characterization. Polym. Compos. 42(4), 1588–1630 (2021). https://doi.org/10.1002/pc.25929
A. Isogai, Emerging nanocellulose technologies: recent developments. Adv. Mater. 33(28), 2000630 (2020).https://doi.org/10.1002/adma.202000630
R. Reshmy, E. Philip, S. Paul et al., Nanocellulose-based products for sustainable applications: recent trends and possibilities. Rev. Environ. Sci. Biotechnol. (2020). https://doi.org/10.1007/s11157-020-09551-z
H. Du, W. Liu, M. Zhang, C. Si, X. Zhang, B. Li, Cellulose nanocrystals and cellulose nanofibrils based hydrogels for biomedical applications. Carbohydr. Polym. 209, 130–144 (2019). https://doi.org/10.1016/j.carbpol.2019.01.020
Y. Yang, Z. Chen, J. Zhang, G. Wang, R. Zhang, D. Suo, Preparation and applications of the cellulose nanocrystals. Int. J. Polym. Sci. (2019). https://doi.org/10.1155/2019/1767028
V. Kumar, P. Pathak, N.K. Bhardwaj, Waste paper: an underutilized but promising source for nanocellulose mining. Waste Manage. 102, 281–303 (2020). https://doi.org/10.1016/j.wasman.2019.10.041
P. Phanthong, P. Reubroycharoen, X. Hao, G. Xu, G. Abudula, G. Guan, Nanocellulose: extraction and application. Carbon Resour. Convers. 1, 32–44 (2018)
A. Sharma, M. Thakur, M. Bhattacharya, T. Mandal, S. Goswamia, Commercial application of cellulose nano-composites—a review. Biotechnol. Rep. (2019). https://doi.org/10.1016/j.btre.2019.e00316
J.-W. Rhim, J.P. Reddy, X. Luo, Isolation of cellulose nanocrystals from onion skin and their utilization for the preparation of agar-based bio-nanocomposites films. Cellulose (2014). https://doi.org/10.1007/s10570-014-0517-7
G.A. Smook, Handbook for Pulp and Paper Technologists, 3rd edn. (Angus Wilde Publications, Inc, 2003), p. 425
R. Kumar, F. Huc, C.A. Hubbell, A.J. Ragauskas, C.E. Wyman, Comparison of laboratory delignification methods, their selectivity, and impacts on hysiochemical characteristics of cellulosic biomass. Biores. Technol. 130, 372–381 (2013). https://doi.org/10.1016/j.biortech.2012.12.028
J.H. Choi, S.Y. Park, J.H. Kim, S.M. Cho, S.K. Jang, C. Hong, I.G. Choi, Selective deconstruction of hemicellulose and lignin with producing derivatives by sequential pretreatment process for biorefning concept. Bioresour. Technol. 291, 121913 (2019). https://doi.org/10.1016/j.biortech.2019.121913
M.H. Karbalaei Esmaeil, M. Talaeipour, B. Bazyar, S.A. Mirshokraei, H. Khademi Eslam, Two-step delignification of peracetic acid and alkali from sugar cane bagasse. BioResources 14(4), 9994–10003 (2019)
I. Deykun, V. Halysh, V. Barbash, Rapeseed straw as an alternative for pulping and papermaking. Cellulose Chem. Technol. 52(9–10), 833–839 (2018)
Y. Fahmy, T.Y. Fahmy, F. Mobarak, M. El-Sakhawy, M. Fadl, Agricultural residues (wastes) for manufacture of paper, board, and miscellaneous products: background overview and future prospects. Int. J. Chem. Tech. Res. 2(10), 424–448 (2017)
C.W. Smith, J. Betrán, E.C.A. Runge, Corn: Origin, History, Technology, and Production. (Wiley, March 8, 2004). ISBN 978-0-471-41184-0
TAPPI Test Methods (Tappi Press, Atlanta, 2004)
V. Barbash, O. Yashchenko, Preparation, properties and use of nanocellulose from non-wood plant materials, in Novel Nanomaterials, ed. by K. Krishnamoorthy (IntechOpen, London), pp. 1–23. https://doi.org/10.5772/intechopen.94272
V.A. Barbash, O.V. Yashchenko, O.S. Yakymenko, R.M. Zakharko, Extraction of organosolv pulp and production nanocellulose from hemp fibers. KPI Sci. News (3), 83–90 (2021). https://doi.org/10.20535/kpisn.2021.3.25145
V.A. Barbash, O.V. Yashchenko, O.A. Vasylieva, Preparation and application of nanocellulose from Miscanthus × giganteus to improve the quality of paper for bags. SN Appl. Sci. 2, 727 (2020). https://doi.org/10.1007/s42452-020-2529-2
V.A. Barbash, O.V. Yashchenko, O.S. Yakymenko, R.M. Zakharko, V.D. Myshak, Preparation of hemp nanocellulose and its application for production of paper for automatic food packaging. Cellulose (2022). https://doi.org/10.1007/s10570-022-04773-6
L.C. Segal, J.J. Creely, A.E.J. Martin, C.M. Conrad, An empirical method for estimating the degree of crystallinity of native cellulose using the x-ray diffractometer. Text. Res. J. 29(10), 786–794 (1959). https://doi.org/10.1177/004051755902901003
H.A. Silvério, W.P.F. Neto, N.O. Dantas, D. Pasquini, Extraction and characterization of cellulose nanocrystals from corncob for application as reinforcing agent in nanocomposites. Ind. Crops Prod. 44, 427–436 (2013). https://doi.org/10.1016/j.indcrop.2012.10.014
N.A. Rosli, W.H.W. Ishak, I. Ahmad, Eco-friendly high-density polyethylene/amorphous cellulose composites: environmental and functional value. J. Cleaner Prod 290, 125886–131259 (2021)
A. Kumar, Y.S. Negi, V. Choudhary, N.K. Bhardwaj, Characterization of cellulose nanocrystals produced by acid hydrolysis from sugarcane bagasse as agro-waste. JPCM 2(1), 1–8 (2014)
M. Nuruddin, M. Hosur, E. Triggs, S. Jeelani, Comparative study of properties of cellulose nanofibers from wheat straw obtained by chemical and chemi-mechanical treatments, in Proceedings of the ASME 2014 International Mechanical Engineering Congress & Exposition, November 14–20, Montreal, Canada, V014T11A042 (ASME, 2014). https://doi.org/10.1115/IMECE2014-36174
M. Poletto, H.L. Ornaghi Júnior, A.J. Zattera, Native cellulose: structure, characterization and thermal properties. Materials 7, 6105–6119 (2014). https://doi.org/10.3390/ma7096105
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Barbash, V.A., Yashchenko, O.V., Yakymenko, O.S., Myshak, V.D. (2023). Extraction of Organosolv Pulp and Nanocellulose from Harvested Corn Residues. In: Fesenko, O., Yatsenko, L. (eds) Nanoelectronics, Nanooptics, Nanochemistry and Nanobiotechnology, and Their Applications . NANO 2022. Springer Proceedings in Physics, vol 297. Springer, Cham. https://doi.org/10.1007/978-3-031-42708-4_1
Download citation
DOI: https://doi.org/10.1007/978-3-031-42708-4_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-42707-7
Online ISBN: 978-3-031-42708-4
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)