
Abstract
The study describes the preparation of pulp and nanocellulose from non-wood plant materials, as well as an improved properties of paper and cardboard for mass production. The pulps from wheat straw, kenaf and flax fibers were prepared by the environmentally friendly organosolv method—cooking in a solution of isobutanol or peracetic acid. The organosolv pulps used to prepare nanocellulose had traces of lignin and mineral substances. The process of hydrolysis of the investigated organosolv pulps was optimal when carried out under the following conditions: 43% sulfuric acid, temperature 60 °C, hydrolysis time 90 min and ultrasonic treatment 60 min. Using the methods of SEM, XRD, TEM, AFM and TGA, the structure and properties of organosolv pulps and nanocellulose were studied. The use of nanocellulose in bulk and on the surface of mass types of paper and cardboard—paper for corrugation, offset paper, recycled containerboard and cardboard for flat layers of corrugated cardboard were investigated. We established the positive effect of nanocellulose application on the physical and mechanical properties of paper and cardboard. Low consumption of nanocellulose allows production of the paper and cardboard with properties that meet the requirements to appropriate standards and replacement of synthetic reinforcing materials.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A reduction in the reserves of fossil resources (oil, gas and coal) underlines the relevance of research on the technologies of processing renewable sources into biodegradable consumer goods. Such resources include renewable plant materials, the processed products of which are used in the chemical, pharmaceutical, paper, textile and electronic industries. (Abitbol et al. 2016; Jung et al. 2015). The main component of all plants is cellulose, which is the most abundant renewable biopolymer on the Earth. Cellulose is used to produce the cutting-edge material—nanocellulose—which consists of nanosized particles and has unique properties. Nanocellulose has high elasticity and a specific surface, high transparency and chemical resistance, biodegradability and biocompatibility, a low production cost in comparison with synthetic polymers and has lightweight (Majoinen et al. 2012; Szczêsna-Antczak et al. 2012). Thus, nanocellulose is very attractive for use in several industrial fields and products, for example, in composites and thermoplastic in areas such as packaging, coating and dispersion technologies (Lin and Dufresne 2014).
Nanocellulose is produced from pulp by mechanical, chemical, and fermentative methods. The mechanical methods are based on mechanical action upon cellulose fibers to reduce them to nanodimensions. As a rule, these methods involve several passes of the cellulose fibers through a high-pressure homogenizer, which requires considerable energy consumption—more than 25 kW/kg (Klemm et al. 2011) and increases the production cost of nanomaterials (Spence et al. 2011). The chemical methods are based on the cleavage of 1–4 glycosidic bonds between the elementary β-d-glucopyranose units of the cellulose chains with removal of the amorphous part and the formation of nanocellulose (Siro and Plackett 2010). The fermentative methods are used for making nanocellulose from monosaccharides through the biosynthesis or by the fermentation of cellulose fibers, which require significant time and expensive reagents (Amezcua-Allieri et al. 2017).
Nanosized cellulose fibers are considered as promising candidates for the production of nanocomposites, such as filter materials, rheology modifiers for food and cosmetics and additives to enhance the mechanical properties of paper and cardboard by applying nano-coatings (Chattopadhyay and Patel 2016) or applying them to the pulp (Jasmani and Adnan 2017). Cellulose fibers are traditionally used to produce printing and writing paper, containerboard designed for packaging a wide range of food categories, such as dry foods, frozen or liquid foods and beverages, and even fresh foods (Adel et al. 2016). The pure wood pulp, which has a high cost and long recovery time of the raw material base, is mainly used for producing high-quality paper and cardboard. Waste paper is used to produce many types of cardboard and some types of paper. For example, 85% of corrugated cardboard is reused as fibrous raw material for the production of cardboard or paper. Corrugated cardboard is a sandwich with flat layers of cardboard separated by a light layer of corrugated paper (fluting). A demand for recycled cardboard has increased globally in recent years, worsening the quality of the finished products as a consequence of the fiber hornification process in each recycling cycle due to the decreasing ability of fibers to swell in water that reduces cardboard strength (McCracken and Sadeghian 2018). All this contributes to extensive research on the replacement of synthetic reinforcing materials with natural substances, particularly the use of nanocellulose (Johnson et al. 2016).
Since world timber resources steadily decrease, the production of pulp from non-wood plant materials, which includes cereal stalks (wheat, rye, rice, corn) and technical fibers (cotton, flax, kenaf, hemp), is an urgent problem (Sánchez et al. 2016; Morais et al. 2013; Kamoga et al. 2013). The literature describes the technologies for obtaining nanocellulose from different cellulose-containing materials (Kim et al. 2016; Travalini et al. 2016; Bansal et al. 2016; Kunaver et al. 2016). During the processing of grain and industrial crops, fibrous waste is formed, which can be used as an alternative to wood in pulp production. Wheat straw (Triticum paleas), millions of tons of which are annually produced in leading agricultural countries, is also promising representative of non-wood plant raw materials designed to produce pulp. Flax (Linum usitatissimum) and kenaf (Hibiscus cannabinus L.) fibers can be used as an alternative to cotton and wood pulp. For example, Ukraine occupies the third place in the world in terms of area under flax (up to 150,000 ha), the flax stock is 500,000 tons per year. Kenaf is a valuable medicinal plant of the mallow family (Malvaceae), whose annual global production reaches 390,000 tons, and is used to produce pulp, viscose cord and bioenergy (Kim et al. 2016).
In the world practice of pulp and paper industry, the dominant technologies of pulp production are the sulphate and sulphite methods, which lead to the environmental pollution. Environmental requirements for the quality of waste water and gas emissions discharged by industrial enterprises stimulate the development of new technologies for processing plant materials using organic solvents (Saberikhan et al. 2011; Correia et al. 2016). For example, peracetic acid is a strong oxidizing agent with excellent bleaching properties. This acid is an environmentally friendly alternative to bleaching, because it is a totally chlorine-free process resulting in less damage to the fiber (Paschoal et al. 2015).
The goal of the study was to obtain organosolv pulps and nanocellulose from non-wood plant raw materials, and investigate the application of nanocellulose to improve properties of mass types of paper and cardboard. The physical and mechanical properties of paper and cardboard with added nanocellulose are evaluated and their potential application is recommended.
Experimental section
Materials
Stalks of wheat straw of a harvest of 2016 from the Kiev region were used for pulp production. Prior to research, the raw material was ground to 2–5 mm and stored in a desiccator to maintain constant moisture content and chemical composition. Kenaf fibers from the Kherson region and flax fibers from the Chernihiv region of the 2016 harvest were used in the work. They were cleaned of leaves and wood particles, crushed to 5–7 mm and stored in desiccators. The chemical composition of wheat straw stalks, kenaf and flax fibers was determined in accordance with the TAPPI standards (TAPPI Test Methods 2004). All chemical reagents were purchased from Khymlaborreaktyv Ltd. (Ukraine).
Cooking process
Pulp was produced from wheat straw in two stages. At the first stage, the solution of isobutyl alcohol–H2O–KOH–hydrazine was used (Barbash et al. 2015). This cooking solution is divided into two layers: the upper layer of organic solvent, which can be reused for cooking without regeneration, and the lower aqueous layer. The addition of potassium and nitrogen compounds to the lower aqueous layer allows its use as fertilizers (Barbash et al. 2015). At the second stage, to remove residual lignin, mineral substances and hemicellulose, we additionally carried out a thermochemical treatment of organosolv pulp using a solution of acetic acid and hydrogen peroxide (Barbash et al. 2017a). The obtained organosolv pulp had traces of non-cellulosic components, and we used it for preparing nanocellulose.
Kenaf and flax cellulose was also prepared in two stages. At the first stage, treatment of kenaf or flax fibers in the solution of glacial acetic acid and hydrogen peroxide was carried out. The alkaline treatment of kenaf or flax pulps by a 20% NaOH solution was carried out at the second stage (Barbash et al. 2017b, 2018). The organosolv pulp was washed with hot distilled water to a neutral pH. The quality parameters of the obtained organosolv pulps are determined in accordance with standard methods (TAPPI Test Methods 2004).
Preparation of nanocellulose
We used never-dried organosolv pulps obtained from investigated non-wood plant raw materials to make nanocellulose. Never-dried pulp is better than once dried samples, because it is known that the latter irreversibly lose access to the surface during the drying process. Using never-dried pulp does not require consumption of energy for drying and grinding since dried cellulose fibers lose the ability to swell and percolate due to irreversible cornification. Also, the application of wet pulp enables better percolation of acid into cellulose fibers in the process of hydrolysis. Hydrolysis of never-dried organosolv pulps was carried out by solution of sulfuric acid with concentration of 43% in the liquid-to-solid ratio of 10:1 at a temperature of 60 °C during 60 min. Hydrolyzed cellulose was washed three times with distilled water by centrifugation at 8000 rpm, followed by dialysis to achieve a neutral pH. Hydrolyzed cellulose was subjected to ultrasonic treatment on an ultrasonic disintegrator UZDN-A (SELMI, Ukraine) with an operating frequency of 22 kHz and an ultrasonic power of 300 W for 30 min. The cellulose dispersion was placed in an ice bath to prevent overheating during treatment. Eventually, the suspension took the form of a homogenous gel-like dispersion and was stored in sealed containers for further research to determine the physical and mechanical characteristics of nanocellulose. The prepared suspensions were poured into Petri dishes and dried in the air at a room temperature to obtain nanocellulose films.
Preparation of handsheets
Standard laboratory handsheet samples of paper and cardboard were prepared using a Rapid-Kothen machine according to TAPPI T205 sp-02. The handsheets of paper for corrugating (fluting) of 125 ± 3 g/m2 were produced from waste paper of used boxes made of three-layer corrugated cardboard without printing. The mixture of nanocellulose suspension with consumption ranging from 1 to 5 g/m2 and "Ultrasies" glue with consumption of 0.5 g/m2 of paper was applied to each side of the samples of paper for corrugating using a special mechanical device for coating of nanocellulose suspension. The handsheets were dried in the air to a dry-air condition and then on a drying drum. These sheets were conditioned in a chamber at 23 °C and 50% humidity for 24 h prior to determining their physical and mechanical parameters.
The handsheets of offset paper of 70 ± 3 g/m2 were made from bleached sulphate coniferous and deciduous pulps in a ratio of 1:1 with additives of starch, kaolin and nanocellulose. The bleached pulps were beaten separately in a Valley beater to 35 °SR. The consumption of starch and kaolin was 3% and 15%, respectively. The consumption of nanocellulose amounted to 3, 5, 10 and 15 kg per 1 ton of paper. The handsheets of offset paper were dried in the same way as corrugated paper samples, until their physical and mechanical parameters were determined.
To obtain a recycled containerboard (testliner) of 200 g/m2, waste paper of used boxes made of three-layer corrugated cardboard without printing was used. The application of nanocellulose with consumption from 0.2 to 10 g per square meter of testliner was carried out by a special mechanical device designed to coat of nanocellulose. The handsheets of testliner were dried in the same way as samples of paper for corrugation, until physical and mechanical parameters were determined.
The secondary raw material of three-layer corrugated cardboard boxes without printing was used for producing handsheets of cardboard for flat layers of corrugated cardboard. The samples of cardboard of 175 g per square meter were made in accordance with the standard method. The glue with a concentration of 7.5% and nanocellulose with a concentration of 1% were applied to the upper side of the laboratory samples of cardboard. To produce this kind of cardboard, nanocellulose was added at consumption of 3.5 or 7.0 g per square meter of cardboard. The handsheets were dried in the same way as samples of paper for corrugation, until physical and mechanical parameters were determined.
Determination of pulp, nanocellulose, paper and cardboard properties
The thickness and density of nanocellulose films, samples of paper and cardboard were determined according to ISO 534:1988. The degree of polymerization of organosolv pulps was determined according to ISO 5351 by the viscosity of the samples dissolved in copper ethylene-diamine solution.
The scanning electron microscope (SEM) analysis was made by the PEM-106I (SELMI, Ukraine) microscope to observe the morphology of organosolv pulps and nanocellulose films. The topographical characterization of nanocellulose samples was investigated with the use of atomic force microscopy (AFM). Measurements were accomplished with Si cantilever, operating in a tapping mode on the device Solver Pro M (NT-MDT, Russia). The scanning speed and area were 0.6 line/s and 2 × 2 μm2, respectively. The transparency of the nanocellulose films was determined by the electron absorption spectra, which were registered in the range of 200–1100 nm. The electron absorption spectra of the nanocellulose films in UV and in visible and near infrared regions were registered on two-beam spectrophotometer 4802 (UNICO, USA) with a resolution of 1 nm. The X-ray diffraction patterns of different cellulose samples were obtained by the Ultima IV diffractometer (Rigaku, Japan). The method proposed Segal (Costa et al. 2015) was used for determining the crystallinity index (CI) of the samples, in terms of which CI = [(I200 − Iam)/I200] × 100%, where I200 is an intensity of (200) reflex about 22.5°, and Iam is an intensity of amorphous scattering at 18.5°.
The thermal degradation behavior of organosolv pulps and nanocellulose samples was explored by heating with the use of a Netzsch STA-409 thermoanalyzer. The samples were heated at a rate of 5 °C/min, from 25 to 450 °C. Based on the changes in the gravimetric and differential curves of thermal analysis, the initial temperature of the mass weight loss of organosolv pulps and nanocellulose samples from various plant materials were determined.
The tensile strength of the nanocellulose films was measured at a controlled temperature (23 ± 1 °C) and humidity (50 ± 2%) according to ISO 527-1. The physical and mechanical properties of paper and cardboard were determined in accordance with ISO or TAPPI standards: tensile strength and breaking length were determined according to ISO 1924-2; bursting strength—according to ISO 2758; ring crush test—according to ISO 12192; edgewise compression strength—according to TAPPI T824; folding strength—according to ISO 5626-93; water absorption—according to EN ISO535: 2017.
Results and discussion
Chemical composition
Chemical analysis of plant materials showed that wheat straw had the following content of components: 44.2% of cellulose, 18.6% of lignin; 25.2% of pentosans; 4.9% of resin, fats and waxes; 4.2% of mineral substances (ash) relative to mass of absolutely dry raw material (a.d.r.m.). The chemical composition of kenaf fibers averaged 51.8% of cellulose; 15.9% of lignin; 22.3% of pentosans; 2.2% of resins, wax, and fats; 3.3% of ash relative to mass of a.d.r.m. The chemical composition of flax fibers was: cellulose—78.1%; lignin—12.5%; pentosans—2.9%; resins, fats, waxes—3.5%; ash—3.1% relative to mass of a.d.r.m. Thus, the investigated non-wood plant material contains more cellulose and mineral substances, but less lignin than coniferous and deciduous wood, which a priori gives grounds for expecting a smaller consumption of reagents and more favorable conditions for their delignification, compared with the production of pulp from wood. A change in the content of the main components of investigated non-wood plant materials after first and second stages of processing is shown in Table 1.
The data in Table 1 show a regular decrease in the yield of the organosolv pulps, the content of lignin and mineral substances in the pulps due to their interaction with the components of the solutions at each stage of processing of plant raw materials. At the same time, the degree of polymerization (DP) of pulp also decreases, which indicates a decrease in the length of the cellulose macromolecule during thermochemical processing. The pulp made from wheat straw after the first and second stages of processing contains more lignin and minerals than in cellulose produced from kenaf and flax fibers. This is due to the higher content of these components in wheat straw, compared with kenaf and flax fibers, and on the other hand, by the lower efficiency of the processing scheme of wheat straw with isobutanol solution in comparison with treatment with a hydrogen peroxide solution. The data in Table 1 show that the process of delignification of kenaf and flax fibers by the solution of acetic acid and hydrogen peroxide in the first stage helps to remove the main part of lignin and ash. More complete removal of lignin and mineral substances from pulps occurs at the second stage of treatment by the solution of sodium hydroxide. The obtained organosolv pulps have a minimum content of non-cellulosic components and are suitable for chemical processing and for the production of nanocellulose.
Morphology
The morphology of initial non-wood plant raw materials and obtained organosolv pulps after I and II stages of processing was studied by SEM (Fig. 1). Figure 1a, d, g presents the electron micrographs of the surfaces of wheat straw stalks and organosolv straw pulp, respectively. As shown in Fig. 1a, the structure of wheat straw stalks contains densely packed fibers. During cooking in an isobutanol solution in the alkaline medium, straw stalks are divided into the fibers, which are bundled with a cavity in the middle (Fig. 1d). The length of the fibers of organosolv straw pulp exceeds 100 μm and width ranges from 10 to 20 μm (Fig. 1g).

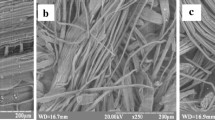
SEM images of raw materials: a wheat straw, b kenaf and c flax; organosolv pulp after the first stage from d wheat straw, e kenaf and f flax; organosolv pulp after the second stage from g wheat straw, h kenaf and i flax; nanocellulose from j wheat straw, k kenaf and l flax
Changes in the structure of kenaf fibers in the cooking process are shown in Fig. 1b, e, h. Original kenaf fibers consist of several layers of fibrils, having a dense structure and a smooth surface (Fig. 1b). The acidification of the fibers in the mixture of acetic acid and hydrogen peroxide contributes to the separation of the stalks into the fibrils due to the breakdown of the internal bonds between the lignin and hemicellulose molecules, and hydrogen peroxide helps to bleach the cellulose (Fig. 1e). The microphotography of kenaf fiber samples after alkaline treatment with 20% NaOH (Fig. 1h) shows that the length of the fibers is substantially reduced, as well as the division into finer fibrils through the removal of the remaining non-cellulosic components. As shown in Fig. 1h, the cellulosic fibers of kenaf preferably have a diameter of less than 20 microns.
The morphology of flax fibers is shown in Fig. 1c. As shown in Fig. 1c, flax fibers have a fibrous structure, fibers are homogeneous, long, and the surface is smooth. In the cooking process, the fibers are shortened and their cross-dimensions reduced that is due to the removal of lignin, mineral and extractive substances from plant raw materials. The width of flax fibers is more than 20 microns, and after peracetic cooking and alkaline treatment, they decrease to 20 and 10 microns, respectively (Fig. 1f). The length of flax fibers varies and reaches several millimeters subsequent alkaline treatment there is a deep removal of non-cellulosic fiber constituents, they have a uniform size and width, up to 10 microns (Fig. 1i).
The methods of TEM and AFM were used to study the morphology of nanocellulose after acid hydrolysis of organosolv pulps from non-wood plant raw materials. As can be seen from the data in Fig. 1j–l, the process of hydrolysis and ultrasonic treatment of organosolv pulps leads to the formation of nanosized particles. The nanocellulose from wheat straw have particles with diameter 10–45 nm, from kenaf fibers 10–28 nm and from flax fibers 15–65 nm.
Hydrolysis
The results of hydrolysis process showed that the treatment of organosolv pulps with 64% sulfuric acid at temperatures in the range of 20–60 °C for 30–90 min leads to the almost complete dissolution of the nanocellulose. The 50% acid treatment gave a low yield of nanocellulose (about 10%), whereas the yield with 43% H2SO4 amounted for 20–25%. The conditions of organosolv pulps’ hydrolysis process by the sulfuric acid solutions at different concentrations, temperatures and duration, as well as the properties of the obtained nanocellulose, are described in our articles in more detail from wheat straw (Barbash et al. 2017a), from kenaf fibers (Barbash et al. 2018) and from flax fibers (Barbash et al. 2017b). The dependences of the yield of nanocellulose from non-woody plant raw materials on the concentration of sulfuric acid are in good agreement with our previously obtained data for the production of nanocellulose from bleached softwood pulp (Barbash et al. 2016).
Thus, a reduced acid concentration of 43% can be recommended as the main technological parameter to produce nanocellulose by the hydrolysis of organosolv pulps from non-wood plant raw materials at 60 °C for 90 min. Such conditions are in good agreement with the data obtained by Ioelovich (2017) and are more economically favorable than traditional conditions for the hydrolysis of cellulose with 60–65% sulfuric acid at 40–50 °C for 1–2 h (Lin and Dufresne 2014). Therefore, the process of hydrolysis of the organosolv pulps was carried out under the following conditions: 43% sulfuric acid, a temperature of 60 °C, a hydrolysis time of 90 min, and an ultrasonic treatment time of 60 min. X-ray diffraction patterns of the initial organosolv pulps and nanocelluloses from non-wood plant raw materials are shown in Fig. 2. The analysis of the X-ray diffraction patterns of the initial pulps and nanocelluloses made it possible to calculate the crystallinity index (Table 2).

X-ray diffraction patterns of the initial organosolv pulps from 1 wheat straw, 3 kenaf, 5 flax and the nanocellulose from 2 wheat straw, 4 kenaf and 6 flax
As shown in the Table 2, the crystallinity of nanocelluloses is higher than that of the initial organosolv pulps, which is explained by an increase in the crystalline part of cellulose due to a decrease in the amorphous part during its hydrolysis. The dissolution of the amorphous part of the organosolv pulps leads to the formation of nanocellulose films with higher values of density, transparency and tensile strength.
The higher density of nanocellulose films in comparison with the density of organosolv pulps explains their higher thermal stability, which is confirmed by the thermogravimetric analysis (TGA). Figure 3 shows an increase in the thermal stability of samples of nanocellulose films (even curve numbers) as compared to the thermal stability of the organosolv pulps (odd curve numbers). The data show that organosolv pulps lose 90% of the mass when they are heated to a temperature of 350 °C, while nanocelluloses lose 90% of the mass when they are heated above 420 °C. The temperature of the beginning of the loss of mass for all the initial pulps is close and amounts to 225 ± 2 °C, but for nanocelluloses, it is 15–25 °C higher.

Gravimetric curves of thermal analysis of the initial organosolv pulps from 1 wheat straw, 3 kenaf, 5 flax and the nanocellulose from 2 wheat straw, 4 kenaf and 6 flax
The obtained nanocelluloses have high physical, optical and mechanical properties and can, therefore, be used for making various consumer goods, particularly as a reinforcing additive in the production of paper and cardboard.
In this article, we explore the use of nanocellulose extracted from non-wood plant materials to improve the qualitative indicators of such mass types of products as paper for corrugating, offset paper, recycled containerboard and cardboard for flat layers of corrugated cardboard.
Paper for corrugating
Figure 4 shows the properties of paper for corrugating (fluting) with different nanocellulose consumption on its surface. As shown in Fig. 4, the application of nanocellulose from organosolv kenaf pulp on the surface coating of the fluting improves qualitative indicators of paper. For example, then applying of 5 g of nanocellulose per square meter, the index of flat crush resistance increases by 34%, which is 15% more than the standard requirement. In case of the application of 3 g of nanocellulose per square meter, the investigated physical and mechanical properties of the paper for corrugating satisfy the requirements of the standard. Nanocellulose particles are located in the space between the fibers in the surface layer of paper for corrugating, act as a binding agent, thereby increasing the number of fiber–fiber bonds through a complex network, increasing the strength of the hydrogen bonds and making the paper more durable. Authors of a number of articles (Kumar 2018; Viana et al. 2018) also note an improvement in the strength and barrier properties of paper using nanocellulose due to the formation of additional hydrogen bonds.

Properties of paper for corrugating with different nanocellulose consumption: a flat cruch resistance; b burst strength; c tensile strength; d edgewise compression strength; asterisk: line of standard requirements
Offset paper
Figure 5 shows the effect of the addition of nanocellulose obtained from organosolv flax pulp to the cellulose fibers on the physical and mechanical characteristics of offset paper weighing 70 g per square meter. The addition of 5 kg of nanocellulose per ton of offset paper satisfies the requirement of the standard in terms of the index of breaking length, as well as and significantly exceeds the requirement of the standard in terms of folding strength (78 vs. 30 double folds of standard). This dependence is explained by the formation of additional hydrogen bonds between the fibers of the offset paper and the nanocellulose, which enhance the paper forming properties. The use of nanocellulose makes offset paper stronger, because the nanocellulose particles act as a bonding agent in the paper structure, fill the empty space between them, thereby increasing the number of fiber–fiber bonds and, as a result, boost the hydrogen bonds during consolidation and drying of the fiber network (Mishra et al. 2018; Charani and Moradian 2019).

Properties of offset paper with different nanocellulose consumption: a breaking length; b folding strength; asterisk: line of standard requirements
Recycled containerboard
The results of the surface coating of recycled containerboard (testliner) with the application of nanocellulose from organosolv straw pulp are shown in Fig. 6. An increase in the consumption of nanocellulose on the surface of recycled containerboard improves burst strength and flat crush. This is due to the formation of additional hydrogen bonds between the fibers of the testliner and the nanocellulose during its surface application, the formation of the film on the surface of the cardboard, and the partial impregnation of the nanoparticles into the inner layers of the cardboard, which was published previously (Taipale et al. 2010). These conclusions are confirmed by SEM images of recycled cardboard with and without the application of nanocellulose on its surface (Fig. 7). The data in Fig. 7a show that the surface of the cardboard without applying of nanocellulose has a porous structure, the fibers are long and clearly expressed. The surface coating by nanocellulose suspension (Fig. 7b) contributes to a reduction of porosity of cardboard. In this case, the surface becomes more uniform and smooth. There is a decrease in the number of pores between layers and an increase in the density of cardboard. As seen in the cross-sectional view of cardboard (Fig. 7c), spun fibers are placed in cardboard layers with a loose structure and cavities between them. When a nanocellulose suspension is applied to the surface (Fig. 7d), the density of the surface layer of cardboard increases. This a priori indicates an improvement in the physical–mechanical and barrier properties of this nanocomposite material. Thus, the use of nanocellulose with a consumption of 0.2 g/m2 allows to obtain samples of cardboard with indicators that meet the requirements of the standard (Fig. 6).

Properties of recycled containerboard with different nanocellulose consumption: a bust strength; b flat crush; asterisk: line of standard requirements

SEM images a of recycled containerboard without coating; b with coating of nanocellulose; c, b cross-sectional view of a, b, respectively
Cardboard for flat layes of corrugating cardboard
The physical and mechanical properties of cardboard for flat layers of corrugated cardboard with different consumption of nanocellulose and glue on its surface are shown in Fig. 8. The application of glue and nanocellulose to the surface of cardboard increases the value of a breaking force by ring compression by creating new hydrogen bonds between the fibers of waste paper and nanocellulose. As can be seen from Fig. 8b, the values of burst strength of cardboard, which have been obtained by applying 7 g of glue per m2, meet the requirements of the standard. This is due to the formation of new strong hydrogen bonds between nano-fiber and cardboard fibers. The obtained data show that samples of cardboard with 3.5 g of nanocellulose deposited on the surface of cardboard (variant 3 in Fig. 8) have better indexes than cardboard with 7 kg of glue. A further increase in the consumption of nanocellulose or the addition of glue to nanocellulose leads both to an increase in the physical–mechanical properties of the cardboard and to decrease water absorption index (Cobb60). Thus, nanocellulose improves cardboard quality indicators and exhibits properties not only as a reinforcing additive, but also as a hydrophobic substance.

Properties of cardboard for flat layes of corrugating cardboard with different consumption of sizing agents on 1 m2: without application (1); 7 g of glue (2); 3.5 g of nanocellulose (3); 3.5 g of glue and 3.5 g of nanocellulose (4); 7 g of nanocellulose (5); asterisk: line of standard requirements
Conclusion
The organosolv pulp from different non-wood plant raw materials—wheat straw, kenaf and flax fibers was prepared by the environmentally safer organosolv method—cooking in a solution of isobutanol or peracetic acid. Obtained organosolv pulps have traces of non-cellulosic substances and are used for preparing nanocellulose. To obtain nanocellulose, the process of hydrolysis of organosolv pulps is recommended to be carried out under the following conditions: sulfuric acid concentration of 43%, temperature 60 °C, duration 90 min and ultrasonic treatment 60 min. Nanocellulose extracted under these conditions had high physical, optical and mechanical properties and can be used for producing various consumer goods, particularly as a reinforcing additive in the production of paper and cardboard. Studies have shown that the use of nanocellulose from non-wood plant materials improves the physical and mechanical properties of mass types of paper and cardboard. The use of nanocellulose with a consumption of 3 kg per ton enables production of the paper for corrugation, which meets the requirements of the standard. The use of 5% of nanocellulose in the production of paper for corrugating increases the pressure resistance index by 34%. When adding just 5 kg of nanocellulose per ton of offset paper, the physical and mechanical characteristics of the paper satisfy the requirements of the standard in terms of breaking length and significantly exceed the requirements of the standard in terms of folding strength (78 vs. 30 double folds). The consumption of nanocellulose of 0.2 g/m2 is sufficient to produce the recycled containerboard whose indicators meet the requirements of the standard. The SEM images show that the surface of the testliner has a porous structure, while surface coating with a suspension of nanocellulose contributes to a reduction in the porosity of cardboard. The application of nanocellulose at a consumption of 3.5 g/m2 makes it possible to produce cardboard for flat layers of the corrugated cardboard whose indicators meet the standard requirements. Thus, the low consumption of nanocellulose from non-wood plants can improve the quality indicators of mass types of paper and cardboard and is recommended for use in the paper industry.
References
Abitbol T, Rivkin A, Cao Y, Nevo Y, Abraham E, Ben-Shalom T, Lapidot S, Shoseyov O (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88. https://doi.org/10.1016/j.copbio.2016.01.002
Adel AM, El-Gendya A, Diab MA, Abou-Zeid RE, El-Zawawy WK, Dufresneb A (2016) Microfibrillated cellulose from agricultural residues. Part I: papermaking application. Ind Crops Prod 93:161–174. https://doi.org/10.1016/j.indcrop.2016.04.043
Amezcua-Allieri MA, Durán TS, Aburto J (2017) Study of chemical and enzymatic hydrolysis of cellulosic material to obtain fermentable sugars. J Chem 2017:1–9. https://doi.org/10.1155/2017/5680105
Bansal M, Chauhan GS, Kaushik A, Sharma A (2016) Extraction and functionalization of bagasse cellulose nanofibres to Schiff-base based antimicrobial membranes. Int J Biol Macromol 91:887–894. https://doi.org/10.1016/j.ijbiomac.2016.06.045
Barbash V, Yashchenko O (2015) Obtaining a straw pulp in the isobutanol medium. Res Bull NTUU “KPI” 104:80–86
Barbash VA, Yaschenko OV, Alushkin SV, Kondratyuk AS, Posudievsky OY, Koshechko VG (2016) The effect of mechanochemical treatment of cellulose on characteristics of nanocellulose films. Nanoscale Res Lett 11:410. https://doi.org/10.1186/s11671-016-1632-1
Barbash VA, Yaschenko OV, Shniruk OM (2017a) Preparation and properties of nanocellulose from organosolv straw pulp. Nanoscale Res Lett 12:241. https://doi.org/10.1186/s11671-017-2001-4
Barbash V, Yashchenko O, Kedrovska A (2017b) Preparation and properties of nanocellulose from peracetic flax pulp. JSRR 16(1):1–10. https://doi.org/10.9734/JSRR/2017/36571
Barbash VA, Yashchenko OV, Opolsky VO (2018) Effect of hydrolysis conditions of organosolv pulp from kenaf fibers on the physicochemical properties of the obtained nanocellulose. Theor Exp Chem 54:193–198. https://doi.org/10.1007/s11237-018-9561-y
Charani PR, Moradian MN (2019) Utilization of cellulose nanofibers and cationic polymers to improve breaking length of paper. Cellul Chem Technol 53(7–8):767–774. https://doi.org/10.35812/CelluloseChemTechnol.2019.53.75
Chattopadhyay DP, Patel BH (2016) Synthesis, characterization and application of nano cellulose for enhanced performance of textiles. J Text Sci Eng 6:248. https://doi.org/10.4172/2165-8064.1000248
Correia VC, dos Santos V, Sain M, Santos SF, Leão AL, Junior HS (2016) Grinding process for the production of nanofibrillated cellulose based on unbleached and bleached bamboo organosolv pulp. Cellulose 23:2971–2987. https://doi.org/10.1007/s10570-016-0996-9
Costa LA, Fonseca AF, Pereira FV, Druzian JI (2015) Extraction and characterization of cellulose nanocrystals from corn stover. Cellul Chem Technol 49:127–133
Ioelovich M (2017) Superposition of acid concentration and temperature at production of nanocrystalline cellulose particles. J Chem Edu Res Prac 1(1):1–6
Jasmani L, Adnan S (2017) Preparation and characterization of nanocrystalline cellulose from Acacia mangium and its reinforcement potential. Carbohydr Polym 161:166–171. https://doi.org/10.1016/j.carbpol.2016.12.061
Johnson DA, Paradis MA, Bilodeau M, Crossley B, Foulger M, Gélinas P (2016) Effects of cellulosic nanofibrils on papermaking properties of fine papers. Tappi J 15:395–402
Jung YH, Chang T-H, Zhang H, Yao C, Zheng Q, Yang VW, Mi H, Kim M, Cho SJ, Park D-W, Jiang H, Lee J, Qiu Y, Zhou W, Cai Z, Gong S, Ma Z (2015) High-performance green flexible electronics based on biodegradable cellulose nanofibril paper. Nat Commun 6:7170. https://doi.org/10.1038/ncomms8170
Kamoga OLM, Byaruhanga JK, Kirabira JB (2013) A review on pulp manufacture from nonwood plant materials. Int J Chem Eng Appl 4(3):144–148. https://doi.org/10.7763/IJCEA.2013.V4.281
Kim D-Y, Lee B-M, Koo DH, Kang P-H, Jeun J-P (2016) Preparation of nanocellulose from a kenaf core using E-beam irradiation and acid hydrolysis. Cellulose 23(5):3039–3049. https://doi.org/10.1007/s10570-016-1037-4
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocellulose: a new family of nature-based materials. Angew Chem Int Ed 50:5438–5466. https://doi.org/10.1002/anie.201001273
Kumar V (2018) Roll-to-roll processing of nanocellulose into coatings. Dissertation, Åbo Akademi University
Kunaver M, Anžlovar A, Žagar E (2016) The fast and effective isolation of nanocellulose from selected cellulosic feedstocks. Carbohydr Polym 148:251–258. https://doi.org/10.1016/j.carbpol.2016.04.076
Lin N, Dufresne A (2014) Nanocellulose in biomedicine: current status and future prospect. Eur Polym J 59:302–325. https://doi.org/10.1016/j.eurpolymj.2014.07.025
Majoinen J, Kontturi E, Ikkala O, Gray DG (2012) SEM imaging of chiral nematic films cast from cellulose nanocrystal suspensions. Cellulose 19:1599–1605. https://doi.org/10.1007/s10570-012-9733-1
McCracken A, Sadeghian P (2018) Corrugated cardboard core sandwich beams with bio-based flax fiber composite skins. J Build Eng 20:114–122. https://doi.org/10.1016/j.jobe.2018.07.009
Mishra RK, Sabu A, Tiwari SK (2018) Materials chemistry and the futurist eco-friendly applications of nanocellulose: status and prospect. J Saudi Chem Soc 22:949–978. https://doi.org/10.1016/j.jscs.2018.02.005
Morais JPS, Rosa MDF, Nascimento LD, do Nascimento DM, Cassales AR (2013) Extraction and characterization of nanocellulose structures from raw cotton linter. Carbohydr Polym 91(1):229–235. https://doi.org/10.1016/j.carbpol.2012.08.010
Paschoal G, Muller CM, Carvalho GM, Tischera CA, Malia S (2015) Isolation and characterization of nanofibrillated cellulose from oat hulls. Quim Nova 38(4):478–482. https://doi.org/10.5935/0100-4042.20150029
Saberikhan E, Rovsseh JM, Rezayati-Charani P (2011) Organosolv pulping of wheat straw by glycerol. Cellul Chem Technol 45:67–75
Sánchez R, Espinosaa E, Domínguez-Roblesa J, Loaiza JM, Rodríguez A (2016) Isolation and characterization of lignocellulose nanofibers from different wheat straw pulps. Int J Biol Macromol 92:1025–1033. https://doi.org/10.1016/j.ijbiomac.2016.08.019
Siro I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: review. Cellulose 17:459–494. https://doi.org/10.1007/s10570-010-9405-y
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2011) A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 18(4):1097–1111. https://doi.org/10.1007/s10570-011-9533-z
Szczêsna-Antczak M, Kazimierczak J, Antczak T (2012) Nanotechnology—methods of manufacturing cellulose nanofibres. Fibres Text East Eur 2(91):8–12
Taipale T, Österberg M, Nykänen A, Ruokolainen J, Laine J (2010) Effect of microfibrillated cellulose and fines on the drainage of kraft pulp suspension and paper strength. Cellulose 17:1005–1020. https://doi.org/10.1007/s10570-010-9431-9
TAPPI Test Methods (2004) Tappi Press, Atlanta
Travalini A, Prestes E, Pinheiro L, Demiate IM (2016) High crystallinity nanocellulose extracted from cassava bagasse fiber. O Papel 77(1):73–80
Viana LC, Potulski DC, Muniz GIB, Andrade AS, Silva EL (2018) Nanofibrillated cellulose as an additive for recycled paper. CERNE 24(2):140–148. https://doi.org/10.1590/01047760201824022518
Acknowledgements
This work was funded by Ministry of Education and Science of Ukraine, under project no. 2002
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Rights and permissions
About this article

Cite this article
Barbash, V.A., Yashchenko, O.V. Preparation and application of nanocellulose from non-wood plants to improve the quality of paper and cardboard. Appl Nanosci 10, 2705–2716 (2020). https://doi.org/10.1007/s13204-019-01242-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13204-019-01242-8