
Abstract
The development of a preformed cylinder made by wire and arc additively manufacturing (WAAM) from 316L stainless steel (SS316L) and extended to a thin tube via flow-forming operation was introduced in previous work. It was shown that the material can tolerate high plastic deformation in the as-received condition and did not require any heat treatment (HT) before the flow-forming operation. However, the flow-forming’s high reduction in tube thickness and length increase generates large amounts of residual stresses that might affect the final product. For most engineering applications these residual stresses must be reduced or eliminated by appropriate HT. In this work, different HT on the final tube were investigated. The stress-relief heat treatments were conducted in air and vacuum environments, within the temperature range of 400–800 °C. The representative test samples were rings made of the above flow-formed tube. In an attempt to minimize the variation in the mechanical properties of the produced tube, a typical high reduction flow-formed tube was sliced into rings. Part of the rings were sectioned to evaluate the residual stresses left after each HT. Other rings were tested via the ring expansion technique to evaluate the impact of each HT on the ultimate strength of the material. It is shown that the variation in the HT temperatures directly influenced the residual stresses, the thermal treatments reduced the material’s ultimate strength by about 20% with respect to the post deformation state. It was shown that even further strengthening can be gained by the HT up to 600 °C while the residual stress decreases. Full stress relief is achieved in 800 °C with some strength reduction.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Additive manufacturing (AM) is a field that uses various techniques for parts production, such as powder bed fusion and direct energy deposition. The technology enables to create complex geometries without the need for additional post processing processes. However, AM parts tend to have high residual stresses due to the rapid solidification inherent in most procedures, requiring heat treatment (HT) to relieve the stresses. HT of AM parts is not straightforward due to the complex thermal history in AM [1, 2].
In order to improve the material’s properties, plastic deformation can be applied, such as equal channel angular pressing, regardless of the final geometry [3]. However, severe plastic deformation can introduce large residual stresses that may affect additional machining or other manufacturing processes. HT can be used to overcome this problem; however, the procedure must be carefully designed to avoid strength loss or generate grain growth while still relieving residual stresses.
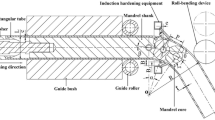
In this study, a high-strength 316L stainless steel (SS316L) thin-walled tube were made using wire and arc additive manufacturing (WAAM) and subjected to large plastic deformation due to flow-forming operation. Ring samples were cut from the final tube and were subjected to various HT procedures to relieve the significant residual stresses mainly generated by the flow-forming process. Surprisingly, it was found that higher HT temperatures increased the ultimate strength of the cylinder by up to 20% while decreasing the residual stress levels. However, only HT at 800 °C resulted in full stress relief, but with a corresponding reduction in strength. A schematic diagram of the tune production process is shown in Fig. 1.

A schematic diagram of the tube production process starts from welding wire to final flowformed tube.
This study focused on stress relief procedures for WAAM SS316L after severe flow-forming plastic deformation without compromising its high strength. The results were evaluated by comparing the ultimate and residual stress achieved after each HT procedure. The experiment’s details, calculation methods, and results are presented in Sects. 2 and 3, respectively, with a discussion of the results and conclusions presented in Sects. 4 and 5.
2 Materials and Methods
WAAM (produced by GMAW) and annealed wrought (bulk) SS316L thick-walled cylinders, with 20 mm wall thickness, 95 mm inner diameter, and 120 mm height, were machined and flow-formed into thin-walled cylinders with 1.3 mm wall thickness, 111 mm inner diameter, and 800 mm height. The resulting plastic strain was approximately 88% in thickness (εtP) in the radial direction. The WAAM material is identical to that of Shirizly and Dolev [4], with high ultimate strength of about 1.4 GPa in the tangential direction and 1.1 GPa in the longitudinal direction. Similar values were achieved in high strain and strain rate experiments using Split Hopkinson Pressure Bar apparatus [5, 6]. These values are much higher than the strength of the material before deformation (about 590 MPa) due to strain hardening caused by the flowforming plastic operation, and residual stresses were not relieved then. The final thin-walled tubes (both WAAM and bulk) were sliced into rings and subjected to different HT procedures, and then tested for ultimate strength and residual stress evaluation.
Heat treatment is a necessary step to relieve residual stresses and prevent rupture during the deformation process [7, 8]. Prior to the flowforming operation the bulk material was fully annealed. The low melting material (surface-to-volume ratio) in the wire arc additive manufacturing (WAAM) process slows down the cooling rate of the part, which acts as a built-in annealing-like treatment (the material properties is shown in [4]). Hence, flow-forming of the WAAM cylinder was carried out in the as-built condition without the need of HT to the flowforming preforms. However, the flowforming operation include severe plastic deformation that generate high residual stresses. Those residual stresses need to be relieved by HT for further machining and cutting to the final product. The AMS 2759/4 standard recommend the stress relief for SS316L at temperatures below 816 °C, and three temperatures. Therefore, three temperatures levels (400, 600, and 800 °C) were chosen. Temperatures between the dimensional stabilization and full stress relief HT. The HT was carried out in two environments (once in a vacuum and once in an air furnace) for the WAAM material, while only the air furnace was used for the conventional bulk material. All HTs lasted for one hour at ambient temperature after heating rate of 2.5 °C/min.
To evaluate the ultimate strength of the materials, a ring hoop tension test (RHTT) [9] was performed. In this test, two D-blocks were pulled apart to expand the ring until fracture occurred. The force-displacement relation was then used to calculate the stress and strain. The D-blocks were pulled apart using a Shimadzu tension machine with displacement control set at 0.45 mm/min. The full width of the ring was used without a reduced width (gauge) section for the nominal ultimate strength calculation as in [4, 10]. For each heat treatment, three rings were tested, the average ultimate stress and extreme values were calculated.
The thin-walled tubes were cut into rings, resulting in undeformed closed rings prior to slitting, implying the absence of axial residual stresses. Residual stresses relief is important for additional machining and final dimensions of a part as elastic springback. However, upon slitting, a two-directional jump was observed, one in the circumferential direction (tangential - θ direction) and the other one in the longitudinal direction (RZ direction). The residual stresses responsible for the ring’s deformation can be calculated by considering the applied stresses needed to close the ring back to its original form [8]. Since the residual stresses are elastic, superposition can be used to calculate the equivalent residual stress with Von Mises’ formulation. This estimation can be performed in a two-stage process, where first the shear stress can be calculated by bringing the corresponding slit planes to coincide into one plane [11], and then the circumferential stress can be calculated by closing the ring upon itself [8]. All other stress components are zero, which implies the simplification presented in (Eq. 1). After using the formulas for the shear [11] and circumferential stresses [8]. Three rings were tested for each HT, the average residual stress and their extreme values were calculated.
When σe, σθ, τ are the Mises equivalent, circumferential and shear stresses, respectively. \(E\) and v are the Young’s modulus and Poisson’s ration. \(D_{0}\), \(t\), \(w\) are the materials initial diameter, all thickness and width, respectively. \(D_{1}\) is the diameter of the ring after cutting it and letting the residual stresses to open it. \(F\) is the required force to bring the ring back to one flat plane and \(c = D_{0} /t\).
Figure 2 presents schematically the process discussed above.

The flow scheme for testing the tube for residual stress. a) The flow formed thin-walled tube cut into rings and varies heat treatment were applied. b) Part of the rings were used for tensile test and residual stress determination. (c) Rings opening after different HTs temperatures presenting axial and circumferential jump due to residual stress.
3 Results
The study conducted tests on the ultimate and residual stresses of WAAM and bulk materials after various heat treatments (HTs) using three rings per test at each HT and for each material. Results are summarized in Fig. 3, which displays the average value and extreme values for each test. The WAAM material underwent HT in both vacuum and air furnaces, except for the HT in the air furnace at 400 °C, which was disregarded due to the small effect in ultimate stress seen for the vacuum furnace test at the same temperature, and the generally good agreement in ultimate and residual stresses for WAAM in both air and vacuum HT. The WAAM material exhibited a similar behavior for both furnaces at each HT temperature, both for the ultimate and residual stresses, with ultimate stress increasing up to the maximum value achieved after HT at 600 °C, followed by a decrease at 800 °C, while residual stress monotonically decreased with HT temperature. The bulk material showed a similar behavior, but the maximum ultimate stress was observed for HT at 400 °C. The ultimate stresses of the WAAM material were higher than those of the bulk material for all HTs, reaching about 1560 MPa for the WAAM material compared to about 1420 MPa for the bulk material. Although the residual stresses of the WAAM material were also higher than those of the bulk material, the difference between them decreased at higher HT temperatures.

(a) Residual stress as a function of HT’s temperatures for bulk and WAAM materials in air and vacuum furnaces. Extreme values are presented as error bars. (b) Ultimate stress in bulk and WAAM materials as a function of HT’s temperatures in air and vacuum furnaces. No error bars are presented due to the very small deviations, less than 5%.
4 Discussion
The study found that both bulk and WAAM SS316L materials can achieve very high strength levels through flow-forming, but it generated significant residual stresses. The residual stresses can be relieved by heat treatment. In contradiction to the expected response, the ultimate strength of both materials increased with temperature up to 400 °C for bulk and 600 °C for WAAM, respectively, while residual stress only decreased. Beyond those temperatures, both ultimate and residual stresses decreased, which is in line with classical behavior. The best performance was observed for WAAM SS316L after HT at 600 °C in vacuum, which resulted in the highest ultimate stress (1560 MPa) with almost negligible residual stress (150 MPa). The probable cause for the high increase in strength is probably due to nano-twins as was previously reported for similar materials [5, 12,13,14]. Their role in the material’s strength evolution during heat treatment is a point for further investigation. Overall, the study provides important insights into the effect of heat treatment on the mechanical properties of SS316L materials and highlights the importance of considering residual stresses in material design and processing.
5 Conclusions
Post flow-forming and heat treatment of a WAAM SS316L tubes, the optimal high strength (1560 MPa) condition with minimal residual stress achieved at 600 °C under vacuum environment. Higher temperatures can reduce residual stress and lower the strength. The microstructural reason for strengthening is likely due to nano-twinning and required further study to understand its characteristics.
References
Chen, S., Gao, H., Zhang, Y., Wu, Q., Gao, Z., Zhou, X.: Review on residual stresses in metal additive manufacturing: formation mechanisms, parameter dependencies, prediction and control approaches. J. Market. Res. 17, 2950–2974 (2022). https://doi.org/10.1016/j.jmrt.2022.02.054
Rodrigues, T.A., et al.: Effect of heat treatments on 316 stainless steel parts fabricated by wire and arc additive manufacturing: Microstructure and synchrotron X-ray diffraction analysis. Addit.Manuf. 48 (2021). https://doi.org/10.1016/j.addma.2021.102428
Hosseinzadeh, A., et al.: Severe plastic deformation as a processing tool for strengthening of additive manufactured alloys. J. Manuf. Process. 68, 788–795 (2021). https://doi.org/10.1016/j.jmapro.2021.05.070
Shirizly, A., Dolev, O.: From wire to seamless flow-formed tube: leveraging the combination of wire arc additive manufacturing and metal forming. JOM 71(2), 709–717 (2018). https://doi.org/10.1007/s11837-018-3200-x
Chen, J., Wei, H., Zhang, X., Peng, Y., Kong, J., Wang, K.: Flow behavior and microstructure evolution during dynamic deformation of 316 L stainless steel fabricated by wire and arc additive manufacturing. Mater. Des. (198) (2021). https://doi.org/10.1016/j.matdes.2020.109325
Goviazin, G.G., Shirizly, A., Rittel, D.: Static and dynamic mechanical properties of wire and arc additively manufactured SS316L and ER70S6. Mech. Mater. 164, 104108 (2021). https://doi.org/10.1016/j.mechmat.2021.104108
Kalpakjian, S., Schmid, S.R.: Manufacturing Engineering and Technology, 6th edn. Prentice Hall (2010)
Dieter, G.E.: Mechanical Metallurgy, 1st edn. McGraw-Hill (1961)
Dick, C.P., Korkolis, Y.P.: Mechanics and full-field deformation study of the ring hoop tension test. Int. J. Solids Struct. 51, 3042–3057 (2014). https://doi.org/10.1016/j.ijsolstr.2014.04.023
Zhao, Y., Druzhinin, P., Ivens, J., Vandepitte, D., Lomov, S.V.: Split-disk test with 3D digital image correlation strain measurement for filament wound composites. Compos Struct. (263) (2021). https://doi.org/10.1016/j.compstruct.2021.113686
Young, W.C., Budynas, R.G.: Roark’s Formulas for Stress and Strain, 7th edn. McGraw-Hill, New York (2002)
Hassan, S., Sharma, S., Kumar, B.: A review of severe plastic deformation (2017). www.irjes.com
Hamdi, F., Asgari, S.: Evaluation of the role of deformation twinning in work hardening behavior of face-centered-cubic polycrystals. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 39, 294–303 (2008). https://doi.org/10.1007/s11661-007-9356-6
Agrawal, A.K., Singh, A.: Limitations on the hardness increase in 316L stainless steel under dynamic plastic deformation. Mater. Sci. Eng., A 687, 306–312 (2017). https://doi.org/10.1016/j.msea.2017.01.066
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Goviazin, G.G., Rittel, D., Shirizly, A. (2024). Stress Relief in WAAM SS316L Flow-Formed Tube. In: Mocellin, K., Bouchard, PO., Bigot, R., Balan, T. (eds) Proceedings of the 14th International Conference on the Technology of Plasticity - Current Trends in the Technology of Plasticity. ICTP 2023. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-41023-9_79
Download citation
DOI: https://doi.org/10.1007/978-3-031-41023-9_79
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-41022-2
Online ISBN: 978-3-031-41023-9
eBook Packages: EngineeringEngineering (R0)