
Abstract
In order to improve the production process at a company (in this case Diamond Jubilee Sime Darby Plantation Sdn. Bhd) as well as to overcome the problem in their production, simulation can be a solution for this company to deal with their problem related to production process and overcoming them. A simulation can be and is used to identify their problem in the production process. This study aims to develop simulation to mimic their production process and overcome the problem using the ProModel Simulation software. These simulations can assist and help the company to identify their production process and guide them to maximize their production and reduce cost while using this simulation. An interview and site visit was conducted in this research to observe and identify the problem more efficiency. The study has shown that developing a simulation has many benefits and helps in the production process. However, none have yet been developed a simulation to overcome the problem in production process at Diamond Jubilee Sime Darby Plantation Sdn. Bhd. in this research, the objectives are to identify the production process in this company to brainstorm solutions to manufacturing processes issues and to apply the ProModel Simulation software in the production process. The research area will be at Diamond Jubilee Sime Darby Plantation Sdn. Bhd. for the site visit to observe their production process and interview with their mill manager to identify their problem. Further studies have also been proposed for future research. To conclude, the problem of their production process may be able to be solved by simulation that can replicate the actual production without spending on real world using this study.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
21.1 Introduction
Sime Darby Berhad is Malaysia’s largest multinational corporation, and it is one of Southeast Asia’s widest plantation company. It was established in 1910 by two businessmen William Sime and Henry Darby contrived Sime Darby. Sime Darby Berhad is a multi-faceted corporation with operations in transportation, motors, industrial machinery, and healthcare. Sime Darby provides engineering services, sales, rentals, maintenance of equipment, administration of port infrastructure, water treatment and distribution, insurance broking, supply of shared services, other commercial projects, car assembly and distribution, and after-sales support. In addition, the company is also listed on the main board of Bursa Malaysia Securities Berhad. The firm is the biggest multinational corporation in Malaysia and one of the biggest in Southeast Asia. The business is present in Malaysia, other Southeast Asian nations, China, and Australia. The business’s headquarters are in Malaysia’s Kuala Lumpur (Ravanera and Gorra 2010).
Additionally, the primary commercial activity is oil palm production in the variety sector. Sime Darby Berhad began as a rubber company that also provided engineering services, distributed heavy machinery and vehicles, developed real estate, and produced electricity.
They employ over 100,000 people internationally and operate in close to 20 nations. 38% of sales come from the local market, 25% from Hong Kong, 14% from Singapore, and 11% from Australia. The company has been a leader in the international business sphere thanks to all of its skills and corporate identity. These have a variety of industries that are globally competitive. The history of Sime Darby Plantation Sdn. Bhd. began in the nineteenth century, when intrepid English planters started rubber plantations in Malaya. These pioneers included Alexander Guthrie, Daniel and Smith Harrison, Joseph Crosfield, Willliam Sime, and Henry d’Esterre and Herbert Mitford Darby, who founded the Sime Darby Group in 2007 after the merger of three successful businesses (Kumpulan Guthrie Berhad, Golden Hope Plantations Berhad, and Sime Darby Berhad). Creating a new company with such a completely different mission, vision, and objective (Syed and Philip 2008).
Sime Darby Diamond Jubilee Plantation Sdn. Bhd. in Jasin, Melaka, was established in 1971. H.E. Fraser was the factory manager. There are 16 nations in which the firm conducts its downstream processes, including the refining of crude palm oil (CPO) for use in edible oils and fats products, oleo chemicals, and biodiesel (Potter 2015) stated that maintaining the best quality at all times is key to Sime Darby Plantation’s business concept while producing a broad range of goods based on palm oil. Sime Dar-by Plantation is dedicated to creating and promoting sustainable goods and practises in the palm oil business as the largest producer of certified sustainable palm oil in the world. The firm is constantly looking for new methods to promote the production, acquisition, and use of sustainable oil palm products as one of the founding members of the Roundtable on Sustainable Palm Oil (RSPO). Sime Darby Berhad had the opportunity to expand and build a few manufacturing branches during this time.
The Group changed the name of all of its downstream businesses to Sime Darby Oils (SDO) in March 2019 to fully explore the potential of SDP as a reputable brand known for its sustainability credentials and high product quality. Sime Darby Oils operations manage the trading, production, sales, and marketing of oils and fats products, palm oil-based biodiesel, nutraceuticals, and other variants through a vast global wide range of institutions in eight nations (Malaysia, China, The Netherlands, United Kingdom, South Africa, Thailand, Indonesia, and Papua New Guinea). SDO maintains and runs 11 refineries with a combined capacity of 3.8 million metric tonnes (MT) annually and a total bulking installation capacity of 300,000,000 tonnes within this core business. The company’s slogan, “Realizing Possibilities, Together,” captures its idea of working with partners to make high-quality, enlightening products and to ensure that consumers may live sustainably (Zahraee et al. 2019).
21.1.1 Problem Statement
The aim of this part is to improve the production process efficiency at this firm, located at Jasin, Melaka.
The production process has been facing with a variety of problems according to Tuan Muhammad Mukhtarul ‘Arifin Bin Salimin’ as Diamond Jubilee Sime Darby Plantation Sdn. Bhd.’s mill director.
-
1.
Process efficiency of the production.
-
2.
The lack of worker in detecting defects.
-
3.
The efficiency in time management.
To solve this issue, the organization needs to take action with contributions such as hired additional employees in the production process of manufacturing activities, adding more machines which contribute directly to one of the biggest impacts. In addition, the organization wants to reduce its workers and computer efficiency in a concept for increasing productivity.
Simulating the proposed production process improvement allows it to be assessed. The organization may recognize by using the simulation which would be better for real work and that the problem can also be resolved to increase performance in manufacturing activities. Khalili and Zahedi (2013) claimed using simulation software would allow to better understand the actual output structure and correctly forecasting the performance of the device over time makes modeling and simulation an excellent method for program planning. Alternatively, it allows to assess the performance and offer data that may be used to gauge capacity. Simulation models are animations of designs that are identical to the real-world systems, and they can help investors better comprehend the designs (Yasir and Mohamed 2018). The production system for a manufacturing firm is the key factor in the competition between the enterprises. Therefore, enhancing the production system is a crucial way to boost an enterprise’s ability to compete. The key influencing elements may be identified and improved upon after the simulation results have been examined (Enrico et al. 2010).
21.1.2 Research Objective
The research has three objectives, each of which will lead to the anticipated outcome the researcher needs. The following are the research objectives that should be attained:
-
1.
To identify the production process.
-
2.
To discuss on ways to overcome the problem of the production process.
-
3.
To apply the ProModel Software into the production process.
21.2 Methodology
21.2.1 Research Design
The research development for the research subject will be clarified in this section. A collection of research that involves conceptual analyzes, the product definition, literature review, problem statement and research methodology is given before the beginning of the project.
According to Setyanto (2013), the preliminary analysis is the fundamental process that determines the definition of the project at the beginning of the project. The analysis should be carried out in the process flow, problem statement and draft.
Next phase is the creation of the research project prototype, in the case study Diamond Jubilee Sime Darby Plantation Sdn Bhd, and the construction of a simulation model centered on the collection of data in order to define the plant layout production process. The simulation model will be evaluated before the programme is put into use, and if there are problems with the project, the model may also be tested and given advice.
Finally, the evaluation of the simulation software research methods may be carried out. The evaluations of the whole model would also be conducted by utilizing the performance data for the development of the production process in the manufacturing process.
21.3 Results and Discussion
Depending on the study methodologies employed in the interview sessions, the part would cover research, findings, and results. First, the data would be examined. The research findings will be contrasted with earlier research described in the literature review. The findings of this section are focused on field visits and observations in the development cycle of Diamond Jubilee Sime Darby Plantation Sdn. Bhd. Development to prove the problem and an experiment was carried out by the researchers. The researchers simulated the problems and outcomes of the simulation mentioned in this section after collecting evidence or information based on interviews.
21.3.1 Research Objective 1
The research objective 1 is to describe the development cycle at the company. In order to achieve this goal, the researcher did an interview to get the results. The research question for the interview is described in Table 21.1.
21.3.2 Research Objective 2
Research objective 2 in this work is to explore how to solve the problems of the production process. The study question below has been created:
Research Question: How to overcome the problem of the operation system at Diamond Jubilee Sime Darby Plantation Sdn. Bhd.?
-
Method. In order to address the research question two, the researcher developed a simulation for the production process using the Promodel Simulator software.
-
Promodel Simulation. ProModel describes the production system as a manufacturing location structure, such as machines or workstations, from which parts (or entities) are treated according to some manufacturing definition. The network will also have routes, such as transportation aisles, as well as support facilities, such as operators and material handling equipment used to process and move items. The Promodel Simulator will fix the issue where there is a void in the development cycle by producing a new design or adding an additional design in the production phase.
-
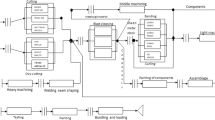
Model Elements. We must define all the basic modeling elements in constructing this model, and some of the optional elements are shown in Fig. 21.1. The researcher used the position model aspect, entities (parts), arrivals, processes, resources, path networks, and attributes for this study. The model element in order will be used to represent the production process.
Fig. 21.1 
Model elements
-
Building Models. By completing the corresponding modules chosen in the build menu, models are produced. This module is made up of a number of edit tables and dialogue boxes that are used to offer layout specifications. A setup window is also present for setting up paths and other modelling features for simulation tools.

21.3.3 Research Objective 3
The research objective 3 in this research is to apply the Promodel Simulation software into the production process. The research question below was created:
Research Question: How to improve the process of operation system in Diamond Jubilee Sime Darby Plantation Sdn. Bhd. by using the Promodel Simulation software?
-
(a)
Result Statistics—The researcher’s statistics are classified into 10 processes that result in the production of crude oil and kernel extraction. In other words, without the information gleaned from the observation and interview sessions, the entire process would fall short. In order to update a model element and obtain statistics for comparisons between or more efficient designs, data from interviews and observation is also utilized.
-
(b)
Comparison for Total Production in Current Design and Proposed Design—According to Figs. 21.2 and 21.3, the researcher made an experiment using two end products to get the efficiency of the production process. After the experiment test, the researcher got the result of efficiency production process after making improvements. Improvements have been made towards the system which was reducing the number of processes that have been taken from 13 process into 8 processes, which included the fruit digestion process, clarifying process for crude oil, kernel drying process, kernel crushing process, and kernel separation process. Benefits of minimal process can help the production, produce more products in the same actual time instead of wasting waiting time between a gap process to another process. It also can reduce human error among the workers. Since the simulation is essentially an experimental tool of analysis and predicting the system, the result might not be accurate when the company applied into the system. From the bar graph, the statistics show that the percentage of entities stated of the end product for actual design: crude oil, 79.50% and kernel, 86.63% while the percentage of entities stated of the end product for proposed design: crude oil, 98.77% and kernel, 100%.
Fig. 21.2 
Entities states of the end product statistics for current design
Fig. 21.3 
Entities stated of the end product statistics for proposed design
-
(c)
Comparison for Single Capacity Location States in Current Design and Proposed Design—Based on Figs. 21.4 and 21.5, the researcher made an experiment by upgrading the process from 13 into 8 processes to get the efficiency of the production process. After the experiment test, the researcher got a result that by upgrading 3 processes which include the oil clarification using ORP sensor (pH sensor), purifying process and silo process indirectly can reduce the number of processes and boost the product within actual time. The best result of the proposed design is an efficiency as much as 100% of ramp, 64.58% of bunch sterilization process, 32.29% of bunch threshing process, 6.6% of pressing process, 33.33% of oil clarification process, 22.92 of kernel recovery process, 52.21% of purifying process and 50.31% of silo process.
Fig. 21.4 
Statistics for single capacity location states in current design
Fig. 21.5 
Statistics for single capacity location states in proposed design
-
(d)
Comparison for Multiple Capacity Location Stated in Current Design and Proposed Design—Figures 21.6 and 21.7 shows the best results of proposed design efficiency as 1.20% busy time of fruit elevator compared to the current design are 53.84% busy time. Furthermore, the percentage decrease is around 52.28 with an addition upgrading fruit digestion process.
Fig. 21.6 
Statistics for multiple capacity location states in current design
Fig. 21.7 
Statistics for multiple capacity location states in proposed design
-
(e)
Comparison for Total Location Utilization in Current Design and Proposed Design—According Figs. 21.8 and 21.9, the best results of the proposed design efficiency of ramp utilization as 100%, bunch sterilization as 64.58%, bunch threshing as 32.29%, pressing as 2.70%, oil clarification as 33.33%, kernel recovery s 22.92%, purifying 52.21%, silo as 50.31%, kernel extraction as 21.09%.
Fig. 21.8 
Statistics for location utilization in current design
Fig. 21.9 
Statistics for location utilization in proposed design








21.4 Conclusion
21.4.1 Overview of the Study
The goal of this research is to investigate the production process operations, create simulation models to determine the plant’s production process efficiency, and discover the differences between the production process’s present and suggested designs. Hopefully, everyone will get something from this study.
21.4.2 Recommendation
Several recommendations and suggestions on the effectiveness of the manufacturing process will be offered at the conclusion of the research based on the findings and analysis of the preceding section.
21.4.2.1 Upgrade the Machine
The study team looked at the production-related issues Diamond Jubilee Sime Darby Plantation Sdn. Bhd. was experiencing. Due to a shortage of machines in the operation of their production process, they experienced a short time difficulty when there are several procedures for raw material input. This occurs because they desire to meet their daily output targets. To make improvements, the researcher suggests the company to reduce the occupation times of each machine while upgrading the equipment to enhance and improve their operations. The production activities are greatly improved with the addition of a machine. As a result of this development, the company decreases the wastage of unfinished raw materials and spares their workers from working till the wee hours of the morning since it would be more effective if implemented.
21.4.2.2 Usage of More Technology Than Manpower
Based on the observations, the researcher concluded that Diamond Jubilee Sime Darby Plantation Sdn. Bhd. had a cap on the amount of labour that could be utilised in the manufacturing process. Moving items from one activity to another and handling the machine both take time. Because of this, the researcher advised Diamond Jubilee Sime Darby Plantation Sdn. Bhd. to employ more technology to replace the labour force so that items may be moved from one operation to another without concern for the productivity of the labour force. The PH sensor (ORP sensor), which detects the amount of oxygen a liquid can hold, is one type of technology that Diamond Jubilee Sime Darby needs to deploy. Alternatively, they can determine the pH value of an oil instead of waiting for laboratory results. It is much fastest result than manpower.
References
Enrico B, Claudia C, Roberto R, Roberto M (2010) Using WITNESS™ simulation software as a validation tool for an industrial plant layout. In: Proceedings of the 9th international conference on system science and simulation in engineering Iwate
Khalili MH, Zahedi F (2013) Modeling and simulation of a mattress production line using promodel. In: Proceedings of the 2013 winter simulation conference, Washington, 8–11 Dec 2013
Potter L (2015) Managing oil palm landscapes: a seven-country survey of the modern palm oil industry in Southeast Asia, Latin America and West Africa. Center for International Forestry Research, Bogor, Indonesia
Ravanera RR, Gorra V (2010) Commercial pressures on land in Asia: an overview. International Land Coalition, Rome, Italy
Setyanto AE (2013) Memperkenalkan Kembali Metode Eksperimen dalam Kajian Komunikasi. JIKOM 3(1):37–48
Syed ZA, Philip KJ (2008) Transnational corporations from Asian developing countries: the internationalisation characteristics and business strategies of Sime Darby Berhad. Int J Bus Sci Appl Manag 3(2):21–36
Yasir AS, Mohamed NM (2018) Assembly line efficiency improvement by using witness simulation software. IOP Conf Ser: Mater Sci Eng 319:012004
Zahraee SM, Golroudbary SR, Shiwakoti N et al (2019) An investigation of the environmental sustainability of palm biomass supply chains via dynamic simulation modeling: a case of Malaysia. J Clean Prod 237(117740):1–64
Acknowledgements
The expression of gratitude is made to everyone who has been involved, whether directly or indirectly.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Samri, E.A., Mohd Noor, H.A., Syed Roslee, S.M.S., Kassim, R., Abdul Rahman, F., Baharum, Z. (2023). The Development of Simulation to Improve the Production Process Efficiency. In: Ismail, A., Zulkipli, F.N., Yaakup, S., Öchsner, A. (eds) Materials and Technologies for Future Advancement. Advanced Structured Materials, vol 193. Springer, Cham. https://doi.org/10.1007/978-3-031-38993-1_21
Download citation
DOI: https://doi.org/10.1007/978-3-031-38993-1_21
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38992-4
Online ISBN: 978-3-031-38993-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)