
Abstract
Additive manufacturing of sustainable and biodegradable materials offers an alternative fabrication paradigm to current composites used in architecture, based on the growth of materials rather than on extraction. This research investigates the extrusion of a mycelial-hemp and clay mix without additional additives and thoroughly evaluates the steps leading to it. The analysis entails four major steps: manual material investigation to figure out the finest ratio between clay and hemp shives for smooth extrudability, understanding hardware and software determinants that impact the resultant printed form, preparation of the material for 3D printing under sterile conditions and printing the Mycelium-clay mix varying properties analyzing the emergent characteristics of the material. Therefore, the research explores the possible combination ratios of a clay substrate with the addition of hemp shives inoculated with Pleurotus Ostreatus, without using any additional additives to test the paste’s extrudability properties. The research successfully achieved a balanced ratio between mycelium, hemp, clay, and water when the relative percentage of clay and hemp shives were kept at 85–15%, respectively. The investigation also helped deduce that 3D extrusion printing with the Delta WASP 40,100 Clay Printer, with a nozzle diameter of 9 mm, is most optimal when the layer height is one-third of the nozzle diameter and the Extrusion (E) Value and Feed rate (F) is kept constant throughout the printing, in our case at 30 mm and 1500 mm/min, respectively.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Additive manufacturing
- Digital fabrication
- Mycelium-clay
- Extrudability
- 3D Printing
- G-codes
- Emergent attributes
United Nations’ Sustainable Development Goals
- 9. Build resilient infrastructure, promote inclusive and sustainable industrialization and foster innovation
- 11. Make cities and human settlements inclusive, safe, resilient and sustainable
- 15. Protect, restore and promote sustainable use of terrestrial ecosystems, sustainably manage forests, combat desertification, and halt and reverse land degradation and halt biodiversity loss
1 Introduction
1.1 Industry 4.0
The current paradigm shift in the Architecture, Engineering, and Construction (AEC) industry, dubbed as the Fourth Industrial Revolution, or Industry 4.0, has created numerous opportunities for innovation and invention. This has also paved the way for the emergence of a more collaborative and cross-disciplinary technological era to emerge. One such innovative research field that has spawned a plethora of sub-research studies is the use of additive manufacturing (AM). This study aims to investigate the marvels of additive manufacturing of bio-based materials that are drawn and built upon the fundamentals of bio-design while also being biodegradable. Although additive manufacturing reduces waste generation, the use of biobased materials ensures that the material is biodegradable at the end of its life cycle, minimizing any significant environmental impacts. Holistically, this research is one of many springing studies that could potentially lead to the replacement of building materials that are detrimental to the environment with more environmentally friendly ones, owing its success to the advancements of technology and digital fabrication.
1.2 State of the Art: Mycelium Fabrication Technologies
In the recent decade, the shift in global perspective due to the excessive contribution to global warming and global carbon emissions encouraged the AEC to explore and use more eco-friendly methods and materials [1]. This has opened a novel avenue: the discourse on bio-based materials and their application in the AEC Industry [2]. Recent research in the burgeoning discipline of biodesign has begun to provide intriguing answers for environmental issues created by the fast population increase and the discard culture that has accompanied it [2]. As Myers [3] suggested, “Biology-inspired methods to design and manufacture” are used in biodesign, and “life creatures [are] essential components in design” [3]. To achieve increased architectural flexibility, construction is being driven towards automation by numerous factors, including a reduction in labor for safety concerns, a reduction in construction time on site, and manufacturing costs [4]. In particular, AM is an interesting process of layer-by-layer material deposition to form 3D model data. It primarily negates the need for excessive formwork while reducing the waste produced [5]. The practice of AM further becomes more environmentally conscious if using sustainable or bio-based materials that are biodegradable or compostable at their end-of-life (EoL) [2]. Engineering natural materials with the themes of sustainability and EoL concerns have become a strategical design approach. Materials made from cellulose, silk protein, eggshell membrane, bamboo, and mycelium composites [6] have recently received considerable attention [7]. In this regard, mycelium-based composites offer renewable and biodegradable options for various design and production processes, including architectural applications [2]. Mycelium is the vegetative portion of fungus, made up of a mass of hyphae [2]. In fungus, hyphae are a long, branching filamentous structure that acts as a growth agent [2]. Each hypha contains one or more cells that divide to accelerate the growth process and has a diameter of 4–6 µm [2]. Mycelium breaks down biopolymers into simpler entities via enzymes released by hyphae, which are subsequently absorbed through active transport. This cellular process allows living creatures to consume carbon-based nutrition [2]. The hyphae emerge from the substrate and into the air, forming a “fluffy or compact coating covering the substrate, known as fungal skin” [8].
Mycelium-based composites have been widely studied and investigated in the previous years [9], which have led to the production of products like Mycelium-based leather by Mycoworks [10], acoustic and flooring panels by MOGU [11], daily use items such as vessels and bowls by Officina Corpuscoli [12], packaging items initially started by Ecovative [13] and furniture pieces by Phil Ross [14] and Eric Klarenbeek [15]. The application of mycelium-based composites is not only limited to products; it has also been explored in the realm of architecture at a pavilion scale by studios and architects that made use of molding techniques such as, the Hy-fi project by The Living Studio [16], Mycotree by ETH Zurich [17], the Growing Pavilion by Company New Heroes E. Klarenbeek [18] and MY-CO space by MY-CO-X Collective [19]. In contrast, Blast Studio's Tree Column [20] and Lund University’s Protomycokion [21] are mycelium-based projects that are additively manufactured through a direct ink writing (DIW) 3D printing technique. The application of mycelium-based composites in AEC is a novelty in the last decade, whereas, clay has been used for millennia [22]. This is due to clay's insulating characteristics, heat storage capacity, ability to minimize construction energy use, and high local availability [22]. However, this material is usually associated with traditional and vernacular architecture in undeveloped places [22]. In recent years, the 3D printing of clay and the related parameters have been explored by Benay Gürsoy [23] to analyze the impact of the printer and variables in the G-code on the resultant clay print. Interesting 3D printing projects are present in the literature, such as the Tree Column by the Blast Studio [20] and Protomycokion at the Lund University [21], which uses biopolymers to feed mycelium and create 3D printed objects. Moreover, the conceptual exploration of clay and mycelium with varying substrates such as sawdust and coffee grounds for potential 3D printing in the project Claycelium by IAAC, Barcelona [22] paves the way to combine the clay and mycelium-based potentials in the AM sector. Benay Gürsoy tests the 3D printing of clay and the digital parameters involved in the additive manufacturing process that affects the printed form [23]. However, these projects embed in the extrudable paste the use of additives. Hence, what is missing is a clear guideline on how to develop and prepare an extrudable paste and the 3D printing parameters when a clay, hemp shives, and mycelium composite are combined without additive materials. Therefore, this research offers guidance for embarking upon similar research, by investigating the digital additive fabrication of mycelium clay and by providing a step-by-step explanation of the extrudable mix and printing parameters that influence the printed element.
1.3 Research Gap and Aims of the Research
In this paper, the subject of focus is the additive extrusion of a mixture composed of mycelium, hemp shives, and clay without any extra additives, along with factors that affect the final form during the different steps of 3D printing of the material.
We can discern a symbiotic link between the qualities of clay, a common building material, and mycelium, the living fiber network that connects our plant life across the earth [22]. Mycelium is a living organism that requires nutrients to grow, which are not sufficiently found in clay. However, hemp shives provide ample nutrients to mycelium for its growth, which is why hemp qualifies as an apt substrate for mycelium. A mix of mycelium and hemp cannot be extruded via an extruder or printer due to hemp's water retention characteristic, which results in the poor self-adhesion nature of the mixture and eventually the inability to maintain form [24]. Therefore, owing to clay's viscous, elastic properties, it is incorporated into the mycelium-hemp mix [25]; simultaneously, as mycelium grows through the mix, feeding on hemp shives and piercing through the clay here it acts as a ‘natural binder’ [7], consequentially holding the entire form together. The fungi-based compound can store biogenic carbon in its biomass and lower the process's environmental impacts [9]. Moreover, the fibers enhance the mechanical properties of the clay [26].
“Tools are never neutral,”–Pérez Gómez, because they “underpin conceptual elaboration” and “the entire process of form production” [27]. In digital manufacturing processes, there exist indeterminacies that may be examined as possible design drivers. Digital fabrication methods demand precise control over the process since specified instructions must be followed before materialization, the shift from a computer model to its physical manifestation is seldom smooth. These technologies control and precision make the transfer from digital to physical easier: intricate and complex digital models may be realized without the need for established hands-on abilities. Despite these benefits, digital fabrication technology does not always encourage innovative design discoveries, or a design approach guided by production [23]. According to Gürsoy [23], beyond the seamless materialization of the digital model, digital manufacturing techniques may continually influence design ideation through emerging tectonic features [23], investigating the ramifications of a digital fabrication method that is not based on imposed and strict formalisms but unique and contextual ones.
Based on the available literature review and room for research, this research explores the possibility of growing mycelium in a clay and hemp mixture, preparing this material for a 3D printer, and exploring its emergent properties as it goes through several facets; such as material preparations manually, digital algorithms, geometries, and generated G-codes, printing limitations such as nozzle sizes, print settings (print speed, extrusion speed, layer height, and nozzle width), printing base (dynamic or static), the material of the print base whether it adheres to the material or not, etc. [2]. Pondering upon the determinants mentioned above, this research investigates the emergent properties of the novel material for 3D printing and the impact it has on the resultant object's form and finishes.
2 Methodology
For a fair investigation, the material preparation step remains of utmost significance as it helps determine the properties of the extrudable paste. Pleurotus Ostreatus is a specific mycelium species used in this research [9]. Mycelium requires nutrients to grow, which it usually extracts from lignocellulosic biomass; for this investigation, hemp shives are used as the substrate for the experiments with mycelium. This research method was conducted through material experiments, algorithmic iterations, and a series of 3D printed experiments. A variety of material mixes and samples with different G-codes with varying determinants were extruded with the help of a 3D clay extruder to elaborate various attributes dependent on the material and manufacturing procedure. The study was divided into four stages: (i) manual material testing–determining the optimal ratio for mycelium, hemp shives, and clay for extrudability, (ii) hardware and software configuration- preparation of G-codes, (iii) preparation of material for the 3D printer in sterile conditions and adding mycelium to it, (iv) 3D printing a series of forms with differing G-code attributes, as well as samples with different curve toolpath geometries that have the aim of elaborating printing strategies of the material based on the digital fabrication process.
2.1 Material Investigation
The additive manufacturing of mycelium, hemp shives, and clay allows for more precision of the desired form. The biomass mix is printed, and mycelium is harvested throughout the form to bind the clay and hemp together. As the aim was to have an extrudable mix, an array of physical experiments was carried out experimenting with different ratios of clay and hemp to evaluate the most optimal extrudability with the varying ratios of hemp shives. Clay is especially well suited for 3D printing studies because it allows for extensive modification before, during, and after the printing process. Unlike other materials that can be 3D printed, clay has specific qualities such as viscosity, elasticity, and texture that determine the final printed shape [28]. Apart from those mentioned above, the 3D printer and its extrusion nozzle, the 3D printing parameters, curve toolpaths, and the varying Extrusion value € will also influence the final form as additional parameters. The layer-by-layer deposition of clay is evident in the final form as the layers remain visible despite not being anticipated in the digital 3D model, making it a characteristic of 3D printed clay objects and giving it a tectonic aspect. Moreover, since clay is printed while it is still wet, it can contribute to the sagging of overhangs under gravity as the clay does not harden immediately, making it another emergent property. 3D printing with clay retains the traits of unpredictability in this way [23]. The procedure becomes as crucial as the final product when unanticipated variables must be identified during the process. The accuracy, efficiency, and consistency of 3D printing may no longer be the most enticing features in this new setting. Moreover, the extruded form requires time to dry. As a result, the printed items are exposed to the surrounding conditions and are still susceptible to modification after printing. This brings up new possibilities for a design and manufacturing process incorporating digital and analog techniques [23]. In the current research, no extra additives are used in the mix to singularly explore the properties of viscosity and extrudability of the paste and the growth rate of mycelium with a set ratio of mycelium and hemp. In order to investigate the physical characteristics of the paste to make it suitable for extrusion, the experiments are carried out in two stages. The first one is manual extrusion via a manual syringe to assess whether the mix is extrudable or not. The second stage is the 3D printing of the paste through the Delta WASP 40,100 Clay 3D printer with a 9 mm nozzle diameter [29] with an optimal ratio of clay-hemp mixes and additional computational parameters to evaluate the final form with overhangs. The mixture of mycelium, hemp shives, and water is not extrudable since hemp retains high quantities of water and does not form a cohesive mixture as hemp clumps and does not adhere to each other. Despite hemp’s inability to form viscous mixtures, it remains relatively significant to the overall process as it reinforces the clay through the drying process while providing nutrients for the mycelium to grow through the form. For this exercise, hemp shives were ground and sieved by a number 35 laboratory mesh strainer with resulting fibers of length 0.5 mm. The fibers were mixed with varying percentages of clay relative to the weight of hemp to analyze its extrudability. The percentage of clay initially used was 70% clay and 30% of hemp, and the ratios were then altered to achieve the best viscosity for the mixture to make it optimal for printing. The later experiments made use of 75% clay and 25% hemp, followed by 80% clay and 20% hemp, and eventually used 85% of clay and 15% of hemp. Increasing the percentage of clay allowed for more viscosity of the mixture but simultaneously reduced the available substrate (hemp) for the mycelium to feed on.
2.2 Experimental Procedure for Manual Extrusion
Manual extrusions of the clay and hemp mixture were conducted to analyse the viscosity, extrudability, and adherence between layers of the mixture [30]. For this purpose, a standard lab syringe with a 50 ml capacity was used; the tip of the syringe was cut to approximately 9 mm in diameter to simulate the extrusion of a clay printer with a nozzle size of 9 mm. Another significant observation made during the research was the removal of the rubber on the plunger, known as the seal or plunger tip of the syringe, to prevent it from creating an air-tight space within the syringe shaft, as it made it impossible to extrude the paste due to the pressure build-up inside the syringe.
As previously mentioned, a hemp and water mixture are hard to extrude; therefore, it was mixed with clay to achieve the desired consistency. Experiments began by mixing a ratio of 70% clay and 30% of hemp, whereby 10 g of hemp were mixed with 23 g of clay by adding 45 g of water, as shown in Table 1. The percentage of water was proportional to the weight of hemp by keeping it constant at 4.5 times the weight of hemp. It was hard to achieve a printable extrusion due to the clumping of hemp and water as the mixture remained non-adherent, non-viscous, and non-continuous. Moreover, despite applying much manual pressure to extrude the paste, the results were undesirable, and only water came out of the syringe as it was squeezed out of the moist hemp that retained water.
Based on the results from the first round of manual tests, the second round of tests was conducted by increasing the percentage of clay in the mixture from 23 to 30 g (from 70 to 75% of clay), as shown in Table 1. Since there was no more addition of hemp to the mixture, the water content was also kept constant as there was still water retained in the fibers. The ratio between clay and hemp was 75 and 25%, respectively. However, despite increasing the weight of clay, the mixture remained non-extrudable as the water kept separating from the mixture and dripping out through the syringe.
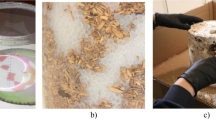
Further experiments were conducted on varying the ratios of clay and hemp as the following set of investigations made use of 80% clay (40 g) and 20% hemp (10 g) with no additional water added (Table 1). This mixture despite being semi-viscous and highly self-adherent was not extrudable as the mixture stuck in the syringe due to the adherence of the mixture within the syringe. Finally, using a mixture of 85% clay (57 g) and 15% hemp (10 g) with water was kept constant at 45 g (Table 1) was optimal as the water was not separating from the mixture, with fine extrudability, viscosity, adherence, and maintaining its form as shown in Fig. 1. Based on the manual trials conducted, it was deduced that the most optimal ratio for clay and hemp for smooth extrusion and the best layer adhesion was 85% of clay and 15% of hemp with water as 4.5 times the weight of the hemp.

Left: first trial−manual extrusion. Experiment: Clay 85% and Hemp 15%. Right: second trial−manual extrusion. Experiment Clay 85% and Hemp 15%
2.3 Material Preparation for 3D Printer
After having evaluated different ratios of clay and hemp shives to achieve the ideal mixture manually, experiments were further conducted with a Clay 3D Printer Extruder- the Delta WASP 40,100 Clay 3D printer, to investigate further the aforementioned hypothesis regarding the attributes of the clay-hemp mixture. The printer had a nozzle of 9 mm used for these experiments and pressure was kept constant at 0.4 MPa, throughout the printing.
In order to conduct the experiments through the 3D printer approximately 3.8 kg of material was prepared, manually to be loaded into the printer. Initially, hemp was ground in a 500 W blending machine to extract 300 g of 0.5 mm hemp shives, the hemp was divided into three portions, 100 g each to make separate batches. To each 100 g of hemp, 567 g (85%) of clay was added, along with periodically adding 450 g of water (Table 2). The mixture was kneaded by hand to achieve a soft and homogeneous consistency.
After creating three separate batches of the clay-hemp mixture, each weighing 1117 g, they were added into three separate autoclavable bags after which the mixtures were sterilized in an autoclave [9] at 120 °C for 1 h [9]. The clay-hemp mixtures after being sterilized were left to cool down for 24 h before adding mycelium to the mix. For each bag, 20% of the weight of the mix without water was taken as the amount of mycelium to be added, therefore, to each bag 133 g of mycelium was added, which was 20% of 667 g of the mix without water (100 g of hemp, 5667 g of clay), as stated in Table 3. Mycelium was mixed well into the clay-hemp mixture under sterile conditions to avoid any contamination. For the printing process the space around the 3D extruder, the filament cartridge of the 3D printer, and the extruder were all disinfected with alcohol both before and after loading the material to ensure maximum sterilization to prevent and reduce the risk of any possible contamination.
3 Geometry Investigation Related to Computational Design
3.1 Computational Design and Its Connection with the Extrudable Paste
To examine the extrudability, layer adhesion, and the deviation from the basic form-different algorithms were generated to examine these properties. The G-codes for the printer were generated via Grasshopper for Rhinoceros 7 [31].
3.2 Computational Design Aims to Exaggerate the Properties of the Paste
All investigations were conducted beginning at a similar point with a cylinder with a radius of 5 cm and a height of 6 cm. Firstly, the layer heights were examined considering the relationship of layer height with nozzle size and the resultant resolution of the form and layer adhesion properties. Three different G-codes with layer heights of 3, 4.5, and 6 mm (Fig. 2) were generated, respectively for the cylinder at a constant Feed rate (F) of 1500 mm/min and an Extrusion value (E) of 30 mm, with the air pressure, was fixed at 0.4 MPa. Researchers suggest, keeping the slice height to be one-third of the nozzle width as a general rule [32]. Jonathan Keep [32] in his publication−‘A guide to Clay printing’, suggests that the flatter your layer height is in relation to the width of the wall, the more stable your print will be, especially when the wall begins to build out or in [32]. You may prefer a more rounded look to your printed layers, but make sure they are properly packed together, or you will experience delayering during the drying process [32].

Cylinder radius 5 cm, height 6 cm. 3(a) Contoured Layer Height 3 mm. 3(b) Contoured Layer Height 4.5 mm. 3(c) Contoured Layer Height 6 mm
For varying other determinants in the experiments, the Feed rate (F) was kept constant, and the Extrusion (E) was altered for the cylinder with the layer height of 3 mm (one-third of the nozzle size-9 mm). Following Benay Gürsoy’s investigation [23], for the first G-code, the E value was increased by 10% after thirty percent of the print was completed and in the second G-code the E value was decreased by 20% after thirty percent of the print was completed to understand the impact of the E value with respect to the material’s layer adhesion, extrudability and the resultant properties of the form. For the next set of tests, the basic form of the cylinder was sliced at 3 mm, each alternate contour curve was selected, divided into 500 points each, and then each alternate point deviated on the XY-plane outwardly within the parameters of 0 to 15 mm bounds. The resultant points were then interpolated through a third-degree curve and eventually, all the contours were joined together to create a curve toolpath (Fig. 3) to be printed at an F value of 1500 mm/min and an E value of 30 mm.

Curve toolpath generated for uncertain overhangs
For the final experiment, the Grasshopper script was altered to generate an isocurve toolpath (as shown in Fig. 4) for the cylinder, to deviate from the regular curvilinear toolpath where the Z value gradually changes throughout the print. However, the isocurves were examined keeping the F 1500 mm/min and E value 30 mm.

Isocurve toolpath generated
4 Geometry Investigation Related to Computational Design
The mycelium, hemp shives, and clay paste were successfully printed for all the five G-codes mentioned above, their properties were analyzed, and emergent behaviors of the material were recorded to help further us reach conclusions regarding the properties of the Mycelial-Hemp and Clay mix. A cylinder of radius 5 cm and height of 6 cm was used as a basis to be exploited throughout each experiment. It was also initially recorded that printing on a glass surface resulted in no adhesion between the glass and the first layer of the material, so the material dragged along with the nozzle. However, replacing the glass with a wooden surface allowed the material to be fairly deposited and not drawn along with the nozzle.
4.1 Layer Heights
As displayed in Table 4, different Layer heights for the cylinder were 3D printed; 3, 4.5, and 6 mm, respectively. The toolpath with a layer height of 3 mm remained continuous as opposed to layer heights of 4.5 mm and 6 mm which started showing signs of a non-continuous layer, resulting in loss of form and layer adhesion as the layers kept breaking.
4.2 Varying the Extrusion Value
For the previous set of experiments, the Extrusion value (E) was kept at a constant value of 30 mm; however, for the following two experiments, the E values were increased and decreased to understand the impact of a non-constant E value on the resultant form. As presented in Table 5, Increasing the E value increased the width of the cylinder wall and more amount of material being extruded, which caused the cylinder walls to start caving inwards under self-load. On the contrary, decreasing the E value through the course of the extrusion resulted in non-continuous material deposition and tearing of layers.
4.3 Evaluating Overhangs in the Toolpath
In the last experiments the aim was to understand the properties of the paste by deviating specific points on the XY-plane and interpolated through a third-degree curve to create a curve toolpath. This experiment was carried out to assess the material's behaviour in maintaining the form and layer deposition where the extruder did not deposit layer upon layer on the Z-axis. As shown in Table 6, the material was deposited smoothly, and the lower layers could withhold the shape of the upper layers with overhangs without any significant sagging or breakage of the form.
4.4 3D Printing of Isocurves
Lastly, a curve toolpath was modified from planar curves to periodic planar curves with the Z values changing throughout to understand whether the extrusion paste could withhold the shape or not. This was a step further from the previous experiment to critically analyze whether the material was suitable for more complex extrusion or not. The material maintained its shape, and the isocurves were visible in the resultant form, with the considerable resolution, as seen in Table 7. The F and E values remained constant at 1500 mm/min and 30 mm, respectively.
5 Conclusions and Further Studies
The research successfully achieved a balanced ratio between mycelium, hemp shives, clay, and water without adding additives. Where clay and hemp are 85 and 15%, respectively, the amount of water added to the mix is best kept at 4.5 times the weight of hemp, and lastly, the mass of mycelium added should constitute 20% of the weight of the dry mix. After the above experiments were carried out, it was deduced that to keep the highest resolution of the form; it is best to keep the layer height one-third of the nozzle width. In this case, 3 mm layer height remained most suitable.
Altering the Extrusion value (E) during the printing helped us understand that in order to print with a clay 3D extruder like the Delta WASP 40,100 Clay 3D printer, it is best to explore the values of Feed rate (F) and Extrusion Value (E) in proportion to each other and that both values should be kept constant throughout the print to ensure smooth extrusion. From the above experiments, the most suitable Extrusion Value (E) was 30 mm with a constant Feed rate of (F) of 1500 mm/min. Moreover, the material could withhold its form as overhangs were introduced from a range of 0-15 mm without any deformation during and after the 3D printing as the material was able to maintain its shape. The isocurves were visible in the final form, with an acceptable resolution, as seen in Table 10, proving that the material was able to not only maintain the form with deviating points on the curve toolpath in the XY plane but also do the same as points were exaggerated along the Z axis.
The above-discussed ratios of clay, hemp shives, water, and mycelium allow an elastic paste to be extruded without breaking and simultaneously maintaining overhangs without significant changes to the final shape. This research paves the way for further research by questioning which digital parameters (in the G-code) and technical aspects of the 3D printer could be altered to thoroughly study the impacts of ‘tools’ in the process of 3D printing. Furthermore, exploring and controlling the conditions of the surroundings and the environment of the space the printed form is placed in for the conducive growth of mycelium by establishing measures and conditions that prevent contamination, maintain a sterile environment, and enhance the mycelial growth. Lastly, further studies are needed to understand the deactivation of the digitally fabricated mycelium composite form and investigate the mechanical, acoustic, and thermal properties of the novel extrusion material to reach the most suited architectural scale.
References
Lim, S., et al.: Developments in construction-scale additive manufacturing processes. Autom. Constr. 21(1), 262–268 (2012). https://doi.org/10.1016/j.autcon.2011.06.010
Ghazvinian Ali.: A sustainable alternative to architectural materials: Mycelium-based Bio-Composites. (no date). Available at http://thenextgreen.ca
Myers, W. (Curator).: Bio design : nature, science, creativity. Museum of Modern Art, (2012)
Hebel, D.E., Heisel, F.: Cultivated building materials. De Gruyter, Cultivated building materials (2017). https://doi.org/10.1515/9783035608922
Additive manufacturing—General principles—Fundamentals and vocabulary. (2022). Retrieved May 26, 2022, from https://www.astm.org/f3177-21.html
van Wylick, A. et al.: Mycelium composites and their biodegradability: An exploration on the disintegration of mycelium-based materials in soil. In: Bio-Based Building Materials, pp. 652–659. Trans Tech Publications Ltd, (2022). https://doi.org/10.4028/www.scientific.net/cta.1.652.
Jones, M. et al.: Engineered mycelium composite construction materials from fungal biorefineries: A critical review. Materials and Design. Elsevier Ltd., (2020). https://doi.org/10.1016/j.matdes.2019.108397
Appels, F.V.W., et al.: Fabrication factors influencing mechanical, moisture−and water-related properties of mycelium-based composites. Mater. Des. 161, 64–71 (2019). https://doi.org/10.1016/j.matdes.2018.11.027
Carcassi, O.B., Minotti, P., Habert, G., Paoletti, I., Claude, S., Pittau, F.: Carbon footprint assessment of a novel bio-based composite for building insulation. Sustainability. 14, 1384 (2022). https://doi.org/10.3390/su14031384
Mycoworks.: Our Products—MycoWorks. (2022). Available at https://www.mycoworks.com/our-products. Accessed 26 May 2022
MOGU.: Home Mogu—mogu. (2022). Available at https://mogu.bio/. Accessed 26 May 2022
Corpuscoli, O.: Officina Corpuscoli » The growing lab—Objects. (2022). Available at https://www.corpuscoli.com/projects/the-growing-lab-objects/. Accessed 26 May 2022
Ecovative LLC.: Packaging—Ecovative. (2022). Available at https://www.ecovative.com/pages/packaging. Accessed 26 May 2022
Mycoworks.: Phil ross grows furniture with mushrooms—Mycoworks. (2022b). Available at https://www.mycoworks.com/phil-ross-grows-furniture-with-mushrooms. Accessed 26 May 2022
Fairs, M.: Mycelium Chair by Eric Klarenbeek is 3D-printed with living fungus. (2013). Available at https://www.dezeen.com/2013/10/20/mycelium-chair-by-eric-klarenbeek-is-3d-printed-with-living-fungus/. Accessed 26 May 2022
Stott, R.: Hy-Fi, The organic mushroom-brick tower opens at MoMA’s PS1 Courtyard|ArchDaily. (2014). Available at https://www.archdaily.com/521266/hy-fi-the-organic-mushroom-brick-tower-opens-at-moma-s-ps1-courtyard. Accessed 26 May 2022
Heisel, F. et al.: Design of a load-bearing mycelium structure through informed structural engineering: The MycoTree at the 2017 Seoul Biennale of Architecture and Urbanism. (2017)
Klarenbeek & Dros.: Home—The growing pavilion. (2020). Available at https://thegrowingpavilion.com/. Accessed 23 Mar 2022
Meyer, V.: My-co space—V. meer. (2022) Available at https://www.v-meer.de/my-co-space. Accessed 26 May 2022
Blast Studio.: Tree Column, 3d printed mycelium column from used coffee cups. Available at https://www.blast-studio.com/post/lovely-trash-column. Accessed 23 March 2022
Goidea, A., Floudas, D., Andréen, D.: Transcalar design: An approach to biodesign in the built environment. Infrastructures 7(4), 50 (2022). https://doi.org/10.3390/infrastructures7040050
Sheinberg, J.: Claycelium_ Living structures—IAAC blog. (2019). Available at https://www.iaacblog.com/programs/claycelium/. Accessed 26 May 2022
Gürsoy, B.: From control to uncertainty in 3D printing with clay. (no date)
Amarasinghe, P., Pierre, C., Moussavi, M., et al.: The morphological and anatomical variability of the stems of an industrial hemp collection and the properties of its fibres. Heliyon 8, e09276 (2022). https://doi.org/10.1016/j.heliyon.2022.e09276
Lu, D., Miao, J., Du, X., et al.: A new method of developing elastic-plastic-viscous constitutive model for clays. Sci. China Technol. Sci. 63, 303–318 (2020). https://doi.org/10.1007/s11431-018-9469-9
Rajeshkumar, G., Seshadri, S.A., Ramakrishnan, S., et al.: A comprehensive review on natural fiber/nano-clay reinforced hybrid polymeric composites: Materials and technologies. Polym Compos 42, 3687–3701 (2021). https://doi.org/10.1002/pc.26110
Pérez-Gómez, A.:Persistent modelling. (2012)
Chan, S.S., Pennings, R.M., Edwards, L., Franks, G.V.: 3D printing of clay for decorative architectural applications: Effect of solids volume fraction on rheology and printability. Addit.Manuf. 35, 2020, 101335, ISSN 2214-8604, https://doi.org/10.1016/j.addma.2020.101335
WASP Srl.: Clay 3D printer|Delta WASP 40100 Clay—3D printers|WASP. Available at https://www.3dwasp.com/stampante-3d-argilla-delta-wasp-40100-clay/. Accessed 26 Mar 2022
Soh, E. et al.: Development of an extrudable paste to build mycelium-bound composites. Mat. Des, 195, (2020). https://doi.org/10.1016/j.matdes.2020.109058
Robert McNeel & Associates.: Rhino—Rhinoceros 3D. Available at https://www.rhino3d.com/ Accessed 26 Mar 2022
Keep, J.: A guide to clay 3D printing. (2020)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Ibrahim, F., Castellano, G., Carcassi, O.B., Paoletti, I.M. (2024). MycoCode: Development of an Extrudable Paste for 3D Printing Mycelium-Bound Composites. In: Barberio, M., Colella, M., Figliola, A., Battisti, A. (eds) Architecture and Design for Industry 4.0. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-36922-3_29
Download citation
DOI: https://doi.org/10.1007/978-3-031-36922-3_29
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-36921-6
Online ISBN: 978-3-031-36922-3
eBook Packages: EngineeringEngineering (R0)