
Abstract
The research develops tools and strategies for urban mining and digital deconstruction to diminish the building sector’s dependency on new natural resources. It facilitates the data capture, analysis, and characterization of secondary raw materials and defines a database system for recovered post-demolition components, promoting high-quality upcycled materials for new construction projects. A “form follows availability” digital design strategy is explored from a sparse quantity of reclaimed material. It develops a relational database from a semi-automated post-demolition item assessment, and the consequent extracted material (wood battens) is cataloged and stored before being matched and used for a new demonstrator using robotic fabrication. Each recovered element is imaged, scanned, and weighed to create a unique material health indicator. This information is presented in a user interface to help the designer filter for relevant materials. The final step of the system matches designed components with relevant stored materials by their generative design requirements. The system’s flexibility is demonstrated using a construction system realizing curved surfaces from linear elements. By extracting multi-dimensional data on each wood batten and presenting their relevant indicators in a user-friendly interface, it is possible to create a dialogue between the designer and irregular shapes, augmenting the widespread use of reclaimed materials in structurally predictable assemblies. 85% of design components were well matched with the presented methods’ database materials. The predictability of the system after fabrication is verified by a 10 mm maximum deviation between the as-designed and the as-built structure.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
United Nations’ Sustainable Development Goals
- 9. Industry, innovation, and infrastructure
- 11. Sustainable cities and communities
- 12. Responsible consumption and production
1 Introduction
In order to transition to a high level of circularity in the construction industry, it is imperative to understand the number of resources we are consuming against the amount of waste we are producing. The sector is the number one consumer of global raw materials [1] while generating an alarming 25–30% of waste [2]. Resource efficiency can be increased by implementing technical innovations at multiple stages that keep our built environment circulating and contributing to local economies. For example, in the United States, 50% of all solid waste [1] created every year by construction processes could be accounted for in new buildings if we change the perspective on recyclable, reusable materials.
One solution to start using our resources smarter is to keep track of and connect the lifespans of our buildings. By better matching the supply and demand of building stocks, the more sources of high-value assets and materials the city can take for new projects, giving those resources useful second lives and market availability. Shifting the material flow back into urban areas will reduce the overall construction and demolition waste while simultaneously increasing the material recovery rate by one-third worldwide [3].
Current analysis of a demolition site is often carried out by visual inspection, along with judgments about recovery and reuse viability. The variability and clutter of worksites make it challenging to digitize this process efficiently, while post-demolition digitization suffers from increased disorder among the relevant materials themselves. Lastly, further information about material location, storage, and transport is necessary for approaching these processes cost-effectively. Creating a sufficient scope and depth of database is critical to connecting each material with a consumer while ensuring these connections are highly local and efficiently found.
Within this field, the research aims to increase the reliability of reclaimed materials by automating post demolition capture and assessment of material-specific information on a building and component level, thereby contributing to the capabilities and scale of material reuse effectiveness by reducing the data collection effort. Using a system of reality capture and analysis methods to digitize and qualify critical materials from post deconstruction sites makes it possible to better inform and plan future uses of discarded construction material off-site.
2 Methodology
The implemented methodology inverts the standard design strategy by starting the creative process from the available resources. A set of available parts informs and generates a dynamic communication between the intended design and material type, properties, place, and user. The irregularity and sparsity of the database are a catapult to unexpected architectural form and complexity.
The research explored other similar methodologies for reusing standardless and reclaimed materials. Projects like “Form Follows Availability” [4] and “Minimal-waste design of timber layouts from non-standard reclaimed Elements” [5] use the length and size data of linear elements to match the available database with the intended structure within certain design parameter flexibility. “Cyclopean Cannibalism” [6] explores the re-adaptation of material debris and creates a precedent for using a digital inventory of reclaimed material obtained through point cloud representations of each item. It also pairs the dataset with performance goals like waste reduction and fitting optimization.
“Digital fabrication of standardless materials” [7] deals with the inherent properties of standardless materials; being the natural variation, uncertainty, and unexpected geometrical and dimensional properties found in bamboo. The project advances towards utilizing non-standard components that work structurally as predicted by a parametric model. As with the other examples, digital tools help optimize and automate laborious manual evaluation and consider deeper material properties.
Based on the learnings from the previously mentioned research, the process started with selecting post-demolition material; in this case, reclaimed wood battens that were retrieved from a previous pavilion in the Institute for Advanced Architecture of Catalonia. The selection for this material was based on proximity, availability, and variability found on the site. 140 out of 2263 pieces were selected by visual judgment and stored without initial sorting. From the selection, 94 elements were fully scanned by a robotic procedure and tagged for future traceability.
The obtained point clouds and textural imagery underwent low-cost physical testing and digital evaluation to pre-select elements more appropriate to structural vs aesthetic uses. After a robotic procedure has scanned the material, the research proposes a qualitative score on each element. The synthesized qualitative data becomes a “Material Health” indicator and is communicated via web-based and design-software-integrated viewers.
A parametric design strategy was chosen considering the amount of material available. Based on a form of doubly-curved surfaces, the system exposed the scale, width, height, and local curvature parameters for adjustment. A SQL database with the information gathered in the previous step served as a digital inventory representing the physical objects and their reuse potential within the design. A multi-objective optimization algorithm ran several iterations until the chosen criteria were met.
Due to design flexibility and a division of geometric complexity, the most energy-intensive robot fabrication techniques were only necessary for producing the smaller connective components in the structure. After producing a buildable digital model, the construction began by retrieving the indicated items from the storage location and marking them by projecting rationalized information into each piece. Finally, with all the battens marked, the assembly took place in situ with the help of the digital twin.
3 Post-Demolition Item Assessment
3.1 Robotic Data Capture
The setup consisted of one UR10 robot, operating a customized pneumatic gripper mounted with a D435i Intel RGBD camera (Fig. 1a). The workspace featured a scanning stand, printed with TPU and mounted to the table magnetically, to balance between creating a steady platform and preventing damage in case of dropped materials or materials with unexpected dimensions. Intended explicitly for components with a rectangular cross-section, the stand holds components at 45° to expose multiple sides and allow for scanning in only two passes. The end tool’s depth camera was mounted at an offset and at a 35° angle to prevent vision occlusion from the gripper.

a The UR10 in combination with the gripper-scanner tool and the scanning holder. b For the scanning process, each side requires seven camera captures to be registered afterward
Drawing from a known safe zone behind the scanning area, the robot picked up individual components for transfer to the scanning holder. While multiple angles of inclination were tested, it was found that further analysis worked sufficiently from a single row of scan captures along each half of the object. Finally, the robotically controlled camera position allowed for automatically registering captured clouds producing the final geometry (Fig. 1b).
3.2 Photogrammetry Procedure for Data Capture
While a viable automation procedure, due to the relatively low capture resolution from the Realsense camera, it was impossible to perform surface quality analysis on the reconstructed mesh or accurate point cloud measurements. In order to capture high-quality point clouds and create a reliable dataset, a photogrammetry method was also employed (Fig. 2a). An automatic subject masking was performed to increase the speed of each point cloud creation and ensure a quicker way to create a sparse cloud. Each of the point clouds was produced from 25 to 35 high-resolution photographs. The resulting geometry was automatically scaled and normalized to the world axis to align the items. Each cloud was then converted into a high-resolution mesh, further decimated, and finally remeshed with a high-quality texture but low polygon count for faster processing (Fig. 2b).

a Tie points between each picture with subject segmentation. b Process for a usable mesh. Geometry decimation and optimization for mesh topology of each item
3.3 Analysis
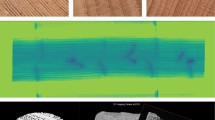
Surface curvature. Curvature analysis was based on the finalized mesh rather than the raw point data; while this resulted in a somewhat lower resolution, it led to viable efficiency within the Grasshopper environment. Consequently, an absolute curvature was extracted on every batten; the values were then averaged into a score later combined with the other analyses for a “Material Health” final score (Fig. 3a).

a Surface curvature analysis. b Two examples of mesh curvature visualization. c Example mass ratios for structurally usable vs a highly decayed wooden element. d Example output when localizing texture defects using Mask RCNN
Curvature evaluation of mesh skeleton. The curvature evaluation of the mesh skeleton analyzed the possible wood warping in the longitudinal axis of each wood batten. The system averaged the centerline of the point cloud on which curvature analysis was performed; it could then approximate and relate them with wood warping problems depending on its location and frequency of values (Fig. 3b).
Mass comparison. Given that all methods thus described operated on surface details, an analysis of the components’ mass was carried out to judge the quality of the element's interior. Given the known or estimated species of wood used (based on location, building trends, etc.), the expected mass was calculated using the measured dimensions and species average density. Simultaneously, the actual mass was measured manually or via torque sensors in the automation system. The ratio of the actual-to-predicted mass indicated how much decay may have occurred over time. For example, the worst decayed test pieces had only 55% of the expected mass (Fig. 3c).
Textural defect detection. As not all issues were detectable via geometry, analysis was also performed on the image textures extracted in previous steps. The primary defects considered were knot holes and nail/metal connector holes, appearing visually similar and representing similar possible structural issues. Localization was performed using the Mask R-CNN algorithm [8]. This allowed each defect to be stored by its face and local position, available for deeper future structural analysis (Fig. 3d).
Element Tagging, Lifespan Tracking, and Interface. Each recovered piece received a data frame of extracted geometric, structural, and textural information applicable to its future lifetime. For aesthetics and data stability, it was decided to store the bulk of this information in an external database. This was built as a relational SQL database, with a primary table storing each element's rough dimensions and origin site, with additional associated tables storing data from each analysis method. Each table was associated by the element's UUID (universally unique identifier), thus allowing each element only to be marked by a representation of the id's 128-bit number. QR codes were chosen to store this id, given their built-in redundancy, low-cost application, and ubiquity of software to read them.
A mobile app was developed for on-site data lookup to test ways this tracking system would be accessed on-site. The app scanned the QR codes of chosen elements and retrieved a portion of the information from the MySQL database.
3.4 Database Interface
A user interface was developed to visualize the information gathered and verify the relevance of the database categories (Fig. 4a). This digital inventory viewer served as a retrieval tool and displayed indicators like mass ratio, usage, warping percentage, number of nails found, surface curvature, and in combination, a weighted synthesized score comprehending the previous indicators called “Material Health”. Lastly, profile shape and dimensions are also shown (Fig. 4b).

a Database interface image on mesh view. b Database interface image on point cloud view
A web-based interface (Fig. 5a) served as an approach to test the applicability of the database for a broader range of users. In this case, the information gathered could be accessed by a secondary resources supplier or remanufacturer (Fig. 5b); simultaneously, it functions as a retrieval system for designers, with filter options like minimal quality, distance, and defects to retrieve the material needed for each task. After the material has been selected, the relevant database entries can be downloaded into a design environment like grasshopper through a SQL plug-in.

a UI Image. The prototype viewing interface for recovered elements running on Firefox. b UI Image. Possible defect locations are highlighted
4 Design Strategy for Uncertain Materials
The design of the demonstrator highlighted the goals of design and material adaptability that digitization brings to the process in the form of a small-scale shelter pavilion. The design was based on approximating arbitrary input surfaces using two layers of opposingly oriented pieces. The development of this system took initial inspiration from the overlapping geometry of reciprocal structures, although this orientation does not utilize the same structural ideas. This strategy allowed for maximum flexibility to adapt to the available inventory as individual lengths can vary significantly and still fit the overall dimensions and design requirements (Fig. 6b).

a Digital design process from input surface to layered structure. b The dimensional flexibility of elements; varies in length by 0–20%, depending on inventory availability; reducing additional labor. c The faces of each connector only contain simple rotations to encode the overall vector being connected
Given a starting surface, it was first converted into a mesh consisting of diamond strips. These edges were then turned into initial solid ‘reciprocal’-layout forms using the Grasshopper NGon plugin. These pieces were divided into two layers based on their orientation in the original surface’s UV space. Each piece was then scaled to overlap with its neighbors, and offset from the surface by a calibrated amount. Thus, the two layers are connected by a series of specifically cut connector pieces (Fig. 6a).
Each connector (Fig. 6c) decomposes the vector between each main face into two simple rotations at the end faces of the connector. This simplified the digital fabrication of the connectors and allowed them to be more clearly aligned with the main pieces they attached to.
The structure considered the dimensional data to reduce the design space variants and the labor and energy required to cut the item. As with the linear elements of the structure, the connectors needed to be consequent with the usage optimization from available resources, reduce waste production, and use as much as possible the length of the item from which the connectors were going to be extracted.
4.1 Matching Material Stock from Availability
With this strategy for representing arbitrary surfaces with linear wooden elements, the approach needed to be realized with the available materials. With material-buyer matching already a common process for reclaimed material marketplaces, a system was developed for matching each piece to be assembled with one from the database. This was based on a top-down greedy matching system with pre-sorting by length (Fig. 7), a heuristic that generally reduces cutoff waste [9]. Each element had a degree of tolerance where it could match with elements larger than designed but never with elements shorter. As the database is arbitrarily large, the list of elements to be matched against comes from an initial reduced database selection, immediately filtering to relevant items based on dimensions, quality, or distance from storage. Particularly here, a strict quality threshold was used, given the degree of decay seen in the stock.

Outcomes from a design piece matching itself against the database
Each design element thus had three possible outcomes; either it was well-matched with an actual piece within tolerance, it was matched with a significantly larger piece that would need to be cut down, or no match was found and would require fulfillment with new stock. Each matching pass could then be assigned a score, with the amount of new stock and new labor required negatively impacting the viability of a particular design option given the available materials. In a larger scenario, the transport distance of each item would also serve as a negative variable.
4.2 Design Interface
The design interface contains database parameters visually integrating the database's impact within the design (Fig. 8a). Information about the number of matched items is displayed; the user is informed how much alteration or new materials may be required. An optimization algorithm runs every time the selection of the database changes [10]. The fitness for the optimization is the maximization of the matched elements while reducing the labor needed; that is, reducing the amount of cutting or any modification of the pieces.

a Images of the UI environment. The left panel sets parameters for an initial database filtering. During the interaction, the “Matched Items” graph will adjust accordingly, showing the percentage of design elements that were matched, matched after a cut, or not matched at all
Detail design parameters like the number of mesh subdivisions and surface curvature will vary depending on the number of elements and their properties from the database. If the database is primarily composed of long elements, the resulting design will have fewer subdivisions to accommodate the specific lengths of those elements. Surrounding the model, there is a visible representation of the database, each of the elements will turn orange if the item is found and matched for the design, gray, which means it is matched, but some labor is required, or black outline, defining a no match for that particular wood batten.
The chosen design for fabrication resulted in 85% of their components being matched with the material from the inventory, from which only 10% required to be cut to size. The second objective ensures the constructability of the system, avoiding collisions between the battens and the connectors.
5 Digital Fabrication Methods
Following this design strategy, most of the pre-assembly work was encapsulated in the connector pieces, as they contained most of the essential measurements of the design. A fabrication system was chosen such that theoretically, all necessary operations could be carried out by a human using typical woodworking tools; the inclusion of the robotic system would increase speed, safety, and accuracy. The connectors were successfully fabricated with precision using an automated method, while the rest of the construction was handled manually with the aid of a CAD interface.
A fabrication model was developed (Fig. 9a) to help during the assembly of the structure. The interface displays in the design space the location of the selected item, relevant connectors IDs, and the design IDs of the elements connected to that particular piece. The component meshes are color-coded as an extra layer of information depending on which oriented layer of the pavilion they belong to.

a The digital model for fabrication highlights the item to be assembled, indicating the connectors ID and the IDs of the other elements to which the piece is connected. b The projected user interface on the wood batten
5.1 Projection Assisted Annotation
While each structural component contained a degree of variability in its total length, the intersection and connection points within its length were highly specific. This information was applied to each component using an assistive system consisting of a work table with a projector mounted overhead and displaying the digital model [11].
The projection displayed the minimum and maximum design length, connector location, id, and orientation (Fig. 9b). The connector locations were traced for all primary-layer components, and each connector was additionally pre-glued in place (Fig. 10b) for each secondary-layer component. Each layer component was assigned an incrementing id based on its layer (e.g. P2 or S5). Each connector piece could be uniquely identified by which layer components it is attached to (e.g. 2|5). Each connection point on a layer piece was likewise identified by the id of the opposite layer piece.

a Photograph of the robotic cutting process for the connectors. b Pre-gluing connectors for all secondary-layer structure components
5.2 Demonstrator Assembly
Final assembly was performed by hand, using wood screws for all connections. Starting from the bottom diamond required multiple workers and clamping to hold the slightly twisted quad in place (Fig. 11a). However, from there, each layer of diamonds was added progressively, with the screws at the top of each diamond added last in order to pull tension into the system if necessary. Due to the density of labeling applied during the setup phase, upcoming pieces and their orientation could be found by reading the current raw edge of the structure, reducing the need to review against the computer model often.

a The initial diamond module requires the most manual labor. b Image composition showcasing the material intelligence behind each fabricated item. Digital layers help improve the reliability of reclaimed materials
After the structure was completed (Fig. 11b), a point cloud was created through photogrammetry and compared to the original geometry (Fig. 12). The results from the deviation analysis showed that 85% of the area of the structure was completed within 10 mm tolerance.

Deviation analysis
6 Conclusions
This project has developed a total-lifespan set of methods and technologies for applying digitization to mass re-use construction and demolition waste. Each stage contains both an operational base for new value or greater efficiency and many opportunities for further development.
The research understands the complexity of ensuring local material banks from unused buildings and focuses intensely on one source of irregular material: wood battens from a previous pavilion. It recognizes the challenge to introduce, promote and pair the capture and serving of relevant information through databases to planners and architects. Several iterations of user interfaces create a communication channel between the profoundly technical and the creative and discovery nature of design environments, stating that a mental model shift needs to occur to create an environmentally conscious design from a material intelligence perspective.
The results obtained from the demonstrator optimized repurposed material utilization and fabrication efficiency, promoting locally sourced, readily available, and reclaimed materials in a circular approach. Ultimately, the demonstrator was a highly specific case, with a focus on realizing the form and aesthetic. The application and testing of these technologies in progressively more practical constructions will uncover further structural, spatial, and regulatory constraints to be met by the optimization and design of communication systems.
References
World Economic Forum: Shaping the Future of Construction A Breakthrough in Mindset and Technology. World Economic Forum, May (2016)
European Commission: Construction and demolition waste. European Commission. https://ec.europa.eu/environment/topics/waste-and-recycling/construction-and-demolition-waste_en. Accessed 30 Jan 2022
Towards the Circular Economy: Economic and business rationale for an accelerated transition. Ellen Macarthur Foundation, 1 (2013). https://www.ellenmacarthurfoundation.org/assets/downloads/publications/Ellen-MacArthur-Foundation-Towards-the-Circular-Economy-vol.1.pdf
Brütting, J., Senatore, G., Fivet, C.: Form follows availability—Designing structures through reuse. J. Int. Assoc. Shell Spat. Struct. 60(4), 257–265 (2019). https://doi.org/10.20898/j.iass.2019.202.033
Parigi, D.: Minimal-waste design of timber layouts from non-standard reclaimed elements: a combinatorial approach based on structural reciprocity. Int. J. Space Struct. 36(4), 270–280 (2021). https://doi.org/10.1177/09560599211064091
Clifford, B., McGee, W.: Cyclopean Cannibalism. A method for recycling rubble (2018). http://papers.cumincad.org/cgi-bin/works/paper/acadia18_404. Accessed 27 April 2022
MacDonald, K., Schumann, K., Hauptman, J.: Digital Fabrication of Standardless Materials (2019)
He, K., Gkioxari, G., Dollár, P., Girshick, R.: Mask R-CNN. ArXiv170306870 Cs, January (2018). http://arxiv.org/abs/1703.06870. Accessed 26 April 2022
Bukauskas, A., Shepherd, P., Walker, P., Sharma, B., Bregulla, J.: Form-Fitting Strategies for Diversity-Tolerant Design (2017)
Eversmann, P.: Robotic fabrication techniques for material of unknown geometry. In: De Rycke, K., Gengnagel, C., Baverel, O., Burry, J., Mueller, C., Nguyen, M.M., Rahm, P., Thomsen, M.R. (eds.) Humanizing Digital Reality: Design Modelling Symposium Paris 2017, pp. 311–32. Springer, Singapore (2018).https://doi.org/10.1007/978-981-10-6611-5_27
Huang, C.-H.: Reinforcement Learning for Architectural Design-Build—Opportunity of Machine Learning in a Material-informed Circular Design Strategy (2021)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Gordon, M., Calvo, R.V. (2024). Digital Deconstruction and Data-Driven Design from Post-Demolition Sites to Increase the Reliability of Reclaimed Materials. In: Barberio, M., Colella, M., Figliola, A., Battisti, A. (eds) Architecture and Design for Industry 4.0. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-36922-3_20
Download citation
DOI: https://doi.org/10.1007/978-3-031-36922-3_20
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-36921-6
Online ISBN: 978-3-031-36922-3
eBook Packages: EngineeringEngineering (R0)