
Abstract
We present an assembly- and fabrication aware reciprocal frame construction system that exploits new possibilities of the latest generation of automatic joinery machines. Sweet chestnut wood (Castanea sativa), is a species that is currently not used for building construction in Germany. The wood of castanea sativa is highly durable and ideal for exterior conditions, but it will corrode metal connectors unless they are stainless steel. Therefore, our system uses only digitally fabricated wood-wood dovetail joints. It was inspired by Friedrich Zollingers “Zollbauweise”, in its geometry as well as its philosophy—while adding a second curvature to increase stability and considering assembly constraints of the dovetail joints.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
United Nations’ Sustainable Development Goals
1 Introduction
Following the UN Environment Global Status Report 2017, the global need for buildings will drastically increase in the next few decades. According to the report the “global floor area” of currently approximately 2.5 trillion square feet will double to 5 trillion square feet until the year 2055 [14]. Facing such an enormous need for new buildings raises the question for new building methods with less carbon dioxide emissions, renewable resources and generally less material consumption. In this context, wood is a highly promising building material. While it has been used for buildings since ancient times, applications such as its use in larger, multi-story structures have seen considerable progress in recent years. These advances have been greatly supported by two developments. For once, building with sustainable materials has been incentivized by many countries, for example through funding or timber construction quotas, as well as companies and individuals choosing sustainable materials for their buildings taking personal responsibility. Also, energy prices have greatly increased and the processing of wood requires less energy than other building materials such as steel or concrete. At the same time, in many regions such as the European Union, the building industry is facing shortages of skilled workers, since fewer young people decide for physically demanding and dangerous work on building construction sites. Therefore, prefabrication of buildings in factories has increased in popularity, allowing for a more automated, safe and precise way of building compared to on-site construction. In this context, wood is particularly valuable due to its outstanding weight-to-strength ratio. Combined with its low-energy processing, this makes it an ideal material for prefabrication and transportation. “Integral attachment”, the joining of components through features in their form plays a particularly import role for such prefabricated structures, since it allows not only for the transfer of stresses between parts, but also for “embedding” alignment features in the components, which greatly improve the ease, precision and safety of the final on-site assembly [13].
A major disadvantage of wood however is, that homogenous, isotropic materials such as concrete and steel can be calculated more easily than materials such as timber, which is anisotropic and hygroscopic. Depending on the type of tree species, wood may also have many defects, which make calculations even more difficult. Similarly, European forestry is focused on growing spruce trees, as straight and as free of knots as possible. However, many of the monocultures that were created this way are currently challenged by climate change. This raises the general question, can we build efficiently with less optimal, more challenging materials? In the early twentieth century, Friedrich Zollinger, city building director of the German town of Merseburg was challenged with a similar question. After World War I, resources such as high-grade materials, construction equipment and skilled workers were scarce. His approach to this problem was engineering a smart building system, using only short wood components and generally saving 40% of the material compared to a standard roof construction. The system was even designed in a way that would allow the participation of citizens in the construction process safely. In our history, technological advances have often lead to an increased demand for energy and resources, however scarcity can also be a driver for innovation.
2 Castanea Sativa
According to climate change prognoses, the forests in the warmer regions of Europe, such as the German state of Rhineland-Palatinate, will be facing great changes and challenges in the next decades. For example, the 2021 report of the department of forestry in Rhineland-Palatinate shows that only 20% of the trees in the entire state are healthy without any damage. In the year 1980, this was the case for 60% of the trees being completely healthy. Especially the spruce, currently the most important wood for building construction is greatly affected by climate change, with a prognosis of complete disappearance in this state within the century. While many of the spruce trees in this region were planted rather than growing there naturally, the most common tree species in the European forests and especially in Rhineland-Palatinate, the Beech (Fagus Sylvatica), also shows a worrying rate of damage with only 10% of the trees being fully healthy, compared to 55% in the year 1980. Therefore, it has been the subject of recent research to determine tree species which can fill the gaps and stabilize the forests during the observed and predicted climate changes during the next decades [10, 12].
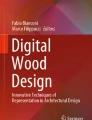
The sweet chestnut (Castanea Sativa) (Fig. 2) is native and well known in the Mediterranean countries in Europe, such as Spain, France and Italy. Compared to the other European leafed trees, such as the Oak (Quercus Petraea) and the beech (Fagus sylvatica), the sweet chestnut is considerably more resistant to dry and warm climate. Due to the climate change in recent years, the occurrence of Castanea Sativa has therefore increased in many regions, including regions north of the alps where it was very rare previously [11] (Fig. 1).

European species distribution model of the sweet chestnut, illustrated using Worldclim 2.0 data. The orange dots represent the occurrence data included in the occurrence model based on the national inventory data of the respective countries. Source Thurm et al. [10] (use with friendly permission)

Sweet chestnut hardwood, locally sourced near Annweiler, Germany
3 Construction System
The construction system for our research demonstrator utilizes the reciprocal frame method to allow for building large floor or wall components using relatively small wooden elements. Reciprocal frames have been known for a long time, including bridges in ancient China, medieval ceiling constructions, famous sketches in Leonardo da Vinci’s Atlantic Code, and the “Zollbauweise” construction methods developed by Friedrich Zollinger. However, only relatively few structures have been built using this method, most likely due to the widely available of relatively inexpensive alternatives such as steel or concrete structures, or glue-laminated wood products, which all allow for the relatively simple construction of large span structures. Many of the previously listed historical reciprocal frame structure were built due to a lack of alternatives (e.g. medieval ceilings) or scarce resources, such as the Zollbauweise, which was developed after the first world war. Facing our future challenges and modern technological possibilities, such material-saving, lightweight construction methods should be reconsidered, especially since robotic fabrication technology is very well capable of producing complex building components. Recent research has presented new interpretations of reciprocal frames using computational methods such as dynamic relaxation [1, 2, 5], and computer-aided structural analysis [3, 6]. Prototypes were presented using softwood and butt joints [3].
4 Assembly Constraints
Due to the high acidity of sweet chestnut wood, typical steel connectors will corrode. As an alternative, stainless steel connectors can be used, however those are considerably more costly. Reciprocal frames require a large number of connectors. Generally, achieving wood constructions using fewer chemical adhesives, more regional resources and less transportation to centralized facilities, will require a considerably number of other types of joints, such as form fitting connectors. Integral “wood-wood” connectors are a sustainable joining solution for timber structures, especially due to their previously mentioned other benefits such as a precise, simple, fast and precise on-site assembly of digitally prefabricated components. An important concept of integral “form-fitting” joints is to constrain relative motions between parts through the form of the connectors. Wood-wood connections such as mortise-and-tenon joints and dovetail tenons are so-called single-degree-of-freedom connectors (1DOF joint), where the form of the joint constrains the relative motions between the joints to only one translation vector, which allows for the assembly of the parts (Fig. 3).


a 1. Dovetail joint in front view, during assembly. Due to the V-shape of the tenon, there is a tolerance for the initial alignment. 2. Shows the fully engaged joint, where gap at the bottom allows for the complete insertion, even if the tenon is slightly too small. 3. Shows how two joints are assembled simultaneously. Due to the cone angle α., parts can be slightly rotated up to a max angle of α. 4. If parts are rotated beyond their joints cone angle α, they cannot be joined. b Reciprocal frame construction system, drawing shows main parameters alpha (dovetail joint cone angle) as well as beta (angle between neighboring components)—on target surfaces which are not flat, the dovetail joint angle must be equal or larger than the angle between neighboring components
In the case of dovetail tenons, the insertion of the dovetail tenon will always be from above, following the direction of gravity. Therefore, the majority of the stresses between parts is transferred through the wood-wood joint and only a minor additional joint, such as a single metal screw is needed to secure the joint in the opposite direction of its insertion. Another important feature of such integral joints is to allow for a simple assembly. Therefore, the joint should ideally allow for some imprecision during the joining procedure, which is also called mating. Due to its V-shape, the dovetail connector perfectly combines these features, at the top of the V-shape, it allows for a simple, initial positioning of the elements because the dovetail mortise is wider than the dovetail tenon. This difference in width is gradually reduced during the mating of the parts, until a perfect fit is achieved. If a gap is left at the bottom of the V-mortise intentionally, it can be assured that even in the case of imprecise fabrication, a perfect fit of the V-joint is always achieved. A particular challenge with 1DOF joints, which have only one possible assembly direction, is to consider the overall assembly sequence of the construction. This challenge can be split into joint geometry constraints and component assembly sequence constraints.
5 Joint Geometry Constraints
Very often, parts will simultaneously connect to two or more neighboring parts. If these connections are 1DOF joints, their assembly vectors must be parallel. In the case of V-shaped dovetail tenons, the 1DOF connection is only established once the joint is fully engaged. Due to so called cone angle α, the joint can be inserted not only along one insertion vector, but along any vector within the cone angle. This means that parts can be slightly rotated and still connected with dovetail tenons, if the rotation between parts β does not exceed the cone angle α. This possibility was exploited for our research demonstrator “Castanea Sativa Pavilion”, which uses a doubly-curved overall shape to increase the stability of the lightweight reciprocal frame gridshell. In this structure, the individual angles β of each component result from the target surface curvature and the length of the components. A higher target surface curvature will increase the component angles β, while a shorter length of the components will decrease β. The cone angle α of dovetail tenon joints is typically 15°. In our demonstrator, we have slightly increased this angle α to 18°, since the maximum curvature of the target surface and the maximum length of the individual components result from this angle.
6 Assembly Sequence Constraints
When multiple joints on a part can be joined simultaneously, they might still be blocked by other components in the assembly. Such mutual blocking of components in an assembly can be described through so called blocking graphs. A sequence must be found, so that every part in the assembly can be inserted. In the case of our demonstrator, due to the curvature of the gridshell, parts can only be inserted from the convex side of the shell. There is a start component in the bottom left front corner of the structure, from where all other components are inserted in a predetermined sequence.
7 CAD Plugin/Generator App
Knowing the geometrical constraints of the system, we developed a “generator app” to further explore the possibilities of this reciprocal frame gridshell system. This app was developed using the RhinoCommon Software Development Kit for the CAD Software Rhino3D. As inputs, the app requires 1. A target surface described by two sets of curves for the gridshell. This surface may be flat, singly-curved or double-curved. Also, the curvature or radii do not have to be constant, as in the original Zollinger Bauweise. We consider this an improvement, since structurally feasible shapes have a catenary cross section, with changes in curvature. The target surface may also have positive or negative curvature, or both within the same surface 2. Two integer values for the gridshell subdivision of the surface in both directions. 3. The width of the beam components. 4. A minimum height of the beam components (the actual height will depend on the curvature of the target surface). 5. A selection what type of model should be generated, the geometry of the components, a detailed model including 3D joints, or an industry standard fabrication data file. All of the models can be generated simultaneously, however this will require slightly more time to process. The fabrication data file will automatically consider “raw part” sizes, which are rationalized to only a few different raw beam heights in 20 mm increments. This simplifies the processing in the factory (Fig. 4).

Detailed 3D geometry file with joints, processed by the generator app in Rhino 3D
8 Fabrication-Aware Design
The construction system and the generator app were developed specifically for the industry standard wood joinery machines for linear wood elements, such as the most common Hundegger K2i. Other than normal, generic CNC machines for various materials and purposes, these wood joinery machines are highly specialized for linear timber beams. In particular, they have an automatic loading system with two independent gripper arms, feeding the raw parts through various stations such as sawing, milling, or drilling, each with individual motors and tools. In comparison to a typical CNC machine with only one motor, the wood machines offer much higher efficiency, while still offering very complex machining options. A very specific limitation however is presented by the gripper arms, shown in red color in Fig. 6. In order to safely hold the components during high-speed sawing, milling and drilling, the grippers need a relatively large surface area to clamp the workpieces. However, our chestnut-wood based construction system is utilizing short pieces of solid wood, following the materials naturally provided by the chestnut trees which do not grow very straight. Therefore, we had to find a compromise between the required gripper area and the locations for the 4 joints on every piece, 2 dovetail tenons and 2 dovetail mortises (Fig. 5).

Fabrication data file, processed by the generator app in Rhino 3D

Machine operation Simulation with a Hundegger K2 industry machine
Furthermore, since our generator app allows for the design of structures based on “freeform” surfaces, the individual components and their joints will all have individual shapes, lengths, components angles β and cone angles α. In a typical CNC fabrication process, this would be very challenging because only geometry is transferred from CAD to the Computer-Aided Manufacturing Software (CAM). The machining parameters are then set manually or semi-automatic, which is fine for the typical mass-production, mould- or prototype making processes. However, in the building industry each building is unique and CNC programs are created and run only for a single building component. Therefore, complete automation is critical. Our generator App was designed to directly export final production data, where no further CAM programming is needed. The files for our demonstrator, consisting of 147 individually shaped chestnut wood components were directly loaded into the software on a K2 industry machine.
9 Demonstrator Realization
After a series of fabrication and assembly tests, our goal was to test the production and construction of a small building structure. Due to our close collaboration with the state and regional forestry departments, we were offered the possibility to replace an old, existing forest hut along the “Chestnut hiking trail” near the town of Annweiler. The exact location is called “Wegspinne am Zollstock”, which was a historical customs station, at the crossing of two old trails. This location allowed us to design a permanent structure, which was not demolished after our tests, but will serve the public for decades to come. The chestnut wood was left completely untreated, it is ideal for such exposed applications, without needing any harmful chemicals for the wood protection against decay and fungi. This strategy of combining the demonstrator with a permanent building project fit the overall sustainability spirit of the research project. First, the old forest hut was removed, since it was already in a bad condition. The foundation however, 1 3.5 m × 2.5 m concrete slab was left and re-used as a foundation for our demonstrator project. The ground surface of our demonstrator was slightly larger with 4.1 m × 2.8 m. The target surface was a doubly-curved surface forming an arch, where the cross-section was a catenary with a radius of 20 m at the bottom and 0.9 m at the top. In the other cross-section, along the surface the radius was 2.8 m up to 3.8 m, rising from an interior height of 2.7 m at the back to 3.4 m at the front. This surface was then divided into a gridshell with 6 segments in the short and 20 segments in the long direction. This resulted in 147 individually shaped beam components, with a total mass of 0.91 m3 of wood, and a maximum component length of 0.92 m. the beam width was 60 mm with a minimum beam height of 100 mm and resulting raw part heights of 120, 140, 160, and 180 mm (Fig. 7).

Dovetail joined parts, produced using a Hundegger K2i industry machine
The demonstrator was produced on a 2019 model Hundegger K2 industry machine with the Cambium Software system. The parts were produced in two days, the assembly was also carried out quickly and simply within the factory, since the structure was small enough to transport it to the site in one piece (Fig. 8, left). However, the system would also allow for the prefabrication and pre-assembly of multiple larger segments, which could then be combined on site, for example with a small amount of stainless-steel fasteners. In our demonstrator structure, each dovetail tenon joint was secured in place using a single self-tapping wood screw. These screws simplified the assembly, but the carry no loads in the structure and therefore costly stainless steel load bearing connectors were not necessary. Also note that other than typical Zollinger structures, our demonstrator does not have additional cross-bracing elements. Due to the double-curvature of the gridshell, the rigidity of the joints and the small size of the structure this was not necessary, however in a larger structure it would have to be added in the form of diagonal slats, just like the original Zollinger System. Finally, on site, a shingled floor (Fig. 8, right) and a wooden roof were added to our demonstrator, where all of the wood was sweet Chestnut (Castanea Sativa) without any exemptions. The structure was inaugurated and opened to the public on the 30th of October 2021 (Figs. 9 and 10).

Left: Assembly of the parts, Right: Sweet chestnut shingles roof cover installation

Completed structure with sweet chestnut flooring and roof cover

Pre-assembly of the structure in the factory
10 Conclusion
Facing the future challenges of architecture in times of climate change, a high demand for buildings structures and a lack of skilled workers in many countries, this research project wants to combine material saving lightweight constructions with renewable local materials and high-tech automated production technology. Our construction system is based on an assembly-aware algorithm, which considers the dovetail joint geometry and overall assembly sequence constraints. It is the first reciprocal frame structure made from Castanea Sativa wood and the first sweet chestnut wood structure produced on an automatic joinery machine. The vast majority of new buildings using renewable materials is currently made from softwood such as spruce. As described in this article, many areas where we currently source these softwood trees have been hit hard by the warm and dry summers of the last decade in particular [12]. Following the prognosis, we will not be able to grow these trees any more in many of these areas within the next 100 years. While many of these trees where not naturally growing in these areas, the natural trees such as beech and oak are also greatly affected by climate change, therefore research suggests to stabilize these forests with tree species like Castanea Sativa, which is highly resistant to heat and drought. The local region of our demonstrator has the largest amount of Castanea Sativa trees in Germany; however, our demonstrator was the first permanent structure using sweet chestnut wood as a structural material. We believe that further research in the architectural potential of lesser used and future proof wood species in close collaboration with the forestry experts is urgently needed.
References
Douthe, C., Baverel, O.: Design of nexorades or reciprocal frame systems with the dynamic relaxation method. Comput. Struct. 87(21–22) (2009)
Tamke, M., Riiber, J., Jungjohann, H., Thomsen, M.R.: Lamella flock. In: Advances in Architectural Geometry, pp. 37–48 (2010)
Franke, L., Stahr, A., Dijoux, C., Heidenreich, C.: How does the Zollinger Node really work? In: Proceedings of IASS Annual Symposia, vol. 2017, no. 11, pp. 1–10. International Association for Shell and Spatial Structures (IASS) (2017)
Dijoux, C., Stahr, A., Franke, L., Heidenreich, C.: Parametric engineering of a historic timber-gridshell-system. In: Proceedings of IASS Annual Symposia, vol. 2017, no. 17, pp. 1–9. International Association for Shell and Spatial Structures (IASS) (2017)
Song, P., Fu, C.-W., Goswami, P., Zheng, J., Mitra, N.J., Cohen-Or, D.: Reciprocal frame structures made easy. ACM Trans. Graph. (TOG) 32(4), 1–13 (2013)
Kohlhammer, T., Kotnik, T.: Systemic behaviour of plane reciprocal frame structures. Struct. Eng. Int. 21(1), 80–86 (2011)
Conedera, M., Manetti, M., Giudici, F., Amorini, E.: Distribution and economic potential of the Sweet chestnut (Castanea sativa Mill.) in Europe. Ecologia Mediterranea 30, 179–193 (2004). https://doi.org/10.3406/ecmed.2004.1458
Conedera, M., Tinner, W., Krebs, P., de Rigo, D., Caudullo, G.: Castanea sativa in Europe: distribution, habitat, usage and threats (2016)
Anders, J.: Wuchsleistung der Edelkastanie (Castanea sativa Mill.) als klimaplastische Baumart in ausgewählten Beständen Ostdeutschlands. Diplomarbeit. Technische Universität Dresden, 115 S (2010)
Thurm, E.A., Hernández, L., Baltensweiler, A., Ayan, S., Raszto- vits, E., Bielak, K., et al.: Alternative tree species under climate warming in managed European forests (2018)
https://www.lwf.bayern.de/mam/cms04/service/dateien/w81_beitraege_edelkastanie.pdf
https://fawf.wald.rlp.de/de/veroeffentlichungen/waldzustandsbericht/
Robeller, C.: Integral mechanical attachment for timber folded plate structures. No. PhD THESIS. EPFL (2015)
UN Environment Global Status Report (2017)
Acknowledgements
We would like to thank our generous project partners CLTech GmbH Kaiserslautern, Landesforsten Rheinland-Pfalz, Forstamt Annweiler, Haus der Nachhaltigkeit Johanniskreuz, Holzbaucluster Rheinland-Pfalz and Hundegger AG. The demonstrator project was funded by the Ministry of the Environment Rheinland-Pfalz (MUEEF). A special thanks to Jürgen Gottschall, Hannsjörg Pohlmeyer, Gregor Seitz and Michael Leschnig.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Robeller, C. (2024). Digital Tools for Building with Challenging Resources. In: Barberio, M., Colella, M., Figliola, A., Battisti, A. (eds) Architecture and Design for Industry 4.0. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-36922-3_19
Download citation
DOI: https://doi.org/10.1007/978-3-031-36922-3_19
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-36921-6
Online ISBN: 978-3-031-36922-3
eBook Packages: EngineeringEngineering (R0)