
Abstract
This paper presents the estimation of the uncertainty of the torque standard machine manufactured and integrated at the Vietnam Metrology Institute. The uncertainty is composed of the uncertainty of component quantities such as arm length, weight, frictional moment, shaft tilt, and load oscillation… From that, an estimate of the uncertainty of the primary torque standard was made. The machine with dead weight is designed in the torque range of 2 kNm, horizontal shaft, integrated with rotary air bearing to minimize the coefficient of friction. The standard arm of the machine is made from Invar material, has a low coefficient of thermal expansion, has an adjustment to compensate for manufacturing errors, and ensures the standard length. This research is one of the national projects aimed at creating the primary torque standard machine in Vietnam of 2 kNm with measurement uncertainty 5 × 10–4.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Torque standard machines are used to generate standard torque values and ensure accuracy in torque measurement equipment. Each country has its own primary torque standard machine, and differences in measurement uncertainty between countries are a concern. Many countries, particularly those with developed industries, have shown interest in manufacturing torque standard machines with standard torque values in different ranges and varying levels of uncertainty. These machines are built on the principle of generating standard torque using a dead weight suspended on the arm, with the torque value transmitted through a torque sensor. The standard torque values are compared through key comparisons.
Several countries, including Spain, Korea, Mexico, and Turkey, have developed their own torque standard machines with varying levels of uncertainty. The Spanish machine uses an air bearing and has a relative uncertainty of 2 × 10–5 for torque values ranging from 1 Nm to 1 kNm [1]. The Korean machine uses an air bearing and has an extended uncertainty of 5 × 10–5 for standard torque values of 100 Nm [2]. The Mexican machine uses a radial-loaded air bearing and has a frictional moment value of 20–25 µNm [3], while the Turkish machine has symmetrical arms made of Invar alloy and an uncertainty of less than 1 µm [4].
There are also studies on the influence of humans performing operations to obtain data, such as the torque standard machine at the National Metrology Institute of Brazil, which is manually operated and has torque reference values up to 3 kNm [5]. The study presented a comparison of results achieved by operators with varying levels of experience but did not provide information on the economic benefits of using a low-cost manual-torque reference machine.
In Vietnam, the Metrology Institute has developed a high-precision torque standard machine up to 2 kNm with a measurement uncertainty of 5 × 10–4. This machine integrates components such as rotary air bearings, deadweight, balance measurement sensors, and domestically designed levers using Invar materials. The machine will be experimentally evaluated to assess its uncertainty and find solutions to improve its accuracy.
Overall, the measurement uncertainty of torque standard machines varies between countries due to differences in machine construction, material used for the arm, measuring ambient temperature, and ability to balance the lever arm in the direction of acceleration due to gravity.
2 Principle of Torque Standard Machine
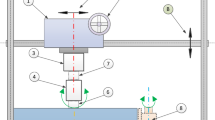
The principle of a torque standard machine can be designed as shown in Fig. 1.

Principle of torque standard machine. 1—lever arm; 2—air bearing; 3—elastic coupling; 4—display panel; 5—torque sensor; 6—step motor; 7—distance probe; 8—load hook; 9—dead weight
The distance probe (7) determines the balance position of the lever. Hanging a load of mass m with the gravity force and the length of the lever will produce a torque T, which will cause the lever to rotate. To regain the equilibrium position, the stepper motor will generate a torque against the torque T, causing the lever to return to its original state. With standard quantities according to SI system, the generated torque value is the standard torque, now the torque sensor (5) will take this standard torque signal and transmit it to the secondary standard, or work standards.
Torque standard machine from all over the world use deadweight and lever lengths. Static loads are created by the deadweight, which is the base unit of the International System of Measurements (SI). Currently, some countries have equipment and methods to determine the gravitational acceleration at specific locations, for example, VMI has cooperated with the Korea National Institute of Metrology and Science (KRISS) to determine the acceleration due to gravity in Hanoi is g = 9.78668787 m/s2 [6].
Determining the working length of the lever arm is difficult because the center of rotation is the imaginary center. Moreover, in order to increase the magnitude of the torque value, the lever arm must have a large length. To determining the exact large length of the lever arm is not easy to do. The lever dimension is also changed due to the impact of the ambient temperature, due to the deformation of the arm when subjected to force during the generation of torque.
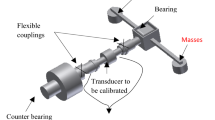
The direct load torque standard machine at VMI is selected and designed according to the model of deadweight torque standard machine with horizontal axis, loading on both sides of the lever arm, has the overall design as shown in Fig. 2.

Design of deadweight torque standard machine. 1—lever arm; 2—deadweight; 3—position return cluster; 4—torque transfer
The standard torque value T is calculated according to the following formula [2]:
In there:
m: is the standard mass; gloc: acceleration due to gravity at the location of the machine; L: lever arm length; ρa: density of air; ρw: Density of the mass material; Tf: frictional moment of the air bearing.
3 The Component Uncertainties Affect the Uncertainty of the Torque Standard Machine
Based on the mathematical model of the deadweight torque standard machine, the combined uncertainty of the machine is influenced by the following components:
-
Overall uncertainty of the mass (uw); Uncertainty of acceleration due to gravity (ug); Total uncertainty of lever arm (uL); Uncertainty of air density (uρa); Uncertainty of the mass density (uρw); Uncertainty due to mass fluctuations (uws); Uncertainty due to air bearing friction (uTf). Thus, we have the formula to determine the measurement uncertainty of the deadweight torque standard machine as follows:
$$ u_{c} = \sqrt {u_{w}^{2} + u_{g}^{2} + u_{L}^{2} + (u_{\rho a}^{2} + u_{\rho w}^{2} ) \times \left( {\frac{{\rho_{a} }}{{\rho_{w} - \rho_{a} }}} \right)^{2} + u_{{T_{f} }}^{2} + u_{ws}^{2} } $$(2)where uc is the total uncertainty of the machine.
3.1 Estimation of the Combined Uncertainty of the Mass
The combined uncertainty of the mass depends on the following factors: Maximum allowable tolerance of the mass; Extended uncertainty of the mass measurement; The stability of the mass during use. We have the formula for determining the expanded uncertainty of the mass as follows:
In there:
Uw: expanded uncertainty of the mass; δm: Maximum tolerance of the mass; Umm: Extended uncertainty of mass measurement (Umm ≤ δm/3); Ums: Stability of the load during use (Ums = δm/3).
The combined uncertainty of the mass is determined as follows:
where: m is the nominal mass.
3.2 Estimate the Uncertainty of the Acceleration Due to Gravity
Gloc is the gravitational acceleration at the place where the standard machine is located, ∆gloc is the largest error due to time difference, altitude, measurement, etc. Then the uncertainty of the gravitational acceleration is calculated as follows:
3.3 Estimate the Uncertainty of Lever Arm
The uncertainty of the lever arm is determined by the following formula:
Here are:
α: Coefficient of thermal expansion of the arm material (/°C); ∆T: Temperature difference (°C); L: lever arm length; ULm: Extended uncertainty due to measurement of arm length; mpeL: Deviation from nominal dimension; δ: deflection angle of the level arm from the horizontal; y: bending of the lever arm under load.
3.4 Uncertainty Due to Bearing Friction
Let ∆Tf be the frictional moment of the rotating bearing, Tmin is the minimum torque produced by the torque standard machine [7]. The uncertainty due to bearing friction is calculated by the formula:
3.5 Uncertainty Due to Mass Oscillation
During operation, it is impossible to avoid external influences that cause the mas to be unstable and oscillate around a position. The mass is affecting the accuracy of the standard machine. By many methods, we can measure the amplitude of vibration of the mass, so it is possible to determine the vibration angle of the mass according to the formula:
In there:
\(\theta\): maximum oscillation angle of the mass (°); d: maximum vibration amplitude of the mass (mm); l: distance from mass hanging position and oscillating measuring plane (mm).
The uncertainty of the influence due to vibration of the mass is determined by the formula:
3.6 Uncertainty of the Density of the Mass
Let ∆ρw be the maximum error in the measurement of the density of the mass, the uncertainty of the density of the mass is determined by the formula:
3.7 Uncertainty of Air Density
The density of air is approximated by the formula:
where:
pa: is the atmospheric pressure (hPa); hr: humidity of the environment (%RH); t: ambient temperature (°C).
In fact, the environmental conditions are always changing, we only keep the environment control in one domain. Let pmin be the minimum atmospheric pressure, pmax is the maximum atmospheric pressure, ∆T is the temperature difference, hrmin is the smallest ambient humidity, hrmax is the maximum ambient humidity.
The uncertainty of air density is calculated by the formula:
With controlled environment at temperature T = (23 ± 5)°C humidity H = (60 ± 20) %RH, pressure around (99 ÷ 110) kPa, lever arm is used INVAR steel has a length of 1 m, the mass is made of stainless steel SUS304 and the mass oscillates up to 1 mm at a position 1000 mm from the hanging position, the acceleration due to gravity with a combined uncertainty of 1.10–6 thus:
Figure 4 shows the variation of the extension uncertainty of lever arm when the arm deflection angle from the horizontal with 3 level of accuracy of the mass E2, F1, F2. We can see that with the accuracy level of the mass E2 and F1, the extended uncertainty of the lever arm needs to be achieved is higher than the accuracy level of the F2 and is almost the same. So, we can choose the accuracy class of the mass as E2 or F1 for the design of the deadweight torque standard machine. However, in Vietnam, it will be more difficult and expensive to manufacture the mass with precision level E2 than F1 level, both of which have similar effects with uncertainty of the standard machine. Therefore, choosing the correct F1 level for the design of the deadweight torque standard machine is the most optimal solution.

The variation of the extension uncertainty of lever arm when the arm deflection angle from the horizontal with 3 level of accuracy of the mass E2, F1, F2
Based on the graph of the angle of deviation < 0.1° has little effect on the measurement uncertainty of the reference machine with a deviation angle > 0.1°, and the extended uncertainty of the lever arm needs to be achieved to ensure the uncertainty. The measurement guarantee of the machine decreases gradually, the larger the deflection angle, the lower the uncertainty in the extension of the lever arm. Due to measurement, it is necessary to ensure that the deflection angle of the lever arm relative to the horizontal is < 0.1°.
4 Conclusion
In this study, to ensure the uncertainty of the deadweight torque standard machine is U = 5 × 10–4, the machine should be designed with the following parameters and conditions: Ambient Temperature 23 ± 5 °C; Ambient Humidity 60 ± 20 %RH; Minimum barometric pressure 990 hPa; Maximum barometric pressure 1100 hPa; Maximum rotary frictional torque 20 µNm; The coefficient of thermal expansion of the arm material 1.2 × 10–6/°C; Lever arm length on each side 1 m; Maximum deformation at the tip of the lever arm under maximum load 3 mm; The maximum deflection angle of the lever arm from the horizontal 0.1°; Vibration of the mass at 1000 mm position from the mass hanging point 1 mm; Accuracy level of mass F1; Extended uncertainty due to arm length measurement and tolerance to nominal dimension 96.6 µm.
References
Carbonell JAR, Verdecia JLR, Robledo AL (2006) Torque standard machines at CEM. In: XVIII IMEKO world congress, metrology for sustainable development, September 17–22, 2006 Rio de Janeiro, Brazil
Yon-Kyu P, Min-Seok K, Jong-Ho K, Jae-Hyuk C, Dae-Im K (2007) Establishment of torque standards in Kriss of Korea. In: IMEKO 20th TC3. 3rd TC16 and 1sd TC22 international conference
Ramirez-Ahedo D, Torres-Guzman JC, Martinez-Juarez F (2007) Hybrid torque standard machine for 1 kNm developed in CENAM. In: IMEKO 20th TC3, 3rd TC16 and 1st TC22 international conference, cultivating metrological knowledge, 27th to 30th November. Merida, Mexico
Doğan C, Akkoyunlu O, Kuzu C (2002) National metrology institute of Turkey (UME) development of the 1 kNm static torque standard machine at UME. In: 18th IMEKO TC3 conference on Force, mass and torque 2002, Proceedings of a meeting held 24–26 September 2002, Celle, Germany
Oliveira RS, Guilherme RF, Cabral LC (2012) Influence of operational parameters on a hand-operated torque standard machine. Measurement 45(10)
Test Report Certificate No.: 1501-00281-002 (2015) KRISS (Korea Research Institute of Standard and Science)
Van Duy V, Thang VT, Van Hung P (2017) Evaluation of measurement uncertainty for torque standard machine using air rotary bearing. Appl Mech Mat (AMM) 870:215–222. ISSN 1662-7482. https://doi.org/10.4028/www.scientific.net/AMM.870.215
Acknowledgements
This research is funded by Vietnamese Government under the project number ĐTĐLCN.49/15. The authors would like to thank Associate Professor Vu Khanh Xuan for his serving as scientific advisor.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Van Duy, V., Ha, P.T., Huong, T.T.T., Thang, V.T. (2023). Estimating the Uncertainty of the Torque Standard Machine at Vietnam Metrology Institute. In: Long, B.T., et al. Proceedings of the 3rd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2022). MMMS 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-31824-5_54
Download citation
DOI: https://doi.org/10.1007/978-3-031-31824-5_54
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-31823-8
Online ISBN: 978-3-031-31824-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)