
Abstract
Today, 3D printing technology has been applied in industrial applications. However, improving the quality of printed products is still an issue that needs to be studied for this technology to be used more widely. This research proposes the calculation of the inherent strain (IS) value based on the heat affected zone (HAZ). Then, the IS values are used for calculating the deformation of the printed part. HAZ depends on the printing process parameters and material properties. This paper presents method to calculate the HAZ in different plans according to the printing process parameters for printing Ti6Al4V with selective laser melting (SLM) printing method.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
3D printing is used widely in the manufacturing industry because of its advantage. It is applied in aerospace, biomedical, automotive, etc. The 3D printing process can be divided into two groups such as powder spreading and powder spraying method. Selective laser melting (SLM) is a powder spreading method using a laser source to melt a thin powder layer. SLM is developed in 1995 by German scientists [1].
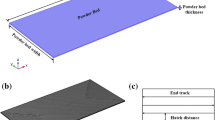
Figure 1 shows the SLM process. During the SLM process, a product is formed by selectively melting layers of powder using a laser beam. The powder is heated and melted to form a liquid pool. Then the molten pool solidifies and cools down and starts to form the product. The building platform is lowered by the amount of layer thickness and a new layer is deposited. The process is repeated until the product is made. Because of its ability to heat and cool rapidly, the SLM is used commonly. However, several defects usually exist in an SLM part, such as part distortion and cracks. The printed parts are affected by key influence factors such as powder properties, printing process parameters, and machine characteristics.

Model of SLM printing process
To obtain the best quality in a printed part, key influence factors must be considered. However, during the SLM process, large thermal gradients and fast cooling exist that cause residual stress, which leads to a loss of part shape and other failures of the SLM part. The failure quality of parts results in manufacturing costs, as well as waste and scrap [2]. Therefore, all requirements and predictions for the process need to be fulfilled at the design stage to reduce failure and increase accuracy. To predict the quality at the design stage, a computational simulation is the best choice.
According to the previous research on this, the current methods to reduce deformation include [1, 2]:
-
Experiment: Achieve printing experiments to resolve the relationship between the printing parameters and deformation.
-
Simulation: Analysis to complete the residual stress and then predict the deformation.
The contribution of this research is to suggest the deformation calculation based on the inherent strain (IS) value. The IS values in x, y, z directions are determined by the heat-affected zone (HAZ). HAZ depends on the printing process parameters and material properties. This paper presents a method to calculate the HAZ in different plans according to various printing process parameters using Ti6Al4V alloy material with selective laser melting (SLM) printing method.
2 Calculation of Inherent Strain
Inherent strain resulting from welding is a combination of thermal strains \(\varepsilon_{thermal} , \) phase transfer strain \(\varepsilon_{phase}\), plastic strains \(\varepsilon_{plastic}\) and creep strain \(\varepsilon_{creep}\) [3, 4].
In SLM printing process, the total strain is calculated as follows:
in which \(\varepsilon_{elastic}\) is the elastic strain; \(\varepsilon^{*}\) is the inherent strain.
The \(\varepsilon^{*}\) value is calculated by considering other strains as follows:
During heating and cooling process, at the plastic stage the IS value in x, y, z directions can be defined as follows [5]:
In which Fx, Fy, and Fz are the heat effected zone (HAZ) areas where Wx, Wy, and Wz, respectively, are distributed. Wx, Wy, and Wz are calculated as follows:
In which qv is the linear energy density (J/mm) [6]:
ξ and K (mm/J) values are used from the welding process due to the same heating and cooling process.
3 Numerical Model for SLM Process
For determining the temperature distribution during SLM process, the mathematical model of the heat transfer is as follows [7]:
in which T is temperature; ρ, C, k, and u are density, thermal capacity, thermal conductivity factor and laser velocity, respectively. Q is defined as follows:
The power distribution is given by the moving Goldak’s double-ellipsoid heat source model as shown in Fig. 2 [8]. The model parameters are explained in Table 1.

The Goldak’s heat source model
4 Results and Discussion
To determine the HAZ during the SLM process, we use the data from Table 1 as the input data using Comsol tool. Figures 3, 4 and 5 show the method to calculate the HAZ in Fx, Fy, Fz plans.

Calculation of the HAZ in Fx plane

Calculation of the HAZ in Fy plane

Calculation of the HAZ in Fz plane
With d = 0.153 mm; c = 0.09 mm; e = 1.97 mm; and x = 2.34 mm, we have Fx = 0.482 mm2. With ξ = 1.57 10–3 mm3/J; qv/h2 = 104.52 J/mm3 for Ti6Al4V and h = 0.045 mm, we have:
With a = 0.19 mm; b = 0.102 mm; e = 1.97 mm; and x = 2.34 mm, we have Fy = 1.275 mm2.
With K = 0.58 10–3 mm3/J; qv/h2 = 104.52 J/mm3 for Ti6Al4V and h = 0.045 mm, we have:
a = 0.19 mm; b = 0.106 mm; d = 0.153 mm; and c = 0.09 mm, we have FZ = 0.0564 mm2. With K = 0.58 10–3 mm3/J; qv/h2 = 104.52 J/mm3 for Ti6Al4V and h = 0.045 mm, we have:
With the same processing parameters such as the beam width, velocity, power, and material, we used Simufact™ tool for predicting the inherent strain. The predicted results are shown in Fig. 6. In comparison with the proposed method, the biggest IS value is in the Z direction, this is correct for both simulation and experiment [2, 7].

Calculation of the inherent strain by using Simufact
5 Conclusions
In this study, we propose to calculate IS value based on printing process parameters and HAZ area. To calculate the HAZ area during SLM printing process, the heat transfer equation was established. Then, Comsol™ was used to determine the temperature distribution in the printed part. From the temperature distribution, the HAZ surfaces were calculated. The IS values are used to calculate the deformation of the printed part in all directions. From that, the reasonable printing process parameters are determined to reduce distortion when carrying out the actual printing process. The proposed IS calculation results are reliable when compared with the IS values calculated by Simufact™ software under the same conditions and printing method.
References
Schoinochoritis B, Chantzis D, Salonitis K (2015) Simulation of metallic powder bed additive manufacturing processes with the finite element method: a critical review. Proc IMechE Part B: J Eng Manuf 231:96–117
Setien I, Chiumenti M, Veen S, Sebastian MS, Garciandía F, Echeverría A (2019) Empirical methodology to determine inherent strains in additive manufacturing. Comput Math Appl 78:2282–2295
Shokrieh MM, Jalili SM, Kamangar MA (2018) An eigen-strain approach on the estimation of non-uniform residual stress distribution using incremental hole-drilling and slitting techniques. Int J Mech Sci 148:383–392
Wang J, Ma N, Murakawa H (2015) An efficient FE computation for predicting welding induced buckling in production of ship panel structure. Mar Struct 41:20–52
Chen J, Lu H, Wang J, Chen W, Hao D (2000) Prediction of welding deformation with inherent strain method based on FEM, Shanghai Huizhong Automotive Manufacturing Co. LTD report
Donik Č, Kraner J, Paulin I, Godec M (2020) Influence of the energy density for selective laser melting on the microstructure and mechanical properties of stainless steel. Metals 10:919
Roberts IA (2012) Investigation of residual stresses in the laser melting of metal powders in additive layer manufacturing. Dissertation, University of Wolverhampton
Samad Z, Nor NM, Fauzi ERI (2019) Thermo-mechanical simulation of temperature distribution and prediction of heat-affected zone size in MIG welding process on aluminium alloy EN AW 6082-T6. IOP Conf Ser: Mater Sci Eng 530
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Tran, NH., Nguyen, TS. (2023). Calculating the Inherent Strain in 3D Printed Part Based on the Heat Affected Zone. In: Long, B.T., et al. Proceedings of the 3rd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2022). MMMS 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-31824-5_12
Download citation
DOI: https://doi.org/10.1007/978-3-031-31824-5_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-31823-8
Online ISBN: 978-3-031-31824-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)