
Abstract
The conversion of solar energy into electricity has been sought since the 1800s. The augmentation of the once electrochemical system as a solid state device went hand-in-hand with the development of semiconductors. These semiconductors are made from ultra-fine silicon material that were doped with modifiers to make them behave as either positively or negatively charged materials. In this chapter, a brief history of PV manufacturing is presented, highlighting the proliferation of PV technology in the energy market over the years. A life cycle analysis (LCA) that will help in arriving at better PV device structure with recyclability and energy consciousness in mind.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


1 Introduction
The development of photovoltaic solar cell technologies has been influenced by two strongly correlated factors: technological availability and economy. It is well known that advances in silicon-based photovoltaics were ushered by the experience already available from the development of semiconductors used in printed circuit boards for computers and microcontrollers. The silicon feedstock was excavated, refined, processed and then refined even more to achieve a “nine nines” or 9N purity required for semiconductor purity. The N being the total number of nines in the purity quote (99.9999999%). Semiconductor silicon requires a purity of at least nine nines and purities between five and seven nines are acceptable in the photovoltaic industry. Since device performance is a strong function of materials that make it up, lowering the energy required to convert feedstock into wafers while still maintaining pertinent costs at minimum is important. This can only be achieved by mass-scale production that guarantees maximum quality and lowest prices by the economy of scale.
An example of the declining prices per kilowatt-hour (kWh) is the installations at Mohammed Bin Rashid Solar Park (MBRSP) that belongs to Dubai Electricity and Water Authority (DEWA) in Dubai, United Arab Emirates (DEWA 2019). Phase one was announced in 2013 and was planned to generate 13 MW of electricity using silicon photovoltaic panels. The progress continued with phases two and three in 2017, phase four in 2018 and phase 5 in 2021. A 1GW of installed power is currently installed for the latter phase. The goal is to provide around 5GW of power from photovoltaic panels by 2030, in line with the UAE strategic energy initiatives. The project achieved record savings in carbon emissions as well as prices per kWh. The lowest levelized cost of electricity (LCOE) of 2.4 US cents per kWh for the 250 MW photovoltaic solar panels technology was announced for the fourth phase and has reached less than 1 US cent for the fifth phase. A more detailed information on this massive project can be obtained from the DEWA website (dewa.gov.ae). Some of the milestones and data of Phase 3 are shown in Fig. 1.

Schematic of the progress of phase 3 of Mohammed Bin Rashid Al Maktoum Solar Park (DEWA 2019)
A quite telling graph about the market share and price of a Watt of electricity produced by silicon photovoltaic modules is shown in Fig. 2. China has entered the production market around 2008, and by 2010, the price per kW has decreased in a scale similar to the increase of their market share, that is in excess of 71% by 2019.

Solar PV module shipments by country of origin (IEA 2019), 2012–2019, IEA, Solar PV module shipments by country of origin, 2012–2019, IEA, Paris https://www.iea.org/data-and-statistics/charts/solar-pv-module-shipments-by-country-of-origin-2012-2019
A useful analogy between silicon made for solar cells and microchips can be constructed in light of Moore’s law. It is an expert prediction made by Intel co-founder Gordon Moore in 1966 which states that the number of transistors that can be placed on a chip will double every two years. This has held true for decades for microchips. And since there is a similarity between the manufacturing technologies in microprocessors and photovoltaics, an equivalent of Moore’s law in terms of price/energy can be inferred from data like the one shown in Fig. 2, but this will be left for the mathematicians to quantify.
The concept of innovating a technology or a set of technologies to allow the world to remain connected to electrical power is strongly related to the development of photovoltaic technologies. This is a matter of survival for humanity and not a mere luxury. Photovoltaic technologies permit the direct conversion of solar radiation into electricity with no phase transformations of a working fluid, moving parts, extreme thermal gradients, or noise. Figure 3 depicts the global energy use per capita in 2013 (Bank 2013). Although the information would seem dated, it is data from after 2007 which was a significant year for technological development when the smart phone was introduced. Years after 2007 have witnessed a surge in demand for electricity to charge and recharge smart phones along with their accessories (e.g., wireless routers, smart watches, battery banks). Although the biggest consumers are First World countries such as Europe, Australia and North America, a strong trend is emerging in the Middle East. The Middle East owns large reserves of fossil fuels, and it is understandable that they require extensive energy to power air conditioning most of the year and thus justifying their large electricity requirement. There is also the growing population with multiple smart devices for a COVID19-enforced educational paradigm shift. For Middle Eastern countries, however, there are also ample opportunities presented by being located in the Sun Belt where unimpeded solar irradiance falls 330 days per year over acres of uninhabitable open desert lands (Alami 2020). This is a good reason for locating MBRSP where it is and why it is most likely to succeed.

Energy use per capita in 2013 (Bank 2013)
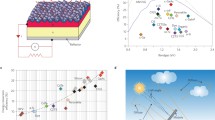
Solar harvesting opportunities are further highlighted when considering the impact of having reliable connection to electricity on the human development index (HDI). Figure 4 shows this very correlation, where the upper left corner is the most sought after quadrant, indicating intrinsic human development at minimal energy consumption requirements. It can be seen that most developing countries have achieved neutrality in consumption but at the expense of having acceptable HDI. Developed countries occupy central locations of this map (see the USA and Germany), while Middle Eastern countries have a relatively high HDI but are among largest consumers of energy. With the focus of countries like the UAE on renewable energy in general and photovoltaic technologies in particular, it is promising to observe them capitalizing solar energy utilization to move toward the second quadrant of the curve, since they are as rich in sun as they are in oil and gas. Also, spreading awareness among younger generations is made easier once these generations witness arrays of PV panels spread over tens of kilometers in the desert, powering their gadgets for education and entertainment.

Human development index versus per capita electricity use (Dale 2014)
2 PV Technologies Introduction and Proliferation
Photovoltaic technologies have provided a new effective alternative for energy conversion to replace traditional means. Utilizing solar photovoltaic energy to directly produce electricity can augment other sources of renewable energy, such as wind, solar-thermal or hydro-energy. The discovery of solar PV technology as we know it in the early 1950s and its evolution from the semiconductor industry led to the huge success of implementing and commercializing this technology.
This growth of silicon solar PV cell technologies, exploiting nearly 85% of the PV market, can be seen in Fig. 5 (Mehta 2010). The reasons behind the increase of silicon-based technologies in prominence are its wide abundance, non-toxicity, high conversion efficiency, enhanced energy payback time, and durability. Furthermore, the continuous reduction of material and manufacturing costs have made crystalline silicon occupy the top position in PV market. Thin-film technologies represented by copper–indium–gallium–di-selenide (CIGS), cadmium telluride (CdTe) and amorphous silicon (a-Si) can also be seen in Fig. 5, although their collective contribution is around 13%. These thin-film technologies were pursued to achieve lower manufacturing costs of modules but at the cost of sacrificing cell efficiency. Efficiency is lost with light absorption deficits due to significantly lower cell thicknesses associated with less material used. The reduction in cost and material waste, however, has been significant.

Module production by PV technology (Mehta 2010)
For silicon-based technologies, the solar cell construction involves a compatible physical, optical and electrical interaction of two oppositely doped silicon wafers. Figure 6 shows a general structure of a simple silicon solar cell. In reality, the cell construction is usually more complex, with numerous layers added to enhance light absorption or reduce recombination of charged species. The solar cell acts in a similar fashion but as the reverse to a P/N junction diode that includes embedded metal materials on the electrode front side to avoid penetration of direct solar irradiation. The physical size and shape of a solar cell should allow for a maximum surface area facing illumination while keeping losses due to contact resistance and recombination to a minimum.

Structure of a p–n junction solar cell
To maintain the development with respect to manufacturing simplicity and commercial competitiveness, the PV industry relies on two essential parameters: (i) maximizing the energy conversion efficiency and (ii) minimizing costs associated with cell and module manufacturing. Whenever these two characteristics breakeven, energy production from PV would be equivalent to common electricity generation methods with all advantages mentioned before (Bohra 2014).
3 History of Manufacturing Technology
Photovoltaics history goes back to the nineteenth century, since the first operative electrochemical PV device was made by Edmond Becquerel in 1839 (Becquerel 1839). He covered electrodes with light-sensitive materials (e.g., silver chloride and silver bromide) and also used platinum as shown in Fig. 7a. The next significant device idea was made by Adams and Day by investigating the selenium effect on harnessing solar energy in 1876 (Adams and Day 1877), shown in Fig. 7b. They manufactured the device in a glass tube by inserting a selenium cylinder with platinum electrodes pushed at each end of this cylinder. Electric current was generated once the selenium material interacted with light (Adams and Day 1877). Following this, Fritts in 1883 manufactured a layered device by melting Se on a metal substrate and placing a silver or gold leaf on top as a contact with an area of approximately 30 cm2. The current generated can either be stored in storage batteries or transmitted for usage as shown in Fig. 7c. It is worth noting that Fritts was the first to manufacture a solid state PV and paved the way for future development of solar cells. In the twentieth century, Grondhal has built and tested another solid state device from a combination of cuprous oxide, copper and lead in 1927 (Grondahl 1933). As seen in Fig. 7d, the junction was made by sputtering the metals in order to control the size of the resulting grid.

Early photovoltaic devices through history: a E. Becquerel photoelectrochemical cell circa 1839, b Adams and Day investigation of photoelectric effects in selenium circa 1876 (Adams and Day 1877), c Fritts thin-layered selenium-based photovoltaic device circa 1883 (Fritts 1883) and d Grondahl–Geiger copper-cuprous oxide photovoltaic cell circa 1927 (Grondahl 1933)
The emergence of modern photovoltaics began in 1954, when scientists coincidentally observed that P/N junction diodes produced a voltage while the light was turned on. As a result, a 6% silicon P/N junction solar cell was reported. Another group recorded a solar cell with the same efficiency based on thin-film heterojunction using Cu2S/CdS in the same year. One year later, 6% GaAs solar cell was obtained (Jordan et al. 2020).
Photovoltaics found strong utilization in space applications as well. The tension in most space missions peaked until the photovoltaic modules have unfolded and started providing power busbars with electricity. As early as the sixties, Si PV cells were used by the US space program for powering satellites, Li-doped Si was utilized for radiation effects and radiation-tolerant devices. In the 1980s, the potential of PV implementation in industry began to grow, as the manufacturing facilities for using Si wafer P/N junction were growing to produce PV modules in USA, Japan and Europe. New technologies started to extend from governments, universities and laboratories into mainstream production and applications.
4 Harmonizing Materials and Manufacturing Processes
Different semiconductor materials candidates are used in PV fabrication. Silicon is most widely as its optical and electrical (semiconductor) properties give it a unique niche. The material is abundant, its bandgap (a concept that will be thoroughly explained later) is fit to the peak incident solar radiation, and energy conversion and solar cell manufacturing processes are mature. On the other hand, starting up a manufacturing facility that refines silicon into a high purity version amenable to doping is a costly process from a financial and energy point of view. An extremely large number of wafers have to be produced (refined, doped, wired, assembled and encapsulated) to achieve a profitable working model. In terms of dollar-per-Watt, first-generation solar cells are considered the most successful and thus are more widely used compared to all other generations combined.
Silicon technologies are divided into three groups: (i) monocrystalline silicon (m-Si or mono-Si), (ii) polycrystalline silicon (poly-Si or multi-Si), and (iii) thin-film amorphous silicon (a-Si). The latter belongs to thin-film (2nd generation) technologies rather than first generation. Monocrystalline silicon color is usually black or gray and fabricated from pure monocrystalline silicon; hence, they exhibit higher efficiencies and costs. Ingots of multi-crystalline silicon are used for manufacturing polycrystalline PV cells. This type offers less costs but less effective. Amorphous silicon has to be grown on a substrate that hosts thin uncrystallized silicon materials attached to it, allowing cells to be comparably thin. Amorphous silicon cells are reddish-brown or black hues.
Power conversion efficiencies (PCE) obtained from these silicon solar cells vary and depend on the cell construction, size and possible contamination or defects. Monocrystalline solar cells have efficiencies in the range of 16 and 24%. Polycrystalline cells have efficiencies between 14 and 18%. The power per unit area differs between 75 and 155 Wp/m2 for these two cells. For amorphous cells, the efficiency changes from 4 to 10%, with 40 to 65 Wp/m2. The development of various types of PV cells other than the conventional silicon-based PV cells are being under continuous improvement to enhance the power efficiency, in addition to reduction of the manufacturing, operation, and maintenance costs of the solar cells.
As will be explained in the next chapter, various technologies are deployed in industry to produce pure electronic grade silicon. To achieve high purity, silica is reduced with coke (petroleum coke) at high temperature for production of 98% pure metallurgical grade silicon. For further purification, the energy-intensive Siemens technique is extensively employed, which requires production and distillation of trichlorosilane (TCS). Hydrogenation of TCS using hydrochloric acid (HCl) catalyst process occurs at high temperature (1150ºC) and presented for activation of polysilicon growth on the silicon rods surface that are located inside Siemens reactors. The rods are then broken into polysilicon pieces. Fluidized bed reactor (FBR) is a technology that produces polysilicon granules, this process utilizes a cone-shaped vessel to fluidize small seed particles of crystalline silicon, with a fluidizing gas (hydrogen) flowing upward to suspend it. A purified layer of crystalline silicon accumulates when the required decomposition temperature of silane is attained, and its size allows silicon granules to fall and be collected at the bottom of the cone. Despite of utilizing reactant gases and consuming energy; this technology is considered efficient. Melting the polysilicon has another advantage which allows FBR granules to be fed simultaneously in Czochralski pullers to carry on three daughter ingots instead of loading polysilicon chunks in a single batch process. Technical issues that involve heating fluidized beds have restricted the ability of supplying FBR materials.
Development of wire-saw technology allows for more wafers per unit volume by producing thick wafers of 180 µm. Although wafer-sawing Kerf production could be recycled, preventing the waste is more beneficial. Emerging technologies like edge-defined film-fed growth (EFG) and string ribbon silicon technology can produce 100-mm-wide and 300-µm-thick wafers substituting the wire-saw technique. Solar cells manufacturing using Kerfless wafers, or ultra-thin silicon ribbons, are also under development. While investments in these technologies have added to the cost, enhanced energy conversion efficiencies and improvements in the process have counterbalanced the initial investment. Ultra-thin silicon (ut-Si) technology is another technique that was considered which involved the absorbing silicon layer with a thickness of 5–50 µm. The few approaches deployed were heteroepitaxial growth that was followed by lift-off, coating amorphous silicon followed by thermal recrystallization, using stress-induced lift-off to peel ut-Si sheets from silicon ingot. Preserving high-performance and cost-effective production with mechanical handling of wafers is a challenge associated with ut-Si wafers.
While these technologies are effective for silicon-based technologies, the large initial investment prohibits competition from even entering the market. This is a main reason why thin-film technologies were pursued, where instead of starting from silica, different precursors, deposition techniques and process parameters can be tuned to arrive at the sought cell structure. As will be discussed later in the book, such technologies allowed researchers to test new materials and processes to arrive at efficient cells without having to make a risky investment. Processes, such as chemical vapor deposition (CVD), spin-coating, slot-die deposition, screen-printing, have emerged to handle second and third generations of photovoltaics and attempt to reach its performance level and stability. Granted, that the road is still long, but the various permutations of materials, precursors (solid, gas or liquid) as well as processing techniques hold the promise to arrive at efficient solar cells with low energy and economic expenditure and can last as long as conventional silicon cells.
5 Life Cycle Analysis of Photovoltaic Technologies
Life cycle analysis (LCA) can be defined as a standardized method or a framework that is used to evaluate the various footprints that certain products or technologies bear on the environment. The goal behind an LCA is usually to optimize the processes behind products to adhere to environmental regulations set a by governments and meet the market demand with the lowest environmental impact possible. LCA analyzes a material, product/service, a company, or as far as a whole industry and defines a functional unit. A functional unit is a quantity that describes the function of the overall product/system to be analyzed and is considered as a reference basis for all the calculations moving forward in an LCA (Arzoumanidis et al. 2020).
An LCA ultimately comes down to the life cycle of a product or a service. It assesses raw material extraction/processing, manufacturing, transportation, usage and end-of-life phases. A product’s life cycle is shown in Fig. 8. The first phase, which is raw material extraction and processing, is inevitably accompanied with undesired effects and byproducts that adversely impact the environment. Direct environmental effects reside within the scope of extraction methods (i.e., mining) and indirectly through processes like crushing, sorting and milling (Teplická and Straka 2020), such as shown in Fig. 9. In first-generation silicon photovoltaics, the raw material extraction and processing is represented by obtaining silica (SiO2), reducing it to metallurgical silicon, and through Siemens or fluidized bed processes to obtain high-purity silicon, more on that in the following sections.

Life cycle of a product

Phase 1 of a produc’st life cycle—material extraction/processing
The second phase, which is the manufacturing process in an LCA, is energy intensive and relates to the end product by subdividing it into the contributing components. In the case of conventional silicon photovoltaics, this stage is carried out via Czochralski or float-zone processes, through which a lot of energy and large quantities of emissions are produced in the silicon melting preparation step, such as shown in Fig. 10.

Phase 2 of a product’s life cycle—manufacturing
In the third stage, which is transportation, an LCA takes into account the distance covered and the fuel consumed in the process of transporting base materials to a factory, or an end product to a consumer. Options including air or ocean freight are considered of upmost importance, as this will have an extreme effect on the fuel consumed and the emissions produced during the process, such as shown in Fig. 11.

In the fourth phase, which is usage, components replacement, maintenance, servicing as well as emissions are considered. These factors affect parameters such as the cost of the product or a system and its environmental impact that is manifested in the natural resources usage and the carbon footprint throughout its whole lifetime. For example, in photovoltaic systems, inverters are bound to be replaced halfway through the lifetime of the photovoltaic modules (cost), such as shown in Fig. 12, and water consumption for cleaning is essential to maintain the modules and prolong their time-of-service (environmental impact).

Phase 4 of a product’s lifetime—usage
In the fifth and final stage of an LCA, the end-of-life options of a product are explored to reach and optimum choice. End-of-life options manifested in landfill, combustion, recycling or reusing, such as shown in Fig. 13, can have a huge impact on the carbon footprint reduction, given that a lot of subcomponents in products require energy intensive manufacturing processes and recycling them would skip a step with adverse effects in the large scheme of the product.

Phase 5 of a product’s lifetime—end of life
There are different variations of an LCA, which are cradle-to-gate, cradle-to-grave and cradle-to-cradle, where the LCA ends at a specific stage in each of them. Cradle-to-gate LCA studies a product from the material extraction phase up to the delivery to the consumer. Moreover, a cradle-to-grave assessment takes into account the phases of an LCA up to the end-of-life of a product. Whereas a cradle-to-cradle LCA studies the whole life cycle of a product.
5.1 PV Systems Components and Technologies-To-Be-Analyzed
Although solar photovoltaic modules are considered the crowning jewel of solar power harnessing systems, there are other components that play vital roles to ensure smooth operations and outputs. Solar modules need to be mounted on sturdy structures. Charge controllers must be used in stand-alone systems to control the output to loads as well as energy storage subsystems. Moreover, given that the output of solar photovoltaic modules is direct current (DC), inverters must be utilized in grid connected systems. This variety of components, that are known as the balance of the system (BOS), widens the scope of an LCA and elevates the study to cover more aspects when it comes to these systems (Muteri et al. 2020). In a given LCA, the study is overseen by ISO (The Revision of ISO Standards 14040–3—ISO 14040 2005) and EU-specific (European Commission 2011) standards and guidelines. LCAs are carried out based on standardized inventory data, mainly Ecoinvent (2022) as well as IEA PVPS 2015 (Frischknecht et al. 2015), which refer to silicon PV production dating back to 2005 and 2001, respectively.
Mounting structures are used to filter out factors like wind, soil disruptions and any external factor that can physically affect the orientation of solar photovoltaic modules. They can be used to accurately set the tilt angle of solar modules for an optimized harnessing condition (An Overview to Solar Panel Mounting Structures—Energy Company in Pakistan 2022).
Charge controllers are used in solar systems with a very important purpose, which is to prevent batteries from overcharging/discharging and to protect the loads from current surges. Storage systems, mainly batteries, rarely recover from overcharging/discharging incidents (High Efficiency Plants and Building Integrated Renewable Energy Systems 2019), so a charge controller can severely affect batteries’ lifetime and hence the conclusion of an LCA.
Storage systems are used to overcome the uncertainty that accompanies solar technologies and to ensure that the loads are fed with power regardless of whether solar irradiation is available at the time or not.
Silicon PV module design, glass–backsheet (G-BS) or glass–glass (G-G) heavily affects the LCA of a given system. It is projected that within 2030, a 30% share of the silicon solar PV market will be attributed to the G-G module design (Fischer et al. 2021). Moreover, the G-G design protects the solar PV module from water vapor and shows a reduction in the cells’ mechanical stress as well as a lower degradation rate (Zhang et al. 2015), which is a crucial parameter in the lifetime energy calculation of a solar PV module, such as shown in Eq. 1 and Fig. 14, where T is the lifetime in years, DR is the mean annual degradation rate, I is the global tilted average annual solar irradiation kWh/(m2year), A is the surface area, \(\eta\) is the solar PV module efficiency and PRi is the initial performance ratio (Müller et al. 2021). A G-G design has the leisure of omitting the aluminum frame, which reduces the cost of solar PV modules extensively and lowers the ozone depletion potential.

Silicon solar PV modules degradation with time (How Long Do Solar Panels Last 2022)
Solar power harnessing technologies is a vast topic, and it contains all three generations of solar photovoltaics which are first-generation crystalline silicon, second-generation thin films and third-generation dye-sensitized solar cells (DSSC), organic (OPV) and perovskite solar cells (PSC). Each of these technologies set a unique direction from processing, manufacturing and usage conditions. More importantly, these technologies vary in efficiencies, which directly affects the energy consumption per unit manufacturing, as well as emissions and most importantly cost (Muteri et al. 2020).
5.2 Energy Impact and Emissions of Silicon Solar PV Technologies
Life cycle analysis on solar PV systems can be traced back to the 1970s, in which cradle-to-gate analysis took place. These studies considered the energy payback time (EPBT), which is calculated using Eq. 2, as well as environmental impacts on the manufacturing and processing of these technologies. To present an accurate energy and environmental impact analysis regarding PV technologies, it is important that the information is obtained over a sufficient period of time on a specific geographical location that has implemented these technologies, one of which is the country of China. Given the large area that China covers, the solar resource incident on it varies with the location (949- 2118 kWh/m2 yearly) that a solar PV system is placed in, just as shown in Fig. 15. However, according to Fu et al. (Fu et al. 2015), only few studies have considered other implications on the biological toxicity and acidification. In their work, they assessed the life cycle environmental effects on photovoltaics’ operations in China. Silicon extraction, ingot growing and processing as well as module fabrication were considered; however, the BOS was excluded given that its effect is not related to the environment. According to Wild-Scholten (2013), the BOS only adds about 3 months of additional EPBT and almost negligible greenhouse emission gasses.

China Solar Resource (Solar resource maps and GIS data for 200+ countries | Solargis 2022), obtained from the Global Solar Atlas 2.0, a free, web-based application developed and operated by the company Solargis s.r.o. on behalf of the World Bank Group, utilizing Solargis data, with funding provided by the Energy Sector Management Assistance Program (ESMAP)
They concluded in their study that the primary energy demand was associated with non-renewable energy sources to produce solar grade silicon cell such as coal firing, which contributes to about 48.5% of the total energy demand. Moreover, crude oil and natural gas were used intensely in the assembly stage of the silicon solar modules, accounting for 25% of the total energy demand. Cell processing and silicon ingots’ casting accounted for 19% and 5%, respectively. EPBT according to their study varied between 2 and 6 years when the solar PV systems were installed in first and fifth class areas, respectively. Table 1 provides an overview of the LCA of PV modules focusing mainly on single crystalline silicon (Sc-Si), multi-crystalline silicon (Mc-Si) and passivated emitter and rear cells (PERCs).
According to a study conducted by Fu et al. (2015), the environmental impact of solar PV systems is as crucial to consider as the energy consumption per lifetime. There are different aspects to consider while studying the environmental impacts, which are the acidification potential, eutrophication potential, global warming potential, human toxicity potential, ozone layer depletion potential and photochemical ozone creation potential. The acidification potential, which is referenced to the equivalent kg SO2 production per kWh, was approximated to be 4.27 × 10–4. The eutrophication potential, which is the equivalent production of kg PO43−/kWh, was estimated to be 4.23 × 10–5. The global warming potential was estimated to be 5.09 × 10–2 kgCO2/kWh. The human toxicity potential, the ozone layer depletion potential and the photochemical ozone creation potential were 1.76 × 10–2 kgDCB(equivalent)/kWh, 3.02 × 10–9 kgR11(equivalent)/kWh and 2.69 × 10–5 kg-ethene (equivalent)/kWh. 73.4% of the acidification potential, 45.6% of the eutrophication potential and 50% of the global warming potential were attributed to the high electricity consumption in the phase of solar grade silicon production, given that Chinese electricity is mainly produced by coal-fired power plants. The human toxicity potential is 74.4% due to the heavy metals’ emissions to air, which is attributed to steam and electricity consumption in the whole lifetime of solar PV modules’ production. The ozone depletion potential is 67.8% due to the production of the aluminum frames that are used in the assembly phase of a solar PV module, where an electricity-intense process takes place. The photochemical ozone creation potential had a main contributor, which is sulfur dioxide standing at 56.1%, also due to electricity usage during the production of solar modules. To put things into perspective, almost all adverse effects are caused mainly by the electricity usage during the processing of metallurgical silicon into solar grade silicon, and the manufacturing of the solar cells, as well as their assembly, which make up the first two stages of an LCA. The authors covered different aspects of emissions and determined the processes that demand the most energy as well as their sources for a solar power system in China.
References
Adams WG, Day RE (1877) The action of light on selenium. In: Proceedings of the royal society, London, vol A25
Airplane clipart—Wikipedia, https://ar.wikipedia.org/wiki/%D9%85%D9%84%D9%81:Airplane_clipart.svg (Accessed 07 Aug 2022)
Alami AH (2020) Thermal storage. Mechanical energy storage for renewable and sustainable energy resources. Cham, Springer International Publishing, pp 27–34. https://doi.org/10.1007/978-3-030-33788-9_4
Alsema E, de Wild MJ (2005) Environmental impact of crystalline silicon photovoltaic module production. MRS Proc 895:0895-G03–05. https://doi.org/10.1557/PROC-0895-G03-05
An Overview to Solar Panel Mounting Structures—Energy Company in Pakistan. https://www.reonenergy.com/an-overview-to-solar-panel-mounting-structures/ (Accessed 07 Aug 2022)
Arzoumanidis I, D’Eusanio M, Raggi A, Petti L (2020) Functional unit definition criteria in life cycle assessment and social life cycle assessment: a discussion. In: Perspectives on social LCA, Traverso M, Petti L, Zamagni A (eds) Cham, Springer International Publishing, pp 1–10. https://doi.org/10.1007/978-3-030-01508-4_1
Bank TW (2013) Energy use per capita. https://commons.wikimedia.org/wiki/File:World_Map_-_Energy_Use_2013.png
Becquerel AE (1839) Recherches sur les effets de la radiation chimique de la lumiere solaire au moyen des courants electriques. Comptes Rendus de L’Academie des Sciences 9
Bohra MH (2014) Process development for single-crystal silicon solar cells
Chen W, Hong J, Yuan X, Liu J (2016) Environmental impact assessment of monocrystalline silicon solar photovoltaic cell production: a case study in China. J Clean Prod 112:1025–1032 https://doi.org/10.1016/j.jclepro.2015.08.024
Dale B (2014) Growing poor slowly: why we must have renewable energy. https://www.ourenergypolicy.org/growing-poor-slowly-why-we-must-have-renewable-energy/
DEWA (2019) Mohammed bin Rashid Al Maktoum Solar Park—a leading project that promotes sustainability in the UAE. https://www.dewa.gov.ae/en/about-us/media-publications/latest-news/2019/03/mohammed-bin-rashid-al-maktoum-solar-park
Ecoinvent—ecoinvent. https://ecoinvent.org/ (Accessed 07 Aug 2022)
European Commission—Joint Research Centre—Institute for Environment and Sustainability, International Reference Life Cycle Data System (ILCD) Handbook-Recommendations for Life Cycle Impact Assessment in the European Context. Publications Office of the European Union, Luxemburg (2011)
Ficheiro: LKW mit Aufleger aus Zusatzzeichen 1048–14.svg—Wikipédia, a enciclopédia livre. https://pt.wikipedia.org/wiki/Ficheiro:LKW_mit_Aufleger_aus_Zusatzzeichen_1048-14.svg (Accessed 07 Aug 2022)
Fischer M, Woodhouse M, Herritsch S, Trube J (2021) International technology roadmap for photovoltaic (ITRPV). VDMA EV https://itrpv.vdma.org/en/ueber-uns
Frischknecht R et al (2015) Life cycle inventories and life cycle assessments of photovoltaic systems. https://doi.org/10.2172/1561526
Fritts CE (1883) On a new form of selenium photocell. Am J Sci 26
Fu Y, Liu X, Yuan Z (2015) Life-cycle assessment of multi-crystalline photovoltaic (PV) systems in China. J Clean Prod 86:180–190 https://doi.org/10.1016/j.jclepro.2014.07.057
Globe—Wikipedia. https://en.m.wikipedia.org/wiki/File:Blank_globe.svg (Accessed 07 Aug 2022)
Grondahl LO (1933) The copper-cuprous-oxide rectifier and photoelectric cell. Rev Modern Phys 5
High efficiency plants and building integrated renewable energy systems. In: Handbook of energy efficiency in buildings, Elsevier, pp 441–595 (2019). https://doi.org/10.1016/B978-0-12-812817-6.00040-1
Hong J, Chen W, Qi C, Ye L, Xu C (2016) Life cycle assessment of multicrystalline silicon photovoltaic cell production in China. Sol Energy 133:283–293 https://doi.org/10.1016/j.solener.2016.04.013
How Long Do Solar Panels Last? https://www.paradisesolarenergy.com/blog/solar-panel-degradation-and-the-lifespan-of-solar-panels (Accessed 07 Aug 2022)
IEA, Solar PV module shipments by country of origin. Report. https://www.iea.org/data-and-statistics/charts/solar-pv-module-shipments-by-country-of-origin-2012-2019
Jordan DC, Marion B, Deline C, Barnes T, Bolinger M (2020) PV field reliability status—analysis of 100 000 solar systems. Prog Photovoltaics Res Appl 28(8):739–754 https://doi.org/10.1002/pip.3262
Kim B, Lee J, Kim K, Hur T (2014) Evaluation of the environmental performance of sc-Si and mc-Si PV systems in Korea. Sol Energy 99:100–114 https://doi.org/10.1016/j.solener.2013.10.038
Leccisi E, Raugei M, Fthenakis V (2016) The energy and environmental performance of ground-mounted photovoltaic systems—a timely update. Energies (Basel) 9(8):622 https://doi.org/10.3390/en9080622
Louwen A, Sark van WGJHM, Schropp REI, Turkenburg WC, Faaij APC (2015) Life-cycle greenhouse gas emissions and energy payback time of current and prospective silicon heterojunction solar cell designs. Prog Photovoltaics Res Appl 23(10):1406–1428 https://doi.org/10.1002/pip.2540
Lunardi MM, Alvarez-Gaitan JP, Chang NL, Corkish R (2018) Life cycle assessment on PERC solar modules. Sol Energy Mater Sol Cells 187:154–159 https://doi.org/10.1016/j.solmat.2018.08.004
Luo W (2018) A comparative life-cycle assessment of photovoltaic electricity generation in Singapore by multicrystalline silicon technologies. Sol Energy Mater Sol Cells 174:157–162 https://doi.org/10.1016/j.solmat.2017.08.040
Mariska de Wild-Scholten MJ (2013) Energy payback time and carbon footprint of commercial photovoltaic systems. Solar Energy Mater Solar Cells 119:296–305. https://doi.org/10.1016/j.solmat.2013.08.037
Mehta S (2011) PV news annual data collection results: 2010 cell, module production explodes past 20 GW. Greentechmedia.com. https://www.greentechmedia.com/articles/print/pv-news-annual-data-collection-results-cell-and-module-production-explode-p
Müller A, Friedrich L, Reichel C, Herceg S, Mittag M, Neuhaus DH (2021) A comparative life cycle assessment of silicon PV modules: impact of module design, manufacturing location and inventory. Solar Energy Mater Solar Cells 230(April):111277 https://doi.org/10.1016/j.solmat.2021.111277
Muteri V (2020) Review on life cycle assessment of solar photovoltaic panels. Energies (Basel) 13(1):252 https://doi.org/10.3390/en13010252
Ship—Wikipedia, https://en.wikipedia.org/wiki/Ship (Accessed 07 Aug 2022)
Solar resource maps and GIS data for 200+ countries | Solargis. https://solargis.com/maps-and-gis-data/download/china (Accessed 07 Aug 2022)
Stamford L, Azapagic A (2018) Environmental impacts of photovoltaics: the effects of technological improvements and transfer of manufacturing from Europe to China. Energ Technol 6(6):1148–1160 https://doi.org/10.1002/ente.201800037
Teplická K, Straka M (2020) Sustainability of extraction of raw material by a combination of mobile and stationary mining machines and optimization of machine life cycle. Sustainability 12(24):10454 https://doi.org/10.3390/su122410454
The Revision of ISO Standards 14040–3—ISO 14040: Environmental management—Life cycle assessment—Principles and framework—ISO 14044: Environmental management—Life cycle assessment—Requirements and guidelines\textbar SpringerLink
Yue D, You F, Darling SB (2014) Domestic and overseas manufacturing scenarios of silicon-based photovoltaics: life cycle energy and environmental comparative analysis. Sol Energy 105:669–678 https://doi.org/10.1016/j.solener.2014.04.008
Zhang Y (2015) Long-term reliability of silicon wafer-based traditional backsheet modules and double glass modules. RSC Adv 5(81):65768–65774 https://doi.org/10.1039/C5RA11224A
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Cite this chapter
Alami, A.H. et al. (2023). First-Generation Photovoltaics: History and Conventional Manufacturing. In: Alami, A.H. (eds) PV Technology and Manufacturing. Advances in Science, Technology & Innovation. Springer, Cham. https://doi.org/10.1007/978-3-031-31349-3_2
Download citation
DOI: https://doi.org/10.1007/978-3-031-31349-3_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-31348-6
Online ISBN: 978-3-031-31349-3
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)