
Abstract
The Metallurgical industry, and in particular the make-to-order industry, are extremely dependent on the composition of the raw material. As a subcontractor, the company is limited by customer constraints and must be able to adapt the process as fast as possible. Therefore, machine programs need to be adapted to control material reactions (i.e., deformations, vibrations, burrs, porosity, etc.) following the laser cutting and welding. Material reactions depend on the gap between theoretical and intrinsic mechanical characteristics of the materials, on the geometry and on the tools used to maintain the parts. The variability of this gap leads to scrap, machine delay and productivity loss. To improve our knowledge, Industry 4.0 provides several technologies enabling the automation of complex tasks. For instance, Artificial Intelligence (IA), supervised or unsupervised, provides opportunities for optimizing and customizing machine programs considering material reactions. The case study presented in this paper proposes to use machine learning (ML) to define a decision support system. Two ways are explored: quality and productivity optimization. The objective is to free up resources (operators, machines) time for other strategic projects for the company.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Laser welding has been widely used in a variety of industrial applications due to the advantages of deep penetration, high speed and small heat affected zone [1,2,3]. These advantages enable high seam quality with fine and deep weld seams and strong mechanical properties, under the condition that parameters are optimized for the order and the raw materials [3,4,5,6]. This optimization is particularly challenging because the relationship between process parameters and the output seam characteristics are complexes and non-linear which makes prescribed parameters not optimal [7, 8]. This optimization also depends on raw materials that are subject to variability in terms of element composition and historic of transformations and transportations. The optimization and setting of process parameters represent a puzzling problem for the operators who can only select the welding process parameters according to experience, charts, and handbooks in the practical production. Tests on actual machine tool are generally needed to complete verification and to improve performance [6, 9, 10]. However, trial-and-error method often leads to sub-optimal solution, especially for new welding process, and requires time, materials, and competent human resources [1, 2, 6,7,8,9, 11].
To improve industrial capacities, Industry 4.0 provides several technologies enabling a shift in production process. For instance, Artificial Intelligence (AI) perceives and learns, sometimes more effectively than humans, by means of a variety of Machine Learning (ML) technologies. ML technologies provide opportunities to predict, detect, control, optimize, etc. complex processes like laser welding. ML technologies regroup unsupervised approaches to find cluster and discover hidden structures in the data (e.g., k-means methods), and supervised approaches to learn from a training dataset and predict the outcome (e.g., decision trees or neural networks). Supervised ML technologies can for example be applied for Computers-Aided-control (CNC) process parameter optimization with the prediction of the welding quality and the optimization of these parameters. The resulting models enable the construction of a decision support system which can help, during trial-and-error method, to reduce the time needed to find optimal parameters, to reduce the materials needed to validate the optimal parameters and therefore to reduce the effort and time provided by competent human resources.
This paper is organized as follows. Firstly, a state-of-the-art is presented about the approaches used to optimize laser welding parameters and process. Secondly, a framework is proposed to integrate these solutions in a production environment. Subsequently, a case study is proposed to implement the framework and the technologies used are explained. After a discussion on the expectation of the case study, a conclusion is drawn, and a perspective work is discussed.
2 State of the Art
In a context of make-to-order laser welding industry, raw material characteristics constitute constraints impacting the production process and the process plans are challenging to optimize due to variabilities in the orders. These industries need to optimize their process plans to save time, materials, and labor efforts [12]. Different optimization objectives can be distinguished in laser welding, like parameter optimization, feature prediction, seam tracking, defect classification, simulation validation or adaptive control [13]. Optimization of laser welding process is multifactorial. Considering the diversity of possible actions to perform such work, we have chosen to focus on the optimization of the welding machine parameters. The other aspects will be discussed in the perspectives section. The prescribed parameters for welding process are the result of the provider tests and statistical optimization [14] but they generally require tests on an actual machine tool for complete verification and to improve performance [6, 9, 10]. Statistical optimizations are challenging to apply to various practical situations because the relationship between the process parameters and the seam characteristics are non-linear and are usually dependent on the specific experimental results [3, 7]. Therefore, machine learning methods are gradually popular to model physical correlations and obtain optimal responses.
The typical workflow to optimize parameters of industrial processes contains the following four steps [12]:
-
1.
Generating a database with few experiments or run simulations with Design of Experiments (DoE) methods.
-
2.
Modeling the physical correlations between the process parameters and the quality criteria with statistical or machine learning methods.
-
3.
Optimization of the process parameters using the created process model.
-
4.
Adjusting the process parameters manually or automatically.
The Taguchi DoE has been widely used in the field of laser welding because of its distinctive design of orthogonal arrays used to study the entire process parameters with a acceptable number of experiments [7].
A promising strategy in the second step is to develop metamodels, which are also called approximation models as they provide “model of model” fitting the relationship between the input process parameters and the output performance for the purpose of welding design optimization [2]. Comparative studies of the accuracy of metamodels have demonstrated that different metamodels perform well in different cases [15]. Arbitrarily selecting a metamodel to fit the relationship between the input parameters and output responses may increase the risk of adopting an inappropriate metamodel because of the nature of the relationship and the current training data [15]. Different metamodels have been proposed in the literature, like Kriging [2, 15, 16], artificial neural networks (ANN) [2, 5, 7, 8, 16, 17], Radial basis function (RBF) [2, 15] or support vector regression (SVR) [2, 15].
The metamodels only learn about the correlation to predict the output with different input and can be used for root cause analysis, the early prediction of manufacturing outcomes, and diagnostic systems to optimize product quality or process efficiency [12]. Otherwise, the models need to be combined with optimization algorithms to find the optimal production parameters for a specified objective. Optimization algorithms are generally particle swarm optimization (PSO) or genetic algorithms (GA) [5, 12, 13].
The main challenges for parameters optimization are [2, 18]:
-
The representativeness and reliability of the data which need to contain problem-relevant variables and to be in high quantity to be able to describe the relationship between the process parameters and output performance.
-
The variation in manufacturing orders which make it challenging to assure the accuracy of the constructed metamodel.
The issue of representativeness and reliability are addressed by DoE methods and in the choice of monitoring variables. For example, many researchers choose to realize their experiments on a specific raw material and obtain a particular model that do not consider the impact of different elements on the welding process.
As for the variation in production, parameters optimization can be combined with monitoring solution to control the real output and the accuracy for new processes. In the field of laser welding, high weld depth is particularly important for high welding seam quality but the welding depth is currently only known through destructive quality tests [19]. New monitoring solutions have been studied to collect the different signals during laser welding, such as acoustic signals, optical signal, or thermal signals [13]. The acoustic signals are one of the most monitored signals for the weld penetration depth due to the low cost, high responsible speed, and convenient features [19]. The acoustic signal analysis can be divided in time domain analysis and frequency domain analysis to extract the acoustic signature of the welding process and link it to the depth of the seam [20]. The acoustic signatures analysis can result into a classification of penetration like full penetration, overheat penetration and half penetration [19, 21], but quantification has also been studied through machine learning to find he relationship between acoustic signals and penetration depth [19, 20]. For example, [20] and [22] use ANN to characterize the weld penetration with the acquired acoustic signatures and find that it worked well under different laser welding parameters. Noise reduction methods are also needed to improve the quality of the acoustic signal and overcome the limit of noisy and hostile environment [19,20,21].
The state-of-the-art shows that the selection of the proper process parameters for high quality welding seam quality is challenging and that the optimization of this process can lead to major time, materials and competent human resources saving. A workflow has been presented to help in the process of parameter optimization and some techniques have shown remarkable results. For instance, Taguchi DoE and a combination of metamodels are efficient to describe the relationship between input welding parameters and seam characteristics. Likewise, approaches using GA exhibit great capability with the optimization of many configurations of parameters. However, these studies are often on specific cases and materials and are not adapted for production environment. This paper will therefore present a framework integrating these approaches to a decision support system for parameter optimization in the production context of an enterprise (a SME). This framework will also incorporate a monitoring system to extend the capacities of the decision support system considering the variabilities of customer orders.
3 Proposition
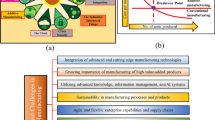
Two main challenges have been identified to integrate ML algorithms in a production context. Firstly, ML technics, with meta-models and optimization algorithms, need to consider problem-relevant data about the laser welding process, such as laser power, welding speed, gas flow rate, focal position, nozzle height, etc., but also raw materials composition, like carbon rate, thickness, etc. The raw materials composition are uncontrollable variables but influences the relationship between the controllable process parameters and the output. Secondly, the customer order variabilities reduced the usefulness of the optimization model in production environment, so a monitoring system is needed to help operators during the optimization process and overcome the lack of accuracy. These tools are integrated in a framework representing the industrial environment, see Fig. 1.

Integration of the sensors and ML tools to the industrial environment
This framework represents a value chain of the laser welding process, from the customer order, with the parts 3D files, order’s data, and the raw materials, to the produced parts. The first step in the process is to transform the customer files with Computers-Aided-Manufacturing (CAM), which is a design-expert system, to generate the process plan with prescribed motion commands, prescribed process parameters and the sequencing of each task. As seen in the state-of-the-art, ML tools can be used in a decision support system to optimize the process parameters and reduce the trial-and-error method which is a time-, materials- and competent human resources consuming task. The first ML tool of the decision support system generate optimized parameters from the order’s data and welding objectives. The prescribed and optimized parameters are compared by an operator to choose one. The main objective is to avoid significant gap between the two set of parameters and control accuracy issues of the model. Sensors are also integrated in the CNC environment to collect the in-process signals and store them in a database. A second ML tool is used to predict welding quality characteristics. Then the systematic manual quality control and the predicted quality control are used by the operators to evaluate the fitness of the parameters with the customer order. Depending on the quality control, either the parameters are confirmed to be optimal for the order or new objectives are set up in the first ML tool.
4 Case Study
The framework is being adopted in a B2B metallurgical SME in France to support laser welding. The CNC used is Trumpf laser welder and cutter with a disk laser Yb:YAG with a wide power range (2–6 kW). This SME is a make-to-order company realizing trial-and-error for all their new orders. The trials are realized either on customers prototyping raw materials, on company’s materials or on additional production raw materials. In either case, the SME needs to provide the best performance with the minimal iterations to reduce operator time and the materials used.
The first tool is a ML algorithm for parameters optimization. Following the workflow described in the state of the art, Taguchi DoE is used to generate the training points as it can provide good uniform and space-filling sample points in the design space. The input data controllable process parameters, such as laser power, welding speed, gas flow rate, nozzle height and uncontrollable raw material characteristics, such as carbon rate and the material thickness. These inputs are selected by an expert to contain the problem-relevant variables of most of the production, i.e., many different compositions of steel sheet for butt welding. The process parameters are decimal numbers and are available in the process program saved on the network. The material characteristics can be fetched from the company ERP database, which is, in our case study a HFSQL database in the company server. The output data are the welding depth and the seam width because they represent the quality characteristics generally required by the customers. For each input variable, five levels with an interval are considered to cover the design space. The current problem is a six-factors and five-levels design problem, hence an L32 orthogonal array could be generated. The four process parameters can be selected in the CNC while the two raw material characteristics represent the materials used for the experiment. For the output, the seam width can be calculated manually with a caliper, but destructive tests are needed to collect the weld depth. Based on the experiment data, ensemble of two metamodels including SVR and ANN are constructed to estimate the seam geometry. Their accuracy is evaluated with relative maximum absolute error and root mean square error (RMSE) and if their accuracy is checked then a non-dominated sorting genetic algorithm (NSGA-II) are implemented to obtain the optimum process parameters. During the NSGA-II optimization, the fitness values assigned to the populations are generated according to the predicted value using metamodels and the objectives correspond to the welding depth and the seam width required by the customer. This combination of metamodels and NSGA-II have already proven their capabilities in [2]. The termination criteria for the optimization are (1) the relative distance between the optimal process parameters of two successive iterations is below 1e−3; (2) the pre-specified maximum number of iterations is reached.
The model can then be used in production environment where the optimum process parameters are compared with prescribed ones by the operators because of the possible lack of accuracy of the model, due to the variation between the order and the training data. An in-process monitoring system is also used to check the welding depth and assure the quality for the new process. This second tool takes as input the in-process acoustic signals to predict the welding depth. The training data for the welding depth are generated during the L32 Taguchi DoE and the corresponding acoustic signals are collected from a microphone such as WeldMIC which are welding acoustic sensors designed by Xiris Automation Inc. The microphone delivers an analogic signal that is first processed to a numerical signal to be able to analyze the temporal domain and the frequency domain. These two domains are then used in a back-programming neural network (BPNN).
5 Discussion
To improve the welding process, a framework has been proposed regrouping a first ML tool to generate optimized parameters and a second ML tool to link the in-process acoustic signals to one of the main welding quality characteristics, the welding depth. These ML tools are integrated in a decision support system to help the operator in the widest range of orders. Nowadays, the trial-and-error represents a little less than 10% of the welding time. This time is used by a competent human resource to optimize parameters and consume customers or company raw materials. The expectation for the support decision system is to reduce this time to less than 5% which will improve the productivity of the welding machine, reduce the use of raw materials and free up time of the competent human resources for other strategic projects.
The first limit of this system is the variabilities of the knowledge on the raw materials composition because some customers do not track the composition of the raw materials. One solution can be to take standard composition for the type and grade of the materials and to use the result of the welding to adjust the welding objectives by decreasing or increasing them. In addition, the carbon rate does not characterize the whole raw materials. For example, the historic of transformation of the raw materials are not considered but can be very impactful for the welding. The last limit is the need of additional sensors to monitor the welding depth. The monitoring of this characteristic is not integrated in the provided machine and need destructive tests, which are a waste in the production process. Besides, the case study works with a 3D welding machine, so the environment and the working space define significant constraints. These constraints have impact in the choice of monitoring the sound pressure to avoid space constraints, but the environment noise remains a key challenge for the accuracy of the models.
6 Conclusion
In a make-to-order company, trial-and-error methods are generally used to set CNC parameters, but the results are sub-optimal, and the process represent a waste of time, materials, and competent human resources. The challenge to optimize the parameters with the orders come from the variabilities in the raw materials and the complexes relationships between the different parameters and the welding quality characteristics. Machine learning particularly have been studied in different contexts to improve industrial process, such as parameter optimization for CNC production. Workflow, DoE, and optimization algorithms have successfully been used to predict and optimize the welding process, but these studies are often applied to cases and materials and are not adapted for production environment. This paper proposed a framework to integrated ML models in a production environment and consider the raw materials as an input to improve the scalabilities of the models. A monitoring system has also been introduced to overcome the lack of accuracy of the models for particular processes. The implementation of the framework can reduce the time to set up the optimal parameters considering the requirements of the client. One of the perspectives is to take advantage of the industrial context to regularly evaluate the accuracy of the models and define new design space to extend the models. New design spaces could consider wider range of variables, like the type of joint, others raw materials element (like aluminum or chromium) or other parameters (like focal position, gas type, head orientation, root gap, beam width, etc.). The models can also be extended for new processes in the same CNC machine such as the cutting or wire-feeding laser welding.
References
Zhao, Y., et al.: Optimization of laser welding thin-gage galvanized steel via response surface methodology. Opt. Lasers Eng. 50(9), 1267–1273 (2012)
Zhou, Q., et al.: Optimization of process parameters of hybrid laser-arc welding onto 316L using ensemble of metamodels. Metall. Mater. Trans. B 47(4), 2182–2196 (2016)
Ai, Y., et al.: The prediction of the whole weld in fiber laser keyhole welding based on numerical simulation. Appl. Therm. Eng. 113, 980–993 (2017)
Tercan, H., Khawli, T.A., Eppelt, U., Büscher, C., Meisen, T., Jeschke, S.: Improving the laser cutting process design by machine learning techniques. Prod. Eng. Res. Devel. 11(2), 195–203 (2017). https://doi.org/10.1007/s11740-017-0718-7
Nagesh, D.S., Datta, G.L.: Genetic algorithm for optimization of welding variables for height to width ratio and application of ANN for prediction of bead geometry for TIG welding process. Appl. Soft Comput. 10(3), 897–907 (2010)
Altarazi, S., Hijazi, L., Kaiser, E.: Process parameters optimization for multiple-inputs-multiple-outputs pulsed green laser welding via response surface methodology. IEEE (2016)
Sathiya, P., Panneerselvam, K., Abdul Jaleel, M.Y.: Optimization of laser welding process parameters for super austenitic stainless steel using artificial neural networks and genetic algorithm. Mater. Design (1980–2015) 36, 490–498 (2012)
Ai, Y., Wang, J., Jiang, P., Liu, Y., Liu, W.: Parameters optimization and objective trend analysis for fiber laser keyhole welding based on Taguchi-FEA. Int. J. Adv. Manuf. Technol. 90(5–8), 1419–1432 (2016). https://doi.org/10.1007/s00170-016-9403-9
Lynn, R., et al.: The state of integrated computer-aided manufacturing/computer numerical control: prior development and the path toward a smarter computer numerical controller. Smart Sustain. Manuf. Syst. 4(2), 20190046 (2020)
Trumpf: Collecte de données, Trulaser Cell Série 7000, vol. D737fr. Trumpf (2014)
Preez, A.D., Oosthuizen, G.A.: Machine learning in cutting processes as enabler for smart sustainable manufacturing. Procedia Manuf. 33, 810–817 (2019)
Weichert, D., Link, P., Stoll, A., Rüping, S., Ihlenfeldt, S., Wrobel, S.: A review of machine learning for the optimization of production processes. Int. J. Adv. Manuf. Technol. 104(5–8), 1889–1902 (2019). https://doi.org/10.1007/s00170-019-03988-5
Cai, W., et al.: Application of sensing techniques and artificial intelligence-based methods to laser welding real-time monitoring: a critical review of recent literature. J. Manuf. Syst. 57, 1–18 (2020)
Ruggiero, A., et al.: Weld-bead profile and costs optimisation of the CO2 dissimilar laser welding process of low carbon steel and austenitic steel AISI316. Opt. Laser Technol. 43(1), 82–90 (2011)
Yang, Y., et al.: Multi-objective process parameters optimization of hot-wire laser welding using ensemble of metamodels and NSGA-II. Robot. Comput.-Integr. Manuf. 53, 141–152 (2018)
Jiang, P., Cao, L., Zhou, Q., Gao, Z., Rong, Y., Shao, X.: Optimization of welding process parameters by combining Kriging surrogate with particle swarm optimization algorithm. Int. J. Adv. Manuf. Technol. 86(9–12), 2473–2483 (2016). https://doi.org/10.1007/s00170-016-8382-1
Lin, H.-L., Chou, C.-P.: Modeling and optimization of Nd:YAG laser micro-weld process using Taguchi Method and a neural network. Int. J. Adv. Manuf. Technol. 37(5–6), 513–522 (2008)
Tercan, H., Guajardo, A., Meisen, T.: Industrial transfer learning: boosting machine learning in production. IEEE (2019)
Yusof, M.F.M., Ishak, M., Ghazali, M.F.: Feasibility of using acoustic method in monitoring the penetration status during the Pulse Mode Laser Welding process. IOP Conf. Ser. Mater. Sci. Eng. 238, 012006 (2017)
Huang, W., Kovacevic, R.: A neural network and multiple regression method for the characterization of the depth of weld penetration in laser welding based on acoustic signatures. J. Intell. Manuf. 22(2), 131–143 (2011)
Huang, W., Kovacevic, R.: Feasibility study of using acoustic signals for online monitoring of the depth of weld in the laser welding of high-strength steels. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 223(4), 343–361 (2009)
Lee, S., Ahn, S., Park, C.: Analysis of acoustic emission signals during laser spot welding of SS304 stainless steel. J. Mater. Eng. Perform. 23(3), 700–707 (2013). https://doi.org/10.1007/s11665-013-0791-9
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 IFIP International Federation for Information Processing
About this paper

Cite this paper
Piat, JR., Dafflon, B., Bentaha, M.L., Gerphagnon, Y., Moalla, N. (2023). A Framework to Optimize Laser Welding Process by Machine Learning in a SME Environment. In: Noël, F., Nyffenegger, F., Rivest, L., Bouras, A. (eds) Product Lifecycle Management. PLM in Transition Times: The Place of Humans and Transformative Technologies. PLM 2022. IFIP Advances in Information and Communication Technology, vol 667. Springer, Cham. https://doi.org/10.1007/978-3-031-25182-5_42
Download citation
DOI: https://doi.org/10.1007/978-3-031-25182-5_42
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-25181-8
Online ISBN: 978-3-031-25182-5
eBook Packages: Computer ScienceComputer Science (R0)