
Abstract
Rechargeable batteries are historically the oldest chemical source of electricity, and are still used today as a backup source of electricity to support power plants operation. The batteries connected to the auxiliary DC voltage busbars are powered from the AC mains by means of industrial electronics devices. The paper presents a study of the choice of appropriate battery maintenance methodology in order to increase the safety of thermal power systems, reduce system failure and increase reliability. A proposal for preventive maintenance through regular inspections and periodic replacement of individual cells is presented. The search for weak cells and their elimination is accompanied by technical diagnoses and tests of correctness and capacity. Finally, the results of the tests carried out at the Zrenjanin thermal power plant (the part of the company Panonske Termo-elektrane—toplane Zrenjanin) at five-year intervals are presented. In the concluding remarks, the need for maintenance is emphasized with a view to improving the system and reliability.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
While the AC mains is present, the batteries are in a state of constant recharging, and the DC consumers are powered by rectifiers. Sensitive consumers are most often associated with problems with the quality of electricity supply. They do not tolerate long periods without power. Even a short-term outage can lead to catastrophic consequences (failure of the operating room in hospitals, loss of data in computer centers, banks, failure of the control system at power plants, etc.). The simplest configuration of uninterruptible power supplies consists of a rectifier, backup power source (battery), static switch and inverter. The basic principle of uninterruptible power supply operation is to charge the backup power source (battery) via the mains rectifier. The battery then powers the inverter which converts its direct energy (DC) to alternating energy (AC) and as such delivers it to consumers [1].
When the AC power goes out, rechargeable batteries take over the consumer’s power, ensuring uninterrupted voltage. Rechargeable batteries that are permanently installed and maintained in a power plant are called stationary batteries. A sudden loss of power can significantly disrupt business, but this is not the only failure in the multitude of failures in the power grid that can have devastating consequences. The effects of inadequate power supply are endangering human life, endangering control systems in industry, business interruption, loss of software and data, destruction of hardware and its components, downtime, loss of telecommunications [2].
2 Basic Characteristics of Stationary Batteries
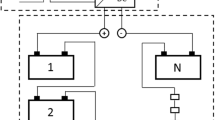
Stationary batteries are a source of direct energy for stationary devices (see Fig. 1). They are used for power supply of signal and command devices at various power supply stations of command devices, radio telegraph and telephone exchanges and others [3]. Stationary batteries also serve as backup power in the event of a power outage for emergency lighting and more, and are intended for use in fixed locations where it is not common to move from place to place and are permanently connected to be charged to a DC power source [2]. The battery plant is shown in Fig. 2.

Source TE-TO Zr, personal archive
Lead acid rechargeable battery.

Source TE-TO Zr, personal archive
Battery plant.
The parts of a stationary battery are: positive electrode, negative electrode, separator, poles, box and electrolyte—dilute sulfuric acid. The stationary lead-acid battery consists of several cells connected in series and is used as a direct current power source.
Cell voltage—the nominal voltage of lead acid cells is 2 V. The voltage of a loaded cell of electrolyte density also depends on the load current, and as the current load increases, the cell voltage decreases. The ratio of cell voltage to load current depending on the size of the plates, during discharge with constant currents I10, I5, I3, I1.
The capacity of the cell is expressed in ampere hours Ah and represents the amount of electricity given by the battery during discharge with a certain current for a certain time.
The service life of stationary cells with tubular plates is 1500 charge-discharge cycles or more than 10 years for stationary conditions of use.
3 Research Method
The main research problem in this paper relates to the need to increase the security of thermal power systems that rely in their work on providing direct and uninterruptible current for their proper functioning. Since rechargeable batteries serve as a backup source of electricity in power plants, their correctness is very important. Even a short-term outage can lead to catastrophic consequences. For these reasons, special attention should be paid to the maintenance of stationary batteries.
The subject of research in this paper relates to the application of preventive maintenance of batteries in order to increase their service life, improve the reliability of equipment and safety of stationary batteries on which all other systems rely.
The aim of the research is to define the best methodology for maintaining batteries, in order to improve the reliability of batteries, the entire plant where they are located.
Also, one of the goals of the research is to eliminate the problem of the occurrence of a large number of failures in the battery plant, and thus the entire thermal power system as a whole.
Namely, by determining the appropriate methodology for the maintenance of rechargeable batteries, multiple negative consequences would be eliminated in the event of failure of the entire plant, which is also the goal of the research.
The task of this research includes determining:
-
The best methods of maintenance of rechargeable batteries in order to increase the safety of the system,
-
Reducing the number of failures on batteries,
-
Improving the reliability of rechargeable batteries by applying the chosen maintenance methodology.
Within this research, the methods of theoretical analysis was used (professional literature, project documentation and reports on battery measurements for the period 2011–2016 had been analyzed). To control the correctness of the battery plant, an experimental method was used using a testing technique that measures physical quantities (voltage, temperature, etc.). Then a comparative analysis was used to compare the values of physical quantities by years from 2011 to 2016.
The instruments of this research are the means used within the experimental research method: test, documents from the archives of TE-TO Zrenjanin and record sheets.
The following devices and instruments required for AB maintenance were used for testing stationary batteries: DC instrument measuring instrument; Thermometer at 100 °C; Accuracy class ammeter and with a set of shunts; Voltmeter of accuracy class at least 1.5 with measuring range 0–3 V with a division of 0.02 V; A clock; Density hydrometer with measuring range from 1.1 to 1.3 g/cm3 [2].
The research was performed in the part of the company Panonske Termoelektrane—toplane Zrenjanin in the plant—the battery located in the hall in the annex of the main power plant (Fig. 2), which was designed in relation to the main power plant [2].
4 Proposal for Implementation of Preventive Maintenance Procedures Rechargeable Battery
4.1 Preventive Periodic Examinations
In addition to the ten-hour current test, the capacity test can be performed with a five-hour, three-hour and one-hour discharge current. Discharge currents as well as capacity depend on the construction of the battery and vary according to type and manufacturer. When determining the capacity, we are obliged to use the data provided by the manufacturer on the discharge currents and capacities for each of the test modes. Discharge itself is a loss of battery capacity due to internal chemical and electrochemical reactions when the circuit is open. Self-discharge of stored batteries is about 1% of the nominal capacity per day at an ambient temperature of 20 °C. This percentage decreases over time. Newly formed cells may be stored for up to one year [2].
On a daily basis, you should visit the battery room every day to visually determine if there are any defects. If the electrolyte level is below the level, fill the cell with distilled water, and in case of any other deficiencies, inform the competent management of the electrical maintenance service.
On a monthly basis, check the voltage on each cell once, if the voltage per cell is below 2.1 V, you should start recharging the battery. Also, clean the battery covers and the joints of the battery covers with the battery container with a dry cloth once a month. Clean and coat any oxidized contacts, check the room ventilation function.
Quarterly required: measurement of electrolyte density; electrolyte temperature measurement; electrolyte level control; visual inspection of plate and sediment accumulator vessels; cell voltage check; contact overview; visual inspection of the battery stand; checking the ventilation of the room; review labels and warnings.
Per year It is necessary to rinse the plugs annually and determine the capacity of all batteries on the control ten-hour discharge.
Regular maintenance should include: checking the cell voltage; electrolyte density check; partial discharge; battery overview [2].
The cell voltage should be checked once a month. Checking the cell voltage at the transformer station with two batteries—should be done so that the battery is disconnected from the consumer and the rectifier. The nominal voltage of the cell is 2 V (2–2.1). The average voltage of the cells will depend on the load current. In this case, it is necessary to reduce the consumer current (relieve consumption) as much as possible. Voltmeters used for measurement should have an internal resistance of at least 1000 Ω/V, measuring range 0–3 V jss and 0–250 V jss, accuracy class 0.5.
After the measurement of the voltage across the cells is completed, it is necessary to measure the voltage at the ends in order to check the connections and connection points [2].
Electrolyte density should be checked once a month. Rechargeable batteries use a solution of sulfuric acid with a density of 1.2400 ± 0.005 g/cm3 at a temperature of 20 °C at nominal voltage. Electrolyte density decreases with increasing temperature and vice versa, with decreasing temperature, electrolyte density increases. If the density of one cell deviates by more than ± 0.05 g/from the average density of other cells, then it is defective, so it is necessary to check the density of electrolytes by voltage control and determine the malfunction of the cell. Measurement of electrolyte density (specific mass) is performed by AREOMETRIMS, measuring range from 1.00 to 1.300 g/with a division of at least 0.005 g/and an accuracy of at least 0.005 g. Since the density of the electrolyte depends on the temperature, it is necessary to measure the temperature of individual cells. This measurement is performed with a thermometer measuring range 0–100 °C and 0.5 °C. If the temperature of a cell deviates by more than 1 °C from the average temperature of other cells, it indicates its malfunction (along with other parameters) [2]. Partial discharge of the battery is performed once a month. This discharge is performed in order to prevent sulfation of cells “breaking” of solid sulfates deposited aku-battery cells. Discharge is performed by turning off the rectifier and leaving the battery to power consumers. Partial (preventive discharging) is performed with currents corresponding to 1–1.5 ten-hour discharge currents (I10–1.5 I10) because only these values of current provide decomposition melting of lead sulfate crystals. In case the current of connected consumers is below the value of I10, it is necessary to turn on additional consumers. Discharging lasts until the battery loses about 20–25% of its rated capacity. This partial discharge is preventive in nature and significantly prolongs the service life and reliability of batteries treated in this way [2].
By inspection, rechargeable battery is understood as a series of tasks in order to determine the general condition of the battery, the space in which it is located in the anteroom, ventilation system, etc. All tasks on the inspection of the battery and the deadlines for their performance are listed in Table 1. Checking the electrolyte levels and topping up the distilled water is done once a month [2].
Periodic maintenance activities include actions on batteries performed by teams trained for these tasks and performed according to the established plan. These tasks include: tightening the connections, deep emptying to check the capacity, forced charging. Deep emptying is done once a year. In the case of transformer stations with a single battery, a spare source of direct current power supply (spare mobile battery) must be provided during deep discharge. Discharge should be performed within one time, and at most 18 h after the end of the additional charge. During the discharge, the ventilation filter plugs on the cells must be removed. Measurement of electrolyte density and voltage of each cell is performed every hour. Charging of batteries must begin no later than 12 h after discharge. When the battery is empty, the AC adapter turns on the forced (deep) charge position. During this charging mode, the voltage is 2.6–2.7 V/cell. Then consumers must be excluded. Charging is completed when the final charging voltage specified by the manufacturer is reached, when the voltage has not changed during the last two hours, and the prescribed electrolyte density has been reached. At the end of the filling, the electrolyte levels were adjusted by adding distilled water. Ventilation filter plugs are flushed and replaced. The rectifier is left to run in refill mode or automatic mode [2].
4.2 Preventive Periodic Replacements
Criteria for replacement of individual cells are: cell voltage, cell electrolyte density and cell capacity. Procedures for checking cell voltage and electrolyte density, as well as the tolerance of the availability of measured values from the declared ones, are given in regular maintenance. One type of measurement alone is not enough to declare a cell defective. The capacity of the correct cell must be at least 70–80% of the declared value at a given discharge current. Criteria for the replacement of entire batteries, in addition to the technical ones that apply to individual cells (electrolyte density, voltage, capacity), contain other factors such as: the time the battery spent in operation and economic and commercial reasons. Manufacturers give the battery life as a function of the number of discharge cycles, which translated into service life is 14–15 years. It should be borne in mind here that the service life of batteries depends on the operating conditions and the quality of maintenance. The average service life of batteries in our plants is 10–12 years [2].
4.3 Finding and Fixing Vulnerabilities
If the discharge and charge voltage is reduced and the amount of electrolyte is reduced at the same time, it is an increased degree of sulfation or a short circuit—it is necessary to replace the cell.
If the cell temperature is increased, it is a process of sulfation in an advanced phase—it is necessary to conduct a training cycle which is carried out by discharging the AB with ten-hour current, until it loses 50% of capacity. It is then charged at a voltage of 2.4 V/cell. If such cycles are reduced to the correct state, if the discharge voltage and capacity during deep discharge are reduced, it is a process of intensive sulfation and it is necessary to conduct a training cycle. It is an electrolyte contaminated with foreign impurities—electrolyte replacement is required. If the electrolyte leaks, the box is damaged. The battery-cell needs to be replaced. The most common errors that occur during battery operation are: sulfation; short circuits in the cell; electrolyte impurities; short circuits between cells; depolarization [2].
4.4 Technical Diagnostics—Testing the Correctness and Capacity of the Battery
Testing the correctness and capacity of batteries is shown in the report of the competent organizations by measuring ten hours of discharge current with constant monitoring of voltage and electrolyte in each cell of the battery during discharge, one correct lead stationary battery of 220 V. The testing is performed by the company Melbat Novi Sad. The 80 OpzS 800 battery has 800 Ah 220 V and the test is performed with a discharger with a ten-hour current I10 of 80 A.
Before starting the measurement, the voltage of each cell and the density of the electrolyte in each cell are measured separately (first and second columns in the report) where the initial voltage of each cell and the total cell voltage of the whole battery are seen. The operating temperature of the medium is measured at 13 °C in the room of the plant with batteries. After that, the battery is discharged and after the first ten minutes, the first control measurement of the voltage of each cell is performed, and then every hour from the beginning of the test, the voltage of each cell and the total voltage of the whole battery are measured. In the following hours, a voltage drop is observed for each cell and when the voltage of each cell falls below 1.83 V, the measurement is interrupted because it is predicted that in the following hours the voltage will fall below 1.80 V per cell. After testing this battery—8 OpzS 800 A 220 V, it was determined that all ten hours the voltage per cell was above 1.80 V and has a capacity value of 100%. At the end of the tenth hour, the electrolyte density of each cell is measured [2]. Visual inspection checks the condition of the cells, as follows: there should be no lead sulfate sediment in the sedimentation tanks at the bottom of the vessel; the color of the correct positive plates (active mass PbOz) should be dark brown, and the color of the correct negative plates (active mass of sponge lead) should be light gray; correct plates must be flat and without deformations; separators made of special plastic foils and located on the surface of the plates, must rest on the plates; the spacers between the plates must be in place; the connections between the “collecting comb” plates as well as the floor leads must be free of cracks and damage [2]. The handling of batteries or products with an integrated battery must in all circumstances be in accordance with the manufacturer’s instructions. This applies in particular to the limitation of the thermal load during storage and transport [4].
In the case of batteries with transparent containers, visual inspection is performed directly, in the case of semi-transparent containers by lighting with a flashlight through the container, and in the case of opaque containers through the ventilation plug opening. Cell surfaces must be wiped because dust or distilled water spilled during refilling significantly increases the self-discharge current [2].
Store rechargeable batteries or products with integrated rechargeable batteries, preferably at room temperature and in a dry place; avoid large temperature differences [4].
4.5 Checks
When bringing the battery into operation and charging, the room must be naturally ventilated or ventilation must be switched on. Access to open flames in the room is prohibited—batteries, smoking or the use of devices and tools that can cause sparks. Workers must wear special clothing, goggles, rubber aprons, gloves and boots when replacing individual cells, topping up and other work with electrolyte [2].
5 Research Results
In solving the problems of research and implementation of the set goals, the methodology of preventive maintenance of batteries was chosen, which includes the following procedures:
-
Basic maintenance by the operator (handover, cleaning and washing, small-scale work),
-
Preventive periodic inspections (without special instruments),
-
Control inspections regulated by regulation or law (inspections and other inspections),
-
Lubrication (wear analysis, refilling of oils and lubricants, etc.),
-
Technical diagnostics (determining the state of the system),
-
Preventive replacement of parts,
-
Searching for and eliminating weaknesses (innovations),
-
Repair and restoration of worn parts of the system,
-
Preventive periodic repairs (prophylaxis)—small and medium repairs,
-
General preventive repairs with modernization (overhauls),
-
Replacement of technical systems with new ones, etc. [5,6,7].
Maintenance and reliability assessments as well as testing and measuring the reliability of plants with stationary batteries are discussed in detail, and based on this report and data from previous years, Table 2 was made, in which it can be seen that there were no failures of stationary batteries. Areas of focus included: system reliability; system maintenance; condition without failure; consideration of steps that lead to satisfactory reliability through maintenance; review of methodologies for successful reliability assurance; skills that support the success of these methodologies [5].
The paper presents the application of the following preventive maintenance procedures on batteries: preventive periodic inspections, preventive periodic replacements, search and elimination of weak points, technical diagnostics, and control inspections. Based on the tests and the results shown in Table 2, it can be concluded that there were no failures on the batteries on which preventive maintenance procedures were applied. We can conclude that in this way there was an increase in the reliability of batteries and thus proved the hypothesis that preventive maintenance of rechargeable batteries reduces downtime, and thus the degree of safety of thermal power systems.
6 Conclusion
From the analysis of the test, we can conclude that the preventive maintenance of rechargeable batteries reduces the number of downtimes, and thus the degree of safety of thermal power systems. Rechargeable batteries are the most important part of uninterruptible power supply systems. It depends on them whether the uninterrupted operation of the system will be ensured and how long it will last. In that sense, one of the ways to ensure uninterrupted operation of rechargeable batteries is, among other things, the application of preventive maintenance of rechargeable batteries. This increases the downtime of rechargeable batteries as well as their lifespan.
Each project begins with a report on the current situation and opportunities for improvement. Before attempting to obtain a reliability value, it is very important to do a budget assessment of the maintenance process and understand what the organization is trying to achieve with the reliability of the equipment. Security systems will not fix the problem, they simply optimize what already exists. Their goal is to increase the reliability of the equipment. The most important things to understand before starting are the capacities needed to get started.
Stationary storage batteries are a powerful tool used to achieve consistent reliability improvements, but organizational readiness for maintenance is always a crucial step in the implementation process. Those who use the equipment will build the foundation of the company based on improving reliability by applying carefully chosen methods in the field of maintenance.
References
Despotovic, Z.V.: Uninterruptible Power Supply-UPS, Types, Topologies and Components (2017). https://doi.org/10.13140/RG.2.2.16300.87687
Records of rechargeable battery control, part of the project documentation: archive of the Termoelektrane—toplane Zrenjanin (1993)
STIHL: Safety Information for STIHL Batteries and Products with Built in Batteries. https://static.stihl.com/security_data_sheet/downloads/si-002-2017-01-56.pdf (visited on 02.01.2020)
IEC 60896-11:2002, Stationary lead-acid batteries—Part 11: Vented types—General requirements and methods of tests
Adamović, Ž.: Tehnologija održavanja, Tehnički fakultet “Mihajlo Pupin”. Zrenjanin (2004)
Adamović, Ž.: Tehnička dijagnostika, V izdanje, Beograd, OMO (2001)
Skok, S.: J. Selektivnost zaštita u sustavima istosmjernih razvoda. Doktorska disertacija, Sveučilište u Zagrebu, Fakultet elektrotehnike i računarstva, Zagreb (2004)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Jarčević, D., Radovanović, L., Pekez, J., Novaković, B., Glavaš, H. (2023). The Influence of Preventive Maintenance of Batteries on Increasing the Security of the Thermal Power System. In: Blažević, D., Ademović, N., Barić, T., Cumin, J., Desnica, E. (eds) 31st International Conference on Organization and Technology of Maintenance (OTO 2022). OTO 2022. Lecture Notes in Networks and Systems, vol 592. Springer, Cham. https://doi.org/10.1007/978-3-031-21429-5_9
Download citation
DOI: https://doi.org/10.1007/978-3-031-21429-5_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-21428-8
Online ISBN: 978-3-031-21429-5
eBook Packages: EngineeringEngineering (R0)