
Abstract
Thermoplastic composites are an area of growing interest due to increasing environmental awareness as they are recyclable. However, high melt viscosities and poor fiber matrix adhesions lead to quality and performance issues. The commingling technique is a considerable solution to this problem; hence, textile preforms are engineered by utilizing both fibers and thermoplastic matrix simultaneously in the dry state. Such dry prepregs are capable of being converted into composites through the application of heat and pressure. Commingled prepregs provide close fiber-matrix physical contacts resulting in better interfaces and wetting characteristics. The chapter discusses possible techniques for prepregs manufacturing at fiber, yarn, and fabric levels. Thermoplastic commingled composites fabrication techniques have also been elaborated, including thermoforming and pultrusion. The impact of commingling on mechanical performance parameters is highlighted, and possible commingling routes are predicted to achieve endurable characteristics.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Composite materials are the combination of two or more materials (reinforcement and matrix), providing unique characteristics that are not exhibited by the individual component. Matrix may be thermoplastic or thermoset; however, the reinforcements could be particles, fibers, yarns, and fabrics. Thermoset matrices are of low viscosity and hence are capable to provide better impregnations, while thermoplastic matrices are of high viscosity and are thus difficult to impregnate within reinforcement materials. On the other hand, reinforcement materials have porosity issues at micro, meso, and macro levels which require viable impregnations to provide better mechanical and physical characteristics to the composites. The conventional thermoforming route isn’t capable to provide the proper impregnations and desired characteristics; hence the commingling technique is used. Commingling involves the fabrication of dry prepregs, comprising a thermoplastic matrix and reinforcement materials. Natural fibers reinforced composite materials are an area of growing interest due to environmental burdens. Natural fibers are usually hydrophilic and synthetic thermoplastic matrices are hydrophobic. Such affinity differences do not allow proper adhesion and bonding.
Commingling: expounded as converting into a single mass/entity, is a chiefly preferred technique to obtain better reinforcement wetting/impregnation characteristics resulting in increased fiber-matrix adhesion. Natural fiber composites (NFCs) offer poor integrities governed by improper fiber matrix interactions; hence commingled NFCs are an area of interest. Textile preforms offer commingling opportunities at each possible stage i.e., fibers, yarns, nonwovens, woven, and knitted fabrics. Commingling technique for thermoplastic composites creates an effective route allowing to achieve better fiber wettings. Conventional thermoplastic composites manufacturing follows a route where reinforcement materials and thermoplastic sheets are stacked alternatively for composite thermoforming. However, the commingling technique allows dry prepreg formation, the prepreg consists of both thermoplastic matrix and reinforcement in desired proportions. The prepregs are directly thermoformed for composite formation [1]. Figure 1 shows the described fabrication routes.

Conventional and commingled composite fabrication routes
Fiber reinforced composites are used in different applications including sports, packaging, automobile, aerospace, agriculture, etc. Fiber reinforced composites have two components: reinforcement and matrix. Depending upon the nature of applications, the material of the components may vary. The reinforcement material determines the properties of composites material being the main load-bearing component. The use of Natural Fiber Composites (NFCs) has increased in recent years due to many environmental reasons [2,3,4,5,6,7,8].
The properties of NFCs depend on many factors e.g., fiber orientation, fiber length, fiber diameter, fiber distribution, fiber volume fraction, and porosity [9]. Natural fibers used for reinforcement are jute, banana, flex hemp, banana coir, etc. [10,11,12,13,14,15]. NFCs are more preferred because, at the end of their life cycle, the amount of CO2 emitted is the same as consumed by these fibers during their growth [16]. NFCs can have either one or both components made with natural material, However, the use of natural fibers as a reinforcement is most convenient due to its availability in abundance, easy processing, and cost-effectiveness [6,7,8, 17,18,19]. The NFCs can be made using both thermoset and thermoplastic composites however thermoplastics are more preferred due to recyclability and processing. There is a certain issue while processing the thermoplastic matrix due to high viscosity, which makes fabrication quite difficult. Apart from the high viscosity of the matrix, the natural fibers have a rough surface, protruding fibers on the surface, and poor wetting properties, these lead to low fiber volume fraction and low fiber matrix interface [2]. The fiber matrix interface can be improved through chemical treatment of fibers, but while dealing with the spun fibers the yarn-packing density is more difficult to achieve due to a higher amount of hairiness. These issues can be reduced by commingling the natural fibers with the matrix. The commingling in thermoplastic provides readymade dry prepreg which can be converted to composite by hot press.
2 Techniques of Commingling
The commingling of natural fibers with the matrix can be done at three levels i.e., fiber, yarn, and fabric. However, the integrity and desired mechanical characteristics may vary depending on the adopted technique.
2.1 Fiber Level Commingling
The fiber level mixing is done either to make a non-woven mat or mixed at the blow room stage to later make spun yarn. The fiber–fiber mixing is shown in Fig. 2. The natural fibers and thermoplastic matrix in the form of short fibers are mixed in the blow room to form the blow-room stage commingled yarn and then the commingled fabric can be woven from such yarns. However, this blend of fibers and matrix yarn can be subjected to hot compression molding to form non-woven composite matts. Literature comprises novel studies on fiber level commingled composites. Ameer et al. [20] developed jute and polypropylene fibers commingled nonwoven prepregs with different blend ratios of jute and polypropylene, the prepregs were then converted into composites via thermoforming. The characterizations show maximum mechanical performance at 40% jute and 60% polypropylene ratio by volume in nonwoven commingled preforms. Increasing or decreasing the percentage of both polypropylene and jute causes the properties of composite material to change. However, the key concern is also to reduce the composites-moisture interactions as natural fibers are hydrophilic. Moisture absorption decreases linearly via increasing thermoplastic fibers percentage in nonwoven mats. Karaduman et al. [21] architected nonwoven commingled composite sandwich structures having polyester foam, polypropylene honeycomb, and balsa wood inside the core. Flexural behaviors of nonwoven commingled sandwich composites show an enhancement with increasing fiber volume fractions.

Flow chart of fiber–fiber commingling [9]
Increasing environmental concerns have compelled the industry to find more more sustainable composite solutions. Although polyolefins i.e., polypropylene-based natural fiber reinforced thermoplastic composites are considered environment friendly due to recyclability. A significant share of such composites is of natural materials, and also these reduce environmental burdens via reducing non-biodegradable synthetic materials consumption. Polylactic acid (PLA) is a biodegradable thermoplastic material and is a suitable alternative to polyolefins. Lingansio et al. [22] fabricated nonwoven sandwich commingled prepregs through the pultrusion technique. Prepreg comprised flax/PLA commingled yarns as outer layers and nonwoven sheets as inner sandwich materials (Fig. 3). Commingled yarns providing better matrix distribution and good fiber matrix adhesion provide superior mechanical attributes over conventionally fabricated nonwoven sandwich composites (Fig. 3). Different surface treatments i.e., alkali, benzoyl chloride, KMnO4, and saline treatments also led to good fiber wetting characteristics, governing better fiber-matrix adhesion [23]. Nonwoven fabrication methods offer a wide range of opportunities to engineer commingled composites. Matrix/reinforcement percentage critically defines composite mechanical characteristics.

Commingled nonwoven sandwich prepreg [22]
2.2 Yarn Level Commingling
Yarn level commingling involves the spinning of reinforcement fibers with thermoplastic matrix fibers. Variable mixing ratios can be set w.r.t required characteristics i.e., mechanical properties, hydrophobicity, etc. Yarn produced by this process is used to engineer fabrics that are capable of being converted into composites after thermoforming. Yarn level commingling comprises three basic techniques including core-spun commingled, co-wrapped commingled, and co-twisted Commingled yarns (Fig. 4).

Yarn level commingling technique [24]
Core-spun commingled yarns comprise reinforcement core and thermoplastic fibers wrapping. This is carried out at the spinning stage. However, core-wrapped yarns have matrix yarn wrapped on reinforcement core [24], and the process is carried out at the doubling stage of spinning. Described architectures have been shown in Fig. 5. Thermoplastic matrix and reinforcement yarns can also be co-twisted. The process is carried out at the doubling stage of spinning. Figure 5 shows the co-twisting setup of jute and polypropylene yarns [2]. Roving machine modifications can be performed for the purpose. Four polypropylene yarns are fed with one jute yarn from the input side of the simplex machine instead of roving. The yarns are initially passed over two guide rollers which help them to behave as a single toe. In the simplex drafting frame, the top assembly is disabled, hence no draft occurs. Afterward, the flyer inserts the required twist (1–2 twists per inch) into yarns.

Co-twisting setup on roving machine
For yarn level commingling two different extrusion setups could also be installed having a common ending point where newly extruded filaments are mixed as shown in Fig. 6. Both filaments form a dry prepreg filament yarn capable of being converted into cured composite upon thermoforming i.e., polypropylene and glass fibers [25].

Commingled filaments extrusion setup [25]
2.3 Woven and Knitted Commingled Composites
Woven commingled composites can be architected using different warp and weft yarns, the reinforcement and matrix yarns can be used in either warp/weft or both directions simultaneously. Knitted commingled composites are engineered with specialty inlaid structures (Fig. 7). Thermoplastic yarns are utilized in base knitting; however, reinforcement yarns are inlaid. Asghar et al. [2] compared the mechanical characteristics of commingled and non-commingled woven thermoplastic composites using jute and polypropylene. Results elaborated that commingled composite performed better than non-commingled composites fabricated through thermoforming. Moreover, fiber wetting also showed an improvement during SEM analysis of woven commingled composites.

a Woven commingled prepreg b knitted commingled prepreg front view c knitted commingled composite prepreg (top view) [26]
Awais et al. [26] compared the knitted inlaid unidirectional commingled composites and woven commingled composites, the results showed superior mechanical performance of knitted commingled composites. Woven commingled composites, architected through interlacement of thermoplastic yarns and reinforcement yarns, possess crimps in structure. The crimps are retained by reinforcement yarns during thermoforming; hence the yarns are not 100% unidirectional which leads to a negative contribution to mechanical characteristics. However, knitted inlaid structures comprise straight inlaid reinforcement yarns with base knitting thermoplastic material, the inlaid yarns do not have any crimp, so the unidirectional mechanical characteristics are better. However, fabric architectures do not influence the inherent mechanical properties of the material i.e., flax being the strongest natural fiber showing higher mechanical characteristics [27].
3 Fabrication of Commingled Composites
3.1 Thermoforming
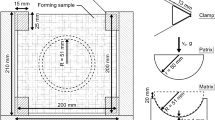
Thermoplastic materials have the capability of being molded into newer shapes upon melting. Thermoforming composites fabrication technique involves the application of heat and pressure for converting dry commingled prepregs into a composite form. The thermoforming machine comprises of two heavy metal platens whose working temperatures can be adjusted according to requirements as shown in Fig. 8. The plates are moveable and can be set into a close position after specimen placement between the plates. Teflon sheets are utilized to avoid direct contact of composite with platens. Along with temperature setup, the thermoforming machine also comprises of hydraulic pressure setup which helps to keep specimens under constant pressure. Temperature and pressure cycle times could be set on thermoforming machines and automatic appropriate processing could be achieved.

Thermoforming setup used for thermoplastic composite fabrication
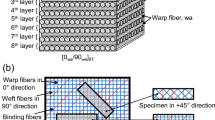
Stacking sequence of reinforcement materials during thermoforming helps achieve the isotropic mechanical properties. Usually, the cross-ply laminates of 0°–90° are used for both commingled and non-commingled composites thermoforming (Fig. 9). For non-commingled thermoplastic composites after each reinforcement ply a thermoplastic matrix e.g., polypropylene sheet is to be placed. However, commingled dry prepregs are directly placed upon each other in a 0°–90o sequence.

a Non-commingled stacking sequence b commingled prepregs stacking sequence [26]
3.2 Pultrusion
Pultrusion is a well-known manufacturing technique for thermoset composites, where the product of a constant cross-section is required up to a certain length. However, for commingled thermoplastics, the pultrusion can be used as a preparatory process before thermoforming, where the thermoplastic composites are fabricated i.e., sandwich commingled structures. Straight commingled yarns are passed through the respective guides of the pultrusion machine (with no heating arrangement) in the form of two warp sheets having a predetermined distance between them. The gap can be utilized for incorporating nonwoven sheet or any other high-performance fibers governing a sandwich commingled structure, which are then subjected to thermoforming to make the sandwich composite [22].
3.3 Effect of Different Factors
Temperature and pressure are the two basic factors influencing thermoplastic commingled composites fabrication. Temperature is necessary to heat the prepreg till the melting point of the thermoplastic matrix. However, pressure is likely to be applied to overcoming the voids and required free spaces in composites which can be a place for moisture and other environmental factors settlement in the future. Pressure also allows the viable impregnation governing a better fiber-matrix adhesion and better fiber volume fraction.
However, optimization of parameters is necessary during any product engineering, and the same is for thermoplastic commingled composites. Compression pressure could be a parameter during thermoforming. While fabricating a thermoset composite by thermoforming technique, the phenomenon is different as compared to the thermoplastic composites. In thermoset composites, fibers are in a solid state while the matrix is liquid. As the compression is applied matrix being in a liquid state tends to bleed, hence there is less stress on fibers due to matrix stress dissipation. On the other hand, in thermoplastic composites both fiber and matrix are in the solid state. When temperature and pressure are applied in thermoforming, the solid matrix fibers cannot bleed, and hence remain in place until they reach their melting point. In this case, there is higher stress on fibers, which can tend fibers to group closer to each other until the matrix does not come into a molten state (Fig. 11).
Natural fibers used in commingling are usually lignocellulosic, such fibers have their unique fibrils architecture. Lumen being the sensitive portion of fibril can quench and fiber can be damaged due to instant stresses. Damaged fiber structures can lead to compromised mechanical characteristics. Different behaviors of natural fibers reinforced commingled prepregs have been shown in Fig. 10. When there is no compression, the commingled yarns are in their original round cross-sectional and relaxed state. The yarn cross-section turns elliptical while subjected to the instant compression loading, such a phenomenon compresses the reinforcement fibers and makes them closer in bundles. Lumen inside fibers also starts being compressed and fiber performance is compromised. However, in Fig. 10c during gradual compression, jute fibers remain in their original round state and are not compressed like instant loading. Hence the gradual compression loading helps natural fibers to keep their original shape retained, providing a positive share of the composite performance. Pressure increments are also crucial, short increments help to bleed out the thermoplastic matrix slowly and steadily imparting minimum stress on the reinforcement fibers.

Fiber structure a with no compression, b instant compression c gradual compression
4 Effect on Physical Properties
Physical properties of composites include fibers/yarns orientations within commingled composites, fibers wetting, and moisture management behaviors. Woven commingled composites are engineered by using matrix and reinforcement yarns in warp and weft respectively. Woven fabrics have crimps in their architectures, and the crimps are retained in reinforcement yarns even after composites fabrication. Such crimps contribute to directional mechanical properties reduction, as yarns are not straight. However, knitted commingled composites consist of straight inlaid yarns without having any crimp, hence the mechanical properties are superior to woven commingled thermoplastic composites [27]. Commingled composites possess better fiber wetting properties, leading to enhanced fiber-matrix adhesion. The commingling technique distributes the matrix more evenly with the reinforcement fibers, hence there are more chances of impregnation. Woven composites fabricated by thermoforming of fabrics and polypropylene sheets exhibit poor wetting compared to the woven commingled composites. Figure 11 shows the microscopic analysis of both woven and woven commingled composites. It can be seen that there is improved wetting in woven commingled composites as compared to woven composites [27].

Microscopic analysis woven commingled and non-commingled composites [2]
Moisture regain identifies the amount of moisture absorbed in the dry weight of a composite. Polypropylene has the least moisture regain of 0.4%, hence is nearly hydrophobic. Increasing the amount of polypropylene in jute reinforced nonwoven composites decrease the affinity of composite towards moisture. However, the increase above a certain limit causes fiber volume fraction to decrease, which ultimately tends the mechanical performance of composites to be compromised [20].
5 Mechanical Properties of Commingled Composites
Composite processing parameters are also influential in the mechanical characteristics of commingled yarns composites. Consolidation pressure and holding time directly relate with mechanical properties up to a certain limit [28].
5.1 Tensile Properties
Tensile strength describes the maximum load bear by the materials in directional extensions. Composite materials being a macroscopic combination of matrix and reinforcement exhibit the unique characteristics of both materials. Fiber matrix interface/adhesion is crucial in defining the tensile properties of composites. Natural fiber reinforced non-commingled composites exhibit poor tensile characteristics due to poor fiber wetting and low adhesion [2]. Due to this factor, the material cannot behave as a single entity compromising its strength. Fabric architectures also play an important role in tensile characteristics even within commingled composites. Stain rates during tensile testing are also influential. Tensile strength and modulus of E-glass and polypropylene woven composites increase with increasing strain rates [29]. Woven thermoplastic composites having multiple layers show better mechanical characteristics; however multiple layered composites having commingled prepregs show superior tensile strength over the same number of layers comprising non-commingled composites, as shown in Fig. 12.

Tensile strength of multiple layered woven commingled and non-commingled composites [2]
5.2 Flexural and Impact Behaviors
Flexural characteristics determine the maximum bending loads and strains of composite materials. Non-commingled composites possessing poor fiber matrix adhesion have poor flexural properties. However, commingled composites have superior characteristics. Similarly, the knitted commingled UD composites have better shear behaviors than woven commingled composites [27]. Shear characteristics of woven commingled composites seem to be compromised by increasing strain rates in testing [29]. Commingling level can also be influential on flexural performance i.e., fiber and yarn level commingling offer better fiber matrix interface compared to the fabric level commingling. Similarly, an increasing number of reinforcement layers enhance the composite strength. However, the overall flexural performance of commingled composites is better than non-commingled composites as shown in Fig. 13.

Flexural strength of multiple layered woven commingled and non-commingled composites [2]
6 Conclusion
Commingling is a promising method for thermoplastic composites engineering with matrix and reinforcements having different affinities. Different commingling levels, i.e., fibers, yarns, and fabric offer a variable range of properties. Nonwoven commingled thermoplastic composites show an increasing trend of mechanical properties with an increase in matrix content up to a certain limit; however, moisture affinities have shown a linearly decreased trend. Commingled yarns can be manufactured using core-spun, core-wrapping, and co-twisting methods with some machine modifications. Both knitting and weaving can be employed in UD thermoplastic prepregs manufacturing. Knitted commingled UD composites show better mechanical performance i.e., tensile, flexural, impact, etc. as compared to woven commingled composites. Knitted and woven structural modifications are also vital in property enhancement. Though, the commingling techniques are an influential initiative toward natural fiber reinforced composites manufacturing with more effective material utilization and properties attainment.
References
Karger-Kocsis, J. (ed.): Polypropylene. 2 (1999). https://doi.org/10.1007/978-94-011-4421-6
Asghar, M.A., Imad, A., Nawab, Y., Hussain, M., Saouab, A.: Effect of yarn singeing and commingling on the mechanical properties of jute/polypropylene composites. Polym. Compos. 42(2), 828–841 (2021). https://doi.org/10.1002/PC.25868
Mohanty, A.K., Misra, M., Hinrichsen, G.: Biofibres, biodegradable polymers and biocomposites: an overview. Macromol. Mater. Eng. 277, 1–24, 2000. https://doi.org/10.1002/(SICI)1439-2054(20000301)276:1
Zampaloni, M., et al.: Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos. A Appl. Sci. Manuf. 38(6), 1569–1580 (2007). https://doi.org/10.1016/J.COMPOSITESA.2007.01.001
Ali Munawar, M., Taj, S., Ullah Khan, S.: Evaluation of α-glucosidase inhibiting potentials with docking calculations of synthesized arylidene-pyrazolones view project Saira Taj. Nat. Fiber-Reinf. Polym. Compos. (2007). [Online]. https://www.researchgate.net/publication/228636811
Ku, H., Wang, H., Pattarachaiyakoop, N., Trada, M.: A review on the tensile properties of natural fiber reinforced polymer composites. Compos. B Eng. 42(4), 856–873 (2011). https://doi.org/10.1016/J.COMPOSITESB.2011.01.010
Dittenber, D.B., Gangarao, H.V.S.: Critical review of recent publications on use of natural composites in infrastructure. Compos. A Appl. Sci. Manuf. 43(8), 1419–1429 (2012). https://doi.org/10.1016/J.COMPOSITESA.2011.11.019
Zaki Abdullah, M., Dan-Mallam, Y., Megat Yusoff, P.S.M.: Effect of environmental degradation on mechanical properties of kenaf/polyethylene terephthalate fiber reinforced polyoxymethylene hybrid composite. Adv. Mater. Sci. Eng. 2013 (2013). https://doi.org/10.1155/2013/671481
Annie Paul, S., Boudenne, A., Ibos, L., Candau, Y., Joseph, K., Thomas, S.: Effect of fiber loading and chemical treatments on thermophysical properties of banana fiber/polypropylene commingled composite materials. Compos. Part A: Appl. Sci. Manuf. 39(9), 1582–1588 (2008). https://doi.org/10.1016/J.COMPOSITESA.2008.06.004
Umair, M., Hussain, M., Abbas, Z., Shaker, K., Nawab, Y.: Effect of weave architecture and glass microspheres percentage on the low velocity impact response of hemp/green epoxy composites. 55(16), 2179–2195 (2021). https://doi.org/10.1177/0021998320987605
Hussain, M., Imad, A., Nawab, Y., Saouab, A., Herbelot, C., Kanit, T.: Effect of matrix and hybrid reinforcement on fibre metal laminates under low–velocity impact loading. Compos. Struct. 288, 115371 (2022). https://doi.org/10.1016/J.COMPSTRUCT.2022.115371
Uz Zaman, S., et al.: Development and characterization of chemical and fire resistant jute/unsaturated polyester composites. 113(3), 484–493 (2021). https://doi.org/10.1080/00405000.2021.1889131
Zeeshan, M., Ali, M., Anjum, A.S., Nawab, Y.: Optimization of mechanical/thermal properties of glass/flax/waste cotton hybrid composite. 51(5), 768–787 (2019). https://doi.org/10.1177/1528083719891420
Hussain, M., et al.: Properties and characterization of novel 3D jute reinforced natural fibre aluminium laminates. 55(14), 1879–1891 (2020). https://doi.org/10.1177/0021998320980044
Awais, H., Nawab, Y., Amjad, A., Anjang, A., Md Akil, H., Zainol Abidin, M.S.: Environmental benign natural fibre reinforced thermoplastic composites: a review. Compos. Part C: Open Access 4, 100082 (2021). https://doi.org/10.1016/j.jcomc.2020.100082
Wambua, P., Ivens, J., Verpoest, I.: Natural fibres: can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 63(9), 1259–1264 (2003). https://doi.org/10.1016/S0266-3538(03)00096-4
Taj, S., Munawar, M.A., Khan, S.: Natural fiber-reinforced polymer composites. Carbon N Y 44(2), 129–144 (2007). https://doi.org/10.1016/j.conbuildmat.2011.12.001
Zampaloni, M.: Kenaf natural fiber reinforced polypropylene composites: a discussion on manufacturing problems and solutions. Compos. Part A: Appl. Sci. Manuf. 38, 1569–1580 (2007). https://doi.org/10.1016/j.compositesa.2007.01.001
Mohanty, A.K., Misra, M., Hinrichsen, G.: Biofibres, biodegradable polymers and biocomposites: an overview. Macromol. Mater. Eng. 276–277(1), 1–24 (2000). https://doi.org/10.1002/(SICI)1439-2054(20000301)276:1<1::AID-MAME1>3.0.CO;2-W
Ameer, M.H., Nawab, Y., Ali, Z., Imad, A., Ahmad, S.: Development and characterization of jute/polypropylene composite by using comingled nonwoven structures. 110(11), 1652–1659 (2019). https://doi.org/10.1080/00405000.2019.1612502
Karaduman, Y., Onal, L.: Flexural behavior of commingled jute/polypropylene nonwoven fabric reinforced sandwich composites. Compos. B Eng. 93, 12–25 (2016). https://doi.org/10.1016/J.COMPOSITESB.2016.02.055
Linganiso, L.Z., Bezerra, R., Bhat, S., John, M., Braeuning, R., Anandjiwala, R.D.: Pultrusion of flax/poly(lactic acid) commingled yarns and nonwoven fabrics. 27(11), 1553–1572 (2013) https://doi.org/10.1177/0892705713486137
Annie Paul, S., Sinturel, C., Joseph, K., Gem Mathew, G., Pothan, L.A., Thomas, S.: Dynamic mechanical analysis of novel composites from commingled polypropylene fiber and banana fiber. https://doi.org/10.1002/pen.21522
Choi, B.-D., Diestel, O., Offermann, P.: Commingled CF/PEEK hybrid yarns for use in textile reinforced high performance rotors. In: 12th International Conference on Composite Materials (ICCM), pp. 796–806 (1999)
Wiegand, N., Mäder, E., Bondy, S.C.: Commingled yarn spinning for thermoplastic/glass fiber composites (2017). https://doi.org/10.3390/fib5030026
Awais, H., Nawab, Y., Amjad, A., Anjang, A., Md Akil, H., Zainol Abidin, M.S.: Effect of comingling techniques on mechanical properties of natural fibre reinforced cross-ply thermoplastic composites. Compos. Part B: Eng. 177, 107279 (2019). https://doi.org/10.1016/j.compositesb.2019.107279
Awais, H., Nawab, Y., Anjang, A., Md Akil, H., Zainol Abidin, M.S.: Effect of fabric architecture on the shear and impact properties of natural fibre reinforced composites. Compos. Part B: Eng. 195 (2020). https://doi.org/10.1016/j.compositesb.2020.108069
Bernhardsson, J., Shishoo, R.: Effect of processing parameters on consolidation quality of GF/PP commingled yarn based composites. 13(4), 292–313 (2016). https://doi.org/10.1177/089270570001300403
Brown, K.A., Brooks, R., Warrior, N.A.: The static and high strain rate behaviour of a commingled E-glass/polypropylene woven fabric composite. Compos. Sci. Technol. 70(2), 272–283 (2010). https://doi.org/10.1016/J.COMPSCITECH.2009.10.018
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Hussain, M., Abbas, A., Asghar, M.A. (2023). Commingling Technique for Thermoplastic Composites. In: Nawab, Y., Saouab, A., Imad, A., Shaker, K. (eds) Natural Fibers to Composites. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-031-20597-2_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-20597-2_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-20596-5
Online ISBN: 978-3-031-20597-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)