
Abstract
Physical and mechanical properties of thin sheets (0.5 mm) of titanium grades VT1-0 and OT4-1 in the operating conditions of intermedium-temperature fuel cell were compared. It is established that the heat and oxidation resistance of the OT4-1 alloy was dominated by titanium VT1-0, which allows it to be considered as a promising substrate material for the manufacture of thin interconnects of solid oxide fuel cell. The oxidation resistance of Ti–Al-C coatings obtained by magnetron deposition under different modes has been studied. The 2.5 μm thick coating obtained by the method of magnetron deposition having the Young’s modulus close to the OT4-1 alloy substrate can be considered promising for this purpose.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
Nowadays, solid oxide fuel cell (SOFC) interconnects are traditionally made of sheets (0.3…0.5 mm thick) of Crofer steels, which contain 20…24% Cr [1]. However, it is known that due to the diffusion of chromium from the interconnect to the cathode, functional properties of the interconnect deteriorate. Due to oxidation, the surface electrical conductivity of such interconnects is lost. This requires the creation of special coatings on their surface [2]. In addition, the high density of Crofer steels (γ ~ 8 g/cm3) causes a significant weight of a SOFC.
An alternative to Crofer steels is composites based on the titanium MAX phases (γ ~ 4.1… 4.3 g/cm3) [3,4,5], especially in the case of intermediate temperature (550–650 ℃) SOFC. Here, the MAX phase of Ti2AlC is preferred over the MAX phase of Ti3AlC2. Oxidation resistance of Ti3AlC2 at 600 ℃ in contrast to Ti2AlC is abnormally lowered due to the formation of TiO2 oxide of the anatase type [6,7,8]. Higher oxidation resistance of Ti2AlC is probably due to the ability of oxygen to penetrate the crystal lattice of Ti2AlC, forming a solid solution of Ti2Al (C1-xOx) and inhibiting the formation of titanium and aluminum oxides in the near-surface layers [5, 9, 10]. However, like Crofer steels, during long-term exposure to air at 600 ℃, the MAX samples of the Ti3AlC2 and Ti2AlC phases lose their electrical conductivity [11,12,13].
Interconnects made of thin (0.2…0.5 mm) titanium sheets with coatings based on MAX phases of the Ti–Al–C system can be more efficient [14]. Behavior of coatings obtained by vacuum-arc deposition under conditions of long-term exposure to oxidizing media at 600 ℃ was studied in [15]. Here, a thin sheet of titanium grade VT1-0 was used as a substrate. It is known [16] that this material is not oxidation-resistant, so for the interconnects of fuel cells with an operating temperature of 550… 650 ℃, it is necessary to change the substrate material. In this paper, the influence of technological parameters of coatings on their long-term oxidation resistance depending on the substrate material was investigated.
2 Materials and Methods
Mechanical characteristics σB (ultimate tensile strength) and σ0.2 (yield strength) were determined on standard fivefold flat specimens 0.5 mm thick and 2 mm wide of the working part, in air at 20 ℃ and after heating to 600 ℃.
Oxidation resistance tests of the material were performed during 4 stages. Each stage involved heating of a polished sample to 600 ℃ in air, holding for 250 h and cooling to room temperature. The weight gain of the sample ∆m was measured on analytical scales of the brand Radwag-AS after each stage of the test with an accuracy of ±0.1 mg. Oxidation resistance of the material was evaluated by the ratio ∆m/S, where S is the initial surface area of the sample.
The Nano Indenter G200 system (Agilent Technologies, USA) equipped with a Berkovich diamond tip was used to determine the nanohardness H (10 mN) and the elastic modulus E of the coatings [17]. Ten indentations were made on each sample. The maximum load was 10 mN, for which the depth of indentation was approximately 200…300 nm.
Planar rectangle target based on Ti2AlC MAX phase of 180 × 90 mm and 6 mm thick was used for the coatings deposition by DC magnetron sputtering. Preliminary evacuation of the setup was carried out until the vacuum in the chamber was at least 10−3 Pa. Ar was used as a working gas at a pressure of 2 Pa. The distance between the target and rotating substrates was 120 mm. A negative bias potential of 50 V was applied to the substrate. The deposition of coatings was carried out at different power of the magnetron discharge. The discharge power was controlled by varying the discharge voltage 320 to 430 V.
Zeis EVO-40XVP scanning electron microscope was used for microstructural studies, where SEM EDX analysis of local content of alloying elements was also performed using INCA Energy 350 system.
3 Results and Discussion
In order to improve the oxidation resistance of SOFC interconnects, titanium alloy grade OT4-1, the properties of which were compared to those of titanium grade VT1-0, was chosen as a substrate material. The chemical composition of these materials is given in Table 1.
It is found that tensile strength and yield strength of OT4-1 alloy in the temperature range of 20…600 ℃ significantly exceed those of VT1-0 titanium. At the operating temperature of the fuel cell (600 ℃), it meets the requirements for interconnect materials (σ0.2 > 100 MPa), in contrast to titanium grade VT1-0 (Fig. 1, Table 2).

Temperature dependence of strength characteristics of titanium grades VT1-0 and OT4-1
In the previous stage of the work, the efficiency of vacuum-arc coating was substantiated. However, this method is technologically complex and of high-energy consumption [14, 15]. To simplify the technology of coating the interconnects, the method of magnetron deposition in different modes was chosen (Table 3).
It was also found that the OT4-1 alloy is twice superior to titanium grade VT1-0 in long-term (based on 1000 h) oxidation resistance (Fig. 2), which for both alloys vary in parabolic dependence. Thus, according to the obtained results, a OT4-1 titanium alloy substrate with a coating resistant to high temperature oxidation can be used for the manufacture of thin-walled (0.5 mm) interconnects for intermediate temperature (550…650 ℃) SOFC.

Oxidation resistance of titanium grades VT1-0 and OT4-1 and coatings based on Ti–Al-C composite at 600 ℃ on the basis of 1000 h
The study of oxidation resistance of coatings on OT4-1 titanium alloy substrate at 600 C on the basis of 1000 h has showed that the ones based on Ti–Al–C composite, formed by high-energy deposition (MAX-1) has the best oxidation resistance (∆m/S = 0.22 mg/cm2). Coatings formed by medium-energy magnetron deposition (MAX-2 and MAX-3) had oxidation resistance at the level of OT4-1 alloy, and oxidation resistance of the coating obtained by low-energy deposition (MAX-4) was intermediate (Fig. 2).
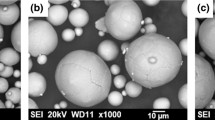
Microstructural analysis showed that all coatings have a columnar structure with high adhesion to the substrate (Fig. 3).

SEM microstructure on the surface and in the cross section of the coatings
In high-energy and long-term medium-energy deposition modes (MAX-1 and MAX-2), a coating thickness of ~ 9 μm with high hardness and Young’s modulus was obtained, but local microcracking zones were detected on the coating surface (Fig. 3, Table 4). With decreasing both power and deposition durations (MAX-3), the coating thickness decreased by half with some decrease in hardness, Young’s modulus, and surface microcracking. With further reduction in power (MAX-4), the coating thickness became 2.5 μm, nanohardness H = 9 GPa, and Young’s modulus E = 150 GPa, which is closest to the characteristics determined for the titanium alloy OT4-1 substrate material (H = 4.2 GPa; E = 145 GPa). In this case, the proximity of the physical and mechanical characteristics of the coating material and the substrate determines the minimum surface microcracking of the sample MAX-4 (Fig. 3).
Local chemical analysis of the surfaces of coatings obtained in different technological modes (MAX-1… MAX-4) showed (Table 4) that their phase compositions present MAX phases of different structural type, obviously Ti2AlC and Ti3AlC2, which provide high conductivity of the coatings (3…4·105 Sm/m).
In addition, it should be noted that the characteristics of the material of the sample MAX-4 are close to those of a coating obtained earlier [15] by vacuum-arc deposition on a titanium substrate grade VT1-0 (Table 4), according to which a fuel cell interconnect material with high functional properties was obtained [15].
Thus, according to the obtained results, the 2.5 μm thick coating obtained by the method of magnetron deposition having Young’s modulus close to that of the OT4-1 alloy substrate can be considered promising for fuel cell interconnects.
4 Conclusions
According to the obtained results, a OT4-1 titanium alloy substrate with a coating resistant to high temperature oxidation can be used for the manufacture of thin-walled (0.5 mm) interconnects for intermediate temperature fuel cells (550…650 ℃). The 2.5 μm thick coating obtained by the method of magnetron deposition having Young’s modulus close to the OT4-1 alloy substrate can be considered promising for this purpose.
References
Magdefrau, N.J.: Evaluation of solid oxide fuel cell interconnect coatings: reaction layer microstructure, chemistry and formation mechanisms. Doctoral dissertation. University of Connecticut, Mansfield, USA. 106 (2013)
Chu, C.L., Wand, J.Y., Lee, J., et al.: Evaluation on some metallic alloys for SOFC interconnect. Mater. Sci. Forum. 989–992 (2007)
Radovic M, Barsoum MW (2013) MAX phases: bridging the gap between metals and ceramics. Am Ceram Soc Bull 92(3):20–27
Zhao X, Sokol M, Barsoum MW et al (2021) Effect of grain orientation on the compressive response of highly oriented MAX phase Ti3SiC2. Mater Sci Eng A 809:140869. https://doi.org/10.1016/j.msea.2021.140869
Zhang Z, Duan X, Jia D et al (2021) On the formation mechanisms and properties of MAX phases: a review. J Eur Ceram Soc 41(7):3851–3878. https://doi.org/10.1016/j.jeurceramsoc.2021.02.002
Prikhna, T., Ostash, O., Sverdun, V., Karpets, M., Zimych, T., Ivasyshin, A., Cabioc’h, T., Chartier, P., Dub, S., Javorska, L., Podgurska, V., Figel, P., Cyboroń, J., Moshchil, V., Kovylaev, V., Ponomaryov, S., Romaka, V., Serbenyuk, T., Starostina, A.: Presence of oxygen in Ti–Al–C MAX phases-based materials and their stability in oxidizing environment at elevated temperatures. Acta. Physica. Polon. A. 133(4), 789–793 (2018)
Hanaor, D.A.H., Sorrel, C.S.: Review of the anatase to rutile phase transformation. J. Mater. Sci. 46, 855–874 (2011)
Ivasyshyn, A., Ostash, O., Prikhna, T. et al.: Oxidation resistance of materials based on Ti3AlC2 nanolaminate at 600 ℃ in air. Nanoscale Res. Lett. 11, 358 (2016). https://doi.org/10.1186/s11671-016-1571-x
Zhao H, Hu L, Li C et al (2021) Influence of metallic Cr addition on the phase structure and mechanical properties of plasma-sprayed Ti–Si–C coatings. Ceram Int 47(12):17570–17579. https://doi.org/10.1016/j.ceramint.2021.03.075
Tan Y, Xia Y, Teng Z et al (2021) Synthesis and enhanced mechanical properties of compositionally complex MAX phases. J Eur Ceram Soc 41(8):4658–4665. https://doi.org/10.1016/j.jeurceramsoc.2021.03.027
Yu D, Tan Y (2021) Oxidation behaviors of compositionally complex MAX phases in air. Ceram Int 47(21):30188–30193. https://doi.org/10.1016/j.ceramint.2021.07.198
Serbenyuk TB, Prikhna TO, Sverdun VB et al (2018) Effect of the additive of Y2O3 on the structure formation and properties of composite materials based on AlN–SiC. J Superhard Mater. 40(1):8–15. https://doi.org/10.3103/S1063457618010021
Kashkarov EB, Pushilina NS, Syrtanov MS et al (2021) Preceramic paper-derived SiCf/Ti3Al(Si)C2 and SiCf/Ti3SiC2 MAX-phase based laminates fabricated using spark plasma sintering. Scr Mater 194:113696. https://doi.org/10.1016/j.scriptamat.2020.113696
Ostash, O.P., Prikhna, T.O., Kuprin, O.S., Podhurska, V.Y., Sverdun, V.B., Vasyliv, B.D.: A production method of the thin interconnects for solid oxide fuel cells. UA patent 121831, (27 July 2020)
Prikhna T, Ostash O, Kuprin O, Podhurska V et al (2021) A new MAX phases-based electroconductive coating for high-temperature oxidizing environment. Compos Struct 277:114649. https://doi.org/10.1016/j.compstruct.2021.114649
Trush, V., Luk’yanenko, A.: Kinetics of high-temperature interaction of titanium alloys with a carbon-containing gaseous medium. Ukr. J. Mech. Eng. Mat. Sci. 4(1), 29–39 (2018)
Oliver W, Pharr G (2004) Measurement of hardness and elastic modulus by instrumented indentation: advances in understanding and refinements to methodology. J Mater Res 19(1):3–20
Acknowledgements
The work was supported by the National Research Foundation of Ukraine under the grant №2020.02/0301 “Development of new functional materials for the needs of hydrogen energy”.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Podhurska, V. et al. (2023). Investigation of Long-Term Oxidation Resistance of Titanium Alloys with a Coating Based on Ti–Al-C System Nanocomposites. In: Fesenko, O., Yatsenko, L. (eds) Nanomaterials and Nanocomposites, Nanostructure Surfaces, and Their Applications . Springer Proceedings in Physics, vol 279. Springer, Cham. https://doi.org/10.1007/978-3-031-18096-5_6
Download citation
DOI: https://doi.org/10.1007/978-3-031-18096-5_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-18095-8
Online ISBN: 978-3-031-18096-5
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)