
Abstract
The article presents a case study of the improvement of the car battery assembly process. The aim of the improvement activities was to minimize waste, which had a significant impact on the natural environment. The DMAIC (Six Sigma) approach was used in the improvement actions. The solutions implemented in the process brought measurable benefits for the company.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
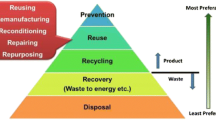
1 Introduction
One of the many pillars of the world around us is energy. Modern man cannot imagine civilization without utilities such as electricity, hot running water or heating. It is an “existential standard” whose even a temporary lack causes discontent, stress, and sometimes even rebellion assuming the form of a strike. People are used to coexisting with utilities which they treat as part of their everyday life. For decades, people have taken little heed of energy sources that are a boon to civilization [1, 2]. It was only at the beginning of the 21st century that the problem of their non-renewal was addressed. The depletion of natural resources is currently the subject not only of discussions, but also measures which are supposed to actively influence the saving of raw materials and reduce the negative impact of all processes on the surrounding environment.
Sustainable development assumes the interdependence and equivalence of three areas: economy, nature and society, which makes it possible to search for ways to deal with contemporary threats that result from the destruction of environmental resources or social shocks [3, 4]. Changing the relationship between these areas for the better requires, among others, the use of more environmentally friendly technologies and the elimination of forms of production which have a negative impact on them. Another factor behind positive changes may be the reduction of consumption and a change in the current value system oriented towards possessing material goods. In the area of economics and finance, the biggest barrier that hinders the introduction of the sustainable development trend in many countries is the dominance of a development model based on economic growth, which is seen as a priority. Human rights, well-being and environmental constraints are no less important.
In developing countries, there is a common view that investing in environmental protection should be implemented at a later stage of development, which in practice means accepting environmental degradation to meet current needs. In order to counteract that, it is necessary to integrate economic, environmental and social aspects. The concept of sustainable development is based on market strategies that are based on technologies and legal regulations. In essence, it is to direct the world towards sustainable development without many radical changes that would destroy the current social order. In addition, this idea assumes a thesis that the currently used production technologies are the source of environmental threats [5,6,7].
A particular attention is paid to manufacturing processes, which largely contribute to the exploitation of deposits and often have a negative impact on the environment. On the one hand, one strives after designing products that consume less energy and require less raw material to make them. On the other hand, one makes an effort to ensure that production processes themselves are not a source of waste and that their energy consumption is reduced [8, 9]. It is of particular importance in processes where waste is harmful to the environment. An example of such a process is the manufacturing process of automotive batteries.
2 Research Object: Battery Manufacturing Process
In terms of construction, a battery is a set of cells connected electrically and closed in separate chambers inside a casing. Batteries generate voltage as a result of chemical reactions that take place in them. Depending on the type of battery, various elements are found in them, including those that are harmful and dangerous to the environment and human health and life.
In the process of producing batteries, a number of substances are used that affect safety and functionality, which may be harmful to the environment. The most commonly used are: manganese dioxide, iron, zinc, graphite, ammonium chloride, copper, potassium hydroxide, mercury, nickel, lithium, cadmium, silver, cobalt, as well as glass, silica, paper, foil and hydrogen. Heavy metals found in batteries (lead, cadmium and mercury) have a negative effect on health, and acids or bases used to form electrolyte are caustic and corrosive. Therefore, producers observe strict environmental rules relating to the manufacturing process. The same happens during one of the last stages of the process - battery assembly.
Depending on the kind and type of battery, the assembly process consists of a number of sub-processes (Fig. 1).

Flowchart of the battery assembly process (own study).
The first is the so-called enveloping. It consists in the production of sets composed of groups of lead plates of opposite polarity (negative and positive current collectors) arranged alternately and isolated from each other by means of a microporous separator. The separator isolates physically the positive and negative plates (protects against short-circuits) and allows the flow of electrons during battery operation.
The next stage is the so-called top lead casting. The role of this sub-process is to connect separately a series of lugs of positive and negative plates, which will constitute one of the battery cells. The operation consists in casting the bridges by immersing the lugs of the battery sets in a mold (sockets) filled with lead, cooling the casting and stamping it out. 6 sets of plates prepared in this way will be placed in separate compartments of the battery block.
The next sub-process is heat sealing between the bulkheads of the battery cells to produce successive bridge connections. The head of the welding torch, armed with point electrodes, connects the flaps of the bridges, generating energy that enables a local weld. The next stage of assembly consists in tightly connecting the battery block to the lid. A hot plate with an appropriate shape fuses the edges of the block and the lid. Such a heated copolymer is then joined under appropriate pressure to form a tight seal.
One of the last major subprocesses is the welding of bushings. It aims to create a tight and mechanically durable connection of the pin - extension the battery set with the lid sleeve. The remaining operations are related to quality inspection, which include, among others, leakage testers, battery height and pole height testers.
The currently used technology minimizes harmful impact on the natural environment. Unfortunately, the emerging problems related to the risk of a negative impact on the environment are related to the instability of the process. The effect of instability is the risk of waste formation. This means wasted energy, material, working hours and other resources. A significant part of the loss is related to material (lead, cadmium, plastic, etc.). In order to minimize losses, improvement projects are implemented to increase the stability and predictability of processes.
3 Case Study: Problem of Excessive Waste in the Battery Assembly Process
The battery assembly stage is one of the key steps in the entire production process. The purpose of the activities carried out at this stage is to obtain a battery compliant with the requirements which is transferred to the final stage - filling with electrolyte. Therefore, it is crucial to maintain all the required properties of the product. One of them is the tightness of the assembled battery. Meeting the requirements related to tightness is important from the point of view of product safety and its impact on the environment - electrolyte is an acid.
The analysis of data from eight assembly lines revealed the problem of an unacceptable level of scrap on three lines - over 0.33%. Lines 7, 6 and 1 were characterized by a large amount of waste. Within 2 months, these lines generated approximately 92% of scrap in the entire assembly process (Fig. 2). The main nonconformities which caused the battery to be considered defective was the lack of tightness.
The lack of tightness in a product means that it cannot be transferred to the next production stages. The product at this stage becomes a scrap which generates excessive production costs estimated at approximately EUR 29,000 per year. It becomes important to establish the causes of large amounts of waste on these lines.

Pareto chart for STD assembly (lines from 1 to 8) (own study).
In order to determine the potential causes of the product’s leakage, a leakage test was performed for 47 batteries recognized as defective. The battery lid, which is designed to tightly seal the battery compartment, is divided into 56 areas. Leakage tests showed that 3 areas are prone to leakage: B5, E5 and F5 (Fig. 3).

Division of the lid area in leakage tests (own study).
It turned out that most of the leaks were the so-called external leaks. It was found that internal leaks detected at the assembly stage did not represent a significant share of the total waste resulting from the process of welding the block to the lid. Leaks inside the battery resulted from a fault weld (Fig. 4) and constituted a small part of all nonconformities. It was decided for the project to focus on eliminating external leaks, which are mainly detected after the formation stage with a high voltage leak tester.

Example of a fault weld (own study).
External leaks result from leaks in the lid put on the battery box. It was decided to verify the quality of their connection by indirect measurement method. The variable control was the force to be applied to the lid in order to break it. The measurement was performed on a testing machine, and the test sample consisted of elements of a welded block with a lid measuring 15 × 60 mm. In order to determine the magnitude of the breaking force in the present process, measurements were made in 4 areas located on each of the 4 side walls of the battery (Fig. 5).

Sampling points for testing (own study).
The analysis of the breaking force results allowed to indicate the magnitude of the force from which the joint will be considered tight. All samples with a strength greater than 630N will be considered as meeting the leakage condition (Fig. 6).

Distribution of the breaking force measurement results (own study).

Ishikawa diagram for a defect: leakage (own study).
In order to identify the potential causes of leakage, an Ishikawa diagram was made on the basis of brainstorming (Fig. 7).
Then, an ABC analysis was performed for the selected causes. It turned out that 4 of them achieved the highest number of points. They were: deflection of the block wall by the impact of the so-called centering clamps, incorrect welding parameters, dirty melting plates, thickness of the plates.
In order to verify the hypothesis that the deflection of the wall of the battery block is caused by too much pressure of the clamps centering the block in the machine, a series of experiments was carried out in which it was examined whether the reduction of the clamp pressure would have a positive effect on the strength of the lid weld. A total of 16 samples were prepared: 8 were used with the current process parameters and 8 with new parameters (reduced pressure). Such a set of experiments was used to verify the null hypothesis H0: All tensile strength means are equal, with the alternative hypothesis: Ha: Not all tensile strength means are equal.

Results of the data analysis from the experiment of the influence of the pressure force of the centering clamps (own study).
The analysis of the experimental results confirms that the force exerted on the centering clamps influences the strength of the connection between the lid and the wall (Fig. 8).
In order to verify another cause - welding parameters settings - an experiment was carried out to verify whether the currently used settings are appropriate to achieve the expected weld strength. For this purpose, three factors that had the greatest impact on the process of connecting battery components were selected. They were:
-
melting point, which can be controlled by a set of heaters set into the heating plate.
-
melting time, which is the time during which the block and lid material is heated in direct contact with the melting plate, the so-called mirror.
-
penetration height, i.e. the depth of melting of a given component with a heated melting plate.
The experiment was performed for 3 levels of factors (Table 1).
The experiment showed that one of the factors - penetration height, has a statistically significant influence on the quality of the block connection with the lid (Table 2).
It was found that the value used in the standard process is correctly optimal and hence the machine operating parameters are adequate and have no effect on the increased battery waste.
In order to verify the influence of another potential cause on the quality of the weld, an element of autonomous maintenance was introduced, which consisted in standardizing and training operators in the method of cleaning melting plates. This activity was included in the shift duties of the line leader. Next, the proportion of waste before and after removing scales from the melting plates over equal time periods was compared (Table 3).
The results of the analyses showed that the dirt of the plates did not affect the strength of the connection between the block and the lid in critical places.
In order to assess the influence of the thickness of the battery plates on the welding strength, the value of the breaking force for the lid welds in 24 batteries with a 0.9 mm (12 pieces) and 0.8 mm (12 pieces) separator was compared (Table 4).
The results of the analysis show that there are no differences between the strength of the weld for 0.9 and 0.8 mm thick separators. Thus, it can be concluded that this is not the source of the battery leakage problems.
As a result of the preliminary analyses, it was decided to redesign the clamps centering the lid and the pressure on the centering clamps will be changed. For this purpose, an active experiment was performed, which allowed for the selection of an appropriate setting of the factors. Two factors were taken into account in the experiment: the type of clamps and the pressure of their tightness. Two types of clamps were used in the experiments, the so-called old and new (Fig. 9) and two pressure values: 2 Bar and 6 Bar.

Comparison of the old and new centering clamps (own study).
The results of the analysis of the data from the experiment showed that the strongest connection was created with the use of new clamps and low pressure (Fig. 10, 11).
The evaluation of the pull-off force for batteries in which the lid was welded with the use of new clamps and a 2 Bar pressure also confirms the result of the experiment. The strength of this system is on average greater than the strength of the weld with the current method of joining.

Visualization of the experiment results for two factors: type of clamps, pressure (own study).

Comparison of data distributions and the average strength of the weld for the current and new joining method (own study).
It was decided that such a system would be put into production. The control of the effects of the implementation of the new method of connecting the lid to the battery consisted in observing the percentage of non-compliance on the analyzed assembly lines in 13 consecutive weeks from the introduction of changes. It turned out that the level of non-compliance decreased from 0.33% to 0.01%.
4 Summary
For most enterprises, maintaining customer satisfaction is a key factor in remaining competitive. Nowadays, when choosing a product, customers are more and more often guided not only by the price-related criterion, but also by the impact a product exerts on the environment, by information about the scale of the influence of company processes on the environment, and by the origin of resources and work safety.
The negative impact of manufacturing processes on the environment may result from the type of technology used and the instability of individual operations. The result of this instability may be the occurrence of losses in the form of a high level of non-compliant products (parts), which for the company is associated not only with a financial cost, but also with various types of threats related to e.g. employee safety, customer trust, environment, natural resources and many more.
Therefore, it is crucial to improve manufacturing processes by minimizing process losses. The presented example shows how a methodical approach to process improvement based on the instruments of quality management: statistical analysis and experiments planning contributes to the minimization of losses.
The proposed changes in the battery assembly process allowed for the minimization of material losses from 0.33% to 0.05%. The implemented changes also allowed to increase work safety and standardize control processes. The implementation of changes resulted in savings of around EUR 50,000 per year.
References
Jasiulewicz-Kaczmarek, M., Drożyner, P.: Social dimension of sustainable development – safety and ergonomics in maintenance activities. In: Stephanidis, C., Antona, M. (eds.) UAHCI 2013. LNCS, vol. 8009, pp. 175–184. Springer, Heidelberg (2013). https://doi.org/10.1007/978-3-642-39188-0_19
Jasiulewicz-Kaczmarek, M., Saniuk, A.: How to make maintenance processes more efficient using lean tools? In: Goossens, R.H.M. (ed.) AHFE 2017. AISC, vol. 605, pp. 9–20. Springer, Cham (2018). https://doi.org/10.1007/978-3-319-60828-0_2
Starzyńska, B., et al.: Requirement’s elicitation of passengers with reduced mobility for the design of high quality, accessible and inclusive public transport services. Manag. Prod. Eng. Rev. 6(3), 70–76 (2015). https://doi.org/10.1515/mper-2015-0028
Kujawińska, A., Diering, M., Rogalewicz, M., Żywicki, K., Hetman, Ł: Soft modelling-based methodology of raw material waste estimation. In: Burduk, A., Mazurkiewicz, D. (eds.) Intelligent Systems in Production Engineering and Maintenance – ISPEM 2017, vol. 637, pp. 407–417. Springer, Cham (2018). https://doi.org/10.1007/978-3-319-64465-3_39
Bożek, M., Kujawińska, A., Rogalewicz, M., Diering, M., Gościniak, P., Hamrol, A.: Improvement of catheter quality inspection process. In: 8th International Conference on Manufacturing Science and Education – MSE 2017 “Trends in New Industrial Revolution”. MATEC Web Conference, vol. 121 (2017). https://doi.org/10.1051/matecconf/201712105002
Karwasz, A., Trojanowska, J.: Using CAD 3D system in ecodesign—case study. In: Golinska-Dawson, P., Kolinski, A. (eds.) Efficiency in Sustainable Supply Chain, pp. 137–160. Springer, Cham (2017). https://doi.org/10.1007/978-3-319-46451-0_9
Trojanowska, J., Karwasz, A., Machado, J.M., Varela, M.L.R.: Virtual reality based ecodesign. In: Golinska-Dawson, P., Kolinski, A. (eds.) Efficiency in Sustainable Supply Chain. ECOPROD, pp. 119–135. Springer, Cham (2017). https://doi.org/10.1007/978-3-319-46451-0_8
Starzyńska, B., Bryke, M., Diakun, J.: Human lean green method—a new approach toward auditing manufacturing & service companies. Sustainability 13(19), 10789 (2021)
Baskiewicz, N., Barbu, C.: The role of internal conditions in the implementation of the lean green concept: American, Japanese and Polish experiences. Manag. Prod. Eng. Rev. 12(4), 71–86 (2021)
Acknowledgments
The paper is prepared and financed by scientific statutory research conducted by Chair of Management and Production Engineering, Faculty of Mechanical Engineering and Management, Poznan University of Technology, Poland, Poland, supported by the Polish Ministry of Science and Higher Education from the financial means in 2021 (0613/SBAD/4710).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Kujawińska, A., Hamrol, A., Brzozowski, K. (2022). Waste Minimization in the Battery Assembly Process - Case Study. In: Hamrol, A., Grabowska, M., Maletič, D. (eds) Advances in Manufacturing III. MANUFACTURING 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-00218-2_18
Download citation
DOI: https://doi.org/10.1007/978-3-031-00218-2_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-00166-6
Online ISBN: 978-3-031-00218-2
eBook Packages: EngineeringEngineering (R0)