
Abstract
This chapter investigates machining response (surface roughness) of Al2024/SiC/red-mud hybrid composites. The composite specimens are processed via stir casting route, and dry turning operations have been performed on the specimens using computer numerical control (CNC) lathe machine. The influence of various parameters, i.e. reinforcement parameters (red-mud wt.% and particle size) and cutting conditions (feed rate, depth of cut and cutting speed), has been studied using response surface methodology (RSM). The results indicate that depth of cut has the highest contribution (33.84%) on surface roughness of the Al2024 composites followed by red-mud wt.% (28.65%) and feed rate (26.57%). The results also indicate that the surface quality of the Al2024/SiC/red-mud composites is significantly enhanced with increase in red-mud wt.% and reduction in the values of feed rate and depth of cut. The study concludes that surface roughness of the hybrid composites is improved by a minimum value of 23% under optimized conditions of selected parameters.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Aluminium matrix composites
- Red mud
- Dry turning
- Surface roughness
- Response surface methodology
- Optimization
1 Introduction
1.1 Machining of Aluminium Matrix Composites (AMCs)
The demand for AMCs is continuously increasing in automotive sector due to increasing fuel prices and environmental emissions. This may be attributed to low weight and high strength and stiffness of these materials that enhance their load bearing ability (Mistry & Gohil, 2016; Taha, 2001). Therefore, AMCs possess higher abrasion resistance and strength in comparison to monolithic materials (metals and alloys). Due to this, these materials are used to design various automotive components, thereby reducing fuel consumption and emissions of greenhouse gases (GHGs) in the transportation sector. Actually, addition of hard ceramic phase (reinforcements) in the AMCs results in increase in the value of elastic modulus and strength that further improves the working performance of these composites (Bains et al., 2016; Surappa, 2003). However, selection of optimum values of reinforcement parameters, i.e. volume fraction and particle size, is a key area of interest for the researchers. Actually, AMCs may exhibit different mechanical and wear characteristics at different magnitudes of reinforcement parameters. Currently, hard ceramic reinforcements have been considered to be most compatible for developing high-performance Al composites. However, machining response of the AMCs is considerably deteriorated due to the presence of hard ceramic particles (Muthukrishnan et al., 2007; Sathish Kumar et al., 2015). Therefore, it becomes imperative to find the solution to machining challenges related to the AMCs for widespread use of these materials in the various engineering sectors.
The machining characteristics of the AMCs have been investigated and reviewed by various authors, and it has been revealed that machinability of the AMCs can be improved by evaluating optimum combination of reinforcement parameters and cutting conditions (Behera & Sutradhar, 2012; Das et al., 2014; Hiremath et al., 2016). Hiremath et al. (2016) have studied the turning characteristics (machining forces and surface quality) of the Al6061/B4C composites using polycrystalline crystal diamond (PCD) tools. It was found that the cutting forces reduced with increasing reinforcement ratio due to the presence of micro-voids and pores. The machinability of the developed composites was reduced with increasing values of cutting parameters (feed rate and depth of cut) and decreasing value of turning speed. Das et al. (2014) have discussed various issues regarding the tool wear of Al/ceramic composites during turning operations. It was revealed that the PCD tools exhibit longer life in comparison to other tool materials as far as machining response of these composite was concerned. The results also indicate that tool wear is increased with increase in the values of the reinforcement parameters (percentage and particle size) and the turning conditions. Further, the depth of cut has the lowest influence on the tool wear during turning operations. Behera and Sutradhar (2012) have found that surface finish of the LM6/SiC composites decreases with an increase in SiC content due to increase in the magnitudes of cutting forces. The machining operations were carried out at different cutting speeds (30–103 m/s) and depth of cuts (0.5–1.5 mm) for the same feed rate (0.05 mm/rev). The machining response of the AMCs was found to be dependent upon the magnitude of cutting parameters. The size of chip was also reduced with an increase in reinforcement content, which was an indication of reduction in ductility of the AMCs.
1.2 Hybrid AMCs (HAMCs) and Their Machining Response
During the last decade, the development of the hybrid HAMCs has attracted attention of the researchers due to their low density and superior mechanical performance and machinability (Rajmohan et al., 2012; Singh, 2016; Singh & Chauhan, 2014, 2016a, 2016b). Actually, lubricating properties of secondary reinforcements improve wear and machining response of the hybrid composites. Currently, researchers are focusing on development of high-performance HAMCs for various engineering applications. According to Priyadarshi and Sharma (2016), process parameters for turning of Al6061-based hybrid composites can be optimized for improved machining response. It has been observed that feed rate and cutting depth are significant parameters having identical influence on machining response of the composites. The cutting speed has been found to exhibit minimal influence on the cutting force, while the surface quality is improved with an increase in the value of cutting speed. Kumar and Chauhan (2015) have evaluated the surface roughness response of Al-based hybrid composites (Al/SiC/Gr) and ceramic-reinforced composites (Al/SiC) composites under dry turning conditions. The surface roughness of hybrid composites has been found to be lower than that of the SiC-reinforced composites under all combinations of cutting parameters. The feed rate has been found to be the most influential factor regarding surface quality of the hybrid composites. Also, a lower value of feed rate is required to obtain minimum surface roughness for these composites. Bajavarajappa (2009) has found that the Al2219/SiC/Gr hybrid composites exhibit improved machining performance compared with Al/SiC composites. The addition of graphite particles reduces tool wear of developed composites due to reduction in friction coefficient between the tool and the composite. Premnath et al. (2012) have performed experimental investigations to study the milling characteristics of the hybrid Al/Al2O3/Gr composites processed by stir casting route under the influence of control parameters. The authors have also found optimum values of various process variables such as feed rate (50 mm/min), speed (4500 rpm), depth of cut (0.1 mm) and Al2O3 content (15 wt.%) for enhanced machining response of these composites. The optimum values of cutting force and surface finish were obtained as 132.8 N and 0.28 μm, respectively. It has also been revealed that feed rate is a dominant parameter that controls the cutting mechanism in the machining process. However, a number of scratches and marks were also observed on the machined surface at higher magnitudes of the feed rate.
1.3 Optimization Techniques for Machining Response
It has been observed that machinability of the Al composites can be assessed by investigating various response characteristics such as tool wear, cutting force and surface roughness. Among these, surface roughness of the materials is an important parameter for designing automotive components for wear-resistant applications such as engine components, bearings, clutches and brakes (Bajavarajappa, 2009; Kumar & Chauhan, 2015). It has been revealed that surface quality obtained during machining determines the ability of the materials to withstand severe wear conditions. Moreover, surface texture of the product significantly influences the reliability and appearance of the product. A number of techniques can be used for optimization of selected variables such as reinforcement ratio, cutting speed and depth and feed rate for obtaining minimum roughness value in a machining process (El-Gallab & Sklad, 1998; Suresh et al., 2012). Currently, response surface methodology (RSM) technique has been widely used to analyse experimental data and develop mathematical model for multi-response optimization of machining characteristics of Al composites (Bhushan, 2013; Kant & Sangwan, 2014; Srinivasan et al., 2012). Here, experimental data is obtained by employing design of experiment (DOE) approach, while mathematical model for optimum process parameters can be obtained by using statistical techniques. Further, a comparative analysis between measured and predicted response can also be made for error estimation and to check the validity of the developed model. Bhushan (2013) has used RSM technique to study the influence of the cutting parameters in CNC turning of Al7075/15%SiC composites. Also, multi-objective optimization has been successfully achieved via desirability-based approach. It has been found that power consumption and tool wear are reduced by 13.55% and 22.12%, respectively. Srinivasan et al. (2012) have also applied desirability-based RSM technique for optimization of machining characteristics such as cutting force, tool wear and surface roughness during machining of LM25/10%Al2O3 composites. Kant and Sangwan (2014) have optimized cutting parameters for optimization of the surface roughness and the power consumption. Results of all these studies indicate that the RSM technique is quite suitable for optimization of output response for machining operation of the AMCs. Focused techniques of extracting micro- and nanocellulose, treatment and modification of cellulose, and classification and applications of cellulose are presented by Abdoulhdi A. Borhana Omran. In addition, the work looked into how the reinforcement of micro- and nanocellulose can yield a material with improved performance. Their work highlights performances, limitations and possible areas of improvement to accommodate the broader range of engineering applications (Omran et al., 2021). Suriani et al. (2021b) had presented the limitations of natural fibres such as high moisture absorption, due to repelling nature; low wettability; low thermal stability; and quality variation, which lead to the degradation of composite properties. In this work, a combination of a few common manufacturing defect types illustrating the overview of the impact on the mechanical properties encountered by most of the composite manufacturing industries is presented. Norizan Mohd Nurazzi et al. (2021) have unveiled the successful development related to CNT accompanied polymer composites. The work highlights the mechanical, thermal and electrical performances of a CNT polymer (both single walled and multiwalled). Their work is a crucial pivot in our current understanding of the altered polymer structure after the addition of CNT.
In recent years the eagerness towards learning of biopolymers and growing concerns related to the depletion of resources gave the idea of using PLA (polylactic acid) , a biopolymer to be manufactured globally. Therefore, the effectiveness of natural polymers along with PLA is represented in the works of Ilyas et al. (2021). This research provides an insight to the recent works in PLA-derived bio-composite, its synthesis and biodegradation and its properties, processes, challenges and prospects. Suriani et al. (2021a) have conducted several tests at different concentrations of PET yarn and magnesium hydroxide as a reinforcement material. The results for horizontal burning test, tensile test and scanning electron micrographs (SEM) revealed at what concentrations the samples were best to be used for various purposes. It was summarized that the flammability and tensile properties of OPEFB fibre-reinforced fire-retardant epoxy composites could be reduced while using the fibre volume contents in a manner up to an optimal loading of 20%, with the values of 11.47 mm/min and 4.29 KPa, respectively (Suriani et al., 2021a). Nurazzi et al. (2021) has presented a study of natural fibres in the application of ballistics and bulletproof vests and helmets. The article also focuses on the effect of layering and sequencing of natural fibre fabric in the composites to advance the current armour structure system. Alsubari et al. (2021) has reviewed the drawbacks of loading conditions while using the natural fibres, countered to fibre treatment and hybridization. This study shows the uses of sandwich structure, in a combination of two or more individual components with different properties, which when joined together can give a better performance. The study also shows the application of natural fibre composites in sandwich structures to be minimal. Therefore, their work shines a light on the possibility of using a natural fibre composite in sandwich structure applications. It addresses the mechanical properties and energy-absorbing characteristics of natural fibre-based sandwich structures tested under various compression loads. The results and potential areas of improvement in engineering applications were discussed.
1.4 Novel HAMCs and Objectives of the Study
Although a number of investigations are available for machining characteristics of the AMCs, limited research is available on the investigation of the surface roughness of the HAMCs reinforced with industrial waste materials . However, various types of waste materials like fly ash (FA), red mud (RM), rice husk ash (RHA), etc. have been used for development of lightweight, low-cost and high-performance HAMCs (Rajmohan et al., 2012; Singh & Chauhan, 2016a). The use of these materials can overcome the problem of disposal of waste materials produced in large quantities while reducing the cost of the developed composites. The RM powder is available in abundance at processing sites of the aluminium (available from bauxite ore). Currently, it is being disposed in open land leading to water, soil and air pollution. It is also used in a number of applications such as extraction of metallic elements and cement industry. But, disposal of this waste product in a sustainable manner is still a challenge for the researchers and the scientists. The RM contains oxides of different elements like Fe, Al, Si, Ti, Na and Ca (Singh & Chauhan, 2017a). The results of previous studies indicate that the addition of RM powder results in improvement in mechanical and wear properties of HAMCs (Kumar & Megalingam, 2017; Singh & Chauhan, 2017b, 2018, 2019). However, machining of SiC- and RM-filled Al composites is not investigated till date. Therefore, Al/SiC/RM composites are developed in this study and their turning behaviour has been investigated using CNC lathe machine. Also, optimum values of reinforcement and cutting parameters have been obtained for minimum roughness (improved surface finish) of the developed composite. The influence of process variables (reinforcement parameters and cutting conditions) on machinability response (surface roughness) of HAMCs has also been studied by using RSM technique. The composites are produced via liquid metallurgy route, and dry turning operations are carried out to study the surface quality of the developed composites using Taguchi’s approach. The influence of variables on the surface quality of the developed composites has been studied by using statistical analysis of experimental results and examination of the chips formed during machining of the composites.
2 Materials and Methods
2.1 Materials
In this work, Al2024 was used as a matrix alloy due to its widespread use in the automotive and aerospace industries. The main constituents of this alloy are Al (more than 90%), Cu (about 4%) and Mg (nearly 1.5%) (Rahimi et al., 2015). This alloy was purchased from the local market in the form of thin sheets that can be converted into liquid form at a temperature of 700 °C. The second reinforcement used for fabrication of Al2024 alloy-based hybrid composites was the red-mud powder that is a waste material obtained during production of alumina from the bauxite ore (during Bayer’s process). It has been noted that about 1–2 tons of red mud are produced for each ton of the alumina production. Therefore, a million tons (more than 4 million tons) of red mud is produced on daily basis in India that is either stored (for metal recovery or other uses) or released to the waste land. The disposal of this material ultimately leads to soil, water and atmospheric pollution. Therefore, an effective waste disposal of this material will not only reduce the harmful environmental impact, but it will also lead to reduction in the storage/disposal cost. The major elements present in the red-mud powder are Na, Al, Si, Ca, Ti, Fe, S and K with some traces of radioactive elements. The red mud used in the present investigation was brought from aluminium refinery of Hindalco located at Renukoot, Uttar Pradesh, India. It can be observed that the red-mud powder mainly consists of oxides of various elements such as Fe, Al, Si, Ti, Na and Ca that indicates the red mud can be used as a sustainable reinforcement in the Al composites.
2.2 Method
In the present study, casting process was designed in such a way as to reduce particle clustering and porosity in the developed composites. Also, SiC and RM particles were incorporated in the alloy matrix using stir casting set-up. Although stir casting has been found to be an economic and reliable technique, process variables (stirring and casting variables) are required to be selected carefully so as to produce nearly homogeneous composites (Ramanathan et al., 2019; Singh, 2016; Singh & Chauhan, 2018). The reinforcements were incorporated in the alloy matrix using an electric furnace and a mechanical impeller. The former was used to heat the alloy above melting temperature, while the latter created the vortex motion required for mixing of the molten alloy and the reinforcements. Figure 12.1 shows various components of casting machine used for fabrication of the composites . Also, various process parameters selected for fabrication of composite specimens have been presented in Table 12.1. The mixing of the molten alloy and the reinforcements was carried out in the graphite crucible of the furnace. Further, 1 wt.% of Mg was also added in the alloy melt in order to minimize the particle agglomeration in the composite specimens. After mixing of all the constituents, composites were casted in the preheated steel moulds (cylindrical shape) through the bottom pouring system. The composite specimens were then subjected to heat treatment under T6 conditions for obtaining adequate microstructural properties of the composites. In this process, solution treatment of the specimens was done at a temperature of 500 °C for a time period of 2 h. Thereafter, the specimens were quenched in cold water followed by age hardening at 150 °C for 20 h.

Components of casting machine used for fabrication of composites
2.3 Microstructural Characterization of the Composites
The scanning electron micrographs (SEM) of SiC and RM particles are shown in Fig. 12.2, indicating that the shape of RM particles is nearly spherical, while SiC particles have sharp edges. Further, SEM image of the Al composites is presented in Fig. 12.3(a), indicating that both types of reinforcement particles are present in the composite specimens. The microstructure of composites has been observed to be nearly uniform. This may be due to the optimum conditions selected for casting of the specimens. The agglomeration of particles is also visible at some places that may be attributed to the higher fraction (20 wt.%) of RM particles. Similarly, various constituent particles like Al, Cu, Mg, O, F, Ca, etc. present in the composites are confirmed by electron dispersive spectrum (EDS) analysis as indicated in Fig. 12.3(b).

SEM images of the SiC and RM particles

(a) SEM image and (b) EDS spectrum of developed composites at a RM fraction of 5 wt.%
2.4 Machining of Composite Samples
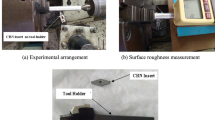
The cylindrically extruded cast samples were machined on a CNC lathe machine (Ace Micromatic; model: LT-20XL450) with self-centred three-jaw chuck. The maximum diameter and length of the samples that can be turned on the machine are 190 mm and 224 mm, respectively. The CNC turning lathe used to conduct experiments has a range of spindle speed as 40–4000 rpm. The turning process was designed in accordance with the recommendations of previous investigations (Pramanik et al., 2008). For this, tungsten-coated carbide medium cutting insert (CCMT 09T304 MT) having the following geometry has been used: positive 80° rhombic with 7° clearance angle. The cost of machining with these inserts is considerably lower in comparison to other inserts like PCD inserts. It has also been found that dry sliding machining is a very popular method due to environmental hazards related to the use of cutting fluid (Goindi & Sarkar, 2017; Sreejith & Ngoi, 2000). Therefore, machining operations were performed under dry tuning conditions on a CNC lathe machine. These carbide inserts were fixed tightly in the tool holder for turning operations. There were four edges on each insert and each turning operation was carried out with a new edge. The experimental set-up used for turning operations has been shown in Fig. 12.4(a), while the machined samples of the developed composites have been shown in Fig. 12.4(b). In this study, the diameter and length of each specimen were prepared as 12 mm and 50 mm, respectively. Three cutting parameters, i.e. depth of cut (0.05–0.2 mm), cutting speed (400–1600 rpm) and feed rate (0.2–0.8 mm/rev), have been selected to investigate the turning behaviour of the hybrid composites. The average roughness (Ra value) of the composite’s surface was evaluated using Mitutoyo SS220 roughness tester , which can evaluate roughness value up to 0.01 μm.

(a) Experimental set-up for CNC lathe machine used for turning of the specimens and (b) machined samples
3 Experimental Design and Mathematical Modelling
RSM is a statistical tool of mathematical modelling for optimization of the output response for machining of the materials. Therefore, it can be used to evaluate relationship for the output response in terms of input variables. The RSM technique involves three steps (Makadia & Nanavati, 2013; Song et al., 2019):
-
In the first stage, experiments are conducted to evaluate the output response using experimental design approach. This approach uses minimum number of experiments for evaluating the output response, thereby reducing cost involved in the experimental phase of investigations.
-
Thereafter, mathematical models are developed based on the outcome of the experiments. The relationship between the process variables is defined and the output response has been expressed as a polynomial equation.
-
In the last stage, various statistical techniques like response plots and analysis of variance (ANOVA) have been applied to evaluate the optimum combination of process variables.
Many researchers have used Taguchi’s technique of experimental design to investigate machining processes such as drilling, turning and milling since it is economic and less time consuming (Ghani et al., 2005; Radhika et al., 2014b). Here, investigations for the surface roughness have been performed under ‘smaller the better’ category. The signal-to-noise (S/N) ratio for has been obtained from the following relation (Ross, 1996; Roy, 1990; Taguchi et al., 1989):
where ‘n’ stands for number of experimental outputs and ‘y’ represents the observed data.
In the present study, five variables (RM fraction and size, cutting depth, feed rate, and cutting speed) have been selected to study the turning behaviour of the hybrid composites. For precise assessment, more than two levels of parameters are required to be selected. In this study, four levels of the process parameters have been selected and details of the parameters have been shown in Table 12.2.
Based on the selected parameters, L16b plan has been used for evaluating roughness output of the turning process. The turning operations have been conducted as per parametric conditions shown in Table 12.3. The results for the surface roughness along with S/N ratios have also been shown in Table 12.3. Each experiment was performed two times at two different geometric locations, and average values have been taken for further analysis.
Based on experimental results, RSM model has been developed for the surface roughness of composite specimens as a polynomial equation. It has been observed in previous studies that higher-order interactions are insignificant in engineering problems. Thus, these are not considered in the present case, and surface roughness equation can be written as first-order polynomial equation as follows:
where:
-
SR is the output response.
-
bo, bi and bij are the regression coefficients.
-
Xi and Xj represents process variables for ith and jth terms.
-
e is the experimental error.
The regression coefficients can be obtained from statistical analysis of the experimental data presented in Table 12.3. Further, ANOVA has been used to evaluate the significant terms in CNC machining of the developed composites. The value of coefficient of determination (R2) was determined to validate the mathematical model. As the value of R2 approaches unity, the better is the fitness of the developed model. The regression correlation developed for the surface roughness in terms of significant parameters (main effects and interaction terms) is given below:
The values of all the coefficients of significant terms have been evaluated using Minitab-17 software, and Eq. (12.3) presents the final relation between the average surface roughness (ASR) and significant factors. The value of R2 has been found to be greater than 90%, indicating that mathematical model is adequate for evaluating the output response. Here, a correlation graph (between measured and predicted response) and normal probability plot (for residuals) have also been drawn using Minitab-17 software for validating the developed model for surface roughness of the hybrid composites as shown in Fig. 12.5. Figures 12.5(a) and (b) show that all the data points in these graphs are found to be close to the fitted lines with a few exceptions. This shows that the developed model for surface quality of the composites adequately fits the investigated range of parameters.

(a) Correlation and (b) normal probability plots for the developed model for surface roughness of hybrid composites
4 Analysis of Experimental Results
4.1 Ranking of Parameters
The S/N ratio data has been used to obtain the influence of input variables. The analysis of S/N ratio has been done by evaluating the average data for various levels of input variables. The ranks of input variables have been obtained using delta statistics that represents the difference between the highest and lowest values of S/N ratio related to each variable. The input variable with maximum value of delta is given first rank. Further, the minimum value of delta indicates the lowest rank for a variable. Table 12.4 presents results regarding S/N ratio response for surface roughness of the composites. The delta has been found to be highest for depth of cut (C) parameter. Therefore, the depth of cut has been ranked first regarding surface roughness of the composites. Further, cutting speed (E) exhibits minimum value of delta, indicating its lowest rank. In order to evaluate the optimum process conditions, response plots are plotted for S/N ratio. Here, larger value of S/N ratio is required for minimum variance of output near the desired response. Figure 12.6 presents main effect plots for S/N ratio for roughness value of the composites indicating variations in the S/N ratio with respect to different levels of the parameters. The S/N ratio has been found to be maximum at a RM fraction (A) of 15 wt.%, RM size (B) of 37 μm, cutting depth (C) of 0.05 mm, feed rate (D) of 0.2 mm/rev and cutting speed (E) of 800 rpm. Therefore, optimum combination for obtaining minimum value of surface roughness is found to be A3-B4-C1-D1-E2.

Response plots for S/N ratio for surface roughness for Al2024/SiC/red-mud composites
4.2 Significance of Parameters
Here, ANOVA analysis has been performed for the experimental data for surface roughness with a confidence level of 95% for evaluating the individual contributions of the parameters. All the candidate terms (main and interaction) are analysed for a significant contribution in the surface roughness response. The p-values have been evaluated for all of the candidate terms. The terms with p-value lower than 0.05 are significant terms regarding surface roughness values of the composites. Table 12.5 presents the results of ANOVA modelling with a value of R2 as 0.9589, indicating that the model provides excellent fit for parametric influence on surface roughness of the composites.
The results presented in Table 12.5 also indicate that RM wt.% (A), depth of cut (C) and feed rate (D) are main factors with significant contributions in machining characteristics of the composites since their p-values are lower than 0.05. Further, p-values of other main factors, i.e. RM size (B) and cutting speed (E), are found to be 0.942 and 0.157, respectively. Therefore, these parameters are considered to be insignificant for machining response of hybrid composites. Further, p-values of B*D, B*E and D*E (interaction terms) are obtained as 0.025, 0.004 and 0.003, respectively. Therefore, these interaction terms are considered to have significant effect on the machining response of developed composites. Table 12.6 presents the individual contribution of all the significant parameters (main and interaction effects). Here, cutting depth (C) has maximum contribution of 35.30% on the roughness value. Further, contributions of RM wt.% (A) and feed rate have (D) been found as 29.51% and 27.71%, respectively. Further, interaction effect of feed rate and cutting velocity (D*E) has a contribution of 11.86% regarding the machining response of the composites. Also, the interaction effects of particle size with cutting speed and feed rate (B*E and B*D) have contributions of 10.38% and 4.96%, respectively.
4.3 Influence of Parameters on Surface Roughness
In previous reports , it has been revealed that surface roughness of the MMCs depends on the variations in the magnitude of cutting force. However, different types of mechanisms like particle fracture, ploughing and chip formation contribute in variations in the cutting force during machining operations (Kumar & Chauhan, 2015; Priyadarshi & Sharma, 2016). Therefore, variations in surface roughness have been investigated based on the predominant cutting mechanisms in this study. For this, 3D response plots for roughness value w.r.t. RM fraction and other parameters, i.e. particle size, depth of cut, feed rate and cutting velocity, have been generated as shown in Figs. 12.7–12.10.

Surface plot for surface roughness vs red-mud content and particle size for the Al2024/SiC/red-mud composites

Surface plot for surface roughness vs red-mud content and depth of cut for the Al2024/SiC/red-mud composites

Surface plot for surface roughness vs red-mud content and feed rate for the Al2024/SiC/red-mud composites

Surface plot for surface roughness vs red-mud content and cutting speed for the Al2024/SiC/red-mud composites
First of all, it has been observed that surface roughness of composite specimens is reduced with increasing value of RM fraction (5–20 wt.%) irrespective of the magnitude of other parameters. This is an indication that surface finish is improved with an increase in RM fraction in the composites. Actually, RM particles have lubricating characteristics due to which a thin layer is formed at the interface of the composite sample and the cutting insert (during turning operation) (Roy, 1990). Thus, friction coefficient and heat generated in cutting zone are reduced, which improves the surface quality of the composites with increasing RM fraction. Therefore, the surface finish is significantly improved with an increase in the value of RM percentage. However, it has also been observed in these plots that this effect has been observed to be reduced at a higher RM fraction (15–20 wt.%). This may be attributed to agglomeration of reinforcement particles at a higher RM percentage (as seen in Fig. 3). This results in particle cracking and debonding during machining operation, ultimately increasing the roughness value of the composites in the turning process (Sekhar & Singh, 2015). As far as the influence of particle size is concerned, Fig. 12.7 shows that surface roughness is slightly increased with increasing particle size (37–125 μm). This is due to the fact that large particles are easily fractured during machining and debonding occurs resulting in a higher roughness value.
In Figs. 12.8 and 12.9, it has also been revealed that lower values of feed rate (0.2–0.8 mm/min) and cutting depth (0.05–0.20 mm) are required in order to obtain higher surface finish of hybrid composites. The increase in the value of the depth of cut increases the particle debonding and surface resistance at work-tool interface (Priyadarshi & Sharma, 2016). This results in an increase in the magnitudes of cutting and fractional forces along the tool-chip interface leading to reduced surface finish. Similar trends have been observed for variations in the surface roughness with respect to feed rate. The higher feed rate results in increase in the speed of introducing the composite surface to the cutting tool, thereby increasing the resistance force offered by the workpiece to the cutting tool. This ultimately decreases the roughness value for the composites with increasing feed rate. Figure 12.10 also shows that surface roughness is decreased with increasing cutting speed (400–1600 rpm). It has been noticed that a large material flow takes place at a lower cutting speed that increases the frictional force and cutting force at the interface (Kumar & Chauhan, 2015). On the other hand, the deformation of the workpiece is less at a higher cutting velocity. Therefore, frictional force and surface temperature are reduced. Thus, better surface finish of the workpiece is obtained at a higher cutting speed.
In overall, it has been observed in surface plots that surface roughness of the hybrid composites varies significantly with respect to reinforcement percentage, cutting depth and feed rate. On the other hand, roughness value varies slightly with change in the values of cutting speed and particle size. These results are in line with those obtained in the ANOVA analysis. Thus, a higher value of reinforcement percentage and speed and minimum values of particle size, cutting depth and feed rate are required for obtaining the minimum value of surface roughness.
4.4 Analysis of Chip Formation
Figure 12.11 presents the shapes of chips formed during machining of composite samples under different process conditions. To study the influence of machining parameters (cutting depth and feed rate) on chip formation, reinforcement fraction was taken constant (5 wt.%). The analysis shows that size of the chips increases with increasing magnitudes of cutting parameters. At lower magnitudes of feed rate (0.2 mm/rev) and depth of cut (0.05 mm), short and segmented chips are formed during turning of the composites. It has also been observed that the chips formed are long in size and curly in shape at higher values of cutting depth (0.2 mm) and feed rate (0.8 mm/rev). Actually, composites tend to behave in a brittle manner with increase in the values of cutting parameters. Further, thickness and length of the chips are increased with increasing RM fraction (from 5 wt.% to 20 wt.%). The chips formed at a RM fraction of 20 wt.% are coil spring type having large length. The surface of chips is also smoother and brighter. This is due to reduced interface temperature and favourable chip-tool interaction. The reduction in the interface temperature is an indication of the reduced cutting forces due to self-lubricating characteristics of RM particles present in the hybrid composites (Priyadarshi & Sharma, 2016).

Chip formed during turning of Al/SiC/RM composites under different cutting conditions
To study predominant cutting mechanism, SEM images of the chips formed during turning of hybrid composites have been investigated under different parametric conditions. Figure 12.12 presents the micrographs of the chips formed under variable parametric conditions, i.e. feed rate, cutting depth and RM fraction (for the same RM size and speed). At higher values of feed (0.6 mm/min) and depth (0.1 mm) and lower fraction of RM particles (10 wt.%), extensive plastic deformation of the composite surface has been noticed. This extensive surface damage and material flow on the chip surface can be clearly observed in Fig. 12.12(a). Actually, cutting force required under these conditions is comparatively large resulting in higher temperature and increased thermal softening of the composite surface (Dwivedi et al., 2012). Therefore, surface damage is increased and poor surface finish is obtained under these conditions. Further, decrease in the values of cutting parameters, i.e. feed rate (from 0.6 mm/min to 0.4 mm/rev) and cutting depth (from 0.1 mm to 0.05 mm), and increase in RM fraction (from 10 wt.% to 15 wt.%) reduce damage of the composite surface as indicated in Fig. 12.12(b). This is due to reduced cutting force required to cut the composite samples. Therefore, machined surface exhibits improved surface finish under these conditions. Overall, SEM examination reveals that low values of cutting parameters and higher RM fraction improve surface quality of the composites. Therefore, SEM micrographs agree with statistical analysis, i.e. these input variables significantly control the machining response of the hybrid composites.

SEM examination of chips formed during turning of specimens at (a) RM fraction of 10 wt.%, cutting depth of 0.10 mm and feed rate of 0.6 mm/rev and (b) RM fraction of 15 wt.%, cutting depth of 0.05 mm and feed rate of 0.40 mm/rev, for a cutting speed of 1600 rpm
4.5 Confirmation Experiment
In this section, results of the conformation experiment are presented to verify the developed model for improved surface quality of the composites. For this purpose, measured and predicted output of the composites has been compared under optimum combination of parameters. The experimental output for the roughness value has been obtained using standard procedure discussed in Sect. 2, while predicted response is calculated using the following equation (Ghani et al., 2005; Radhika et al., 2014a; Suresh Kumar, 2015):
where Nm is aggregate mean S/N ratio, Ni is mean obtained at optimum combination of parameters and n is number of main design variables. The results of the confirmation experiment conducted at optimum combination of parameters are presented in Table 12.7. The experimental results are compared with the predicted response and a deviation is obtained up to a level of about 4–5%. Further, a maximum of 6.0202 of S/N ratio has been obtained under the investigated conditions. Upon comparing the results under optimum combination of parameters obtained in Table 12.7 (A3-B4-C1-D1-E2) with those obtained in Table 12.3 (A3-B4-C2-D1-E3), it can be observed that a minimum of 23.45% improvement in the S/N ratio for roughness value has been obtained by optimization of the various control parameters.
5 Conclusions
The chapter presents the study of surface roughness of the machined surface of Al/SiC/RM composites under sustainable (dry machining) conditions. The composite specimens are produced via liquid metallurgy route, and turning operations have been performed on these specimens under different parametric conditions. Also, Taguchi’s technique has been used for conducting experiments and the average value of surface roughness is obtained using MITUTOYO roughness tester. The results are analysed using statistical techniques for significant contributions of parameters in the output response. The conclusions of this study are as follows:
-
1.
The 15 wt.% of RM content, 37 μm of particle size, 0.02 mm of cutting depth, 0.2 mm/rev of feed rate and 88 rpm of cutting speed are the optimum parameters for obtaining minimum surface roughness for the composites.
-
2.
The depth of cut has maximum influence of about 33% in the surface characteristics of the Al composites followed by RM wt.% (28% contribution) and feed rate (26% contribution).
-
3.
Further, influence of the parameters has been studied by RSM technique. The presence of RM particles improves the surface characteristics due to increased lubricating effect of these particles at tool-work interface. It has also been noticed that an increase in cutting depth and feed rate degrades the surface characteristics of hybrid composites since the cutting force required to machine the surface is increased under these conditions.
-
4.
The chip size changes from segmented type to spiral coil type with increase in the values of depth of cut and feed rate. Further, long and coil spring type chips are produced at relatively higher values of RM fraction in the hybrid composites due to the lubricating effect of the RM particles. SEM examination of chips formed reveals that low values of cutting parameters and higher red-mud contents improve the surface characteristics of the hybrid composites.
-
5.
The confirmation experiment indicates a deviation of 4% in the experimental and the predicted response. A minimum of 23% improvement in the surface quality of the composites is observed under optimum process conditions.
-
6.
Overall, it has been revealed that the addition of RM (an industrial waste material) particles helps in improving the machinability of the hybrid composites under dry turning conditions. The results provide adequate information regarding the machining aspects of HAMCs, which can be used in various industrial applications.
References
Alsubari, S., Zuhri, M. Y. M., Sapuan, S. M., Ishank, M. R., Ilyas, R. A., & Asyraf, M. R. M. (2021). Potential of natural fiber reinforced polymer composites in sandwich structures: a review on its mechanical properties. Polymers, 13(3), 423. https://doi.org/10.3390/polym13030423
Arun Premnath, A., Alwarsamy, T., & Rajmohan, T. (2012). Experimental investigation and optimization of process parameters in milling of hybrid metal matrix composites. Materials and Manufacturing Processes, 27, 1035–1044. https://doi.org/10.1080/10426914.2012.677911
Bains, P. S., Sidhu, S. S., & Payal, H. S. (2016). Fabrication and machining of metal matrix composites: a review. Materials and Manufacturing Processes, 31(5), 553–573. https://doi.org/10.1080/10426914.2015.1025976
Bajavarajappa, S. (2009). Tool wear in turning of graphitic hybrid metal matrix composites. Materials and Manufacturing Processes, 24(4), 484–487. https://doi.org/10.1080/10426910802714431
Behera, R., & Sutradhar, G. (2012). Machinability of LM6/SiCp metal matrix composites with tungsten carbide cutting tool inserts. ARPN Journal of Engineering and Applied Sciences, 7(2), 216–221.
Bhushan, R. K. (2013). Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy sic particle composites. Journal of Cleaner Production, 389, 242–254. https://doi.org/10.1016/j.jclepro.2013.03.049
Das, D. K., Mishra, P. C., Singh, S., & Thakur, R. K. (2014). Tool wear in turning ceramic reinforced aluminum matrix composites—A review. Journal of Composite Materials, 49(24), 2949–2961. https://doi.org/10.1177/0021998314558955
Dwivedi, S. P., Kumar, S., & Kumar, A. (2012). Effect of turning parameters on surface roughness of A356/5%SiC composite produced by electromagnetic stir casting. Journal of Mechanical Science and Technology, 26(12), 3973–3979. https://doi.org/10.1007/s12206-012-0914-5
El-Gallab, M., & Sklad, M. (1998). Machining of Al:SiC particulate metal-matrix composites Part I: Tool performance. Journal of Materials Processing Technology, 83, 151–158. https://doi.org/10.1016/S0924-0136(98)00054-5
Ghani, J., Chodhury, I. A., & Hassan, H. H. (2005). Application of Taguchi method in the optimization of end milling parameters. Journal of Materials Processing Technology, 145, 84–92. https://doi.org/10.1016/S0924-0136(03)00865-3
Goindi, G. S., & Sarkar, P. (2017). Dry machining: a step towards sustainable machining –challenges and future directions. Journal of Cleaner Production, 165(1), 1557–1571. https://doi.org/10.1016/j.jclepro.2017.07.235
Hiremath, V., Auradi, V., & Dundur, S. T. (2016). Experimental investigations on effect of ceramic B 4 C particulate addition on cutting forces and surface roughness during turning of 6061Al alloy. Transactions of the Indian Ceramic Society, 75(2), 126–132. https://doi.org/10.1080/0371750X.2016.1164626
Kant, G., & Sangwan, K. S. (2014). Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. Journal of Cleaner Production, 83(15), 151–164. https://doi.org/10.1016/j.procir.2015.02.002
Kumar, M., & Megalingam, A. (2017). Tribological characterization of Al6061/alumina/graphite/redmud hybrid composite for brake rotor application. Particulate Science and Technology. https://doi.org/10.1080/02726351.2017.1367747
Kumar, R., & Chauhan, S. (2015). Study on surface roughness measurement for turning of Al 7075/10SiC and Al 7075 hybrid composites by using response surface methodology (RSM) and artificial neural networking (ANN). Measurements, 65, 166–180. https://doi.org/10.1016/j.measurement.2015.01.003
Lyas, R. A., Sapuan, S. M., Harussani, M. M., Hakimi, M. Y. A. Y., Haziq, M. Z. M., Atikah, M. S. N., Asyraf, M. R. M., Ishak, M. R., Razman, M. R., Nurazzi, N. M., Norrrahim, M. N. F., Abral, H., & Asrofi, M. (2021). Polylactic acid (PLA) biocomposite: Processing, additive manufacturing and advanced applications. Polymers, 13(8), 1326. https://doi.org/10.3390/polym13081326
Makadia, A. J., & Nanavati, J. I. (2013). Optimisation of machining parameters for turning operations based on response surface methodology. Measurement, 46, 1521–1529. https://doi.org/10.1016/j.measurement.2012.11.026
Mistry, J. M., & Gohil, P. P. (2016). An overview of diversified reinforcement on aluminum metal matrix composites: tribological aspects. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 231(3), 399–421. https://doi.org/10.1177/1350650116658572
Mohd Nurazzi, N., Asyraf, M. R. M., Khalina, A., Abdullah, N., Sabaruddin, F. A., Kamarudin, S. H., Ahmad, S., Mahat, A. M., Lee, C. L., Aisyah, H. A., Norrrahim, M. N. F., Ilyas, R. A., Harussani, M. M., Ishak, M. R., & Sapuan, S. M. (2021). Fabrication, functionalization, and application of carbon nanotube-reinforced polymer composite: an overview. Polymers, 13(7), 1047. https://doi.org/10.3390/polym13071047
Muthukrishnan, N., Murugan, M., & Rao, K. P. (2007). Machinability issues in turning of Al-SiC (10p) metal matrix composites. International Journal of Advanced Manufacturing Technology, 39, 211–218. https://doi.org/10.1007/s12541-011-0084-x
Nurazzi, N. M., Asyraf, M. R. M., Khalina, A., Abdullah, N., Aisyah, H. A., Rafiqah, S. A., Sabaruddin, F. A., Kamarudin, S. H., Norrrahim, M. N. F., Ilyas, R. A., & Sapuan, S. M. (2021). A review on natural fiber reinforced polymer composite for bullet proof and ballistic applications. Polymers, 13(4), 646. https://doi.org/10.3390/polym13040646
Omran, A. A. B., Mohammed, A. A. B. A., Sapuan, S. M., Ilyas, R. A., Asyraf, M. R. M., Rahimian Koloor, S. S., & Petru, M. (2021). Micro- and nanocellulose in polymer composite materials: a review. Polymers, 13(2), 231. https://doi.org/10.3390/polym13020231
Pramanik, A., Zhang, L. C., & Arsecularatne, J. A. (2008). Machining of metal matrix composites: Effect of ceramic particles on residual stress, surface roughness and chip formation. International Journal of Machine Tools and Manufacture, 48, 1613–1625. https://doi.org/10.1016/j.ijmachtools.2008.07.008
Priyadarshi, D., & Sharma, R. K. (2016). Optimization for turning of Al-6061-SiC-Gr hybrid nanocomposites using response surface methodologies. Materials and Manufacturing Processes, 31(10), 1342–1350. https://doi.org/10.1080/10426914.2015.1070427
Radhika, N., Sudhamshu, A. R., & Chandran, G. K. (2014a). Optimization of electrical discharge machining parameters of aluminium hybrid composites using Taguchi method. Journal of Engineering Science and Technology, 9(4), 502–512.
Radhika, N., Sudhamshu, A. R., & Chandran, G. K. (2014b). Optimization of electrical discharge machining parameters of aluminium hybrid composites using Taguchi method. Journal of Engineering Science and Technology, 9(4), 502–512.
Rahimi, B., Khosravi, H., & Haddad-Sabzevar. (2015). Microstructural characteristics and mechanical properties of Al-2024 alloy processed via a rheocasting route. International Journal of Minerals, Metallurgy, and Materials, 22(1), 59–67. https://doi.org/10.1007/s12613-015-1044-8
Rajmohan, T., Palanikumar, K., & Kathirvel, M. (2012). Optimization of machining parameters in drilling hybrid aluminium metal matrix composites. Transactions of Nonferrous Metals Society of China, 22, 1286–1297. https://doi.org/10.1016/S1003-6326(11)61317-4
Ramanathan, A., Krishnan, P. K., & Muraliraja, R. (2019). A review on the production of metal matrix composites through stir casting – Furnace design, properties, challenges, and research opportunities. Journal of Manufacturing Processes, 42, 213–245. https://doi.org/10.1016/j.jmapro.2019.04.017
Ross, P. J. (1996). Taguchi techniques for quality engineering: loss function, orthogonal experiments, parameter and tolerance design. McGraw Hill.
Roy, K. R. (1990). A primer on Taguchi method. Van Nostrand Reinhold.
Sathish Kumar, M. K., Sravan Kumar, B., & Channankaiah, et al. (2015). Manufacturing and machining of aluminium metal matrix composites: An overview. Paper presented at Conference: ICETS’15 at Muthayammal Engineering College, June 2015.
Sekhar, R., & Singh, T. P. (2015). Mechanisms in turning of metal matrix composites: a review. Journal of Materials Research and Technology, 4(2), 197–207. https://doi.org/10.1016/j.jmrt.2014.10.013
Singh, J. (2016). Fabrication characteristics and tribological behavior of Al/SiC/Gr hybrid aluminum matrix composites: a review. Friction, 4(3), 191–207. https://doi.org/10.1007/s40544-016-0116-8
Singh, J., & Chauhan, A. (2014). Overview of aluminium matrix composites for automotive applications. International Journal of Applied Engineering Research, 9(8), 959–966.
Singh, J., & Chauhan, A. (2016a). Characterization of hybrid aluminum matrix composites for advanced applications: a review. Journal of Materials Research and Technology, 5(2), 159–169. https://doi.org/10.1016/j.jmrt.2015.05.004
Singh, J., & Chauhan, A. (2016b). Overview of wear performance of aluminium matrix composites reinforced with ceramic materials under the influence of controllable variables. Ceramics International, 42(1), 56–81. https://doi.org/10.1016/J.CERAMINT.2015.08.150
Singh, J., & Chauhan, A. (2017a). Fabrication characteristics and tensile strength of novel Al2024/SiC/red mud composites processed via stir casting route. Transactions of Nonferrous Metals Society of China, 27, 2573–2586. https://doi.org/10.1177/1464420718803126
Singh, J., & Chauhan, A. (2017b). Influence of reinforcement parameters and ageing time on mechanical behavior of novel Al2024/SiC/red mud composites using response surface methodology. JOM, 69(12), 2471–2479. https://doi.org/10.1007/s11837-017-2479-3
Singh, J., & Chauhan, A. (2018). Investigations on dry sliding frictional and wear characteristics of SiC and red mud reinforced Al2024 matrix hybrid composites using Taguchi’s approach. Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications. https://doi.org/10.1177/1464420718803126
Singh, J., & Chauhan, A. (2019). A review of microstructure, mechanical properties and wear behavior of hybrid aluminium matrix composites fabricated via stir casting route. Sadhana. https://doi.org/10.1007/s12046-018-1025-5
Song, H., Dan, J., Li, J., et al. (2019). Experimental study on the cutting force during laser-assisted machining of fused silica based on the Taguchi method and response surface methodology. Journal of Manufacturing Processes, 38, 9–20. https://doi.org/10.1007/s12633-018-0010-2
Sreejith, P. S., & Ngoi, B. K. A. (2000). Dry machining: machining of the future. Journal of Materials Processing Technology, 101, 287–291. https://doi.org/10.1016/S0924-0136(00)00445-3
Srinivasan, A., Arunachalam, R. M., & Ramesh, S. (2012). Machining performance study on metal matrix composites—A response surface methodology approach. American Journal of Applied Sciences, 9, 478–483. https://doi.org/10.3844/ajassp.2012.478.483
Surappa, M. K. (2003). Aluminium matrix composites: challenges and opportunities. Sadhana, 28, 319–334. https://doi.org/10.1007/BF02717141
Suresh Kumar, S. (2015). Parametric optimization of wire electrical discharge machining on aluminium based composites through grey relational analysis. Journal of Manufacturing Process, 20(1), 22–39. https://doi.org/10.1016/j.jmapro.2015.09.011
Suresh, R., Basavarajappa, S., & Gaitonde, V. N. (2012). Machinability investigations on hardened AISI 4340 steel using coated carbide insert. International Journal of Refractory Metals and Hard Materials, 33, 75–86. https://doi.org/10.1016/j.ijrmhm.2012.02.019
Suriani, M. J., Radzi, F. S. M., Ilyas, R. A., Petru, M., Sapuan, S. M., & Ruzaidi, C. M. (2021a). Flammability, tensile, and morphological properties of oil palm empty fruit bunches fiber/pet yarn-reinforced epoxy fire retardant hybrid polymer composites. Polymers, 13(8), 1282. https://doi.org/10.3390/polym13081282
Suriani, M. J., Rapi, H. Z., Ilyas, R. A., Petru, M., & Sapuan, S. M. (2021b). Delamination and manufacturing defects in natural fiber-reinforced hybrid composite: a review. Polymers, 13(8), 1323. https://doi.org/10.3390/polym13081323
Taguchi, G., Sayed, M. E., & Hashing, T. (1989). Quality engineering and quality system. McGraw Hill.
Taha, M. A. (2001). Industrialization of cast aluminium matrix composites (amccs). Materials and Manufacturing Processes, 16(5), 619–641. https://doi.org/10.1081/AMP-100108625
Acknowledgements
None.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Ethics declarations
None.
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Chauhan, A., Singh, J., Bala, S. (2022). Optimization of Reinforcement Parameters and Turning Conditions for Improving Surface Quality of Hybrid Al-SiC-Red Mud Composite for Automotive and Aerospace Components. In: Mazlan, N., Sapuan, S., Ilyas, R. (eds) Advanced Composites in Aerospace Engineering Applications. Springer, Cham. https://doi.org/10.1007/978-3-030-88192-4_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-88192-4_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-88191-7
Online ISBN: 978-3-030-88192-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)