
Abstract
The reported research concerns about Anhydrous Calcium Sulphate (A.C.S.) potential applications in Cement Bound Granular Material (C.B.M.) pavement layers. A.C.S. is a secondary byproduct deriving from industrial production processes. This research aims to find the best C.B.M. mix, in terms of mechanical performances, in which A.C.S partially replaces Portland cement. A total of 5 different mixes were studied, with variable percentages of cement ranging between 1% and 3% and A.C.S. ranging between 0% and 4%. On each of the prepared specimens, compression strength and indirect tensile strength tests were performed. A trail pavement, under construction, based on the result of the laboratory tests, allows establishing the performances in working conditions.
The preliminary results are encouraging: good mechanical performances, if compared to traditional C.B.M. incorporating only Portland cement, can be observed when the overall binder content in the mix (given by the sum of cement and A.C.S. percentages) is kept in the range of 5%. There is a need to study new applications for byproducts to achieve sustainable development towards a circular economy strategy in the construction sector.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
This paper focuses on using Anhydrous Calcium Sulphate (A.C.S.) in partial substitution of Portland cement as a binder in cement-treated base layers. In 2019, the annual cement production worldwide reached approximately 4.2 billion tons, producing around 1.4 billion tons of CO2 per year, which is 8% of the total CO2 emitted into the atmosphere [1, 2]. Half of this CO2 derives from using fossil fuels to heat the kilns, and the other half is produced through the calcination of limestone [3].
The benefits of using A.C.S. instead of cement as a binder could be one way to reduce CO2 production [4, 5]. A.C.S. is a byproduct for which energy and therefore CO2 emissions has already been spent, and all potential applications can decrease the exploitation of non-renewable natural resources, used mainly in the construction industry, and limit the energy consumption and CO2 emissions, representing an effective approach to reduce our environmental impact [6]. Furthermore, A.C.S. is obtained with lower temperatures than the calcinations of pozzolanic materials and Portland cement that are approximately 700–750 ℃ for A.C.S. and over 1400 ℃ for Portland's clinker [4, 5].
An important aspect linked to the combination of Portland cement and A.C.S. is the formation of Ettringite. This expansive compound needle-like shape interlocks among the Calcium silicate hydrate (C.S.H.) matrix contributing to improving the material’s mechanical properties and providing good volume stability [7]. The expansive property of Ettringite can help to contrast the formation of the crack due to dry shrinkage of ordinary cement stabilized base materials [7, 8].
A.C.S. (CaSO4), also namely milled anhydrite, is obtained from the reaction of dried acid grade Fluorspar (CaF2 97%) and Sulphuric Acid (H2SO4) during the production of Hydrogen Fluoride (H.F.) and consequent neutralization with lime, Eq. 1:
The milled anhydrite is a byproduct, and it represents a circular and constantly growing alternative compared to similar primary products. The A.C.S. used in this research derives from an industrial plant located in Sardinia (Italy) that is a worldwide leader in manufacturing and sales of inorganic fluorochemicals. Several production plants are located worldwide. The plant that has provided the A.C.S. has a potential average annual production of 240.000 t/year (Fig. 1.).

Stockpiles of A.C.S.
In this research, four different mixes were prepared with several percentages by weight of Portland cement and A.C.S.: the idea is to replace the percentage of Portland cement with A.C.S. partially and also to introduce an additional percentage of A.C.S. as a binder, reaching a total binder content of 5% and, achieving mechanical performances according to specifications. For comparison, a reference Cement Bound Granular Material (C.B.M.) mix was prepared without A.C.S.
C.B.M. usually contains less than 5% of cement mixed with granular aggregate and water [9] and, it is always mixed in a plant. The process works best if the granular material can be crushed rocks, natural gravel, or recycled aggregates, has a limited fines content and a low plasticity index [9]. Many tunneling projects are reusing the materials excavated from the galleries and, one of the applications is C.B.M. Granite byproducts obtained from tunneling works show good performances when used in C.B.M. mixes with low percentages of cement reaching 2% [10].
The aim is to obtain a mix design with the highest percentage of A.C.S. introduced in the mix, maintaining good performance in mechanical properties and respecting the environment. Reducing the amount of Portland cement in C.B.M. mixes could reduce CO2 emissions in the atmosphere [4].
2 Materials and Methods
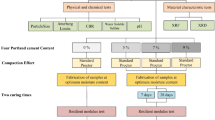
In this research, twenty-five cylindrical specimens (diameter 150 mm × 200 mm high) were cast, cured, and tested at seven days according to CNR 29/72 (Italian national center for research specifications). The materials used to prepare the mixes consisted of granular soil aggregate, Portland cement CEM IV/B 32.5 R, water, and A.C.S. in partial replacement of the binder. Table 1 and Table 2 technical sheets regarding chemical composition and Particle Size Distribution (PSD) of milled A.C.S. (CaSO4) employed in this experimental study are reported.
According to UNI EN 932-1 (Italian organization for standardization) specifications for stockpiles, Granular soil aggregates samples were collected. Once in the laboratory, they were reduced according to UNI EN 932-2 specifications to perform further tests (Fig. 2.).

Reduction of the granular sample UNI EN 932-2
According to UNI EN 933-1 specification and other tests, the pre-characterization phase continued conducting PSD tests focused on determining Atterberg limits following CNR-UNI 10014. After this phase was completed, PSD was compared with the aggregates grading requirements according to CNR 29/72.
Tests continued with determining the optimum water content and maximum dry density of the granular material, and, for this purpose, a modified Proctor test using UNI EN 13286-2 specifications was performed. Finally, specimens were cast (Fig. 3.), cured, and tested at seven days. Compression strength and indirect tensile strength tests were performed on the cylindrical specimens.

Cylindrical specimens removed from the molds
3 Experimental Results
The results of PSD compared with the grading of soil-cement mixtures are reported in Fig. 4.

Comparing PSD of granular material with aggregate grading used in C.B.M.
It is possible to see in the gr that the material is inside the grading. According to ASTM D3282-92, the material resulted in class A1-a. The tests performed on the granular soil material showed that it was non-plastic. Optimum water content and maximum dry density values obtained for the granular materials are reported in Fig. 5.

A.A.S.H.T.O. values of granular soil material
The chart shows that the value of optimum water content is 3.5% by weight on the aggregates.
After this first phase of the research was concluded, C.B.M. mixes were prepared. A total of 5 different mixes were studied, with variable percentages of cement and A.C.S. ranging between 1–3% and 0–4%, respectively. For each mix, five specimens were prepared, of which three were tested to determine compression strength and the remaining 2 for the indirect tensile strength test. Also, a reference C.B.M. mix with only Portland cement was cast and cured at seven days. The reference binder amount is 3% by weight of Portland cement that is 360 g of cement for each mix.
An important parameter to adapt depending on the amount of A.C.S. introduced in the mix is the water content: from the stoichiometric calculation, for every 100 g of A.C.S., the hydration reaction requires 25.4 g of water. It means that to maintain adequate workability, an increase in water content concerning the optimum from the Proctor test is necessary. Accordingly, the amount of water in each mix has been adjusted to take into account this.
Table 3 reports the binder's quantities per mixed batch (12 kg of aggregates), the mean values of unconfined compressive strength (U.C.S.), and indirect tensile strength (ITS) for each of the prepared set of specimens. Each mix proportion was named in terms of cement and A.C.S. percentage in the mix, preceded respectively by the letters P.C. (Portland Cement) and A.C.S.
PC3ACS0 represents the reference mix in which no A.C.S. was introduced.
The mean values of compressive strength alight good performances, especially for an overall binder content (given by the sum of cement and A.C.S. percentages) around 5%, if compared with the reference mix. The average compressive strength values performed on the samples (after seven days curing time) must be within the range of 2.5 and 4.5 MPa according to CNR 29/72. The standard also specifies that the construction manager can accept C.B.M. with compressive strength up to 7.5 MPa. It is essential to keep U.C.S. values reasonably below the upper limit to avoid brittle behaviors and consequently reflective cracking through the pavement layers until the surface during the infrastructure’ service life period.
ITS values confirm the good performance alighted above; furthermore, it emphasizes the high strength generated by increasing the amount of A.C.S. while keeping a constant overall percentage of binder (5%). The PC1ACS4 mix has obtained the best result, with an ITS value almost doubled regarding the reference mix. This mix, the reduction of 66% in cement content, has been possible if compared with the reference mix, with a significant gain for the environment and the infrastructures’ serviceability.
According to CNR 97/84, ITS must be greater than 0.25 MPa, so only the mix PC2ACS1 does not accomplish the standard requirements.
4 Conclusions and Further Developments
In this paper, the initial phase of the experimental campaign is reported to assess the mechanical properties of soil-cement mixes incorporating A.C.S. in partial replacement and CEM IV/B 32.5 R cement. A total of 25 cylindrical specimens were casted and tested: 4 mixes with A.C.S. and, for comparison, a reference C.B.M. without A.C.S. The following conclusions can be drawn from the results:
Analyzing the unconfined compressive strength, each mix accomplishes the standard requirements. Moreover, the use of A.C.S. combined with Portland cement, can provide adequate values of U.C.S., reducing the amount of cement in the mix.
ITS values confirm the excellent properties of the mixes that are more likely visible: the tests’ outcomes show an enhancement in ITS values, increasing the amount of A.C.S. in the mix while keeping the overall binder content around 5%. Besides, each mix showed higher performance than the reference mix containing 3% of Portland cement.
Furthermore, the use of Portland cement and A.C.S. in the mix design, in a percentage by weight on the aggregates around 5%, provides several benefits as a binder in C.B.M. First, the possibility to lower the footprint of C.B.M. on the environment by reducing the amount of cement in the mix up to 66%, concerning the reference mix. Second, the noticeably improve the indirect tensile strength until a value almost doubled if compared to the reference mix, keeping the unconfined compressive strength within the standard’s thresholds to avoid brittle behaviors.
Soon, a trail pavement will be built on the bases of the data obtained from the laboratory tests, in order to study the mechanical behavior in working conditions of the best designed C.B.M. mix. The road will be paved as a traditional infrastructure and used by heavy trucks and tested over time.
A 90 m long and 6 m wide embankment will be constructed, dividing the infrastructure into two sections paved as represented in Fig. 6, which differ only in the composition of the C.B.M. layer. In particular, the first section will have a reference C.B.M. layer without A.C.S. (PC3ACS0), whereas the second one will be constructed with a C.B.M. layer containing A.C.S. (the chosen mix is PC1ACS4).

Embankment’s sections and layers’ scheme
In situ tests will be performed to verify the potential applications and performances of A.C.S. in working conditions.
References
Lehne, J., Preston, F.: Making Concrete Change, Innovation in Low-carbon Cement and Concrete. Chatham House, London (2018)
Andrew, R.M.: Global CO2 emissions from cement production. Earth Syst. Sci. Data 10, 195–217 (2018)
Chen, I., Juenger, M.: Incorporation of waste materials into Portland cement clinker synthesized from natural raw materials. J. Mater. Sci. 44, 2617–2627 (2009). https://doi.org/10.1007/s10853-009-3342-x
O’Rourke, B., et al.: Development of calcium sulfate–ggbs–Portland cement binders. Constr. Build. Mater. 23, 340–346 (2009)
Gartner, E.: Industrially interesting approaches to “low-CO2” cements. Cem. Concr. Res. 34, 1489–1498 (2004)
Shen, W., et al.: Investigation on the application of steel slag–fly ash–phosphogypsum solidified material as road base material. J. Hazard. Mater. 164, 99–104 (2009)
Zhang, B., et al.: Slight-expansive road base course binder: properties, hydration and performance. Constr. Build. Mater. 150, 626–633 (2017)
Li, J., et al.: Investigation on the preparation and performance of clinker-fly ash-gypsum road base course binder. Constr. Build. Mater. 212, 39–48 (2019)
Xuan, D.X., et al.: Mechanical properties of cement-treated aggregate material – a review. Mater. Des. 33, 496–502 (2012)
Rombi, J., et al.: The use of granite byproducts deriving from tunneling excavations for road construction purposes. In: 5th International conference on Sustainability of Road Infrastructures (2012)
Acknowledgments
This study was supported and financed by the FLORSID within the project “Ricerca e sperimentazione sul sottoprodotto solfato di calcio nelle costruzioni e infrastrutture stradali”.
Authors would like to thank in particular Dr. Luca Pala, Laboratory and R&D Director at Fluorsid S.p.a., for promoting and developing the project R.I.U.S.A. (Road Infrastructures by Using Synthetic Anhydrite),
Author information
Authors and Affiliations
Contributions
Concept and methodology, J.R., M.C., M.O., and A.S.; experimental campaign and validation, J.R., M.O., and A.S.; analysis, M.O., J.R., A.S., and S.P.; writing, review and editing, J.R., M.S., A.S, S.P, MC and M.O.; project administration, M.C. and S.P. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Rombi, J., Coni, M., Olianas, M., Salis, M., Portas, S., Scanu, A. (2021). Application of Anhydrous Calcium Sulphate in Cement Bound Granular Pavement Layers: Towards a Circular Economy Approach. In: Gervasi, O., et al. Computational Science and Its Applications – ICCSA 2021. ICCSA 2021. Lecture Notes in Computer Science(), vol 12958. Springer, Cham. https://doi.org/10.1007/978-3-030-87016-4_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-87016-4_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-87015-7
Online ISBN: 978-3-030-87016-4
eBook Packages: Computer ScienceComputer Science (R0)