
Abstract
The research seeks to experimentally evaluate the utilisation of construction and demolition waste (CDW) in cement-treated sub-base, incorporating a blend of fly ash and lime. This involved mixing CDW-based recycled concrete aggregates (RCA) with natural aggregates in varying proportions (25%, 50%, 75%, and 100%) with a 25% increment. Additionally, 10%, 15%, and 20% of the cement (C) percentage was replaced with a mixture of fly ash and lime (FA + L). Overall, this investigation highlights the potential benefits of utilising CDW and waste fly ash in construction projects. The research involved conducting physical properties tests on natural aggregates and RCA, adhering to IS codes and MoRTH: 5th revision specifications. Strength and durability tests were performed in the laboratory, meeting IS, AASHTO Code and IRC: SP: 89 specifications. The physical and chemical properties of C + FA + L mixes with RCA blends were investigated. Numerous properties like specific gravity, Atterberg’s limit, pH, compaction, UCS, and CBR were determined to understand the effect of these blends. By conducting SEM and XRD analysis, we are able to delve into the microstructural properties of the mixture containing RCA, fly ash, and lime. This is especially important as the high specific gravity of RCA results in an improved MDD for the C + FA + L blend. After testing various proportions, it was found that a combination of 50% RCA and 50% NA with 6% fly ash and 6% lime produced the best results. Not only did this mixture increase the UCS value from 0.24 to 1.09 MPa, but it also showed an increase in the modulus of resilience (Mr) value. By introducing fly ash and lime into RCA + NA, significant enhancements in strength properties are achieved, thanks to the formation of CASH gel and CSH, as evidenced by X-ray diffraction analysis. This is further exemplified by the clear reflections of C–S–H gel revealed in the SEM image of the original CDW mix sample.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The transportation sector covers 64,285,009-km global network by connecting all merging towns and villages [1] with the highest material consumption in various centuries. In road connectivity, India secured second place globally having a road network of about 6,331,791 km which comprises of national and state-level highways, expressways, and major district and village roads [2]. The transportation industry has been the biggest carbon footprint generator, accounting 20% of the total CO2 emission [3]. Construction and demolition waste (CDW) is estimated around 100 million tonnes per annum in India. This makes it the third largest in the world by the mid-decade. The Indian construction sector is expected to grow at 7–8% annually over the next 10 years [4]. It is anticipated that about 70% of infra-structures are expected to exist by 2030 which demands extensive quantity of raw materials [5]. Amongst the total generated waste, only 20–30% is recovered adequately and the remaining large portion of things like bricks, concrete waste, soil, wood and metal, gravel, and masonry are disposed of in landfills or illegally dumped [6]. In recent era, there has been a substantial increase in the demand for recycling CDW materials due to increased environmental impact and rapid rate of natural resource depletion. The majority of developed Nations had built facilities for processing CDW material several decades ago. India’s first processing plant was installed and in function from 2009 at Burari, New Delhi, with a recycling capacity of 1200 tpd, subsequently in Shastri Park—New Delhi, Ahmedabad—Gujarat, Vikhroli—Mumbai, Kharghar—Mumbai, and East Kidwai Nagar—New Delhi [7]. The processed CDW material contains a substantial amount of recycled aggregate. It reduces the necessity of non-removable quarried aggregates that are essential constituents of road construction. Nowadays, the choice of materials and selection process with a low carbon footprint aids in the protection of natural resources. The majority of studies consist of the usage of CDW in concrete, agricultural, brick, and asphalt layer construction. The same has undervalued its usefulness in the pavement base and sub-base that have a significant possibility to consume a considerable amount of material in larger quantities.
Sustainable practice for pavement requires reduction in life cycle cost at the phase of design, construction, and maintenance along with bulk utilisation of non-conventional materials. Extensive research studies illustrate the application of industrial by-products like fly ash, lime, silica fume, ground granulated blast furnace slag (GGBS), and rice husk ash. The inclusion of such materials increases the density of the mixture and reduces rutting and cracking at an early age of construction to improve the conventional mechanical properties by replacing natural materials for base/ sub-base quality enhancement.
RCA and fly ash blends have the lowest early age strength compared to virgin material mixes, but over time significant improvement in mechanical properties has been noticed. Enhancement in the compressive and tensile strength has been observed as the pozzolanic reaction takes place [8]. The effect of fly ash and CDW in polymerised masonry mortar through mechanical and microstructure analysis concludes that the final mixture resulted in diverse outcomes of tensile strength with the change in SiO2 and Na2O content [9]. CDW is effective substitutes for virgin aggregates that perform not only aggregates but also contribute to the total volume of amorphous material. This CDW has a sufficient amount of Ca content that forms N–A–S–H and C–A–S–H mixes [10]. Lightweight aggregates (LWA) made from CDW/ fly ash/ GGBS were evaluated to monitor performance through water absorption. As a result, the strength and density of the granular particles made from LWA became an environmentally friendly and sustainable solution [11]. The characterisation of unbound CDW aggregates like crushed bricks (CB), recycled crushed concrete (RCA), and reclaimed asphalt pavement (RAP) has been investigated with lime content of 1–5%. Mechanical properties like unconfined compressive strength (UCS) and repeated load triaxial (RLT) have been examined, and the results were found satisfactory at initial 7 days of curing for CB and RCA mixes. Engineering properties made it clear that lime-stabilised CDW aggregates, especially CB and RCA, performed satisfactorily for the base/ sub-base layer implementation as compared to RAP. The effects of lime kiln dust/ cement kiln dust in different percentages of alkali-activated fly ash were studied. Lime kiln dust/ fly ash/cement kiln dust-stabilised CDW was discovered to be acceptable for unbound pavement layer supplication. Effective management of waste during recycling along with fines in stabilising CDW for road-building by-product may greatly reduce the carbon content for future road construction [12]. Alumina and silica are available in fly ash and can supplement the increased calcium level of lime kiln dust (LKD). A variety of LKD and FA mixes were examined and revealed that alkali activation with an optimum combination of 15% LKD and 15% FA showed a feasible option for base/ sub-base application [13, 14]. Automated scanning electron microscopy (ASEM) approach applied for the physical and chemical characterisation of fly ash in construction. Compressive strength, splitting tensile strength, flexural strength, and modulus of elasticity were measured at 7, 14, 28, 56, 91, and 365 days. The incorporation of fly ash as a partial replacement for fine aggregate enhances the strength qualities. It swiftly analyses the size, shape, and chemical content of individual fly ash particles out of thousands of samples via X-ray diffraction, ASEM, EDS, and particle size to distinguish the class F and class C fly ash [15,16,17,18]. RCA with lime/fly ash/silica fume/GGBS was investigated for concrete, masonry, sub-base, and base course [19,20,21]. The usage of fly ash in the form of binder results in decreased porosity and improved performance [22, 23]. Consequently, a reduction in the proportion of cement along with alternative raw materials such as fly ash and hydrated lime further decreases CO2 emissions [24]. The RAP blends demonstrated superior performance in Egyptian conditions compared to natural aggregates for base/sub-base layer application [29]. The results of the 100% RAP materials need to be supported by permanent deformation testing [31]. Superior-grade material for road bases is produced by combining RAP with virgin aggregate [32]. 90% of the total CO2 emissions and high energy consumption were caused by the mining and chemical manufacturing industries [34]. The CO2 in the manufacturing of building supplies is taken into consideration [35]. The carbon footprint is associated with recycling construction waste, specifically concrete, brick, steel, wood, and mortar [36]. The pavement usage phase, the allocation process, and the transportation distance of recycled solid waste materials all needed to be given greater consideration because they had a big influence on the LCA outcome [37]. The benefits of improved asphalt binders over unmodified binders were assessed using life cycle cost analysis (LCCA) [38].
Transport accounts for 20% of global CO2 emissions, making India the world’s largest material user. Reusing CDW materials is essential for sustainable pavement construction and resource preservation. Research indicates that base/sub-base quality and mechanical qualities are enhanced by industrial by-products such as fly ash, lime, silica fume, GGBS, and rice husk ash. In addition to lowering CO2 emissions, this eco-friendly, lightweight aggregates enhance building performance.
Objective and scope
The present study determines the laboratory evaluation and potential of CDW waste collected throughout the Surat district and processed at Surat Green Precast Private Limited (SGPPL). Around 600 tpd of waste was processed at SGPPL. Contractors have not shown confidence in utilising this waste for construction applications due to lack in laboratory evidence of material characterisation. The properties of CDW material vary according to the source. This novel research was carried out in order to accommodate a huge stack of processed RCA into the cement-treated sub-base. Therefore, a detailed experimental assessment is necessary to draw the attention of engineers and local contractors for replacing the natural aggregates with RCA.
Materials and test methods
Material
Before the utilisation of CDW wastes into cement-treated sub-base, it was treated and recycled before reaching the necessary aggregate size categories at the facility to generate recycled concrete aggregates (RCA). Chemical analysis of RCA material has been carried out, and chemical constituents are listed in Table 1. OPC of grade 53 was chosen within the study in order to fulfil the chemical standards specified in IS: 12269:1987 and physical requirements as per IS: 12269:1987. This research has utilised fly ash of Class F and was produced at thermal power plant. As per ASTM C618, the chemical constitutions of various material are shown in Table 1. Hydrated lime is additionally mixed with material as an additive. Hydrated lime having chemical compositions as per ASTM C977 is shown in Table 1.
Major constituents of CDW were recycled coarse aggregates (RCA), recycled fine aggregates, and recycled sand (R-Sand) which together account approximately 75% of CDW waste. The materials used aggregates with stipulated maximum size of 37.5 mm, 20 mm, and recycled sand. Physical characteristics of RCA were found according to IS specifications in the laboratory. Laboratory tests were undertaken on bound CDW material stabilised with fly ash and lime which encompassed their basic geotechnical properties. Particle size distribution, specific gravity, water absorption, impact, flakiness, elongation, and abrasion test were comprised to identify the fundamental properties as per Table 2. From the mentioned results, it was recorded that materials are acceptable for the use in the flexible pavement of sub-base layer as per the MoRTH 5th revision.
Mix proportions and test conducted
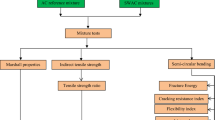
Figure 1 represents the overview of the work. In this the mix of cement-treated sub-base (CTSB), RCA in percentage of 25, 50, 75, and 100% (by weight of aggregates) were blended with cement in percentage of 3, 4, 5, and 6. Other than RCA, to limit the usage of cement by partly substituting it with cost-effective pozzolanic materials such as FA along with L mixes in the proportions of 10, 15, and 20 (percentage) were blended.

Overview of the present work
In Table 3, a sample mix proportion has been shown. Same percentage of cement + fly ash + lime was chosen for NA (100%), RCA (50%) + NA (50%), RCA (75%) + NA (25%), RCA (100%). For the cement-treated sub-base layer, the gradation was taken according to IRC: SP: 89 (Part-2) [39], i.e. grading IV as per Table 400–1 of MoRTH. With the job mix formula, the RCA and NA were mixed as per required gradation in different proportions. Cement, fly ash, and lime were added in the RCA and NA blends as per the described percentages. In the blended mixes the UCS, durability, repeated triaxial, proctor, and beam load test were carried out. The modified proctor test was conducted on different blends as per the IS: 2720 (Part-8) to find the optimum moisture content (OMC) and maximum dry density (MDD). The derived OMC and MDD were thereafter used to cast the mould for various test. In the present research, material has NMAS of 37.5 mm and comes under coarse grain size of the aggregate as per the IRC: SP: 89 (Part-1)-2010. The cubes of size 150 × 150 × 150 mm were casted to find the UCS of the blend. The collected samples were kept at the room temperature for 24 h before remoulding and then plastic wrapped till the curing time. The samples were kept for 7 and 28 days. The durability of stabilised material was found in accordance to Method 1 of IRC: SP: 89 (Part-1) [39]. To perform the test, two identical sets of a blend were prepared and each set contains three samples. All the samples were prepared with the predetermined OMC. The prepared samples were cured for 7 days. Then, one set was kept in the water bath and another was maintained in the moist room to maintain moisture for another 7 days. At the end of the 14 days, both the sets were tested for the strength. The ratio of wet UCS to dry UCS was calculated as resistance index (Ri). The index measured the resistance towards the effect of water on the strength. As per IRC: SP: 89 (Part-1)-2010, the Ri should be more than 0.80. To measure elastic modulus, beam load test was performed on the blends as per the IRC: SP: 89 (Part-2)-2018. The beams were casted having size of 700 × 150 × 150 mm for the test. The prepared moulds were remoulded after 24 h of casting and cured for 28 days before testing. The cylindrical specimen having diameter of 100 mm and height of 200 mm was synthesised for the repeated loading triaxial test to determine resilient modulus (Mr) as per AASHTO T307-99 [33]. The initial sitting load of 1000 cycles was imposed to the sample, and after that, fifteen different loading stages were applied on the specimen having 100 cycles of load at each stage. The prepared samples were cured for 28 days before testing. Morphological parameters of optimum mix have been investigated through SEM and XRD tests.
Results and discussion
The job mix formula was used to blend materials for work sampling, with the upper and lower limits determined by MoRTH specification for the cement-treated sub-base layer. The blends, consisting of natural aggregates and RCA materials, fall within the upper and lower limits of required gradations, as detailed in Tables 1 and 2. The RCA material exceeds IS specification for flexible pavement sub-base, with cement mortar forming attachments to recycled aggregates after concrete’s crushed life. RCA material has lower density and porous surface compared to NA, resulting in more water absorption [25]. The processing method to get aggregate from the concrete waste also affects the properties of RCA. Even the strength of RCA also gets influenced by the combined fraction type. The abrasion and impact value of the RCA material is found higher as compared to NA due to different compositions of the material [14, 25].
Proctor test was conducted on all the combinations due to variations in the binder content. The results of MDD and OMC of all the combinations are shown in Figs. 2 and 3, respectively. Both MDD and OMC play a vital part in the compaction properties and compaction curve [28]. The variation in the MDD was observed with varied percentage of RCA, cement, and fly ash along with lime. The OMC varies for different blends with increased binder content. The variation was found minor in the MDD and OMC values due to particle size distribution in the blend and the specific gravity of the material. Compaction level exceeds the initial matric suction and has a substantial impact on base and subgrade rutting as well as bottom-up fatigue cracking [30]. The addition of the fly ash and lime substance facilitates the compaction process [1]. The study reveals that as cement content increases, the OMC of the blend increases, and the MDD of the RCA (100%) is lower than that of the NA (100%).The RCA was crushed into significantly finer fractions during the compaction process than the NA, which led to a fall in dry density and an increase in water content. The results of the MDD and OMC are used to prepare the specimens for the UCS, durability, and RLT and beam test.

Gradation curve of blended combinations

Maximum dry density of different combinations
Samples with lower binder content (3–4% cement) were unstable with lime and fly ash, exhibiting weaker adhesion between binder and RCA-NA blend surface after remoulding. Hence, casting of the mould with the lower binder content was not adopted for the further strength test. The strength tests were performed on the samples with the cement content of 5 and 6%.
Unconfined compressive strength
The strength gain with cement stabilised RCA and NA material is presented in Figs. 4 and 5 for 7 and 28 days UCS value. The experimental results show negligible decrement with blending of NA75:RCA25 with various binder content. Further, a moderate decrement in the UCS value was found with NA50 + RCA50 blends. The improvement in the UCS value was observed with increasing cement content from 5 to 6%. The pozzolanic action of the fly ash and lime with cement is predominantly liable for the development of strength in the fly ash–lime blended mixtures. Calcium silicate hydrate (C–S–H) gel and calcium alumino silicate hydrate (C–A–S–H) gel were formed as a result of the lime’s greater calcium content being supplemented with silica and alumina-rich fly ash and silica. The binding gels’ pozzolanic reaction results in unconfined compressive strength growth of the mix proportions. The development of average UCS for different binder content is presented in Figs. 5 and 6 for 7 and 28 days.

Optimum moisture content of different combinations

Discrepancy in UCS of construction and demolition waste with lime–fly ash for 7 days

Discrepancy in UCS of construction and demolition waste with lime–fly ash for 28 days
Durability
A durability test using lime and flyash stabilised samples has been conducted in accordance with IRC:89 Part 1 to determine the impact of varying curing conditions. The test was designed to assess the durability of composites and their capacity to withstand the influence of water on stiffness under numerous curing conditions and was evaluated using the durability index. This metric measures resistance to the influence of water on strength. If the value is less than 0.80, it is assumed that the stabiliser content is low which ultimately has effect on long-term performance of pavement under different traffic conditions. In Fig. 6, the durability index for different combination of NA + RCA along with various % of binders has been shown. The durability index of (75% NA + 25% RCA) displays a value below the codal provision’s ideal limit. The composition of C(5%) + FA(20%) + L(10%) and C(6%) + FA(10%) + L(20%) typically reflects it.
Elastic modulus using beam load test
The extent of rigidity of CTSB has been checked through elastic modulus. The stiffness of the CTSB was determined by calculating the elastic modulus of sub-base using the formula provided as per IRC: SP: 89 parts –II. The result of 28-day cured sample for RCA (50%) + NA (50%) was tested by conducting a load test on the beam. Then, E-value has obtained with an experimental analysis and its comparison has carried out by using the equation for ECTSB mentioned in IRC: 37:2018. ECTSB was calculated from the formula of 1000* UCS, where the UCS of the CTSB at 28 days has been taken for the calculation. The ECTSB value for the mix proportion (RCA 50% + NA 50%) was 4067 MPa for the UCS sample, while the average E-value determined was 2565.23 MPa with the beam load test as per Table 4. The reason for the variation in E-value is that the load operated over a large surface area of the UCS sample, but in the beam load test, the point load impacts a smaller surface of the specimen. And also a lesser load has a greater influence on the specimen. The E-value represents the specimen’s stiffness and completely depends on the load value. As per the result, this might be one of the lower numbers recorded during the test. However, the ECTSB measured during the beam load test is within the range specified in the IRC: 37:2018.
Resilient modulus of the RCA (50%) + NA (50%) mixes
In compliance with AASTHO T307-99, RLT testing was performed using a variety of combinations, including blends of 50% RCA and 50% NA for 28 days of cured samples [33]. The change in Mr for varying FA + L content in the mix at varying confining pressures is displayed in Fig. 7. For all combinations, there are an increase in Mr with confining pressure and a rise in the concentration of lime and fly ash. The Mr values increase with an initial increment of lime and fly ash up to 30%. Subsequently, with a higher amount of lime and fly ash, the increment was not significant for all confining pressures. Additionally, it was noted that the modulus rose by 30% when the lime and fly ash concentration was increased from 10 to 30%. However, the increase in robust modulus was 34 and 36%, respectively, with 25 and 30% of lime + fly ash content. The mixture became homogenous with the high lime + fly ash content, and the Mr increase was negligible [26].

Change in durability index with changes in percentage of binder content
The modulus of rupture value increases with changes in confining and deviator stresses, as shown in figure. As confinement increases, the sample experiences a decrease in lateral strain and minimal axial distortion. Therefore, the specimen became stiffer and resulted in a higher MR value [27].
A pozzolanic reaction bonds the RCA particles with FA + L and cement. Likewise, the deviator stresses applied are considerably smaller than the compressive strength of the cementitious material. Consequently, the resilient modulus increased with the confining stresses. Resilient modulus values could be estimated from the unconfined compressive strength at 28 days of curing [43]. The study found that the resilient modulus values and the unconfined compressive strength have a good correlation (R 2 > 0.9177). Consequently, the resilient modulus values can be predicted from the unconfined compression test results using comparable (Fig. 8).
where Mr = resilient modulus (kPa), qu = unconfined compressive strength (kPa).

Resilient modulus versus confining stress for different mix proportions
Microstructure analysis
RCA (50%) + NA (50%) along with C (6%) + FA (15%) + L(15%) and C(6%) + FA(10%) + L(20%) was investigated for SEM and XRD. X-ray diffraction peaks in the range of 20–60° (2Z) on the XRD patterns were studied. The sample of mix combinations was broken into small pieces, for SEM study. Calcite (CaCo3) and dolomite [CaMg(Co3)2] compounds, which are nonhomogeneous and angular cement leftovers, were found in the RCA samples both before and after mixing, according to the SEM pictures and XRD study [48].
SEM analysis
Cube-shaped specimens were prepared as described earlier and later fractured to expose clean, fresh surfaces. The composition of CDW is a combination of various components, including aggregates; cement paste, and pores, which vary in size and shape. The strength of the sample is significantly influenced by its pore structure, and an increase in the number of pores leads to a reduction in mechanical strength. An SEM imaging mode was used to examine the microstructures of hardened paste samples after 28 days. In Fig. 9, sheet shape AFm (alumina–ferric oxide-mono) is seen. AFm is made by the decomposition of the Aft (alumina–ferric oxide-tri) and fly ash. It was responsible for the long-term strength as well as in durability aspect.

SEM image of RCA (50%) + NA (50%) along with C (6%) + FA (15%) + L (15%) for 7 days in 20.00UM
The author employed a combination of cement, fly ash, and lime to produce CDW mix in this investigation. The development of C–S–H gel is the main result of the reaction between cement and water. On the other hand, the reaction between ettringite and supplementary cementitious materials (such as fly ash and lime) leads to the formation of C–A–S–H gel as a secondary reaction shown in Fig. 10 [47]. It contributes to the production of a more refined gel and is also accountable for the long-term increase in strength. The alumina content has an impact on the production of C–A–S–H gel, and the amount of alumina present in fly ash is enough to generate the creation of secondary gel. The gel forms are substantiated by SEM examination.

SEM image of the control CDW mix samples
XRD analysis
X-ray diffraction (XRD) is a widely used analytical technique in materials science and various scientific disciplines. They use XRD to identify different phases present in a sample. This is particularly important when dealing with complex materials or mixtures and contributes to a comprehensive understanding of the sample composition. Different minerals obtained from the XRD data are responsible for different purposes. (i.e. Calcite indicates CaCO3 content, etc.)
The XRD analysis was carried out of 75-micron powder particles extracted from tested samples after 28 days. Chemical compounds were evaluated using Match 3 software. Hydration stoppage was also incorporated for test accuracy. The CDW mix samples identified minerals such as fettelite, haematite, calcite, bornite, quartz, etc.
The cubical form of hexagonal-shaped calcium hydroxide (bornite) was formed after the pozzolanic reaction. In line with early strength increment, the calcite (CaCO3) was responsible and found in all CDW mix samples but at different intensities. Quartz indicates the SiO2 content in the sample at the apex as depicted in Figs. 11, 12 and 13. As shown in XRD samples, bornite and portlandite are responsible for primary gel formation in the CDW mix. SEM images show the C–S–H and C–A–S–H gel formation with a denser matrix due to fly ash and lime, and the XRD results support the SEM images. In line with early strength increment, the calcite (CaCO3) was responsible and found in all samples but at different intensities.

XRD graph for C6:FA15:L15

XRD graph for C6:FA20:L10

XRD graph for C5:FA20:L10
Emission calculation at various stages
In past years, environmental issues were fairly minor considerations in the road construction sector. However, in recent years, society has became more aware of the changes happening in the environment and climate due to the construction of the road and transportation sectors. Starting with paying attention to the selection of road material choices and construction techniques, along with long-term maintenance. As a first step towards developing this framework, it was recognised that understanding all possible sources of direct and indirect CO2 emission during the life cycle of any road is vital [40]. CO2 emission was calculated by multiplying the total fuel consumption associated with material transportation with the emission factor [41]. Material transportation means transferring material from the source to the construction site using means of transportation. This is an integral part of highway construction. In Table 5, calculations for carbon emission were carried out for some majorly utilised materials.
Apart from transportation during plant operation, CO2 emissions also take place while compaction is done, as is asphalting [42]. At this particular stage, emissions are produced by various types of mechanical equipment, the onsite construction phase. While construction of sub-base/ base has been carried out, there are many pieces of equipment required for various functions. Total fuel consumption and total carbon emission are mentioned in Table 6; maximum CO2 emission has done around 9.394 tonnes by dump truck and 5.324 by wheel loader [44, 45].
Cost analysis for conventional sub-base and RCA-based CTSB
According to Table 7, the cost comparison of material has been performed by considering convention sub-base and RCA with fly ash and lime. The material costs (per m3) for the conventional mix are listed in Table 7 while RCA (50%)-NA (50%)-based cost is compared in Table 8. Recently, rates of material have been considered for the cost analysis.
It was discovered that including the RCA (50%)- NA(50%) for the building of the pavement’s sub-base layer will save 17.86% of the material cost (per m3) [46].
Conclusion
The research showed that the design of pavement would not only check from the structural point of view but also from environmental considerations. RCA has been replaced by natural aggregates at 25, 50, 75, and 100%. Cement is also partially substituted by fly ash (FA) plus hydrated lime (L) blends in the proportions of 10, 15, and 20% (by weight of cement).
-
The resulting MDD of the RCA (100%) was less as compared to NA (100%). Because the adhering substance of various materials on the surface of the RCA created a porous and considerably weaker fractured layer, the maximum dry density was reduced.
-
The mix with 50%RCA + 50%NA mixed with 6%C + 10%FA + 20%L met the standards specified in IRC 37:2018 for a 7-day average UCS value. Aside from that, the remaining proportions of mix having 50%RCA + 50%NA readily obtained the average unconfined compressive strength values of 7 and 28 days for successful utilisation in the pavement’s sub-base layer.
-
The durability index for all of the mix proportions was more than 0.80. This demonstrates that the stabiliser content was sufficient for the mix. This index measures the resistance of the concrete to the influence of water on its strength.
-
The E-value of the mixture fraction RCA (50%) + NA (50%) was calculated to be 2565.23 MPa. The computed E-value for the cement-treated sub-base layer is in the (2000–6000 MPa) range specified in IRC: 37:2018.
-
The RCA + NA aggregate with 6% cement and 10% FA + 20%L was micro-structured at various resolutions. The aggregate surface was examined for calcium hydrate, aluminosilicate hydrate, ettringite gel formation, micro-cracks, and pores.
-
It was found that using RCA(50%) + NA(50%) mixed with 6%C + 10%FA + and 20%L for the building of the pavement’s sub-base layer might save a significant proportion (17.86%) of money (per m3).
-
From XRD analysis, different peak broadening was detected which is inversely proportional to the materials size and directly proportional to the full width of half of maxima (FWHM) according to Scherer’s equation. The SEM image of the concrete sample under control shows C–S–H gel reflection.
-
From a sustainability point of view also, application of such industrial by-product and RCA-based materials helps to mitigate carbon emissions.
-
The laboratory examination of the materials used in building the pavement’s sub-base layer aided in selecting the most ideal mix proportion, RCA (50%)-NA (50%).
Recommendations
Only laboratory evaluation has been highlighted in this study. However, this study does not address the use of this material for pavement construction or its long-term performance for cement-treated sub-base construction. Fly ash is the only by-product used in this study; however, we can choose to explore and investigate other industrial waste, such as silica fume, GGBS, E-slag, etc.
Data availability
The data that support the findings of this study are available on request from the corresponding author, [Yadav and Kumar]. The data are not publicly available due to restrictions [e.g. their information that could compromise the privacy of research participants].
References
Mohammadinia A, Arulrajah A, Haghighi H, Horpibulsuk S (2017) Effect of lime stabilization on the mechanical and micro-scale properties of recycled demolition materials. Sustain Cities Soc 30:58–65
Government of India Ministry of Road Transport and Highways New Delhi, Annual Report 2022–2023 (2023)
Mohanty M, Mohapatra SS, Nayak S (2022) Efficacy of C&D waste in base/subbase layers of pavement–current trends and future prospectives: a systematic review. Constr Build Mater 340:127726
Lu W, Yuan H (2011) A framework for understanding waste management studies in construction. Waste Manag 31(6):1252–1260
Prakash R (2018) Strategy for promoting processing of construction and demolition (C&D) waste and utilization of recycled products. Ministry of Housing and Urban Affairs
Aayog NITI (2019) Resource efficiency and circular economy-current status and way forward. National Institution for Transforming India: New Delhi, India
BMTPC B (2018) Utilisation of recycled produce of construction & demolition waste: a ready reckoner
da Silva SR, de Oliveira Andrade JJ (2017) Investigation of mechanical properties and carbonation of concretes with construction and demolition waste and fly ash. Constr Build Mater 153:704–715
Das SK, Shrivastava S (2020) A study on the viability of fly ash and construction and demolition waste as geopolymerized masonry mortar and their comparative analysis. Mater Today: Proc 32:574–583
Cristelo N, Fernández-Jiménez A, Vieira C, Miranda T, Palomo Á (2018) Stabilisation of construction and demolition waste with a high fines content using alkali activated fly ash. Constr Build Mater 170:26–39
Nguyen HP, Le NL, Nguyen CT, Nguyen VT, Nguyen TT, Nguyen XH (2020) Lightweight concrete using lightweight aggregates from construction and demolition wastes—production and properties. In: ICSCEA 2019: Proceedings of the International Conference on Sustainable Civil Engineering and Architecture. Springer Singapore, pp 581–588
Arulrajah A, Mohammadinia A, D’Amico A, Horpibulsuk S (2017) Cement kiln dust and fly ash blends as an alternative binder for the stabilization of demolition aggregates. Constr Build Mater 145:218–225
Mohammadinia A, Arulrajah A, D’Amico A, Horpibulsuk S (2020) Alkali activation of lime kiln dust and fly ash blends for the stabilisation of demolition wastes. Road Mater Pavement Des 21(6):1514–1528
Beja IA, Motta R, Bernucci LB (2020) Application of recycled aggregates from construction and demolition waste with Portland cement and hydrated lime as pavement subbase in Brazil. Constr Build Mater 258:119520
Siddique R (2003) Effect of fine aggregate replacement with Class F fly ash on the abrasion resistance of concrete. Cem Concr Res 33(11):1877–1881
Aboustait M, Kim T, Ley MT, Davis JM (2016) Physical and chemical characteristics of fly ash using automated scanning electron microscopy. Constr Build Mater 106:1–10
Moghaddam F, Sirivivatnanon V, Vessalas K (2019) The effect of fly ash fineness on heat of hydration, microstructure, flow and compressive strength of blended cement pastes. Case Stud Construct Mater 10:e00218
Barbhuiya SA, Gbagbo JK, Russell MI, Basheer PAM (2009) Properties of fly ash concrete modified with hydrated lime and silica fume. Constr Build Mater 23(10):3233–3239
Arulrajah A, Piratheepan J, Ali M, Bo M (2012) Geotechnical properties of recycled concrete aggregate in pavement sub-base applications. Geotech Test J 35(5):743–751
Phummiphan I, Horpibulsuk S, Phoo-ngernkham T, Arulrajah A, Shen SL (2017) Marginal lateritic soil stabilized with calcium carbide residue and fly ash geopolymers as a sustainable pavement base material. J Mater Civ Eng 29(2):04016195
Mohammadinia A, Arulrajah A, Sanjayan J, Disfani MM, Bo MW, Darmawan S (2015) Laboratory evaluation of the use of cement-treated construction and demolition materials in pavement base and subbase applications. J Mater Civ Eng 27(6):04014186
Saha AK (2018) Effect of class F fly ash on the durability properties of concrete. Sustain Environ Res 28(1):25–31
Li L, Zhang H, Xiao H, Pei Y, Wang J (2023) Mechanical and microscopic properties of alkali-activated fly-ash-stabilised construction and demolition waste. Eur J Environ Civ Eng 27(8):2661–2677
Latawiec R, Woyciechowski P, Kowalski KJ (2018) Sustainable concrete performance—CO2-emission. Environments 5(2):27
Dhir RK, de Brito J, Silva RV, Lye CQ (2019) Properties and composition of recycled aggregates. In: Sustainable construction materials. Elsevier, pp 89–141
Patel S, Shahu JT (2016) Resilient response and permanent strain of steel slag-fly ash-dolime mix. J Mater Civ Eng 28(10):04016106
Olarewaju AJ (2015) A study on the dynamic dimensionless behaviours of underground pipes due to blast loads using finite element method. Earthquake engineering-from engineering seismology to optimal seismic design of engineering structures. IntechOpen
Arulrajah A, Disfani MM, Horpibulsuk S, Suksiripattanapong C, Prongmanee N (2014) Physical properties and shear strength responses of recycled construction and demolition materials in unbound pavement base/subbase applications. Construct Build Mater 58:245–257
Mousa E, El-Badawy S, Azam A (2020) Effect of reclaimed asphalt pavement in granular base layers on predicted pavement performance in Egypt. Innov Infrastruct Sol 5(2):57
Arab MG, Alzara M, Zeiada W, Omar M, Azam A (2020) Combined effect of compaction level and matric suction conditions on flexible pavement performance using construction and demolition waste. Constr Build Mater 261:119792
Mousa E, Azam A, El-Shabrawy M, El-Badawy SM (2017) Laboratory characterization of reclaimed asphalt pavement for road construction in Egypt. Can J Civ Eng 44(6):417–425
Mousa E, El-Badawy S, Azam A (2021) Evaluation of reclaimed asphalt pavement as base/subbase material in Egypt. Transp Geotech 26:100414
AASHTO DESIGNATION T 307-99 (2000) Standard specification for transportation materials and method of sampling and testing, Twentieth Edition, Part II tests. American association of state highway and transportation officials
Sizirici B, Fseha Y, Cho CS, Yildiz I, Byon YJ (2021) A review of carbon footprint reduction in construction industry, from design to operation. Materials 2021, 14, 6094. Sustain Construct Mater, 125
Li N, Mo L, Unluer C (2022) Emerging CO2 utilization technologies for construction materials: a review. J CO2 Utilization 65:102237
Wang T, Li K, Liu D, Yang Y, Wu D (2022) Estimating the carbon emission of construction waste recycling using grey model and life cycle assessment: a case study of Shanghai. Int J Environ Res Public Health 19(14):8507
Li J, Xiao F, Zhang L, Amirkhanian SN (2019) Life cycle assessment and life cycle cost analysis of recycled solid waste materials in highway pavement: a review. J Clean Prod 233:1182–1206
Kumar SA, Tahseen H, Mallick RB, Veeraragavan A. Life cycle cost analysis of flexible pavements with modified asphalt mixes–Indian experience
IRC:SP:89 (2010) Guidelines for soil and granular material stabilization using cement, lime and flyash, Indian Roads Congress, New Delhi
Jiang R, Wu P (2019) Estimation of environmental impacts of roads through life cycle assessment: a critical review and future directions. Transp Res Part D: Transp Environ 77:148–163
Lee J, Tae S, Kim R (2018) A study on the analysis of CO2 emissions of apartment housing in the construction process. Sustainability 10(2):365
Florkova Z, Sedivy S, Pastorkova J (2021) The environmental impact of asphalt mixtures production for road infrastructure. In: IOP conference series: materials science and engineering, Vol. 1015, No. 1. IOP Publishing, p 012097
Kim DH, Siddiki NZ (2006) Simplification of resilient modulus testing for subgrades. JTRP Technical Report, Indiana Department of Transportation and Purdue University, West Lafayette, Indiana, USA
Huang Y, Hakim B, Zammataro S (2013) Measuring the carbon footprint of road construction using CHANGER. Int J Pavement Eng 14(6):590–600
Abolhasani S, Frey HC, Kim K, Rasdorf W, Lewis P, Pang S (2012) Real-world in-use activity, fuel use, and emissions for nonroad construction vehicles: a case study for excavators. J Air Waste Manag Assoc 58(8):1033–1046
Patel D, Kumar R, Chauhan K, Patel S (2019) Effects of stabilization on engineering characteristics of fly ash as pavement subbase material. Geotechnics for transportation infrastructure: recent developments, upcoming technologies and new concepts, vol 2. Springer, Singapore, pp 127–137
Lesovik VS, Ahmed AA, Fediuk RS, Kozlenko B, Amran YH, Alaskhanov AK, Uvarov VA (2021) Performance investigation of demolition wastes-based concrete composites. Mag Civ Eng 106(6):10608
Arisha AM, Gabr AR, El-Badawy SM, Shwally SA (2018) Performance evaluation of construction and demolition waste materials for pavement construction in Egypt. J Mater Civ Eng 30(2):04017270
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study and preparation of the manuscript. Material preparation, data collection and data analysis were performed by NY and RK. The first draft of the manuscript was written by NY and all authors commented on the previous version of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Ethical approval
All procedures performed in studies involving human participants were in accordance with the ethical standards of the institutional and/or national research committee and with the 1964 Helsinki declaration and its later amendments or comparable ethical standards.
Informed consent
Informed consent was obtained from all participants.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Yadav, N., Kumar, R. & Jethy, B. Influence of supplementary cementitious materials along with construction and demolition waste in pavement cement-treated sub-base applications. Innov. Infrastruct. Solut. 9, 65 (2024). https://doi.org/10.1007/s41062-023-01358-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-023-01358-5