
Abstract
A Kolsky Bar method for high-rate indentation is being developed. Samples are adhered to the end of the input bar and the indenter is mounted directly on the end of the output bar. When the input pulse reaches the sample, the sample is driven into the output bar and loaded. By carefully choosing the lengths and impedances of the bars and striker, the maximum load and loading duration can be reliably controlled. It can furthermore be ensured that the sample is only subjected to a single loading, i.e., the sample is not reloaded due to later stress-wave reverberations in the bars even though a momentum trap is not used. Depending on the sample and desired indentation load, very small output bars may be needed. For this reason, the output bar is instrumented with a normal displacement interferometer on the free-end. This choice of instrumentation is highly sensitive and also can be used to verify that the sample only experiences a single loading cycle. The current study is preliminary and focuses on Vickers indentation of OFHC Cu. However, the method is applicable to a wide range of materials and has the potential for loading times less than 5 μs, about a factor of 20 shorter than the current state of the art.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Key words
11.1 Introduction
Indentation tests are performed to determine the hardness of materials. An indenter, typically diamond, is pressed into a sample at a known force and the size of the resulting indentation is used to calculate a hardness value for that indenter type and that specific load. There are standards for hardness testing, see for example [1, 2] for Knoop and Vickers hardness testing of ceramics. It is a useful test because it is fast, inexpensive, and essentially non-destructive. Although it is an indirect measure, hardness is related to the mechanical properties of the material, and a considerable amount of information can potentially be obtained from a simple experiment; see for example [3].
Conventional hardness testing is done with loading times on the order of tens of seconds. Because mechanical properties are often rate sensitive, there is an interest in developing high rate hardness testing methods. To address this need, [4, 5] developed a modified Kolsky bar (Split Hopkinson Pressure Bar) to perform hardness tests with indentation times in the range of 100–500 μs. In this configuration, the indenter is mounted at the end of an input bar. The sample is mounted on a fixed base that incorporates a load cell. A striker impact drives the indenter tip into the sample and the indention force is measured by the load cell. A momentum trap on a flanged input bar is used to ensure the sample is only loaded once. The indentation size is measured directly from the recovered sample providing the information needed to determine a hardness value. The objective of the present work is to develop a miniature Kolsky bar method that can provide even shorter loading times (<5 μs) to complement existing capabilities.
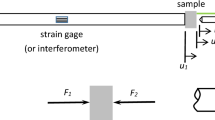
The basic arrangement is shown in Fig. 11.1. A striker bar impacts the end of the input bar; a pulse shaper may be used if necessary. The input bar is standard, with no flange or momentum trap, and is instrumented with strain gages at the mid-point. If the input bar is small enough, an interferometer can be used instead. This could be a Transverse Displacement Interferometer (TDI) [6, 7] or a Photon Doppler Velocimeter (PDV) [8, 9]. The sample is glued or in some other way fastened to the end of the input bar. Its dimensions are small but large enough that the resulting indentation is free from edge effects. A small gap may be left between the sample and the indenter tip to prevent premature loading during set up. When the input pulse reaches the sample, it is driven into the indenter tip. The pulse transmitted into the output bar reflects from the free-end and back to the sample. If the bar geometry and materials are chosen carefully, the indenter will separate from the sample and travel downrange without re-loading the sample. This will typically require a very low-impedance output bar (low density, low wave speed, and/or small diameter). The sample can then be removed from the bar and the indentation analyzed post-mortem. The advantage of this approach is that various stop rings and momentum traps are not needed to control the sample loading. This makes it easy to use small diameter bars. Since small diameter bars have short rise-times, higher loading rates can be obtained.

A Kolsky bar used for high rate indentation
11.2 Example
An application is now presented with a Vickers indent into OFHC Cu. The copper sample is cylindrical with L = D = 3.18 mm. It is glued to the end of 3.18 mm diameter steel input bar, 405 mm long. The striker is 25 mm long, 3.18 mm diameter, and a small amount of vacuum grease is used as a pulse shaper. The output bar is 40 mm long and 1.59 mm diameter. The indenter is embedded in the end of a 3.18 mm. The input bar is instrumented with strain gages, and the output bar with an NDI. The pulses are shown in Fig. 11.2. The NDI measures displacement, but it can be related to the traditional strain measurement using standard equations [7].

Stress waves from an indentation into OFHC Cu
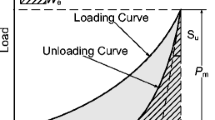
The input pulse is rounded due to the pulse shaper. The output pulse is small, but easily measured by the highly sensitive NDI. The load vs. indentation depth curve, calculated from a standard analysis, is shown in Fig. 11.3. The peak force is 25 N and the maximum indentation depth is 38 μm. The loading time is about 10 μs. The indentation rate is not constant, reaching a peak of about 4 m/s. It could be made more constant by appropriate pulse shaping.

Force vs. Vickers indentation depth for OFHC Cu, along with the loading rate (rate of indentation depth)
That the sample is not reloaded can be deduced from the relative magnitudes of the signals shown in Fig. 11.2. If each end of the two bars remain free after the experiment, the reflection and the output pulse will continue to reverberate in the input and output bars, respectively, long after the sample has been loaded. The reflection will act at the sample periodically, separated by the time needed to travel the length of the input bar and back to the sample. Each time this occurs, the end of the sample will move towards the indenter by an amount proportional to the area under the reflected pulse, in this case 38 μm. Similarly, each time the reflection of the output pulse acts at the indenter tip, it moves away from the specimen 4.4 μm. Based on this, one might expect reloading to occur, but since the input bar is considerably longer than the output bar, reverberations in the output bar occur 10 times as frequently as those in the input bar, and the sample is not reloaded.
1.6 mm diameter steel bars can typically resolve events at frequencies as high as 3 MHz, thus very high loading rates can potentially be obtained. Further reducing bar size can be used for faster events, provided indenters can be mounted. For example, the markers in Fig. 11.3 are at time intervals of 0.2 μs. The sharp temporal resolution at the point of peak stress and as the sample unloads is notable and greatly exceeds the capabilities of commercially available load cells.
11.3 Conclusion
A high rate indentation method is under development which has the potential for loading times under 5 μs. This will permit hardness testing at rates at least an order of magnitude higher than currently used methods. A key feature is the use of bars that are tailored to the sample to achieve the desired indentation load and rate. This typically requires small, low-impedance bars, which has the added benefit of increasing the sensitivity of the force and displacement measurements both in time and magnitude. An example was given for a Vickers indentation into copper. Application of the method to other materials and indenter shapes seems straightforward.
References
ASTM C1326-13: Standard Test Method for Knoop Indentation Hardness of Advanced Ceramics. ASTM, West Conshohocken, PA (2018)
ASTM C1327-15: Standard Test Method for Vickers Indentation Hardness of Advanced Ceramics. ASTM, West Conshohocken, PA (2019)
Kalidindi, S.R., Pathak, S.: Determination of the effective zero-point and the extraction of spherical nanoindentation stress-strain curve. Acta Mater. 56(14), 3523–3532 (2008)
Subhash, G., Koeppel, B.J., Chandra, A.: Dynamic indentation hardness and rate sensitivity in metals. ASME J. Eng. Mater. Technol. 121, 257–263 (1999)
Koeppel, B.J., Subhash, G.: Characteristics of residual plastic zone under static and dynamic Vickers indentations. Wear. 224, 56–67 (1999)
Kim, K.S., Clifton, R.J., Kumar, P.: Combined normal-displacement and transverse-displacement interferometer with an application to impact of y-cut quartz. J. App. Phys. 48(10), 4132–4139 (1977)
Casem, D.T., Grunschel, S.E., Schuster, B.E.: Normal and transverse displacement interferometers applied to small diameter Kolsky bars. Exp. Mech. 52(2), 173–184 (2012)
Strand, O.T., Goosman, D.R., Martinez, C., Whitworth, T.L.: Compact system for high-speed velocimetry using heterodyne techniques. Rev. Sci. Instr. 77, 083108 (2006)
Avinadav, C., Ashuach, Y., Kreif, R.: Interferometry-based Kolsky bar apparatus. Rev. Sci. Instrum. 82, 073908 (2011)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Society for Experimental Mechanics, Inc
About this paper

Cite this paper
Casem, D.T., Pittari, J.J., Swab, J.J. (2022). High-Rate Indentation Using Miniature Kolsky Bar Methods. In: Mates, S., Eliasson, V. (eds) Dynamic Behavior of Materials, Volume 1. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-030-86562-7_11
Download citation
DOI: https://doi.org/10.1007/978-3-030-86562-7_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-86561-0
Online ISBN: 978-3-030-86562-7
eBook Packages: EngineeringEngineering (R0)