
Abstract
The paper shows studies boride coatings, which were created using treatment with currents. Chemical reactions characterized the boriding procedure at various temperatures are presented. To establish practically realizable reactions of surface chemical (topochemical) boriding and the accompanying high-temperature processes, a model mixture was prepared containing P-0.66 flux and boron carbide. A method of the experimental study of coatings applied on specimens by HFC-heating was developed. A study of the composition and properties of the products formed during the SHS process in the basic mixture on the surface of S355 steel parts during HFC-heating has been made, and it has been shown that aluminum oxide, aluminum nitride (by-product), and amorphous boron are formed under these conditions, and composite porous inhomogeneous coatings up to 250 μm thick, based on aluminum oxide, SHS products in the basic mixture and traces of high-speed HFC-boriding products are formed on the workpiece surface. The formed coatings are composite materials based on alumina, SHS products in the base mixture and the product of fast HFC-boriding of the surface of a steel part being formed during SHS-boriding, having the porous heterogeneous structure, insufficient thickness and low hardness.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The successful solution of production efficiency are closely connected with more rapid scientific and technical progress. For this purpose, it is necessary to create and implement fundamentally new types of technology and engineering connected with material science. This especially concerns parts subject to friction, upon which the safety and durability of modern machinery [1].
Nevertheless, low hardness and poor wear-friction restrict their use, especially in tribological applications [2,3,4].
Tribology is a universally faced problem in the mining and chemical industries. Various tribology processes occur in different industries, such as abrasion, corrosion, adhesion and erosion [5]. Erosion and corrosion predominantly affect the efficiency and life of machinery used in the chemical and mining industries [6].
Improving operational properties and wear resistance of essential machine parts is acute for modern machine engineering. These problems are solved both at the stage of manufacture by improving production technologies and application of modern materials and protective and wear resistant coatings [7].
Various types of coating powders are used to protect the surfaces of different components of machinery [8].
Among the works devoted to technological methods of improving operational properties the ones aimed at improving stability of cutting processes, materials and coatings should be mentioned at steel [9].
Owing to the combination of good mechanical properties and excellent corrosion resistance, steel is widely used in mining machinery [10, 11].
High corrosion and wear resistances are basic requirements of materials operating in aggressive environments such as those found in the petrochemical industry. Among the commercially available alloys, steels are well-established candidates for applications where good mechanical properties and high corrosion resistance are demanded. Although largely used, conventional steel grades are not generally regarded as wear-resistant materials, even though some of those alloys can be cold-worked (ferritic and austenitic) or heat-treated (martensitic) to improve their hardness.
An interesting approach proved to effectively increase the wear resistance of stainless steels is the use of minor additions of boron to form hard phases [12].
Arji et al. [13] performed an experimental study to investigate erosive wear boride coating sprayed on mild steel. They found that B had improved the wear of mild steel substrate. Karimi et al. [14] also investigated the porosity of sprayed boride coatings after the remelting processes.
The process of conventional diffusion boriding is a quite common method of steel and steel parts case-hardening [15]. When boriding, an obtained saturable surface often contains two-phases consisting of mixed borides, FeB and Fe2B, and a transition zone represented by solid solution of boron and other elements contained in the steel in α-Fe form. After conventional boriding, the coating microstructure most often represents boride needles intergrown by their lower parts forming the layer of coating. The resulting internal tensile stresses in the borated coating significantly reduce its ductility, so stripping and chipping of such strengthening coating occurs, up to its complete destruction subject to relatively small bending, impact, or compressive stresses, and especially to alternate loads and vibrations.
All the above mentioned restricts the mass use of isothermal boriding for steel parts surfaces hardening [16].
However, in the case of boriding using HFC-heating, the rate of the formation of coating increased tenfold due to the enhancement of the heating rate, and there is no need in the protective atmosphere subject to addition of special fluxes, as the boriding time does not exceed several minutes. Besides, HFC-heating makes it possible to shorten the time of exposure of the base material to high temperatures, and easily combine the boriding process with the subsequent heat treatment. In the future, a short time of boriding when using HFC-heating can make the use of this method of boriding in processing lines, in mass production and with a large number of parts to be hardened.
The main prerequisite for developing the new boriding method in controlled topochemical reaction Fe + B was the results first published in the work [17], where the authors of the methods of differential thermal analysis (DTA) showed that chemical interactions between boron, iron and its oxides that are always on steel surface and lead to the formation of iron borides, begin at 500–700 °C in an inert, rarefied atmosphere and end after the formation of d-metals borides. Based on the data from the work, the total boriding process of steel oxidized surface can be described by the following reaction:
The preliminary experiments that we have been conducted showed the possibility of the formation of boride coatings on the surface of steel parts subjected to HFC-heating. In the course of preliminary experiments, it has been revealed and confirmed that the rate of reaction and thus the formation of a coating increases by a factor of ten compared to the isothermal steel case-hardening in the furnace, when increasing the rate of heating, and also it has been found that the use of borate fluxes, for example, the original P-0.66 flux, is mandatory for obtaining high-quality extended coatings.
The research of SHS-processes in the system and its modified versions is necessary to establish the patterns of initiation and combustion of mixtures of various compositions, as well as to control this process with the possibility of subsequent production of high-quality hardening boride coatings on the surface of a steel part 150–200 μm thick, and the development of a prototype of an effective technology.
2 Materials and Methods
For studying the processes of boriding using HFC-heating of surfaces made of major brands of structural and alloyed steels used in machine building, and determination of the impact of carbon and allying elements contents in steel on the physical, physical and mechanical properties and wear resistance of boride coatings, the specimens of coatings on steels of St3, St45, 40KhN, 50G, 50KHGA, and 65 G grades have been obtained from the boriding mixture based on boron carbide and amorphous boron under conditions of HFC-heating. The boriding process temperature in all cases was 950–1250 °C, while the time of saturation was 40–180 s.
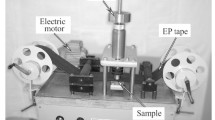
To form hardening coatings by borating, engineers use an ELSIT-100-40/70 (OOO ELSIT, Tomsk) high-frequency transistor converter (inverter). The ELSIT inverter consists of a frequency converter power block based on IGBT (Germany) units with a microprocessor control system and a transformer unit with resonance capacitors, which provide galvanic network isolation and load matching. The inverter power is 100 kW in the frequency range 40–70 kHz.
We used a laboratory SNOL PL-20/14N (ZAO Nakal) induction furnace for heat treatment of hardened parts (quenching, tempering). A SNOL PL furnace is intended for heating and performing heat treatment of various materials under laboratory conditions.
Templates and specimens for metallographic tests were prepared from steel plates with surface alterations showed themselves after SHS process under HFC-heating in the places of application of coatings. The following parameters were investigated and established: the structure of samples in the zones of surface alterations (of presumably formed coatings); the borated layer thickness; microhardness and its distribution over the height of the coating.
To prepare thin sections, the following equipment was used: Labotom-03 Struerus manual cutting machine for preliminary specimen cutting; CitoPress-1 Struerus automatic electro-hydraulic press for template pressing into plastic; LaboPol-5 Struerus grinding and polishing machine.
To identify the surface structure of the specimens, the surfaces of prepared microsections was treated with 4% Nitric Acid solution in ethanol for 5–7 s. After the sections were etched, images of specimens were taken using an OLYMPUS GX51 inverted metallographic microscope.
The microhardness was measured by Vickers method using the KMT-1 apparatus, the load F = 1 N, exposure time t = 10 s, magnification 370*.

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 1 (general view, magnification ×100)

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 1 (transition zone, magnification ×500)

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 1 (borated layer, magnification ×500)

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 1 (borated layer boundary, magnification ×500)

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 2 (area 1, general view, magnification ×500)

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 2 (area 1, general view, magnification ×1000)
3 Experimental Results
In Figs. 1, 2, 3, 4, 5 and 6 show the results of investigation of the coating structure obtained during SHS taking place in the process of HFC-heating of specimen No. 1 mounted on a S355 steel plate (Russian analogue is 17G1S steel) at various magnifications.
As it shown in Fig. 1, when the SHS process is taking place during HFC-heating of molded cylindrical sample No. 1 made of the basic mixture, the formation of a porous coating with a complex structure of a transition zone with several components in its composition was really observed at the place of its application to the surface of the S355 steel plate. The thickness of the resulting coating ranged from 150 to 250 µm.
The complex structure of the coating-metal matrix transition zone, the multi-component composition and porosity of the resulting coating are clearly visible on polarized-light images made with high magnification (see Figs. 2, 3 and 4).
Structures similar to those observed above were obtained both on steel S355 and during SHS-process occurring in the course of HFC-heating of specimen No. 3 applied to the surface of a steel plate with the difference that their thickness was 70–100 µm.
The decrease in the thickness of the coatings formed during the SHS process occurring in the course of HFC-heating of sample No. 3 is explained by its lesser height (volume, mass), and hence the smaller quantity of surface-active products formed during combustion.
Besides, a lesser amount of the initial composition in cylindrical specimen No. 3 forms a lesser quantity of heat necessary for melting the products and possible surface reaction of boriding.
The coatings obtained during the SHS process occurring in the course of HFC-heating of sample No. 2 (sheath) have a completely different structure.
As it seen from Figs. 5, 6, 7 and 8, two zones (areas) of coating with different thicknesses and structures are produced in a coating formed by the SHS-process occurring in the course of HFC-heating of the sheathing made of 2–3 mm thick basic composition applied to the surface of S355 steel.

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 2 (area 2, general view, magnification ×500)

Microstructure of the coating obtained on steel S355 during the SHS-process occurring in the course of HFC-heating of specimen No. 2 (area 2, general view, magnification ×1000)
The central zone of coating (section 1) has formed at the site of maximum high-frequency heating of the steel plate with a sheathing of basic composition applied to it, and the peripheral zone of coating (section 2) has formed along the borders of the coating, within the areas of minimum heating, maximum heat removal and long-term oxygen exposure in the course of formation of the coating.
The microstructure and composition of the peripheral zone coating are similar to those for the coating obtained during SHS-process occurring in the course of HFC-heating of specimens Nos. 1 and 3, the structure of the coating-base metal transition zone is also similar (see Figs. 7 and 8, area 2).
The microstructure and coating composition of the central zone differs from those for previously obtained coatings (see Figs. 5 and 6, area 1). In the coating formed in the central zone, despite its insignificant average thickness (50–70 μm), the formation of a structure characteristic of boride phases is observed: closed dark carbide regions, light interlayers of iron-boride and iron-carbo-boride eutectics, inclusions of dark crystalline carbides and carboborides (see Figs. 5, 6 and 7).
Based on the microscopic images, the maximum thickness of the layer for each specimen. It was 163 µm—for the first specimen, 66 µm—for the second, and 77 µm—for the third ones.
4 Conclusions
Thus, in the course of the research, a method of the experimental study of coatings applied on specimens by HFC-heating was developed. It is clear that the formed coatings are composite materials based on alumina, SHS products in the base mixture and the product of fast HFC-boriding of the surface of a steel part being formed during SHS-boriding, but having the porous heterogeneous structure, insufficient thickness and low hardness due to the high content of alumina and side reactions (nitriding of aluminum, boron burnout, etc.).
It is possible to obtain more uniform, extended and harder coatings are only subject to modifying the base mixture: increase of aluminum content, addition of fluxes and adjustment of the particle-size and chemical composition of the powder material.
References
Zhu T, Li M (2010) Effect of hydrogen addition on the microstructure of TC21 alloy. Mater Sci Eng A 527(26):7080–7085
Zhu YS, Lu WZ, Zuo DW (2014) Microstructure and tribological properties of REs borided TC21 alloy. Surf Eng 30(8):612–618
Zhu YS, Lu WZ, Zuo DW, Sun YL, Wang H, Xu J (2013) Effects of rare earth additions during surface boriding on microstructure and properties of titanium alloy TC21. Mater Sci Technol 30(14):1765–1769
Patil CS, Ansari MI (2021) Influence of micro B4C ceramic particles addition on mechanical and wear behavior of aerospace grade Al-Li alloy composites. Sadhana Acad Proc Eng Sci 46(1):11
Ansari F, Ries MD, Pruitt L (2016) Effect of processing, sterilization and crosslinking on UHMWPE fatigue fracture and fatigue wear mechanisms in joint arthroplasty. J Mech Behav Biomed Mater 53:329–340
Chattopadhyay R (1993) High silt wear of hydroturbine runners. Wear 162:1040–1044
Krasnyy V (2019) The use of nanomaterials to improve the wear resistance of machine parts under fretting corrosion conditions. IOP Conf Ser Mater Sci Eng 560:012186
Singh J, Kumar S, Mohapatra S (2018) Erosion wear performance of Ni-Cr-O and NiCrBSiFe-WC(Co) composite coatings deposited by HVOF technique. Ind Lubr Tribol 71(4):610–619
Maksarov V, Khalimonenko A, Timofeev D (2014) Machining quality when lathing blanks with ceramic cutting tools. Agron Res 12(1):269–278
Chiu KY, Cheng FT, Man HC (2006) Corrosion behavior of AISI 316L stainless steel surface-modified with NiTi. Surf Coat Technol 200:6054–6061
Sun Y, Rana V (2011) Tribocorrosion behaviour of AISI 304 stainless steel in 0.5 M NaCl solution. Mater Chem Phys 129:138–147
Koga G, Zepon G (2019) Wear resistance of boron-modified supermartensitic stainless steel coatings produced by high-velocity oxygen fuel process. J Therm Spray Technol 28:2003–2014
Arji R, Dwivedi D, Gupta S (2009) Some studies on slurry erosion of flame sprayed Ni-Cr-Si-B coating. Ind Lubr Tribol 61(1):4–10
Karimi M, Salimijazi H, Golozar M (2016) Effects of remelting processes on porosity of NiCrBSi flame sprayed coatings. Surf Eng 32(3):238–245
Ishkov A, Malikov V (2019) Chemical reactions at high-speed HFC-boriding. J Phys Conf Ser 1399(4):044116
Dmitriev SF, Ishkov AV (2016) Subminiature eddy current transducers for studying boride coatings. J Phys Conf Ser 729(1):012018
Yankauskas V, Katinas E, Skirkus R, Aleknyavichene V (2014) The method of hardening soil rippers by surfacing and technical–economic assessment. J Frict Wear 35:270–277
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Ishkov, A., Malikov, V. (2022). Microstructure and Composition Boriding Coating Based on Boron Carbide and Amorphous Boron. In: Beskopylny, A., Shamtsyan, M. (eds) XIV International Scientific Conference “INTERAGROMASH 2021”. Lecture Notes in Networks and Systems, vol 247. Springer, Cham. https://doi.org/10.1007/978-3-030-80946-1_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-80946-1_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-80945-4
Online ISBN: 978-3-030-80946-1
eBook Packages: EngineeringEngineering (R0)