
Abstract
Construction waste was processed into recycled coarse aggregates of 5–20 mm and fine aggregates of 0–5 mm by using a mobile crushing and screening process. Cementitious materials such as cement, fly ash, asphalt mixture reclaimed dust, and additives were added to prepare the low strength and high fluidity materials. Volumetric method was used to design the mix proportion of different materials. The optimum mix proportion of 0–5 mm recycled fine aggregates and 5–20 mm recycled coarse aggregates for the mix design was found to be 33.5% and 66.5%, respectively. The workability and mechanical properties of low strength and high fluidity materials mixed with different cementitious materials were investigated. The results show that the material workability decreased with increasing asphalt mixture reclaimed dust and increased after adding water reducing admixture. The 28-day compressive strength is found to be between 1.4 and 4.1 MPa meeting the material specification requirements.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

1 Introduction
With the continuous acceleration of China's urbanization, the number of excavation backfill projects in various regions is increasing. The traditional backfill construction generally adopts graded sand, gravel packing, or excavation soil to meet the specification requirements for layered filling and compaction. However, due to the narrow construction site and the existence of underground structures, it is often impossible to use conventional compactors and other compaction tools that lead to difficulties in ensuring the compaction quality and often induces engineering distresses [1, 2]. On the other hand, a large number of construction wastes are generated in the process of demolition and reconstruction. Many cities and regions have seen an increasing phenomenon of ‘encircle the city with garbage’. Therefore, it becomes a crucial venture to make full utilization of resources that are attribute of construction wastes.
Low strength and high fluidity materials are generally prepared by utilizing the recycled aggregates of the construction waste as raw materials. With their high fluidity, they can be filled to form a self-compacting structure under the action of dead weight without or a little vibration [2, 3]. They can also be constructed in narrow and hard-to-reach places. Due to their low strength and relatively low requirements for raw materials [4], the recycled aggregates are used to replace the natural stones and the reclaimed dust to replace a part of fly ash. On the premise of ensuring the mechanical properties of materials, it not only saves natural raw materials, but also provides an effective way for the resource utilization of construction waste.
2 Regeneration Treatment Process of Construction Waste
The mobile construction waste treatment process is adopted to recycle brick and concrete construction waste from Cangzhou municipal material yard. The treatment process mainly includes pretreatment, sorting and removal of impurities, crushing, and screening [5] (Fig. 1).

Mobile construction waste treatment process
Among them, the crushing task mainly depends on the mobile crush equipment. Mobile crush equipment is comprised of vibrating feeder, crusher, screening system, and sundry sorting device. Transmission mechanism is the integration of the combination equipment. The recycling of the construction waste was first broken by mechanical means, and then separation of steel and iron was processed by magnetic method. The aggregates larger than 31.5 mm were separated by the super-size screening for the secondary crushing. The resulting materials less than 31.5 mm, went through continuous gradation of the recycled aggregates, were kept in storage for the next process.
The screening task usually relies on the mobile screening machine. Two layers of screen were set according to the classification requirements, which were 5 mm and 20 mm size screen. The broken recycled aggregates were screened out to three types aggregates (0–5 mm, 5–20 mm and 20–31.5 mm). The recycled aggregate of 0–5 mm and 5–20 mm were used to prepare the low-strength and high-fluidity materials.
3 Raw Materials and Test Methods
3.1 The Raw Material
(1) Recycled coarse aggregate (5–20 mm)
The recycled coarse aggregates were produced by crushing and screening in the Cangzhou municipal material yard. The test results of various physical performance indices are shown in Table 1.
(2) Recycled fine aggregate (0–5 mm)
The physical performance indices of the recycled fine aggregates are shown in Table 2.
(3) Recycled fines
In the production process of asphalt mixture, a large amount of dust is collected due to heating and dust removal of aggregates, which is mainly a mixture of mineral powder and impurities, called recycled fines. If all the recycled fines are discarded, it would cause a great waste and environmental pollution.
The recycled fines were produced by the mixing equipment of the Cangzhou Municipal asphalt mixing station in the production process. The recycled fines were mainly from the fine aggregate mechanism sand used to produce the asphalt mixture. The test results of various physical performance indicators are shown in Table 3.
(4) Cement
The cement used in this study was Jidong “Shield stone” P.O42.5 cement. After testing, its performance indices, as shown in Table 4, met the requirements of “General Portland Cement” (GB 175-2007) [6].
(5) Fly ash
The fly ash were from the China’s resources power plant with F-class II grade. After examination, its performance indicators (Table 5), were found to meet the requirements of fly ash used in Cement and Concrete (GB/T 1596-2017) [7].
(6) Admixture
The admixture was a PA-I polycarboxylic acid superplasticizer. After testing, the concrete performance indices of the admixture met the requirements of “Concrete admixtures” (GB 8076–2008) [8], as shown in Table 6.
3.2 Test Methods
(1) Workability
The workability of low strength and high fluidity materials is mainly controlled by slump and expansion, liquidity of auxiliary observation concrete, adhesiveness, and water retention. In order to evaluate the workability of concrete, the slump and expansion were tested following the Standard for Performance Test Methods of Common Concrete Mixtures (GB/T 50080-2016) [9].
(2) Mechanical properties
The mechanical properties of low-strength and high fluidity materials are characterized by the 7-day and 28-day compressive strength tests. The tests were conducted in accordance with the compressive test method specified in the Standard for Testing Methods for Mechanical Properties of Common Concrete (GB/T 50081-2002) [10].
3.3 Test Mix Proportion
Due to the large variability of the recycled aggregates, the volumetric method was selected to design a benchmark mix ratio for the low strength and high fluidity materials. According to the production experience, the following cementitious materials and their contents were determined:
(1) Cement content - 50 kg;
(2) Fly ash content - 140 kg; and
(3) Recovered powder content-140 kg.
The amount of 0–5 mm and 5– 20 mm recycled aggregates was calculated based on Eq. 1 and Eq. 2, respectively.
Where: S—0–5 mm The amount of aggregate, kg;
ρS—0–5 mm Aggregate compact density, kg/m3;
P—5–20 mm Void fraction of aggregate, %; and
Hs—0–5 mm
The proportion of powder finer than 0.075 mm was 6.1%, which was used as a cementing material.
Where: G—the amount of aggregate (5–20 mm), kg
V1, V2, V3, Vs, VW—the volume of mixing water for cement (m3), fly ash, recovered fly, powder less than 0.075 mm in 0–5 mm aggregates, and cementitious material, respectively;
ρgapparent is the apparent density of aggregate (5–20 mm),kg/m3。
The optimal mixing ratios of 0–5 mm and 5–20 mm recycled aggregates were found to be 33.5% and 66.5%, respectively. The water consumption of the mixture was computed according to the water demand of each cementing material and the water absorption rate of aggregates. Considering the calculated optimal mixing ratios of aggregates, material’s economy, different dosages of cementing material, and concentration of the selected admixture, a total of eight different groups of mix proportions, as illustrated in Table 7, were designed for the subsequent testing.
4 Test Results and Analyses
4.1 Workability
(1) Influence of cementing materials on workability
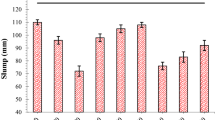
For the mix proportions #1–#4, the quantity of the recycled fine and coarse aggregates were kept the same. The proportions of cement, fly ash, and the recovered powder less than 0.075 mm were varied (Table 7). The results of the performance tests are presented in Table 8, Fig. 2, and Fig. 3. It can be seen from Table 8, the fluidity,water-holding capacity, and cohesiveness of the mixture are good. As shown in Figs. 2 and 3, the slumps of the mixtures are between 200–220 mm, and the expansions are between 330–350 mm.
This indicates that with increasing the fly ash content, the mixture’s slump and expansion increased. That leads to better workability or working performance. This is because fly ash is composed of spherical vitreous of different sizes, whose surface is smooth and dense, and particle size is smaller than cement. It leads to better lubricating effect in the mixture. The fly ash also has obvious morphological effects, which can improve the workability or working performance of materials.
The reclaimed dusts are the small dust recovered in the asphalt mixture production process. Its particle shape is irregular, and the specific surface area is larger than fly ash. The test results show that the addition of the reclaimed dust had a negative impact on the workability of the material. When the mix proportion # 2 ratio of the reclaimed dust content is the highest, the slump and expansion ratios are the lowest.

Slump test results

Expansion degree test results
(2) Effects of additives on workability
Low strength and high fluidity materials require good fluidity. Therefore, an equal amount of polycarboxylic acid, a highly efficient water reducing admixture,was added to produce the mix proportions #5–#8 (Table 7). These mix proportions were used for the slump and expansion detection. As can be seen from Table 9, these mixtures with admixture have a good fluidity. As shown in Figs. 4 and 5, after adding admixture, the material’s slump and expansion have been significantly improved with the maximum slump of 130 mm and the maximum expansion of 350 mm. The change trend is consistent with the respective mix proportion and no admixture.

Slump test results

Expansion degree test results
4.2 Mechanical Properties
(1) Influence of cementing materials on mechanical properties
The 7-day and 28-day compressive strength tests were carried out on the materials with low strength and high fluidity of #1–#4 mix proportions. It can be seen from the test results (Fig. 6) that the variation rules of strength at 7-day and 28-day are consistent. The compressive strength of 28-day is between 1.4 and 3.3 MPa. The overall strength of the mixture increases with increasing cement content. When the cement content remains the same, the strength of the mixture with fly ash and recovered fines is better than that with recovered fines only. Compared with the recovered fines, the fly ash has a greater effect on the material strength.

Compressive strength test result
(2) Effects of additives on mechanical properties
As shown in Figs. 7 and 8, the compressive strength of the materials with low strength and high fluidity of #5–#8 mix proportions have been tested for 7 and 28 days. It can be seen that, after adding the additive, the compressive strengths of materials have significantly been improved.

Comparison of compressive strength test results on 7-day

Comparison of compressive strength test results on 28-day
5 Conclusions
The following conclusions and observations are adrawn:
(1) The low strength and high fluidity materials that meet the requirements can be prepared by adding appropriate amount of cementation materials into the recycled coarse and fine aggregates of brick and concrete construction waste. The slump was found to be between 200 and 230 mm and the expansion was in between 330 and 460 mm with good fluidity. The compressive strength at 28-day was between 1.4 and 4.1 MPa.
(2) For the low strength and high fluidity materials, a certain amount of reclaimed dust can replace fly ash reducing the production cost and providing a way for recycling the reclaimed dust. The addition of the reclaimed dust had a certain adverse effect on the working and mechanical properties of the material. Therefore, the amount of the reclaimed dust in the material should be limited as not to adversely impact its liquidity and strength.
(3) Increasing the content of fly ash can improve the fluidity of materials by increasing its slump and expansion.
(4) Under the premise of economic considerations, adding a certain amount of polycarboxylic acid superplasticizer can effectively improve the workability and enhance the compressive strength of the material.
References
Meng, L., Li, Z., Fei, L.: Experimental study on the preparation of controllable low-strength materials from construction abandoned soil. Jiangxi Build. Mater. 12, 56–60 (2015)
Jinxi, Z., Ting, L., Bo, S., Jiangang, W., Bo, W.: Study on the performance of bentonite containing construction waste flowing backfill material. Municipal Technol. 35(06), 173–175 (2017)
Shugang, W., Hong, Z., Zhiyuan, W.: Research on the properties of controllable low-strength backfill materials. Inner Mongolia High. Transp. 04, 10–13 (2012). (in Chinese)
Fei, L., Chenhui, L., Yingbiao, W., Fujin, W., Li’an, Z.: Influence of recycled construction waste materials on the performance of controllable low strength materials (CLSM). Concrete 08, 71–73+78 (2018)
Yingbiao, W., Jinjin, S., Jinyan, L., Wen, Z.: Comprehensive application of construction waste in urban road engineering. Constr. Technol. 23, 33–36 (2016)
GB 175-2007: General Portland cement. China Standard Press (2007)
GB/T 1596-2017: Fly ash used in cement and concrete. China Standard Press (2017)
GB 8076-2008: Concrete admixtures. China Standard Press (2009)
GB/T 50080-2016: Performance test method standard for common concrete mixtures. China Building Industry Press (2017)
GB/T 50081-2002: Standard of test methods for mechanical properties of common concrete. China Building Industry Press (2003)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Zhao, W., Wu, Y., Shi, J., Liu, J. (2021). Properties of Low Strength and High Fluidity Recycled Aggregates. In: Tapase, A., Lee, J., Zhang, L. (eds) Infrastructure Sustainability Through New Developments in Material, Design, Construction, Maintenance, and Testing of Pavements. GeoChina 2021. Sustainable Civil Infrastructures. Springer, Cham. https://doi.org/10.1007/978-3-030-79644-0_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-79644-0_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-79643-3
Online ISBN: 978-3-030-79644-0
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)