
Abstract
Alkali-activated foams (AAFs) are inorganic materials produced from aluminosilicate sources, such as fly-ash and metallurgical slag or clay, which contain air voids in their matrices. One possible route to the pore-forming process is chemical foaming through the use of a blowing agent such as hydrogen peroxide. Gaseous products (e.g. O2) are formed during this process and then become trapped in a solidified structure during the hardening stage. In order to avoid the collapse of pores during this process various stabilizing agents (surfactants), such as sodium oleate, sodium dodecyl sulfate (both anionic surfactants), and Triton X 100 (nonionic surfactant), are also added to the mixture. In the present study, the AAFs were formed using fly-ash from a Slovenian thermal plant and H2O2 as a foaming agent. The air voids were stabilized through the addition of three different surfactants: sodium oleate, sodium dodecyl sulfate, and Triton. The effects of different quantities of foaming and stabilizing agents and different types of stabilizing agents on the mechanical properties and microstructure of foams were investigated.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Alkali-activated materials, also called geopolymers or inorganic polymers, are important materials which could provide a suitable alternative to ordinary Portland cement composites and some other industrial materials, primarily due to their excellent characteristics and the reduced CO2 footprint of their production process compared to conventional products [1]. Recent research in the field of alkali-activated materials has led to the development of several new or improved types of alkali-activated products, among them foams (AAFs) sometimes also called alkali-activated lightweight concrete [2,3,4], based on the use of different waste materials such as fly-ashes, clays, volcanic ashes, and various slags [5, 6]. It is worth noting that fly-ash based alkali-activated foams possess relatively good mechanical and thermo-acoustic properties, their production is cost efficient due to the use of waste materials and their environmental footprint is favourable compared to similar products which might be produced at significantly higher temperatures (such as foamed glass or ceramic foams). They can therefore be used in the building sector, e.g. in acoustic panels and lightweight pre-fabricated components for thermal insulation, as well as for certain other industrial applications [7,8,9].
There are several approaches to the formation of AAFs: (i) direct foaming, (ii) replica method, (iii) sacrificial filler method, (iv) additive manufacturing, and (v) other methods [10]. The most used technique is the direct foaming method, whereby air voids can be introduced into the slurry either mechanically, where pre-made foam is physically mixed into the alkali-activated material, or chemically using blowing agents such as hydrogen peroxide (H2O2), sodium perborate or aluminium (Al), forming gaseous products during the process [11].
As shown in Eq. (1), one of the reaction products in the case of hydrogen peroxide is O2, which is released into the slurry. The resulting structure is a highly-porous lightweight fire-resistant material with acceptable mechanical properties and good thermal or acoustic properties, which can be used in construction applications.
In order to avoid pore collapse due to the release of pressure inside the matrix the use of a stabilizing agent (SA) or surfactant is recommended. Such additives include sodium oleate and sodium dodecyl sulfate (both anionic surfactants), and Triton X 100 (a nonionic surfactant), all of which decrease the surface tension of the air/slurry system and therefore stabilize the wet foam by reducing the coalescence of bubbles. Moreover, their presence enables a better control of the following parameters: (i) cell size, (ii) size distribution and (iii) the ratio between open and closed cells [10]. The influence of different SAs on the mechanical and microstructural characteristics of AAFs has been investigated by various authors. Esmaily and Nuranian [12] used three different SAs in the same system (alkyl ether sulphate, oleic acid and sodium lauryl sulphate) and showed that specimens produced using sodium lauryl sulphate had a more homogeneous porous structure and higher strength than samples obtained using the other two SAs. Cilla et al. [13] as well as Korat et al. [14] tested various amounts of SAs in the same system, resulting in AAFs with different average cell size and open porosity values.
The aim of the present paper was to compare the effect of different quantities of foaming and stabilizing agents as well as the addition of different types of stabilizing agents on the mechanical properties and microstructure of the hardened AAFs. The alkali activation and foaming were formed using fly-ash from a Slovenian thermal plant in Na2SiO3 and NaOH solutions. A chemical method was used to create the foaming process with H2O2 (1.0 or 2.0 mass %) and the air voids were stabilized through the addition of three different stabilizing agents (sodium oleate, sodium dodecyl sulfate, and triton; 1.0 and 2.0 mass %). The microstructure of foams was investigated by means of SEM analysis.
2 Experimental
2.1 Materials and AAFs Preparation
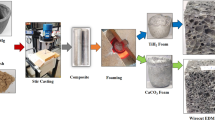
Fly-ash (FA) was obtained from a thermal plant (Slovenia). Full characterization of this precursor has already been investigated by Traven et al. [15], where the presence of quartz, akermanite-gehlenite, hematite, magnesioferrite, mullite and anhydrite was confirmed, as well as over 70% of amorphous phase by means of XRD. The presence of alumosilicates was also shown through chemical analysis by means of XRF. Water glass (sodium silicate Crystal 0112 produced by Tennants distribution, Ltd., SiO2:Na2O = 1.97 mass %; 54.2 mass % aqueous solution) and NaOH (produced by Donau Chemie, 41.7 mass % water solution) were used as activators. 30% hydrogen peroxide solution (produced by Carlo Erba Reagents) was used as a foaming agent and three different surfactants, as described in Table 1 and in Fig. 1, used as stabilizing agents.

Structural formulas of the following stabilizing agents: sodium dodecyl sulfate (a), sodium oleate (b) and Triton X 100 (c)
For this study 12 different samples of AAFs were prepared by mixing the FA (precursor) with Na2SiO3 and NaOH (activators) with the same solid/liquid ratio of 3.5 for all mixtures but varying the quantity of foaming agent (1.0 and 2.0 mass %) as well as the type and quantity of stabilizing agent (sodium oleate, sodium dodecyl sulfate or triton; 1.0 and 2.0 mass %). The contents and designations of the mixtures are shown and explained in Table 2. The fresh foamed pastes were poured into 20 × 20 × 80 mm3 moulds and cured at 70 °C for 3 days. The density of all AAFs was determined by weighing the individual foams and dividing the thus determined weights by the corresponding dimensions of the specimens (i.e. so called geometrical density).
2.2 Characterization Methods and Instruments
Mechanical strength (compressive strength) was determined at an age of 3 days using Toninorm test equipment (Toni Technik, Germany), using a force application rate of 0.005 kN/s. Microstructural analysis of cross sections of the hardened AAFs was performed using a JEOL JSM-IT500 LV (back-scattered electrons image mode) SEM in a low vacuum.
3 Results and Discussion
The influence of the three selected stabilizing agents was investigated by applying two different concentrations (1.0 and 2.0 mass %) of each to two different amounts of the selected foaming agent (H2O2). The resulting density and compressive strength measurements are presented in Table 3 and Fig. 2. The measured density decreases as the amount of foaming agent increases, but the effect of a change in the amount of SA added varies according to the type of SA used. As the amount of SDS increases, the density decreases, in the case of OL the density stays almost the same and in the case of T the density slightly increases (when the 1.0 mass % of the foaming agent is added to the mixture). The trend for SDS supports the findings made by Korat et al. [14]. Since the trend is not exactly the same when the amount of H2O2 is 2.0 mass % general conclusions for OL and T could not be made solely on the basis of this study.

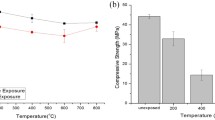
Comparative graphic presentation of the compressive strength (σCS) and density (ρ) results shown in Table 3
As expected, the mechanical strengths correlate with the sample densities. For instance, the compressive strength of the sample H1SDS1 with the highest density of 0.83 g/cm3 is 3.47 MPa but it decreases significantly in the case of sample H2SDS2 (to 0.15 MPa with a density of 0.37 g/cm3). The foams with 2.0 mass % of H2O2 added are in all cases very fragile with a very low compressive strength, as is evident from Table 3 and the macro-images in Table 4, and were therefore not suitable for further investigation by means of SEM. With regard to the effects of the type of SA added on the mechanical strength, the best performances are shown by SDS when 1.0 mass % of SA is added and by T, when higher amounts of SA are added to the mixture (i.e. 2.0 mass %).
Table 4 shows the macroscopic captures of the surface pore structure when 1.0 or 2.0 mass % of hydrogen peroxide is used for foaming and different types and amounts of stabilizing agent are used. The increased addition of foaming agent led to an increase in pore size and macro-pore distribution, particularly where OL and T were used as stabilizing agents. All samples also showed almost identical collapsing of pores when a higher amount of foaming agent was added. This is most evident in sample H1T1, where the upper side of the material is visibly curved due to the pore collapse.
Secondly, when comparing the effects of adding different amounts of SA on the final structure of the AAFs we can conclude that in the case of SDS addition foam samples appeared to be comparable at macro level. We could draw similar conclusions for the sample pairs H1T1, H1T2 and H2OL1, H2OL2. Contrarily there is an observable difference in the sample pair H1OL1 and H1OL2, where the addition of higher amounts of SA resulted in a greater number of smaller pores (also confirmed by SEM pictures in Fig. 3). The difference is also noticeable in the samples H2T1 and H2T2, where the higher amount of added SA prevents the pores collapsing, meaning that the sample H2T2 is not curved on the upper side of the AFF.

SEM images of the selected AAFs at 35× magnification
Last but not least, comparison of the AAFs with different types of SA reveals the biggest difference among them. In the samples where SDS and OL are used as SAs the pores are smaller and more uniformly distributed, whereas in the case of the addition of T the pores are bigger and more varied in size. Overall we can conclude that both the type and amount of SA could significantly affect the final structure of the materials.
The findings described above are supported by the SEM microstructure analysis of the selected AAF samples, which was made in order to more precisely define the specific contrast between pore size and their distribution (Fig. 3). Low magnification of the inner microstructure consists of clearly visible micro-pores, meso-pores, and cracks. Pore structures are round shaped for all sample types regardless of the SA type, whereas the average pore size differs significantly among them (from the smallest average pore size of 200 µm for sample H1OL2 to the biggest average pore size of 700 µm for sample H1T2). In all samples the spherically-shaped remains of unreacted FA precursor are also observed. To add, the effect of pore percolation is also observed in all selected AAFs.
4 Conclusions
The present study investigated the usability of different types and amounts of stabilizing agents in an alkali-activated foaming process. The alkali activation and foaming were performed using fly-ash from a Slovenian thermal plant (Šoštanj) in Na2SiO3 and NaOH solutions. The influence of sodium dodecyl sulfate (SDS), sodium oleate (OL) and triton (T) as selected stabilizing agents was investigated by applying two different concentrations (1.0 and 2.0 mass %) of each to two different amounts of selected foaming agent (H2O2). Assessment of density and mechanical strength measurements as well as SEM analysis allows the following conclusions to be made:
-
The material density decreases with an increased amount of foaming agent, whereas the effect of the amount of SA added varies according to the type. The densities of AAFs range between 0.37 and 0.83 g/cm3.
-
The compressive strengths correlate with the sample densities and are between 0.15 and 3.47 MPa.
-
SEM analysis revealed that the pore structures are round shaped for all sample types regardless of the SA type whilst the average pore size differs significantly among them (from the smallest average pore size of 200 µm for sample H1OL2 to the biggest average pore size of 700 µm for sample H1T2).
-
The overall conclusion is that the compressive strength as well as the microstructure of AAFs is significantly affected by the quantity of stabilizing and foaming agents as well as by the type of stabilizing agent used. The best performance was achieved using the oleate as a stabilizing agent (sample H1OL2 with 1.0 mass % of H2O2 and 1.0 mass % of OL), giving the smallest average pore size together with a satisfactory compressive strength (i.e. 2.53 MPa).
References
Provis, J.L., Bernal, S.A.: Geopolymers and related alkali-activated materials. Annu. Rev. Mater. Res. 44, 299–327 (2014)
Zhang, Z.H., Provis, J.L., Reid, A., Wang, H.: Geopolymer foam concrete: an emerging material for sustainable construction. Constr. Build. Mater. 56, 113–127 (2014)
Masi, G., Rickard, W.D.A., Vickers, L., Bignozzi, M.C., van Riessen, A.: A comparison between different foaming methods for the synthesis of light weight geopolymers. Ceram. Int. 40(9), 13891–13902 (2014)
Cilla, M.S., Morelli, M.R., Colombo, P.: Effect of process parameters on the physical properties of porous geopolymers obtained by gelcasting. Ceram. Int. 40(8), 13585–13590 (2014)
Abdollahnejad, Z., Pacheco-Torgal, F., Felix, T., Tahri, W., Aguiar, J.B.: Mix design, properties and cost analysis of fly ash-based geopolymer foam. Constr. Build. Mater. 80, 18–30 (2015)
Zhang, R.F., Feng, J.J., Cheng, X.D., Gong, L.L., Li, Y., Zhang, H.P.: Porous thermal insulation materials derived from fly ash using a foaming and slip casting method. Energy Build. 81, 262–267 (2014)
Novais, R.M., Buruberri, L.H., Ascensao, G., Seabra, M.P., Labrincha, J.A.: Porous biomass fly ash-based geopolymers with tailored thermal conductivity. J. Clean. Prod. 119, 99–107 (2016)
Lach, M., Korniejenko, K., Mikula, J.: Thermal insulation and thermally resistant materials made of geopolymer foams. Ecol. New Build. Mater. Prod. 151, 410–416 (2016)
Rickard, W.D.A., Vickers, L., van Riessen, A.: Performance of fibre reinforced, low density metakaolin geopolymers under simulated fire conditions. Appl. Clay Sci. 73, 71–77 (2013)
Bai, C.Y., Colombo, P.: Processing, properties and applications of highly porous geopolymers: a review. Ceram. Int. 44(14), 16103–16118 (2018)
Ducman, V., Korat, L.: Characterization of geopolymer fly-ash based foams obtained with the addition of Al powder or H2O2 as foaming agents. Mater. Charact. 113, 207–213 (2016)
Esmaily, H., Nuranian, H.: Non-autoclaved high strength cellular concrete from alkali activated slag. Constr. Build. Mater. 26(1), 200–206 (2012)
Cilla, M.S., Colombo, P., Morelli, M.R.: Geopolymer foams by gelcasting. Ceram. Int. 40(4), 5723–5730 (2014)
Korat, L., Ducman, V.: The influence of the stabilizing agent SDS on porosity development in alkali-activated fly-ash based foams. Cement Concr. Compos. 80, 168–174 (2017)
Traven, K., Češnovar, M., Škapin, S., Ducman, V.: Evaluation of fly ash based alkali‑activated foams at room and elevated temperatures. In: Bogataj, M., Kravanja, Z., Novak-Pintarič, Z. (eds.) CONFERENCE 2019, International Conference on Technologies & Business Models for Circular Economy, Portorož, Slovenia (2019) (article in press)
Acknowledgements
The authors wish to thank the Slovenian Research Agency (ARRS) for the project grant J2 9197.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Traven, K., Češnovar, M., Ducman, V. (2021). Suitability of Different Stabilizing Agents in Alkali-Activated Fly-Ash Based Foams. In: M.C.F. Cunha, V., Rezazadeh, M., Gowda, C. (eds) Proceedings of the 3rd RILEM Spring Convention and Conference (RSCC 2020). RSCC 2020. RILEM Bookseries, vol 35. Springer, Cham. https://doi.org/10.1007/978-3-030-76543-9_15
Download citation
DOI: https://doi.org/10.1007/978-3-030-76543-9_15
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-76542-2
Online ISBN: 978-3-030-76543-9
eBook Packages: EngineeringEngineering (R0)