
Abstract
Nowadays, there has been an enormous rise in the request for polymeric nanofibers, which are encouraging candidates for numerous applications, namely blood vessels, drug delivery, tissue engineering, etc. Therefore, the development of electrospinning is also compulsory for the growing of tissue engineering area in Vietnam. The majority parts of electrospinning involve a collector, a syringe pump, a DC-high-voltage source. In this research, we aim to implement a low-cost grounded collector that is a crucial component in an electrospinning machine. The mechanical design includes a collector, ground facility and electrical control panel box. The hardware consists of motor driver boards. The firmware is developed based on stm32f103rbt6 microcontroller IC with the PID algorithm to automatically apply an accurate and responsive correction to a speed control function when the desired speed is the unequal set speed with the error about ± 3 rpm. The rotational speed can be adjusted from 0 to 2000 rpm for both random and aligned nanofiber applications. As expected, the prototype is a user-friendly and cost-effective platform; its cost is much less than the commercial laboratory devices one. The system has been undergoing experimental electrospinning processes with different polymer concentration at different collector speed. This system is also examined the quality and investigate in a set of electrospinning parameters that suit a variety of applications requiring different average diameter and the fiber's alignment degree.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Because submicron-sized fibers have played an essential role in produce fiber from submicron to nanoscale regarding applications, including those in protective clothing, pharmaceutical, tissue engineering, and regenerative medicine, scientists are fascinated in investigating and progressing nanotechnology [1, 2]. Electrospinning is advanced nanotechnology, especially for the fabrication of various polymeric materials, including natural and synthetic polymers. The technique has been using a high voltage field to create nanofibers [3]. These ultrafine fibers have a crucial role due to the relationships of features of the extracellular matrix inside human tissue.
1.1 The Artificial Approach to Cure Wound Healing
With the aid of progress in tissue engineering, the production and study of artificial cellular via scaffolds are generated by biocompatible matters which assist would healing. This way is a right method of skin reconstruction [4], and the structure of scaffolds play a crucial role in the generation of tissues. These membranes are ordinarily inserted with high growth factors. The scaffold novel membrane is gradually restored by a venerable tissue. Thus, the structure of implant cells can be applied to integrate tissues, and then it is implanted in vitro to eliminate wound tissues inappropriately. The implantation is immediately into the lost tissue in human beings. This procedure is illustrated in Fig. 1.

Demonstrated the manner of synthetic skin development on the scaffold [4]
1.2 The Principal of Electrospinning Machines
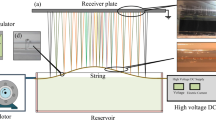
Over the past two decades, it is witnessed the blossom of the conventional electrospinning method. A variety of derivative techniques have appeared, namely needleless electrospinning, multijet electrospinning, electro-blowing, bubble electrospinning, melt electrospinning, coaxial electrospinning, force spinning, etc. [5]. The essential electrospinning allows researchers to investigate a low-cost, adaptable and portable electrospinning setup consisting of three central elements: an emitter attached to a positive-high-voltage power supply, a collector connected to a negative high-voltage power supply, and a solution feeding system such as a syringe pump. The principal of electrospinning is demonstrated in Fig. 2.

Electrospinning system for nanofiber production [2]
By utilizing this system, numerous polymers and composite matters have a promising to be used in electrospun systems. This method is really simple and cost-effective. Nevertheless, in Vietnam, there is just several types of research associated with designing electrospinning machines. So, this machine which we aim to develop plays a vital role and remarkable influences on Vietnam's tissue engineering [6]. In this paper, we used a high voltage power supply which is designed in our previous project [6] to investigate the condition of nano- membrane fabrication.
2 Designing of a Drum Collector for the Electrospinning Machine Mechanical Design
2.1 Mechanical Design
The mechanical design includes a collector, ground facility and electrical control panel box.
The rotating drum collector parameters:
-
The external diameter of the drum: 100 mm
-
The internal diameter of the drum: 15 mm
-
The length of the drum: 200 mm
-
The length of the shaft: 45 mm.
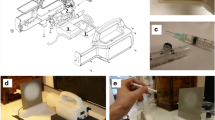
The ground facility is made of iron material and is very good at negative charge conductivity via a crocodile clip attached to the designable metal holder. The electrical control box panel displays the value of set speed and real speed. This design is showed in Figs. 3 and 4.

Mechanical design by SOLIDWORKS

The drum collector system
2.2 Hardware Development
Power Supply Block: The system requires + 3.3 V, + 5 V, and + 24 V DC power, the main power supply is taken from DC adapter + 24 V need to convert to lower voltage to perform the microprocessors and the rest components on board. To this end, the isolated DC-DC B2412S-1W is taken into consideration to convert from + 24 V to + 12 V and overcome the electromagnetic noise of the high voltage power lines. They then turn to + 5 and + 3.3 V by LM2576-5v and AMS1117-3.3v regulator executing respectively. This circuit is illustrated in Fig. 5.

Power supply circuit
Microcontroller Block: The design of control systems of DC servo motor based on the embedded microprocessor STM32F10x showed in Fig. 6, and the embedded integrated develop environment MDK. By executing powerful features, ARM Cortex-M3 chip achieves throughputs approaching a higher speed which guarantees us a more effective response in a motor control system allowing the system designer to optimize power consumption versus processing speed. The two timers TIM1-CH4 and TIM2-CH3 are used for PWM generating. Encoder mode is active by timer encoder TIM3 and TIM8 respectively.

The microcontroller circuit
Servo Motor Drivers Block: The servo motor has a rotation detector (encoder) mounted on the back-side shaft of the engine to detect the position and the speed of the rotor. The LMD18200T chip provides the intuitive visual in pin configuration. A most basic way would be to utilize only three pins: DIR, PWM, and BREAK; they then become more accessible to program the firmware for operating. Hence, the codes for controlling the motor driver will be simplified and easy to debug.
Optical isolator TLP280-4 is being to isolate two separated low voltage (+5 V and + 3V3) and high voltage in order to remove electrical unwanted noise and collision as well. Due to the unstable motor drive mechanism, 74HC14D is typically used in signal conditional to prevent encoder reading value from missing or incorrect pulse. This circuit is showed in Fig. 7.

Servo motor driver circuit
3 Methodology
After the set speed (unit: rpm) being entered from buttons, an optocoupler continues to be treating these driving signals, intending to eliminate undesired electrical collision. The LMD18200T controls the DC servo motor by following accessible programming features: PWM, DIR, BRAKE. The Schmitt trigger 74HC14D processes unwanted noises due to the mechanical system vibration.
Take the encoder of 200 pulses per revolution, so the formula has been implementing to estimate values of the real speed illustrated as:
In which “encoder pulse”—the value is reading from timer every ten milliseconds. Most notably, the PID and Moving Average algorithm applied to enhance the accuracy and optimized automatic control. What is more, aiming at the increase of the accessibility of the following manipulation, the EEPROM was enhanced. While accessing this mode, the motor speed update automatically and drive the system. This flowchart is demonstrated in Fig. 8.

The state machine diagram of drum control system
4 Result of Experiment
Many types of research have tried to interpret electrospinning parameters that affect fiber morphology. In working conditions of electrospinning, the morphology and uniformity of nanofiber membranes are determined by investigating several listed factors: polymer solution parameters, setup parameters, and ambient conditions; Polymer solution parameters comprise solution viscosity, molecular weight, covering tension, dielectric constant, and solution conductivity while setup parameters contain the applied voltage, temperature, the flow rate, the needle diameter, and tip-to-collector distance and speed of collector. Besides, the ambient conditions involve humidity, pressure, air velocity in the chamber, and type of atmosphere. Diverse nanofibers with many morphologies, structures, and arrangements can be produced by means of judgment and varying these parameters.
4.1 Optimized Parameters
Optimization parameters are consolidated by investing the morphology of nanofibers under different electrospinning parameters which were listed below. This parameter is illustrated in Table 1.
4.2 Morphology Analysis
With applying the above parameters, the electrospinning was done, and the fibers were obtained on the rotating drum collector. In the spinning process of detailed above, a rotation rate between 300 and 900 rpm of the collector shows the fabrication of random nanofibers. From the aspect of aligned nanofibers production, the optimal rotation speed for the collector was found to be over 1000 rpm. The adjustment could easily be performed to any electrospinning machine setup with just partial change on the collector feature.
4.3 Membranes Under SEM Image Observation
Nanofiber Orientation
SEM images of random PCL nanofibers at a speed (a) 0 rpm, (b) 300 rpm, (c) 600 rpm and (d) 900 rpm respectively on 24th July 2019. (e) SEM images of aligned nanofibers at speed 1200 rpm on 24th July 2019. (f) SEM images of aligned nanofibers at a rate of 1500 rpm on 26th July 2019.
From Figs. 9 and 10, the fiber alignment in membranes can be effortlessly manipulated by altering the speed of the rotating drum collector. When the drum speed is slow, randomly oriented fibers are obtained. It generates a larger sample of the material than the static collector (Fig. 10d). However, by increasing the speed of the drum, the degree alignment (as Fig. 11) of fiber membranes improves. If the collector has controlled at higher rates over 1000 rpm, fibers are collected on the surface in the preferred route. This enables larger-dimensioned materials to be obtained, the internal structure of which is, on average, well-aligned.

Morphological analysis of PCL 22%

Surface SEM of electrospun fiber mats at different speeds

Morphological analysis of PCL 30%
SEM images of random PCL nanofibers at a speed (a) 0 rpm, (b) 600 rpm respectively on 07th Aug 2019, aligned nanofibers at a speed (c) 1200 rpm on 07th Aug 2019.
The occurrence of defects, such as beads, is a significant problem. The beaded fiber structure can be observed in comparison with the previous static drum on the same condition of solution properties. Hence, we tried to vary electrospinning parameters to prevent the formation of the beads. For the ground facility test, we set up the collector speed at 0 rpm and observed that there are no redundant nanofibers in the chamber well showed in Fig. 12.

Ground facility
Although collector under good negative charged conductivity and stationary, it is clear to observe the formation of beads. As per our discussion, the flow rate of the polymer in the syringe and solution concentration is taken into consideration as components affecting bead production. For detail, the low density and high flow rate resulted in the beaded fiber structure. At low solution concentrations, a mixture of fibers and beads are obtained. As the concentration increases, the shape of the bead changes from spherical to spindle-like (Fig. 14); in other words, the higher polymer concentration increases, the fewer beads form. Consequently, we increase the concentration of polymer solution concentration from 20 to 22%, 25% and 30% respectively and decrease flow rate from 1 to 0.8 ml/h; it is optimistic that there are decreasing in bead-on-string fibers even though beads still occurring (Fig. 13).

SEM pictures of PCL nanofiber mat from different polymer concentration solutions at 250x

SEM pictures of PCL nanofiber demonstrate the shape of the bead changes from spherical to spindle-like from increasing concentration solution at 250x
Then, we increased the polymer concentration from 20 to 22% but different solvent (acetone solvent) to test the effect of solution concentration and solvent’s characteristic on beads formation and found that no beads were observed (Fig. 15). It can be explained by the effect of surface tensions. Different solvents may contribute to different surface tension. It obtained smoother nanofibers by reducing the surface tension and increasing the concentration, rather than beaded structure at higher surface tensions.

PCL nanofiber from acetone solvent at 30x
Nanofiber Diameter
Being observed by SEM, we gained real experience that the nanofiber diameter is proportional to the polymer concentration as higher polymer concentration leads to larger fiber diameter. What is more, keeping the concentration fixed, increasing collector plate speed will give a smaller diameter. The results were listed in Table 2.
Using acetone as dissolving solvent gained no beaded nanofiber mat but a much larger nanofiber diameter. However, due to lack of needle-tip cleaning equipment throughout PCL nanofiber electrospinning, acetone was used as a dissolving solvent. It is an inconvenience to use acetone as a dissolving solvent. As a final observation, it has been successfully created an adjustment of the electrospinning processing parameters to obtain desired fiber diameters and morphologies. This effect could be demonstrated in Table 3.
5 Conclusion
In conclusion, the experiment has brought a promising approach to support one option of the collection module of the electrospinning machine—Rotating Drum Collector. This particular design of Rotating Drum Collector is generally efficient to revolve in 2000 rpm in practical with a closed-loop system in aspect to obtain aligned polymeric fibers with a user-friendly interface and affordable cost.
References
Call C (2009) The study of electrospun nanofibers and the application of electrospinning in engineering education
Zhu N, Chen X (2013) Biofabrication of tissue scaffolds
Boudriot U et al (2006) Electrospinning approaches toward scaffold engineering—a brief overview. 0160-564X (Print)
Killian M et al (2012) Recent advances in shoulder research, vol 14, p 214
Barhoum A, Bechelany M, Makhlouf ASH (2019) Handbook of nanofibers. Springer, Cham
Do TM et al (2020) A low cost high voltage power supply to use in electrospinning machines. In: 7th international conference on the development of biomedical engineering in Vietnam (BME7), Springer, Singapore
Acknowledgements
This research is funded by Vietnam National University HoChiMinh City (VNU-HCM) under grant number B2019-28-04.
Conflicts of Interest
The authors have no conflict of interest to declare.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 Springer Nature Switzerland AG
About this paper

Cite this paper
Phuc, N.T.H., Thai, D.M., Nguyen, TH., Van Toi, V. (2022). Implementation of a Drum Collector for Electrospinning Machines Based on Embedded System. In: Van Toi, V., Nguyen, TH., Long, V.B., Huong, H.T.T. (eds) 8th International Conference on the Development of Biomedical Engineering in Vietnam. BME 2020. IFMBE Proceedings, vol 85. Springer, Cham. https://doi.org/10.1007/978-3-030-75506-5_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-75506-5_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-75505-8
Online ISBN: 978-3-030-75506-5
eBook Packages: EngineeringEngineering (R0)