
Abstract
Reverse manufacturing creates another object similar to the existing object. The point cloud data developed with the help of 3D scanning is used for manufacturing of the complex objects. The cost and time of the reverse manufacturing is less than that of the conventional methods. 3D scanner is an important part of 3D printing ecosystem which is playing most important role in latest research in mechanical engineering. The advantage of 3D scanner consists of ease of use, which derives from the shorter scanning duration and the less demanding skill requirement of the operator. Another advantage of the 3D scanning consists in the higher number of acquired surface points which statistically leads to more accurate description of complex parts. For example, mechanical parts like naval vessels, submarines, weapon systems, engines and hulls do not have 3D CAD files and they can be repaired with the help of 3D scanner in a very efficient and easy manner. 3D scanned data is directly used to make changes in programming of artificial intelligent based welding and machining processes. A lot of time and in turn money can be saved using this advanced technique because traditional measurement methods like callipers, rulers etc. consume time and skill. In this research work, reverse manufacturing is applied to propellers of a local aero model manufacturer. It was found that use of 3D scanners in combination with Coordinate Measuring Machine (CMM) helps in measurement of the features with good quality and accuracy in a very short span of time. Results based on comparison of reverse manufacturing with traditional method related to dimensional accuracy and mechanical properties will be presented in full paper.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
5.1 Introduction
Reverse engineering creates another object similar to the existing object. Objects having free formed surfaces can only be reverse engineered with the help of 3D scanning. The point cloud data developed with the help of 3D scanning CAD model is used for manufacturing these types of objects. The cost of the reverse engineering is less than the cost of conventional methods. Even the time required to manufacture an object by reverse engineering incorporating a 3D scanner is just a quarter of the time required by conventional methods. 3D scanner is a most important part of 3D printing ecosystem which is playing most important role in latest reverse engineering scenario.
The advantage of 3D scanner consists of ease of use, which derives from the shorter scanning duration and the less demanding skill requirement of the operator. Another advantage of the 3D Scanning consists in the higher number of acquired surface points which statistically leads to more accurate description of complex parts like aerofoil along with the blade root. Similarly, it can be used effectively to acquire the entire trailing edge of the gas turbine geometry. Using 3D scanners in combination with coordinate measuring machine (CMM), the mechanical part model can be measured with most features with good quality and accuracy in a very short span of time. Parts that are fragile are easily inspected with the help of 3D scanning technology because it is non contact type inspection. Some parts which have burrs, flatness and roundness error are also problematic with CMM and other conventional methods but for 3D scanners these are just a matter of seconds to give accurate results.
It is the process of creating a computer model of an object that exactly replicates the form of the object. Laser scanners are used to capture the 3D data of the object, and this data is transferred to the computer where it is aligned, edited and finalized as a complete 3D model.
Advantages of digital modelling are:
-
Digital Modelling generally offers a faster and more cost effective solution.
-
It presents a great solution for creating solid models when an object has organic contours.
-
Offers excellent dimensional accuracy and can be utilized for comparative analysis.
-
Rapid NURBS Dumb Solid models can be utilized as a base for design work.
-
Digital models can be visualized in rendering software as a solid object, which is great for seeing the overall shape and contour of the model.
-
It saves digital monuments without any depreciation for infinite time.
-
These digital models are great source of information which can be used for training and research purpose.
5.2 Research Background
Applications of 3D scanning technologies show potential for the diverse application in the materials and manufacturing field. Recently 3D scanning technology is developing to ensure that they can be used by both new and experienced users alike for multiple applications providing most seamless workflow yet. 3D scanning is one of fastest, safest, and most cost effective ways of achieving high quality 3D models of all kinds of objects [7]. These devices are highly user friendly and portable so that user can have full opportunity to take advantage of the working environment and high end technology available.The application of 3D scanning in field of inspection and reverse engineering has been shown by various authors under different criteria in different industries has been presented in Table 5.1.
5.3 Research Methods
5.3.1 Theory of Proposed Work
Reverse engineering is a kind of engineering which takes full advantage of an Existing object. The main objective is to produce another object similar to already create part. For this we need to have complete information about the existing object. This information can be collected efficiently with the help 3D scanner. In this dissertation our aim is to describe the use of 3D scanner in Reverse engineering. Data collected from the scanner is utilized in different software. These softwares help us to create mesh, repair it, and orientate it and to define the position of mesh. So designs of the components can also be modified while reverse engineering. In this way we can not only save our time but also our valuable resources which are spent in developing designs and modifications. After 3D scanning and manipulating the data obtained with it the object is then 3D printed with the help of 3D printer. Technology used in 3D printer nowadays is called fused filament modelling. Material used in this technology is not only cheap but can also be recycled which can further lead to cost effectiveness. Some materials which are used in 3D printing are acrylonitrile butadiene styrene (ABS), polyamide (nylon), polylactic acid (PLA), wood, stereolithographic materials (epoxy resins), wax, silver steel, photopolymers and photo carbonates. But in this study only nylon and PLA were used to print the final mechanical components. PLA is the cheapest material among all the material available in the market whereas nylon is a much costlier along with better materialistic properties (Fig. 5.1).

3D scanning process and its application in inspection and reverse engineering
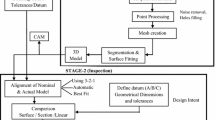
5.3.2 Flow Chart of Proposed Work
5.4 Case Study
To exemplify the application of proposed framework, propeller of a RC plane is considered which is presently being manufactured by injection moulding by Sharma aero models Pvt. Ltd. Jodhpur, India. Since these propellers rotate at extraordinary rates so they are subjected to high risk of failure and due to which these propellers remain in good demands from the customers throughout the year. Firstly, company did not have the CAD model of the propeller so they wanted to have the digital model of the propeller for design purpose. Secondly, company was facing several customized demands of the propeller and company was unable to fulfil these demands as it was not economically viable to make multiple moulds to serve variety of demands in countable numbers hence company decided to adopt method of reverse engineering to cater demands. Major modification which has been done in this work is that two rotor propeller was scanned and modified into three rotor propeller in addition of reverse engineering of two rotor propeller. Moreover to asses the application of 3D scanner in field of inspection same propeller was also inspected with callipers/CMM. The measurements obtained were also verified by the dimensional results obtained with the help of 3D scanner.
5.4.1 Scanning of Propeller
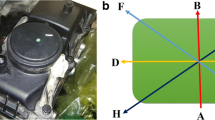
The Einscan-SE shining 3D scanner was used in this study utilizing structured light technology to provide a fast and extensive capture of complex surfaces. Millions of points are captured from the surface of the object in a single view. Each scan consumed 8 s t capture a single view and so propeller was scanned in total eight scans to capture full geometry of the propeller under auto scan mode. Before scanning scanner was calibrated to detect the position of camera and projector in relation to the object so as to obtain actual camera parameters and get more accurate results. It is all done with the help of a calibration board fixed on a holder over the turntable and if its successful only than scanning is started. A total of 3.5 min took to scan whole propeller out of which 2 min was consumed in calibration and 1.5 min or completing scanning of the propeller (Figs. 5.2 and 5.3).

Original propeller to be scanned

scanner and calibration board
As the propeller is made up of Nylon glass filled material surface of propeller reflects light and so to get the right point cloud information it was painted with a developer spray. The final scanned propeller is shown in below image. Propeller is one of those devices having the most complex geometry because there is change in the slope of the rotor as we move away from the hub of the propeller. Even the hub has a varying internal section like a nozzle. Initially we tried to scan the propeller with the help of a low cost 3D scanner but this attempt did not work because to scan such complex designs it is needed to rotate the scanner 360 °C around the object without disturbing the position of scanner and the object. So a low cost scanner can always be used for objects having simple prismatic design features. Finally Ein scan-SE shining 3D scanner was used to complete the scan of the propeller. This is a structured light 3D scanner having a automatic turntable to rotate the object round the clock to have a fast and extensive capture of complex surfaces. In each scan the scanner capture millions of points from the surface of the object. Before scanning the object it is needed to input the number of scans the user wants to do in one complete round of the turntable. So the scanning of the propeller was done in total 8 steps so as to capture each and every point present on the surface of the propeller (Fig. 5.4).

Scanned propeller
5.4.2 Generation of CAD Model from the Scanning Data
The scan data obtained finally is not the exact copy of the surface of the physical model due to presence of holes and damages on the surfaces. The scan data was saved in IGES file format so that it can be edited to construct the CAD model. In this study ProE was the software used to transform the point cloud data into a conceptual surface model.
Following points were followed to obtain an accurate 3D model:
-
Converting triangular meshes into polygonal meshes.
-
Cleaning abnormal polygon meshes.
-
Creation of a global wireframe that encompasses all individual patch boundaries that have no practical use in final model.
-
Redefining the surfaces by smoothening.
-
Removal of holes that are formed because of regions not captured by 3D scanner.
-
Achieving a structure as close as possible to the set of geometrical features of original object (Fig. 5.5).
Fig. 5.5 
Final CAD model

5.4.3 Modification in Design of CAD Model
Since CAD model now has been successfully obtained without any need of any skilled designer we can also make some modifications in design as per out requirements. The main aim is to add one more rotor blade to the propeller according to the need of the company. This whole process was completed by the software ProE in couple of hours with the help of powerful editing tools in the software. Complete editing was done in 1.5 h. This was the final model generation step and so it is needed to keenly confirm with 3D data. It was easily completed with low user skill and low computational burden which shows the usefulness of reverse engineering. This is one of the greatest advantage of this technology that there is always a possibly of modification in design after generating the use of die get eliminated which helps to save a big amount of initial investment done by the company and on other side customized requirements of customers are also get fulfilled without spending any huge amount. These applications enable product optimization to improve the final product quality and to increase the competitiveness of the products. Following Fig. 5.6 shows the three rotor propeller made by modification in scanned data during designing.

New modified propeller having three rotors
5.4.4 3D Printing of Propeller
After the 3D surface representation of an object is generated, the next step is to create a model using rapid prototyping. This process comprised two steps: (1) convert the model into STL (standard triangle language) format which is the standard model format for rapid prototyping machines and printers and (2) slice the model for rapid prototyping operations. The software has a module which converts STL file into a part program. The STL files consist of normal and vertices coordinates of every triangle on the surface in form of a set program. In this work a 3D printer is employed to manufacture the propeller that run on fused deposition modelling technology. Before manufacturing the STL file is imported into slicing software which generates the tool paths of 3D printer by generating G codes which contains required instruction given by the user for the extruder. In this work software named CURA is utilized in combination with 3D printer of ENDER company to 3D print the propeller. In this work a red coloured filament of PLA (polylactide) was used to 3D print the propeller. Final 3D printed propeller is shown in Fig. 5.7.

Final 3D printed propeller
5.4.5 Inspection
Inspection adds to the cost of manufactured component so it shows how worthy it is to search other ways of inspection different from traditional methods. Low cost high volume objects require little inspection but on the other hand high cost low volume objects like airplanes, turbines, dies etc. require a efficient way of inspection. Inspection can also be fully automated with the help of 3D scanners. The number of workers employed in a firm can be reduced significantly. Coordinate measuring machine (CMM) is a mechanical method to measure components which have its own limitations also. 3D scanners eliminates almost all of these limitations. In this paper there has been showed that how future of inspection control technology can be overridden by 3D scanners. Following Fig. 5.8 shows the inspection results obtained by a 3D scanner.

Inspection results obtained by 3D scanner
A CMM measuring machine can have errors along 6 different axes. This means that accurate calibration is needed to be done every time before taking the measurements so that errors can either be fixed or integrated into the data. Measurement from CMM is done after successful calibration. The part to be measured is firmly clamped on the worktable so that when probe of CMM touches the part there should not be any vibration and movement in part which can disrupt the results. Parts to be measured are clamped in such a orientation such that probe can reach to maximum dimensions because change in part orientations causes errors. Minimum will be the orientation maximum will be the accuracies in the measurement results. Dimensions like length, cylindricity, angularity etc are measured with the help of respected modules in the software of CMM. Results obtained are instantly displayed and saved in the computer automatically. Figure 5.9 clearly shows the measurement of the propeller in the CMM.

CMM ( Mitutoyo Crysta M574 plus)
5.5 Results
5.5.1 Results for Reverse Engineering
The procedures how these results are obtained are described in detail above. These results clearly describe the advantages and shortcomings of employing reverse engineering in a industrial firm. Sharma aero models Ratanada, Jodhpur was also involved in this work to provide some traditional manufacturing details about injection moulding process.
Two Rotor Propeller
See Table 5.2.
Three Rotor Propeller
To manufacture three rotor Propeller company has to prepare a new mould which cost it to 60,000 Rs. and further some variable charges also are added to the final cost. Moreover according to the company Sharma aero models Ratanada, Jodhpur demands of three rotor propellers is limited to less than 40 units per year. This one of the main reason that company has to refuse customers of three rotor propellers because company cannot afford production of three rotor propeller with a costly mould for such a low demand of products. But if these types of propeller are produced with the help of reverse engineering employing a 3D scanner than following interesting results were obtained (Table 5.3).
5.5.2 Inspection with 3D Scanner
The second part of this work is based on comparing the dimensions of the propeller by inspecting with a CMM, vernier calliper and 3D scanner. Same scanner used in reversed engineering is employed here to obtain the results related to inspection. Inspection with 3D scanners can be automated easily with assembly line which is not possible with large coordinate measuring machines which are very costly also. So inspection with scanning helps to reduce work force employed in inspection and also helps to decreases cost of the product. Results successfully prove that 3D scanners measures dimensions in very less time with accurate results. Comparison of the inspected dimensions of a propeller with callipers and 3D scanner is shown in Table 5.4.
Comparison of dimensions of propeller with CMM and 3D scanner is shown in Table 5.5 which clearly indicates that 3D scanners have accuracy almost equal to coordinate measuring machines. Apart from accuracy 3D scanners offer various other capabilities such as portability, flexibility, low cost, faser results, less demanding skills, better connectivity with softwares and compatibility with modern world industry 4.0.
5.6 Conclusion
3D optical scanning technology can deliver accuracy for complex machine parts used in various industrial sectors and how reverse engineering can be useful for manufacturing from existing products. These studies about reverse engineering and inspection with help of 3D scanner clearly demonstrate their potential application in field of production and Industrial technology. Reverse engineering is one of the best forms to manufacture prototypes or short productions.
The first part of this wok demonstrates how successfully the propeller is made with the help of reverse engineering. Not only a two rotor propeller but also a three rotor propeller three rotor propeller is made without any help of design engineer. If the company makes this propeller with help of 3D printing than it would be more economical if total production is less than 2500 units of propeller which is clearly observed in above graph (Fig. 5.10). In injection moulding process initial cost per unit is high before a certain threshold because of the mould cost. Therefore if number of units produced is not above that threshold company has to bear loss only. Moreover a lot of designing time is also saved while employing a reverse engineering which helps to increase the speed of product delivery in the market as well.

Graphical description of conclusion
The second part of this work is based upon inspection of propeller dimensions with the help of a 3D scanner. Scanners have immense potential to replace traditional measuring devices like coordinate measuring machine, callipers etc. because of their flexibility to integrate with the assembly lines in production firms. 3D scanners are best to fulfil the demands of modern manufacturing environment to achieve quality and quantity both. Above Fig. 5.11 graphically shows the comparison of results obtained by 3D scanner and CMM with respect to the actual dimensions of the propeller. Results obtained indicate that 3D scanners and CMM have not much difference in the measurement values. In addition of such good measurement capabilities like CMM scanners also have flexibility, portability, accuracy and speed which make them useful in industry 4.0 in future.

Graphical description for inspection results
L1 | Length of propeller | D1 | External diameter of hub | D3 | Internal diameter of hub | H2 | Height of propeller hub |
|---|---|---|---|---|---|---|---|
L2 | Length of each blade | D2 | Internal diameter of hub on back side | H1 | Total diameter of propeller hub | T | Height of hub without teeth |
Advantages of the above approach can be summarized as follows:
-
The ease and speed of acquiring information from the product.
-
The ability of to reconstruct the data using multiple surface patches.
-
The advanced processing features of the software which enables modifications in design of the product with minimum skill requirement in addition to reverse engineering.
-
The compatibility with different software packages available.
-
Minimum wastage and maximum usage because here manufacturing technique involved is a additive process.
References
Yao, A.W.L.: Applications of 3D scanning and reverse engineering techniques for quality control of quick response products. Int. J. Adv. Manuf. Technol. 26, 1248–1288 (2005)
Buonamici, F., Carfagni, M., Furferi, R., Governi, L., Lapini, A., Volpe, Y.: Reverse engineering modeling methods and tools: a survey. J. Comput. Aided Des. Appl. 1–29 (2017)
Paulic, M., Irgolic, T., Balic, J., Cus, F., Cupor, A., Brajhih, T.: Reverse engineering of parts with optical scanning and additive manufacturing. In: Conference on Intelligent Manufacturing and Automation, vol. 69(2014), pp. 790–803
Sansoi, G., Docchio, F.: Three dimensional optical measurements and reverse engineering for automotive applications. J. Robot. Comput. Integr. Manuf. 20, 359–367 (2004)
Matache, G., Dragon, V., Puscasu, C., Vilag, V., Paraschiv, A.: A comparison between 3D scanning and CMM dimensional inspection of small size gas turbine. Bull. Trasilvania Univ. Brassov 4(53), 1–7 (2011)
Kus, A.: Implementation of 3D optical scanning technology for automation application. J. Sens. 9, 1967–1979. ISSN 1424-28220 (2009)
Varady, T., Martin, R.R., Cont, J.: Reverse engineering of geometric models- an introduction. J. Comput. Aided Des. 29(4), 255–268 (1997)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Chaudhary, K., Govil, A. (2022). Application of 3D Scanning for Reverse Manufacturing and Inspection of Mechanical Components. In: Pratap Singh, R., Tyagi, D.M., Panchal, D., Davim, J.P. (eds) Proceedings of the International Conference on Industrial and Manufacturing Systems (CIMS-2020). Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-73495-4_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-73495-4_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-73494-7
Online ISBN: 978-3-030-73495-4
eBook Packages: EngineeringEngineering (R0)