
Abstract
Selective laser sintering is the additive manufacturing technology that is predominantly used for production of small series of products and prototypes, and the polyamide PA 12 represents the basic material for the technology process. The technology presents a reasonable choice for production of scientific instruments and laboratory equipment, as it is the case with the equipment for material characterization by sound absorption or emission. As the sound absorption by the instruments and equipment may affect interpretation of the obtained results, it is useful to know the frequency dependence of the sound absorption coefficient of the material used for their construction. The paper presents the results of measurements of the sound absorption coefficients of the PA12 samples with thicknesses between 0.7 mm and 2.2 mm in the frequency range between 125 Hz and 2.5 kHz, which is predominantly used in the photoacoustic applications. The measurements were performed according to the method SRPS ISO 9053, using the resistance of the airflow measurements and the Miki model. The obtained results show that the sound absorption coefficient of the PA12 samples manufactured by laser sintering are lower than 0.05 within the frequency range, and that it monotonously increases with frequency, similar to the behaviour of some other studied polymers and composite materials based on polymers.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
In the recent years, the additive manufacturing (AM) has become a mature technology that is, due to the short lead times and high manufacturing costs, predominantly used for production of prototypes and small series of products. For this reason, the AM is increasingly used for construction and reconstruction of scientific instrumentation, especially for configurable and customizable measurement equipment.
The key advantage of the AM technologies is their ability to build products with complex shapes. The ability closes the gap between the theoretical models and experimental verifications for numerous research studies. For example, using a CAD and FEA software package in conjunction with AM technologies, today it is relatively easy to design and study lightweight parts, as well as parts optimized for specific applications. While majority of the AM applications are based on the unique ability of the technologies to build complex shapes, the applications are anyway affected by the properties of the materials that are used to build the products. Since the material properties are, in turn, affected by the production process of the AM technologies, the current decade witnessed extensive studies of the properties of the AM materials.
Among many others, the fitness of the AM technologies for development of various experimental setups attracted attention of those researchers who deal with application of photoacoustic effect [1]. The ability of AM technologies to create small structures with internal spaces could substantially increase sensitivity of the photoacoustic measurement equipment. However, any application of the AM technologies for design of structures for control of sound propagation requires good understanding of sound absorption and reflection properties of the structures [2]. Different researchers started to use AM to build specialized structures—metamaterials, which can be used to control the sound propagation, as demonstrated by Jiang at all [3] and Liu [4]. In their research, the main focus was put on the geometrical characteristics of the structures produced by AM, and how these geometrical characteristics can influence the coefficient of absorption of the structure. None of the research, however, considered the influence of material to the sound absorption during propagation through the structures.
AM comprises various technologies that differ in basic material and in principle of joining the basic material to build the final product. While majority of AM technologies, such as stereolithography (SLA) and fused deposition modelling (FDM), require specialized support structures to build the parts with overhanging features, the selective laser sintering (SLS) technology does not require these structures, which makes the technology particularly suitable for building the parts with extremely complex shapes and design. The important advantage of the SLS technology is based on use of polyamide PA12 powder as the basic material and laser sintering as the principle of joining the basic material. Due to such concept of the SLS technology, the non-sintered powder acts as the support to the product during building process. Further advantage of the SLS technology is that the sintered PA12 has superior mechanical properties in comparison with other polymer AM materials. Finally, the laser sintered PA12 is stable against impact, chemicals, heat, UV light, water and dirt, and is also a biocompatible material. Due to those advantages, the SLS technology is an optimal choice for production of experimental equipment, and consequently, material properties of the laser sintered PA12 are subject of many studies [5]. This paper presents a study of the coefficient of sound absorption of PA12 samples manufactured by SLS technology, which is of interest for design of equipment used for studies of sound propagation. To the best knowledge of the authors, the measurements of the coefficient of sound absorption of laser sintered polyamide PA12 are not presented in literature.
2 Methods
The coefficient of absorption was determined on the basis of measurements of air flow resistance, which was measured according to SRPS ISO 9053 standard, using steady state air flow method.
2.1 Measurement Setup and Theoretical Background
Air resistance is one of the main non-acoustic parameters that shows the behaviour of porous materials used in sound absorption systems. The standard SRPS ISO 9053 [9] specifies two methods for measuring airflow resistance: a steady state airflow method and an alternating airflow method. The paper presents the results of measurements using the method of constant air flow.
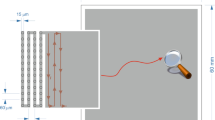
The basic element of the measurement equipment, presented in the Fig. 1, is the measurement cell, which is constructed as a plexiglass tube with 100 mm diameter. The sample, in the form of a thin disc with 100 mm diameter is coaxially positioned in the middle of the measurement cell. Atmospheric pressure acts upon one side of the sample, while the other side of the sample is exposed to the pressure produced by a vacuum pump. The pressure difference between two sides of the sample has to provide air flow with sufficiently small velocity so that the measured air flow resistance does not depend on air flow velocity.

The measuring system for determining the air flow resistance
The vacuum pump ZAMBELLI, used in the experimental setup for research presented in this paper, may achieve the maximum air flow of 30 l/min, and produces pressure differences higher than 0.773 bar (580 mmHg). The air flow is controlled by two ball rotameters, with the smaller rotameter controlling the air flow in the range 0.2–6 l/min, and the larger rotameter controlling the air flow in the range 5–30 l/min. The maximum error of the air flow measurement is 2%. The pump provides airflow velocity of 0.4 × 10−3 m/s through the measurement cell, which completely corresponds to the recommendations of the standard SRPS ISO 9053, where the air flow should be below the 0.5 × 10−3 m/s. The difference between the pressures on two sides of the sample has been measured by differential pressure gauge TESTO 512. The measurement range of this instrument is from 0 to 200 Pa, with resolution of 0.1 Pa. Therefore, the experimental setup used for the measurements is capable of measuring the airflow resistances below 60 MPa s/m3.
2.2 Specimens
For the purposes of the study, 40 samples were made from PA12 during a single production process using the SLS technology. All specimens are produced using an EOS P100 machine from the PA12 powder with trade name PA2200. As explained in the previous section, the samples had the shape of a disc with diameter of 100 mm.
The thickness of the samples was selected to study the effects of the porosity and layered structure of the material, characteristic for the SLS technology, to its air flow resistance and sound absorption properties. Microscopic analyses revealed that the parts produced by SLS have grainy structure and contain porosities, as it is shown in Fig. 2. According to the specifications of the manufacturer of the PA2200 powder, due to the porosities, the manufactured parts with thicknesses below 1.5 mm are not watertight. As the specimens are built with layer thickness of 0.1 mm, the samples were manufactured with thicknesses 0.7 mm, 1.2 mm, 1.7 mm and 2.2 mm, producing 10 samples for each of the thicknesses.

The porosity of the specimens under the microscope
Previous research [6, 7] have shown that the densities of parts produced by SLS are around 10% smaller than the densities of the parts made by injection moulding. As the density of the PA12 parts manufactured by injection moulding is around 1.01 g/cm3 [8], the measured density of the samples, which is around 0.93 g/cm3, further suggests that the laser sintered PA12 should be considered to be a porous material.
3 Empirical Model for Estimation of the Acoustic Properties
According to Delany and Bazley [8], the propagation of sound in an isotropic homogeneous material can be represented by the characteristic impedance Zc and the sound propagation constant γ of the absorption material.
Furthermore, relying on the empirical considerations from the Delany and Bazley research [8], the characteristic impedance and sound propagation coefficients may be calculated using the following relations:
where R and X are the real and the imaginary part of the characteristic acoustic impedance Zc, α and β are the real and imaginary part of the propagation constant γ of the sound in the absorption material, while ρ0 stands for the air density, f for the sound frequency, c0 for the sound speed and r for the longitudinal air flow resistance of a sample. The regression coefficients in the (3–6), denoted as C1–C8, are defined in the Delany and Bazley paper [10] for fibrous materials and in the Miki paper [11] for porous materials.
According to the recommendations of European norm EN 12354-6 [12], the coefficient of sound absorption for porous materials can be calculated using the (7–11). For a diffuse acoustic field, the absorption coefficient αs can be determined as:
with the following designations:
- φ:
-
angle of incidence, in radians,
- αφ:
-
the absorption coefficient for a plane sound wave bound to the angle φ,
- rφ:
-
reflection coefficient for a plane sound wave bound to the angle φ,
- \(Z^{\prime }\):
-
normalized surface impedance of the sample
- \(Z_{c}^{\prime }\):
-
normalized characteristic impedance of absorbent material,
- d:
-
sample thickness
4 Results and Discussion
The results of the measurements of the air flow resistance of the samples are given in the Table 1.
The measurements show high values of the airflow resistance of the samples even for thicknesses below 1.5 mm, where the material of the samples is not watertight. The airflow resistance of the samples with thickness 2.2 mm was higher than the maximal value measurable by the experimental equipment (60 MPa s/m3), and those samples may be considered to be airtight.
On the basis of the obtained measurements, the frequency dependence of the absorption coefficient was calculated in the frequency range 125–2500 Hz, which is predominantly used in the photoacoustic applications. The calculations of the absorption coefficients were performed using the Miki model [11] for porous materials. The results of the calculations are presented by solid lines in the Fig. 3. The results show that the sound absorption coefficient monotonously increases with sound frequency, but that it has values lower than 0.05 within almost the whole studied frequency range.

Frequency dependence of the coefficient of sound absorption of polyamide PA12 calculated using the Miki model (solid lines) and Delany and Bazley model (dashed lines)
The obtained results may be compared to the scarcely published results for absorption coefficients of polymer materials and composites. A research on acoustic properties of polypropylene composites reinforced with stone groundwood [13] showed specific air flow resistances around 1 MPa s/m2, considerably lower than those presented in this paper. The difference in the measured values of the air flow resistance may be explained by the differences in the microstructure of the materials, as the laser sintered PA12 has porous structure and the polypropylene composites reinforced with stone groundwood is a composite material with fibrous structure. The absorption coefficient of the material is close to 0.05 for frequencies up to 1600 Hz, but rapidly increases for higher frequencies. The difference in the high-frequency behaviour observed for two materials may not be easily explained by the difference in their structure because the wavelengths of the sound in the whole studied frequency range are much longer than the characteristic dimensions of the material features, which represent distinction between the microstructures of the materials. However, it may be noticed that the rapid increase of the sound absorption coefficient in the high-frequency range is not discussed in the paper [13].
In literature is frequently used Delany and Bazley model [10] for calculation of the frequency dependence of the sound absorption coefficients of fibrous materials. While the microscopy and density measurements suggest that the laser sintered PA12 has porous structure, the authors nevertheless calculated the frequency dependence of the sound absorption coefficient using the Delany and Bazley model, and the results of calculation are shown in the Fig. 3 by dashed lines. The values of the sound absorption coefficients calculated according Delany & Bazley model are lower than the values calculated by the Miki model, but negative values of the sound absorption coefficients in the range 200–1000 Hz confirm that the Delany and Bazley model is not applicable to the laser sintered PA12, further confirming that the laser sintered PA12 should be considered as a highly reflective porous material for the purposes of sound propagation studies.
5 Conclusion
In the paper are presented the results of experimental measurements of air flow resistance and calculation of the frequency dependence of the sound absorption coefficient of the polyamide PA12 samples produced by selective laser sintering technology. The results have shown that the samples with thickness higher than 2.2 mm may be considered airtight, and that the absorption coefficient of the samples with thicknesses above 0.7 mm are smaller than 0.05 in a wide sound frequency range between 125 and 2500 Hz.
The obtained result means that the products manufactured from polyamide PA12 by the selective laser technology may be considered highly reflective for the purposes of the sound propagation applications, such as design and construction of the measurement equipment based on photoacoustic effect.
References
A.C. Tam, Applications of photoacoustic sensing techniques. Rev. Mod. Phys. 58(2), 381 (1986)
F. Setaki, M. Tenpierik, A. Timmeren, M. Turrin, New sound absorption materials: using additive manufacturing for compact size, broadband sound absorption at low frequencies, in Proceedings of the INTER-NOISE 2016 - 45th International Congress and Exposition on Noise Control Engineering: Towards a Quieter Future, pp. 4073–4078, Hamburg, Germany (2016)
C. Jiang, D. Moreau, C. Doolan, Acoustic absorption of porous materials produced by additive manufacturing with varying geometries, in Proceedings of ACOUSTICS 2017, P79, pp. 19–22 Nov 2017, Perth, Australia
Z. Liu, J. Zhan, M. Fard, J. Davy, Acoustic properties of a porous polycarbonate material produced by additive manufacturing. Mater. Lett. 181, 296–299 (2016)
M. Schmid, A. Amado, K. Wegener, Polymer powders for selective laser sintering (SLS), in AIP Conference proceedings, vol. 1664, no. 1, p. 160009. AIP Publishing
G.V. Salmoria, J.L. Leite, L.F. Vieira, A.T.N. Pires, C.R.M. Roesler, Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering. Polym. Testing 31(3), 411–416 (2012)
S. Dupin, O. Lame, C. Barrès, J.Y. Charmeau, Microstructural origin of physical and mechanical properties of polyamide 12 processed by laser sintering. Eur. Polymer J. 48(9), 1611–1621 (2012)
B. Van Hooreweder, D. Moens, R. Boonen, J.P. Kruth, P. Sas, On the difference in material structure and fatigue properties of nylon specimens produced by injection molding and selective laser sintering. Polym. Testing 32(5), 972–981 (2013)
ISO 9053: 1991, Acoustics—Materials for acoustical applications—Determination of airflow resistance. International Organisation for Standardization (1991)
M.E. Delany, E.N. Bazley, Acoustical properties of fibrous absorbent materials. Appl. Acoust. 3(2), 105–116 (1970)
Y. Miki, Acoustical properties of porous materials—modifications of Delany-Bazley models. J. Acoust. Soc. Jpn. 11(1), 19–24 (1990)
EN 12354-6: 2003, Building acoustics—Estimation of acoustic performance of buildings from the performance of elements. European Committee for Standardization (2003)
J.P. López, N.E. El Mansouri, J. Alba, R. Del Rey, P. Mutjé, F. Vilaseca, Acoustic properties of polypropylene composites reinforced with stone groundwood. Bio Resour. 7(4), 4586–4599 (2012)
Acknowledgements
The authors wish to acknowledge the support of European Commission through the project “Advanced design rules for optimal dynamic properties of additive manufacturing products—A_MADAM”, which has received funding from the European Union’s Horizon 2020 research and innovation programme under the Marie Skłodowska-Curie grant agreement No. 734455. The authors also acknowledge the support of the Serbian Ministry of Science, Education and Technology through the grants No. TR36005 and No. TR37020.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Bogojević, N., Radičević, B., Vranić, A., Kostić, S.Ć. (2021). Coefficient of Sound Absorption of Polyamide PA12 Samples Manufactured by Selective Laser Sintering. In: Herisanu, N., Marinca, V. (eds) Acoustics and Vibration of Mechanical Structures—AVMS 2019. Springer Proceedings in Physics, vol 251. Springer, Cham. https://doi.org/10.1007/978-3-030-54136-1_15
Download citation
DOI: https://doi.org/10.1007/978-3-030-54136-1_15
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54135-4
Online ISBN: 978-3-030-54136-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)