
Abstract
The chapter is devoted to the study of the ammonium nitrate granules structure with nanostructured porous layers, which are obtained as a result of moistening and multistage drying. The necessity of an additional stage of granule dehydration in the technology of porous ammonium nitrate producing has substantiated. Basic constructions of the updated shelf dryers are given. The author’s software for calculating the hydrodynamic indices of the shelf dryer is presented. The regularities of changes in temperature and humidity parameters of the gravitational shelf dryer operation under different hydrodynamic modes are shown. The results of studies regarding the structure of porous ammonium nitrate samples, which was obtained in dryers of different structures under different hydrodynamic and thermodynamic modes, are demonstrated. The results of studies of the nanoporous structure of granules of porous ammonium nitrate after the stage of multistage drying showed the following patterns: an extensive network of deep curvilinear (winding) mesopores of a “modification” character is created; pores are evenly distributed over the entire surface of the granules; smaller pores practically do not merge into ensembles; the number of “mechanical” pores and destruction of the granules is significantly reduced.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Some granular materials used for special industries must have a developed network of different-size pores (including nanoporous structure). The presence of pores allows increasing the specific surface of the mass transfer, providing absorption of the required amount of liquid material, etc. At the same time, important porosity properties include pore sizes and pores network configuration [1]. It is necessary to distinguish separately such feature of the porous surface as the ratio of the pore area on the surface of the granules in the mass unit of granular material. This property lets to provide the liquid (gaseous) phase penetration into the granules to carry out the target process [2, 3].
It is important to provide the required size (size range) of pores in terms of their ratio to the substance molecule size that must penetrate these pores. The size and configuration of the pores must be ensured by the optimal selection of the technology to form porous structure and the design of the main equipment to implement this process [4].
The individual granular materials to which the porous ammonium nitrate (PAN) belongs should have a nanoporous structure to provide the main function–absorption and retention of diesel fuel distillate. These PAN properties are necessary for its successful use as a component of the ANFO industrial explosive [5,6,7,8,9,10].
A number of works by the authors of this article [11,12,13,14,15,16] are devoted to the theoretical description and experimental study of the nanoporous structure formation in devices with intensive hydrodynamics–vortex granulators and gravitational shelf dryers. Therefore, the stages of the granule formation process are clearly separated, as shown in Fig. 1. The process of humidification and heat treatment of ordinary ammonium nitrate granules (it is used as an original stock to produce PAN in the scheme below) with the allocation of the surface moisture in a highly turbulent vortex flow enables you to form up to 75% of all pores inside the granule and on the surface of it. The remaining number of pores can be formed in two ways:

Scheme of PAN obtaining process [15]: 1—humidification of ammonium nitrate granule; 2—granulation-drying; 3—final drying; 4—cleaning of waste gas
-
1.
In the same vortex granulator, with the less twisting degree. The reduction of the twisting degree is caused by the high probability of granule core destruction and a significant decrease in its strength. It is also necessary to perform changeover of the vortex granulator and to convert it from cyclic to periodic mode.
-
2.
In a shelf dryer; at the same time, due to the decrease of the flow twisting degree and to the complete preserving of the active hydrodynamic mode, the removal of bound moisture is not accompanied by the granules destruction.
Thus, two-stage heat treatment (drying + final drying), despite some increase of the energy amount to implement the process (which, however, can be solved by the introduction of the Maisotsenko Cycle [17]) lets fully to form the nanoporous structure of the granule without losing its strength.
The influence made by the hydrodynamic modes of gravitational shelf dryer operation on the nanoporous granule structure nature is described in detail in [18, 19]. The aim of this research is to evaluate the effect made by the structural features of the gravitational shelf dryer (and the proper hydrodynamic and thermodynamic parameters of its operation) on the peculiarities of nanopore network formation on the PAN granules surface.
2 An Overview of the Basic Constructions of Gravitational Shelf Dryers and Features of Their Operation
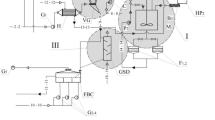
Within the framework of the research and scientific works “Investigation of hydrodynamic and heat-mass transfer features of devices with vortex and highly turbulent single and two-phase flows,” “Hydrodynamic parameters of two-phase flows of heat-mass transfer, granulation and separation equipment” at the department “Processes and Equipment of Department and Petroleum,” a stand of multistage gravitational shelf dryer (Fig. 2) has been created.

Gravitational shelf dryer: a stand diagram; b a shelf dryer element
Two shelf dryer constructions have been proposed for research (a general view of the dryer is shown in Fig. 3a):

Shelf dryer: a principle device; b, c design modifications; 1—case; 2—shelf
-
1.
A dryer with a variable gap between the end of the shelf contact and the wall (Fig. 3 b) [20].
-
2.
Sectioned shelf dryer with replaceable perforation (Fig. 3c) [21].
A general idea of the effect made by the gravitational shelf dryer on the hydrodynamic and thermodynamic conditions of the nanoporous surface layer formation of the PAN granule can be obtained by describing the process in a dryer with different gaps between the end of the shelf and the wall. In the weighted layer mode, the efficiency of moisture removal from the material is greatly enhanced by the intensification of the phase contact. The particles are actively interacting with the airflow on the surface of the perforated shelf and in the outloading space. As the gap between the end of the shelf and the wall of the device decreases, the velocity of the drying agent increases. This is a major factor in the intensification of phase contact and the heat-mass transfer process. The increase of the residence time of the particles due to their circulation in the zone above the outloading space causes the increase in the moisture content of the particles of the material in the weighted layer mode. In this mode, drying of wet material in periods of constant (first period) and falling velocity (second period) is quite effective.
Thanks to changes in the constructive parameters of the shelf contacts in the dryer, the necessary hydrodynamic conditions of material motion on each shelf of the cascade are provided. When constructing a gravitational shelf dryer, one should provide the steadiness of the drying agent’s contact with the disperse material on each shelf. This uniformity makes it possible to regulate the residence time of the particles on the shelves, taking into account their physicochemical properties. Any irregularity of the drying agent’s contact with the disperse material can lead to underheating (with insufficient drying) or to overheating with undesirable destruction of the particles and a decrease of their consumer qualities.
On the upper contact shelf (shelf is a conditional notion, depending on the conditions of the process, there may be several shelves in the cascade) by varying the length, angle of installation or degree of perforation, the minimum necessary contact time of the disperse material with certain physicochemical properties, fractional composition and the drying agent’s parameters is provided. On this shelf (or top shelf, if it will be a cascade of shelves) a small fraction is deleted, i.e., it serves as a separator. On the middle contact shelf, the residence time of the disperse material and its contact with the drying agent increases, which contributes to a more intensive removal of moisture. On the lower contact shelf, the contact between the disperse material and the drying agent provides a long stay of particles on the shelf to remove moisture from the depth of the material.
In order to control the technological process of nanopores formation in PAN granules, it is necessary to provide:
-
1.
The uniformity of the gas flow velocity profile in the above-shelf space at each cascade dryer.
-
2.
The minimum residence time of the granules in the workspace of the dryer.
-
3.
The required temperature and humidity properties of the drying agent and the disperse material.
The solution of task 1 is presented in Fig. 4. The analysis of the graph data shows that there is a decrease in the intensity of the drying agent’s motion with any shelf structure in the central part. This disadvantage can be corrected by the local changing of the perforation diameter.

The motion velocity curve of the drying agent along the relative length of the device: 1—shelf with constant perforation along the length; 2—sectioned shelf with variable perforation of sections; 3—sectioned shelf with constant perforation of sections and the changing tilt angle
It is possible to solve the task 2 through the use of the author’s software Multistage Fluidizer© [22]. The main windows for calculating the residence time of the granules in the workspace of the dryer are shown in Fig. 5. The software product allows using different mechanisms to control the residence time of PAN granules (drying agent’s velocity, number of shelf contacts, length of shelves, tilt angle and perforation degree) in the device both separately and in combination.

Multistage Fliudizer© software windows
The solution of task 3 is presented in Figs. 6, 7, 8, 9. The data from these figures let us predict the change in the temperature and humidity features of PAN granules and a drying agent.

Research findings of temperature features of flows in dryers with variable outloading gap: a drying agent; b PAN granules

Research findings of humidity features of flows in dryers with variable outloading gap: a drying agent; b PAN granules

Research findings of temperature features of flows in dryers with variable perforation of shelf contacts: a drying agent; b PAN granules

Research findings of humidity features of flows in dryers with variable perforation of shelf contacts: a drying agent; b PAN granules
Comparing these data with the data from the hydrodynamic calculation, it is possible to create a reliable mechanism for controlling the pore-formation and nanoporous surface formation process. The results of the granule structure studies are presented in the next section.
3 Research Findings of the PAN Granule Structure
Having investigated a reliable mechanism for controlling the pore-formation and nanoporous surface formation process, PAN samples were obtained with different degrees of surface porosity and different pore structure. The porous surface photos were processed using the author’s Converter Image software (Fig. 10).

Software product converter image
The studies results of the porous structure of PAN granules are presented in Fig. 11. It should be noted that the granule samples obtained in the updated dryers are characterized by a more developed network of nanoscale pores on the surface. In this case, this network is a combination of straight and curved channels. The first type of channels lets diesel fuel distillate directly penetrate into the granules. The second type of channels lets successfully hold the diesel fuel distillate inside the granule thanks to the curvature.

PAN granule samples: a after vortex granulator; b after the dryer with shelves with the same outloading gap and constant perforation along the length; c after the dryer with shelves with different outloading gap; d after dryer with shelves with the same outloading gap and sectioned shelves with variable perforation of sections
The data from calculation of the porous surface relative area (according to the results from the calculation of the relative pore surface per area unit of the granules by the software Converter Image) are shown in Table 1. The results show a significant advantage to use the updated constructions of dryers in the implementation of the PAN obtaining method taking into account the optimal hydrodynamic and thermodynamic conditions, the mechanism to define which is presented in the previous section of this paper.
The results of studies of the nanoporous structure of porous ammonium nitrate granules after the multistage drying stage showed the following patterns: an extensive network of deep curvilinear (winding) mesopores of a “modification” character is created; pores are evenly distributed over the entire surface of the granules; smaller pores practically do not merge into ensembles; the number of “mechanical” pores and destruction of the granules is significantly reduced.
4 Conclusions
The results of studies regarding the PAN granules structure showed that the additional stage of “soft” drying allows obtaining PAN with a developed network of surface pores, which successfully provide the necessary absorptivity and retentivity of this product. The ability to control the hydrodynamic and thermodynamic parameters of the PAN granules, as well as to control them, allows obtaining the predicted nanoporous structure.
References
Artyukhov AE, Sklabinskyi VI (2016) 3D Nanostructured porous layer of ammonium nitrate: influence of the moisturizing method on the layer’s structure. J Nano Electron Phys 8(4) 04051–1–04051–5
Artyukhov AE (2016) Kinetics of heating and drying of porous ammonium nitrate granules in the vortex granulator. In: Abstracts of the 6th international conference nanomaterials: application and properties (NAP-2016), vol 5(2), pp 02NEA02
Artyukhov AE, Voznyi AA (2016) Thermodynamics of the vortex granulator’s workspace: the impact on the structure of porous ammonium nitrate. In: Abstracts of the 6th international conference nanomaterials: application and properties (NAP-2016), vol 5(2), pp 02NEA01
Artyukhov AE, Sklabinskyi VI (2016) Thermodynamic conditions for obtaining 3D nanostructured porous surface layer on the granules of ammonium nitrate. J Nano Electron Phys 8(4):04083–1–04083–5
Erode GM (2013) Ammonium nitrate explosives for civil applications: slurries, emulsions and ammonium nitrate fuel oils. Wiley-VCH and Co, Weinheim
Zygmunt B, Buczkowski D (2007) Influence of ammonium nitrate prills’ properties on detonation velocity of ANFO. Propellants Explos Pyrotech 32(5):41–414
Lipinska K et al (2005) Demilitarized propellants as ingredients in commercial explosives. In: European Federation of Explosives Engineers: Brighton conference proceedings, Brighton, pp 493–498
Martin G, Barbour W (2003) In: Industrial nitrogen compounds and explosives. Chemical manufacture and analysis. Watchmaker Publishing
Kubota N (2015) Propellants and explosives: thermochemical aspects of combustion, 3rd edn. Wiley-VCH and Co, Weinheim
Janssen TJ (2011) In: Explosive materials: classification. Composition and properties, Nova Science Publishers Inc
Artyukhov AE, Sklabinskyi VI (2013) Experimental and industrial implementation of porous ammonium nitrate producing process in vortex granulators. Nauk Visnyk Nats Hirnychoho Univ 6:42–48
Artyukhov AE, Sklabinskyi VI (2017) Investigation of the temperature field of coolant in the installations for obtaining 3D nanostructured porous surface layer on the granules of ammonium nitrate. J Nano Electron Phys 9(1) 01015–1–01015–4
Artyukhov A, Gabrusenoks J (2018) Phase composition and nanoporous structure of core and surface in the modified granules of NH4NO3. Springer Proc Phys 210:301–309
Artyukhov AE, Artyukhova NO (2019) Technology and the main technological equipment of the process to obtain N4HNO3 with nanoporous structure. In: Springer proceedings in physics, vol 221, pp 585–594
Ivaniia AV, Artyukhov AY, Olkhovyk AI (2019) Hydrodynamic and thermodynamic conditions for obtaining a nanoporous structure of ammonium nitrate granules in vortex granulators. Springer Proc Phys 221:257–268
Artyukhov AE, Sklabinskyi VI (2015) Theoretical analysis of granules movement hydrodynamics in the vortex granulators of ammonium nitrate and carbamide production. Chem Chem Technol 9(2):175–180
Artyukhov AE, Levchenko DO, Yurko IV (2017) Maisotsenko cycle applications in multi-stage ejector recycling module for chemical production. In: IOP conference series: materials science and engineering vol 233(1), pp 012024
Artyukhov AE, Krmela J, Gavrylenko OM (2019) Evaluation of the impact made by the hydrodynamic regime of the granulation equipment operation on the nanoporous structure of N4HNO3 granules. J Nano-Electron Phys 11(4): 03033
Artyukhova NO, Krmela J (2019) Nanoporous structure of the ammonium nitrate granules at the final drying: the effect of the dryer operation mode. J Nano-Electron Phys 11(4): 04006
Artyukhova NO et al (2012) Prystriy dlya sushinnya dyspersnych materialiv (Device for drying of disperse materials) UA Patent 74070, 10 Oct 2012
Artyukhova NO et al (2013) Prystriy dlya sushinnya dyspersnych materialiv (Device for drying of disperse materials) UA Patent 81720, 10 July 2013
Artyukhov AE et al (2018) Computer program Multistage fluidizer UA Certificate for registration of copyright 52659, 17 May 2018
Acknowledgements
This research work had been supported by the Ministry of Science and Education of Ukraine under the project “Technological bases of multistage convective drying in small-sized devices with utilization and heat recovery units”, project No. 0120U100476 and by the cultural and Educational Grant Agency of the Slovak Republic (KEGA), project No. KEGA 002TnUAD-4/2019.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Artyukhova, N.O., Artyukhov, A.E., Krmela, J. (2020). Final Drying of Ammonium Nitrate with Nanoporous Structure in Gravitational Shelf Dryers: Hydrodynamic and Thermodynamic Conditions. In: Fesenko, O., Yatsenko, L. (eds) Nanooptics and Photonics, Nanochemistry and Nanobiotechnology, and Their Applications . Springer Proceedings in Physics, vol 247. Springer, Cham. https://doi.org/10.1007/978-3-030-52268-1_13
Download citation
DOI: https://doi.org/10.1007/978-3-030-52268-1_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-52267-4
Online ISBN: 978-3-030-52268-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)