
Abstract
This work substantiates the possibility to control the quality of nanostructured porous layers in porous ammonium nitrate (PAN) granules by introducing an additional stage of final drying and choosing the optimal thermodynamic conditions for this process. The necessity of the final drying stage in the PAN production technology is validated. An algorithm for calculating the thermodynamic parameters of the drying unit is presented. The results of studying the morphology of PAN granules with various diameters, obtained in a gravitational shelf dryer, are demonstrated. The results from study of the thermodynamic conditions for the implementation of the PAN final drying stage will be included in the methodology for the technological calculation of the granulation-drying unit.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Porous ammonium nitrate (PAN) granules are obtained by the following methods [1,2,3]:
-
1.
Granulation of melt in granulation towers with addition of pore-forming and modifying additives.
-
2.
Heat treatment of granules.
-
3.
Humidification and drying of the granules.
The main quality index of PAN is the absorptivity and retentivity to diesel fuel. Each of the noted methods provides the necessary value of these indices; at the same time, the environmental production indicators decrease (method 1), the strength of the granules is lost (method 2), the production scheme becomes more complicated (method 3).
A promising technique for obtaining PAN is to combine the heat treatment and humidification of granules in small-sized vortex granulators.
The main advantages of the PAN granules production in a vortex flow are:
-
reduction of the residence time for granules in the workspace of the device and maintaining their strength properties;
-
quantity reduction of heat treatment cycles for granules;
-
combination of the humidification and drying stages in one device;
-
classification of granules by size;
-
decrease in the overall dimensions of the granulation equipment.
It is necessary to predict theoretically how the granule will be warmed up and moisture will be removed to obtain a high-quality porous structure. This mathematical model enables determining the conditions for uniform heat treatment and drying of granules in the hot heat transfer agent’s flow.
Although there are many studies devoted to PAN production (e.g. [1,2,3,4,5,6]), they do not observe the nanoporous structure of the surface and deep layers of the granule. The granule absorptivity depends on the pore size on the surface of the granule. The retentivity of the granule depends on the size of the internal pores. The correct selection of the technology for obtaining PAN allows providing a given pore size on the surface and inside the granule.
One should note that the destruction of a granule can also occur at the stage of nanoporous structure formation during humidification and heat treatment, for example, in vortex granulators [7,8,9,10,11]. Despite the satisfactory results after introducing vortex granulators into the PAN production technology, the object of research includes the mechanisms for controlling the residence time of a granule in the workspace of this device. In this work, the authors continue the research on introducing the drying stage to eliminate the possible overheating of the granule and its collision with other granules and the wall of the device in the swirling heat transfer agent’s intense flow. The necessity to introduce the final drying stage using multistage shelf units [8, 12, 13] is substantiated in works [14, 15]. The choice of this type of dryer is based on a comparative analysis of modern methods of effective dewatering of dispersed materials and effective two-phase systems such as fluidized bed [16,17,18,19,20].
The additional drying stage in the decreasing velocity regime in the active (but less turbulized) hydrodynamic mode will make it possible to achieve the following changes in the nanoporous structure of granules (in comparison with an undried sample):
-
an increase in the number of micropores and mesopores of curvilinear configuration;
-
an increase in the share of curvilinear macropores in the total number of nanopores;
-
an increase in the surface nanopores depth.
These changes increase the retentivity rate of the granule and the reliable retention time of the diesel distillate in the granule.
The thermodynamic conditions to produce the PAN granules have a decisive effect on the nanoporous structure, features of pores, their number, relative porous surface area, etc. Based on the importance of this index, the authors modeled the thermodynamic operating conditions of a gravitational shelf dryer at the final drying stage.
Principal scheme of the PAN obtaining unit with the use of equipment with highly turbulized flows is shown in Fig. 1.

Diagram of porous ammonium nitrate production according to the method [8, 11,12,13,14,15]: I—humidification of ordinary ammonium nitrate; II—heat treatment and drying of ordinary ammonium nitrate after humidification;—III—final drying PAN; IV—cleaning of exhaust gases; 1—vortex granulator; 2—multistage gravitational shelf dryer; 3—contact tray with heat and mass transfer–separation elements
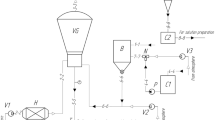
The target technological processes in PAN production are heat treatment of the ordinary ammonium nitrate after humidification and the PAN final drying, significant secondary process—cleaning of the waste drying agent before its release into the atmosphere or utilization. Given this, basic algorithm of the granulation unit’s calculation (technological scheme of the unit is shown in Fig. 2) will be based on the defining of technological operation conditions and constructive characteristics of the vortex granulator (VG), gravitational shelf dryer (GSD), and absorber (A) with vortex mass transfer–separation contact elements.

Technological scheme of the porous ammonium nitrate production. Elements of the installation: VG—vortex granulator; H—heater; GHD—gravitational shelf dryer; FBC – fluidized bed cooler; A—absorber; F—filter; M—mixer; B—batcher; HP—hopper; G—gas blower; P—pump; T—tank; C—compressor. The main flows: 1–1—seeding agent; 2–2—manufacturing air; 3–3—polluted air; 4–4—purified air; 5–5—polluted water; 6–6—water; 7–7—substandard granules; 8–8—air for spraying of liquid material (solution, melt); 9–9—product; 10–10—air for cooling of granules; 11–11—granules for packaging; 12–12—steam; 13–13—dusty gas; 14–14—liquid material (solution, melt); 15–15—water condensate; 16–16—drying agent
In general, the algorithm to calculate the main technological equipment of the granulation unit to obtain PAN, can be presented as a scheme, as shown in Fig. 3. One or several software products, which together constitute automated complex of the granulation unit calculation, correspond each block of the scheme.

Algorithm of the main technological calculation of the PAN obtaining granulation unit
2 Calculation of Technological Parameters
In order to study the influence made by the hydrodynamic regime of the gravitational shelf dryer’s operation on the nanoporous structure of the granule after final drying, the experimental stand was created (Fig. 4).

Schematic diagram of the experimental setup for the study of shelf devices: F—fan; GSD—gravitational shelf unit; C—cyclone; T1, T2—containers (tanks); 1—drying agent; 2—waste drying agent; 3—purified gas; 4—PAN; 5—PAN after final drying; 6—fine particles
Other devices and equipment include:
-
temperature in the calorifier is measured by TC10-C thermocouple; self-recording potentiometer КCП-3;
-
temperature in the workspace of granulator is measured by thermal imager Fluke Ti25, pyrometer Victor 305B;
-
humidity of granules and air is measured by the multimeter DT-838.
The theoretical calculation of the kinetics for the granule heating process and its mass changing are presented in Figs. 5 and 6.

Program interface for calculating the mass of a granule a, windows for calculating the heating kinetics of a granule b, c

Results of calculating the mass of the granule a, the heating kinetics of the granule b, c
Heating of the granule surface and removing moisture from it is carried out at a constant drying velocity. In this case, the heating and drying front are mixed in parallel. It enables obtaining a porous structure of the granule at low thermal stresses in the core. As the heating and drying front moves deeper into the granule, the drying velocity decreases. The heat treatment time must be increased to remove the required amount of moisture from the granule. Besides, it is essential to prevent overheating of the granule core. It will lead to the formation of pores in the form of cracks, not due to evaporation but due to the mechanical destruction. In this case, the strength of the granule is significantly reduced.
Multistage Heat Treatment© the mathematical model, underlying the software product, is demonstrated in [8, 11,12,13].
The Multistage Heat Treatment© program is necessary to calculate heat treatment and dehydration processes (if required) in the multistage drying, granulation and cooling devices of the weighted layer. The calculation results are the value of the temperature and humidity of the dispersed material and the gas flow (drying or heat transfer agent) before and after each stage of the multistage device. The heat treatment process is calculated in the gas flow direction (from the lower to upper sections of the device). The heat treatment process is calculated in the direction of the gas flow (from the lower to the upper sections of the device).
When starting work with the program, the equation system of the mathematical model appears on the screen (Fig. 7).

Mathematical model for calculation
The user enters the initial data in the corresponding cells (Fig. 8).

Input of initial data
The working field of the program after entering the initial data will have the form as shown in Fig. 9.

Working area of the program
The next step is to carry out the calculation (Fig. 10). The corresponding command makes it possible to calculate the required values.

Calculation
The calculation results are displayed in a separate window (Fig. 11).

Calculation results
After the calculation of the first stage, the user proceeds to further calculations. The mathematical model equations at the next step are similar to the previous ones. The peculiarity of the calculation at each subsequent stage is to use the calculation results of the flow features in the previous stage, which are the initial data for the calculation (Fig. 12).

Initial data to calculate the subsequent heat treatment stages
3 Properties of Nanoporous Layers in Granules of PAN
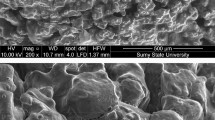
Figure 13 shows the electron microscopy results of the surface of PAN granules with various diameters after the final drying stage.

Electron microscopy results of the surface of PAN granules with various diameters after the final drying stage: a–d = 1 mm; b–d = 2 mm; c–d = 3 mm
Analysis of these figures shows the following features of the nanoporous structure morphology:
-
with an increase in the diameter of the granule, the nanoporous surface becomes more uniform thanks to the regular heating of the granule;
-
an increase in the time for heat treatment with a slight decrease in temperature enables to avoid the formation of several “mechanical” pores arising from the thermal stress actions;
-
the formation of a developed network of twisted nanopores occurs when the granule is not overheated;
-
with an increase in the granule polydispersity degree, the small fraction is characterized by an uneven network of predominantly rectilinear nanopores;
-
it is necessary to adjust the ratio between the drying agent’s flows and granules (dispersed material) to reduce the temperature stress effect on the granule. Such an optimization calculation is a task for further research.
The values of the relative porous surface of the PAN granule for different diameters are presented in Fig. 14.

Values of the relative porous surface of the PAN granule for different diameters: a–d = 1 mm; b–d = 2 mm; c–d = 3 mm
4 Conclusions
The obtained results indicate that the final drying stage of PAN granules provides an increase in their quality and shelf life without loss of retentivity toward diesel distillate.
The introduction of this stage increases the total energy capacity of the production; however, the use of multistage shelf dryers enables:
-
to section the internal space of the device with the formation of the heat–mass exchange steps;
-
to differentiate the distribution of flows between stages;
-
to provide gradual regulation for the driving force of heat–mass transfer;
-
to achieve optimization of the cost ratio of interacting flows;
-
to create an active hydrodynamic mode of flow interaction;
-
to reduce the specific energy consumption for the intensification of the process.
References
Zygmunt B, Buczkowski D (2007) Influence of ammonium nitrate prills’ properties on detonation velocity of ANFO. Propellants Explos Pyrotech 32(5):41–414
Kubota N (2015) Propellants and explosives: thermochemical aspects of combustion, 3rd edn. Wiley-VCH Verlag & Co, Weinheim
Lipinska K (2005) Demilitarized propellants as ingredients in commercial explosives. In: European federation of explosives engineers: Brighton conference proceedings, Brighton, pp 493–498
Erode GM (2013) Ammonium nitrate explosives for civil applications: slurries, emulsions and ammonium nitrate fuel oils. Wiley-VCH Verlag & Co, Weinheim
Martin G, Barbour W (2003) Industrial nitrogen compounds and explosives. Watchmaker Publishing, Chemical Manufacture and Analysis
Janssen TJ (2011) Explosive materials: classification. Nova Science Publishers, Inc., Composition and Properties
Artyukhov AE, Artyukhova NO, Ivaniia AV (2018) Creation of software for constructive calculation of devices with active hydrodynamics. In: Proceedings of the 14th international conference on advanced trends in radioelectronics, telecommunications and computer engineering (TCSET 2018), 2018-April, pp 139–142
Obodiak V, Artyukhova N, Artyukhov A (2020) Calculation of the residence time of dispersed phase in sectioned devices: theoretical basics and software implementation. Lecture Notes Mech Eng 813–820
Artyukhov AE, Obodiak VK, Boiko PG, Rossi PC (2017) Computer modeling of hydrodynamic and heat-mass transfer processes in the vortex type granulation devices. CEUR Workshop Proc 1844:33–47
Artyukhov AE, Sklabinskyi VI (2017) Investigation of the temperature field of coolant in the installations for obtaining 3D nanostructured porous surface layer on the granules of ammonium nitrate. J Nano Electron Phys 9(1):01015-1–01015-4
Artyukhov AE, Sklabinskyi VI (2013) Experimental and industrial implementation of porous ammonium nitrate producing process in vortex granulators. Naukovyi Visnyk Natsionalnoho Hirnychoho Universytetu 6:42–48
Artyukhova N, Krmela J (2019) Nanoporous structure of the ammonium nitrate granules at the final drying: the effect of the dryer operation mode. J Nano Electron Phys 11(4):04006-1–04006-4
Artyukhova NA (2018) Multistage finish drying of the N4HNO3 porous granules as a factor for nanoporous structure quality improvement. J Nano Electron Phys 10(3):03030-1–03030-5
Artyukhov A, Artyukhova N (2018) Utilization of dust and ammonia from exhaust gases: new solutions for dryers with different types of fluidized bed. J Environ Health Sci Eng 16(2):193–204
Artyukhova N (2020) Morphological features of the nanoporous structure in the ammonium nitrate granules at the final drying stage in multistage devices. J Nano Electro Phys 12(4):04036-1–04036-6
Wan Daud WR (2008) Fluidized bed dryers—recent advances. Adv Powder Technol 19(5):403–418
Mujumdar AS (2006) Handbook of industrial drying. Taylor & Francis Group, Boca Raton
Sinaiski EG (2010) Hydromechanics: theory and fundamentals. WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Crowe C (2006) Multiphase flow handbook. Taylor & Francis Group, Boca Raton
Kudra T, Mujumdar AS (2002) Advanced drying technologies. Marcel Dekker, New York
Acknowledgements
This research work had been supported by the Ministry of Science and Education of Ukraine under the project «Technological bases of multistage convective drying in small-sized devices with utilization and heat recovery units», project No. 0120U100476 and by the Cultural and Educational Grant Agency of the Slovak Republic (KEGA), project No. KEGA 002TnUAD-4/2019.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Artyukhova, N.O., Krmela, J., Krmelova, V., Artyukhov, A.E. (2021). Methods for Controlling the Properties of Nanoporous Layers in Granules of Porous Ammonium Nitrate: Stage of Drying. In: Fesenko, O., Yatsenko, L. (eds) Nanomaterials and Nanocomposites, Nanostructure Surfaces, and Their Applications . NANO 2020. Springer Proceedings in Physics, vol 263. Springer, Cham. https://doi.org/10.1007/978-3-030-74741-1_13
Download citation
DOI: https://doi.org/10.1007/978-3-030-74741-1_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-74740-4
Online ISBN: 978-3-030-74741-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)