
Abstract
Cold gas dynamic spray (or the ‘cold spray’) technology has brought the attention to effectively realize additive manufacturing concept by better aligning innovative material design with precision manufacturing. The evolutionary technology with the revolutionary concept is permitting the creation of substrate surface unprecedented to human history. The objective of this chapter is to highlight the state-of-the-art of cold spray additive manufacturing (CSAM), current research challenges in both feedstock and spray infrastructure, and more importantly, the potential. A comparative chart on contemporary process technologies involving CSAM and other nanoscale additive manufacturing technique-based material deposition processes is presented at the end.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
1.1 Cold Spray Additive Manufacturing (CSAM)
In contrast to conventional manufacturing processes, i.e. material removal process to manufacture an engineering component, additive manufacturing (AM) depends on a novel material incremental manufacturing method. AM strategy has been widely investigated for quite a long time to create functionalized segments, to deliver complex structures or shapes that are in fact impractical using the conventional subtractive machining processes. This inventive strategy of manufacturing brings few advantages, including decrease in both assembling cost and material utilization, liberty to use different sets of materials and their combinations. However, the intricate benefit of the AM method lies in its ability to create layer-by-layer deposits with excellent material and geometric controls of the underlying shapes.
There are now a handful of AM-based techniques available to support industrial scale manufacturing. They can be categorized along their operational task, type of materials handled, or complexity involved in the deposition process. Material plays an important role in deciding what AM technology to be utilized. For example, with regards to the AM for metals, there are primarily two methods: (1) non-powder-based; and (2) powder-based. In non-powder feed method, such as wire arc AM (WAAM) or laser melt deposition wire (LMD-w), a wire is fed through a nozzle that is melted by corresponding plasma arc or laser. The method incorporates inert gas shielding in either an open environment or in a sealed gas chamber. Compared with powder-based method, the system provides a higher deposition rate; however, lacks in control of variable parameters. All the process parameters lead to produce bead geometries, and it is the manipulation of beads that results in desired component shape. Unfortunately, and unlike other AM processes, bead geometry is affected by more than just the process parameters. The residual heat as the part is built results in a rapidly-varying thermal field that must be accounted for if a deposit layer is to be accurate and free from defect. Whereas, in the powder-based deposition method, the powder as feedstock is sprayed onto a substrate in a supersonic atmosphere to develop coatings and bulk parts through self-consolidation. The method is thus used as a direct AM process in high productivity requirement. It is estimated that thermal spraying of powder-based deposition method constitutes an annual growth of 10%, reaching US$28 billion by 2024. This demand is largely attributed to the industrial acceptance of thermally-sprayed coated parts required to protect from corrosion, erosion, and highly-elevated temperatures and pressures. The rise of acceptance of thermal spraying has given birth to the process technologies, namely, high velocity oxy-fuel (HVOF), flame spray, detonation spray, laser spray, high-pressure gas spray, and recently the cold spray. All the processes in thermal spray technology family, except the cold spray, uses a combination of thermal and kinetic energies for the formation of deposits. On the other hand, cold spray works solely on the particle kinetic energy making the deposit far-superior cleaner, as well as widening the material design composition stunningly innovative. In other words, this revolutionary distinction puts the cold spray technology being considered as a solid-state additive method. The conducive benefit of CSAM is that the feedstock powder retains its solid-state during deposition and self-consolidation.
Cold spray uses low deposition temperature against industry-standard thermal spraying techniques involving elevated temperature gas spray. This enables the powder to retain their physical characteristics during deposition. Powder granulometry’s suitability is less restrictive compared to standard thermal spraying. The powder particles cover a wide range of size distribution, from micron to submicron. Further, the technology allows for thermally-sensitive materials as well as dissimilar materials (e.g. ceramic-metallic or cermets) to be manufactured. The key features and capabilities of cold stray is presented in Fig. 1.

Key features of cold spray [1]
As compared with technologically-advanced comparable AM technologies, cold spray neither includes high temperature (as in selective laser melting (SLM) and direct metal deposition (DMD)) nor does it engage into complex chemical processes (such as in electroplating). Hence, cold spray can be suggested as the best fit for making different geometries of complex shapes and simultaneously accomplish deposition without thickness limitation. Table 1 presents the details of AM processes as per ASTM F2793-12A standard which suggests cold spray as a promising AM technology.
Figure 2 shows the dissemination of procedures as indicated by their different added substance producing abilities; parts external to the parabola indicate AM in a wider sense, whereas parts within the parabola demonstrate AM in a narrow sense.

Division of procedures as indicated by their different AM abilities
1.2 Overview of Cold Spray Process
In cold spray, solid-state particles are delivered to substrate via a carrier gas at a supersonic speed to build a layered deposit or a freeform object. Figure 3 portrays the schematic of a simple cold spray setup.

Schematic diagram of a cold spray gun [1]
High velocity is essential for ideal deposition of particle and achieve coating density. Parameters like gas condition, particle characteristics, and nozzle geometry influence heavily to reach to the required velocity [3]. In this chain, if contrasted with other spraying methods, deposition of coating happens at moderately low temperature, enabling sprayed particles to stay in solid state [4]. In contrast to thermal spray that includes either total or partial powder particle melting, cold spray takes out thermal imperfections, for example, high residual stress in the coating because of solidification shrinkage, potential harm for the substrate caused by molten metal effect, and high-temperature oxidization [5]. Thus, the process is especially suitable for coating of thermally-sensitive materials, for example, amorphous and nanocrystalline materials, and for oxygen-sensitive materials, for example, magnesium, aluminum, and titanium composites [5]. The essential utilization of cold spray coatings is for the surface upgrade of metals to enhance properties, for example, resistance from wear and corrosion, conductivity of electrical/thermal, and so on [6]. This process is also appropriate for coatings on light metal substrates, for example, magnesium alloys because of its low temperature tolerance [6]. As a result, particle plastic deformation during flight disturbs the thin oxide film at substrate arrival, helps promote close conformal contact under high local pressure, and allows for occurrence of bonding, which is thought to equivalent to that in explosive welding or shock wave powder compaction [5].
The cold spray system can be designed in either automated or manual operation mode, making it flexible for fixed or portable operation. In many respects, a generic cold spray setup looks very similar to some of the traditional thermal spray systems. The gases having aerodynamic properties are generally used to propel the feedstock particles, including helium, nitrogen, combination of helium and nitrogen, and dry air (79% nitrogen + 21% oxygen). The major components making up the system include:
-
Spray gun and powder feeder;
-
Compressed gas source;
-
Gas heater pre-nozzle entry, to compensate for cooling owing to fast nozzle expansion;
-
Supersonic deLaval type nozzle;
-
Spray chamber with motion mechanism;
-
Monitoring and control system for spray parameters (measuring and controlling gas temperature and pressure).
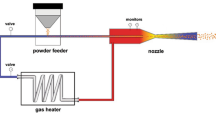
Figure 4 presents a connection among various process components. Compressed gas such as N2, O2, or He passes through a diverse system consisting of a gas heater and a powder feeder at pressures in the range 1.4–3.4 MPa and maintained at minimum 1.7 MPa. The pressurized gas is warmed electrically to between 100 and 600 °C and then goes through a deLaval type converging/diverging nozzle until the gas reaches a supersonic speed. The powder particles are brought to the gas stream just before the converging region of the nozzle and extending gas quickens this process. The metering instrument passes on the powder feedstock on the high-pressure side of the nozzle, which is heated and kept up at the raised pressure of the manifold. A diminishing temperature takes place in the midst of the supersonic expansion through the deLaval nozzle. Therefore, the gas stream temperature is often underneath the melting point of the particulate material, giving the development of the coatings essentially from particles in the solid state with virtually no oxidation [7].

Schematic of the connectivity among cold spray components
2 Mechanism of Cold Spray Process
Cold spray uses the principle of energy conversion. It utilizes particle kinetic energy, and converts into plastic deformation, strain, and residual heat [8]. The process mechanism finds some similarity with explosive cladding and shock wave powder compaction because of its high-rate-strain phenomenon. Figure 5 shows a schematic of the process principle.

A schematic showing cold spray process principle
The main concern with any AM based technologies is the state of bonding between feedstock and substrate or feedstock-feedstock interface. In cold spray, the bonding of particles is attributed to adiabatic shear instability (ASI), occurring at the particle-substrate or particle-particle interface due to the presence of high kinetic energy. ASI also takes place at a loss of strength when thermal energy due to supersonic collision rises past the effect of strain and strain-rate hardening from the deformation [5]. This presence of high-strain and high-strain-rate deformation is particularly advantageous for cold spray as ASI covers the complete surface area by impacting particles with various velocities (yet in supersonic state) direct to the target. The mechanical bonding of the particles is a result of the tangled structure occurred on the outermost layer due to ASI. The harsh plastic deformation further implies the microstructure evolution from the criterion of microbands to the processing of sub-grain area [5].
Plastic deformation of the particles makes deposition process possible, edging cold spray as a superior technology as compared with other thermal spray family members. The involvement of lesser heat helps in reducing the negative effect on the deposit, such as residual stress, surface distortion, oxidation, void, phase transformation. Under high pressure, metallurgical bond between interacting surfaces most likely is strengthened as a result of removal and destroy of oxide layers at the contact interfaces. A comprehensive analysis of the bonding mechanism and impact phenomena occurring during the cold spray deposition is summarized by the following four events, also shown schematically by Fig. 6.

Schematic of the bonding phenomena in cold spray
-
(1)
Collision plastic strain energy is kept in the system as the heat raises the substrate’s temperature and softens substrate.
-
(2)
Flow stress (instant stress needed to deform a body plastically) reaches a maximum at a certain stress value and then starts to decline with added stress.
-
(3)
Strain softening (shear or heat) is localized under actual circumstances, i.e. fluctuating stress, pressure, temperature, microstructure. In this case of localization, the flow stress drops rapidly to zero (i.e. plastic deformation occurs very easily in a narrow area surrounding the particle-substrate interface). This causes the injection of an interfacial jet, like a splash of an object hitting water, made of the same material as the particle, which is now heavily deformed.
-
(4)
The jet removes the particulate oxide film and allows direct contact between the material surfaces (particle-substrate or particle-particle), supporting bonding in-between with comparatively elevated contact pressure (shown by schematic in Fig. 6) and adiabatic softening of the interfacial region [9].
2.1 Cold Spray Configuration
When dealt with the practicality of the cold spray process, two distinct system technologies are patented in line with how the particulate feedstock is carried out through the spray nozzle: high-pressure cold spray (HPCS) and low-pressure cold spray (LPCS). As the name suggests, it is gas pressure that is required to propel injected particle axially, hence the HPCS, as opposed to radially to synonym with LPCS. The common characteristics and their comparable values are given in Table 2.
2.1.1 High-Pressure Cold Spray (HPCS)
Figure 7a exhibits a schematic representation of the high-pressure cold spray (HPCS) system, where the main gas stream and the powder stream are both introduced into the inlet chamber of the nozzle. High-pressure systems utilize higher pressure gases (2.5–4.5 MPa) and often have a dedicated gas compressor. A low-molecular-weight gas, such as helium, is sometimes used as the accelerating gas when particles must be brought to very high velocity. The use of a wide spectrum substrates such as stainless steel, titanium, Inconel, gold and silver is unique to the HPCS method, even though it’s potential could extend to most metal, glass, and ceramic substrates. Because it is feasible to process high regions, high-pressure offers a high demand from the aerospace, marine, automotive, and electronic sectors, with so far tried feedstock design based on Cu, Al, Ta, Ni, Cu(Sn), Ni(Cr), and Ni(Al).

Schematic of a high-pressure cold spray; and b low-pressure cold spray process
2.1.2 Low-Pressure Cold Spray (LPCS)
Figure 7b shows a schematic of LPCS system in which powder stream is injected into the nozzle at a point where the gas has expanded to low pressure. Atmospheric pressure air, drawn by the lower pressure nozzle injection point, is used to transport powder from the feeder. Since the system does not require a pressurized feeder, it is often used in portable cold spray mode. LPCS generally utilizes readily-available compressed air but can run on nitrogen as well featuring prime advantage being ease of use. In situations where time and part replacement cost money, LPCS works well to perform repair jobs of all types, such as dents, dings, scratches, spots of corrosion, cracks, etc. The method makes it possible to integrate with automated manufacturing process, with somewhat advantageous for spraying ceramic-metallic composite powder, for example Cu, Ni, Zn, Al with additions of Al2O3 particles in the powder mix.
3 Cold Spray Parameters
By adjusting the control parameters, the cold spray process can be optimized. The method of deposition, and hence deposit performance is greatly influenced by the process parameters, including the propulsive gas (pressure, temperature), powder feeder parameters (dual/single feeder, feed rate), and nozzle (trajectory path, stand-off distance, spray angle). The detailed discussion on effect of these parameters can be found in [10]. Table 3 briefly sums up some standard deposit characteristics and their relation to the cold spray parameters.
4 Applications and Benefits of Cold Spray
It is anticipated that cold spray technology will complement and expand the variety of thermal spray applications. Its application includes both manufacturing and repair in medical, aviation, electronics, automotive, and petrochemical industries. This technology can readily remove any flaw to save the quality of manufacturing. The repair of casting defects is one of the significant application. Both casting defects and removing machining flaws can save small batch or distinctive manufacturing. This technology also makes casting molds simple to restore or modify. Table 4 presents the materials with prominent benefits from cold spraying, and corresponding application targets.
Supersonic cold Spray provides many technical advantages compared to other thermal spray processes, a detailed comparison is presented in Table 5.
There are other distinctive characteristics of the cold spray technology that makes it superior to competitive additive manufacturing-based technologies, including:
-
High end quality product: the cold spray process runs at below metal melting point, thus avoiding crystallographic transformation which ultimately can result in high porosity in the deposit.
-
Manufacturing of large-scale components: large parts and structures can be fabricated using the cold spray technology that are hard for the present powder-bed AM techniques owing to size restriction. Cold spray has the prospect of scaling up, and the current restriction is the choice of feedstock powders that could be applied.
-
Reduced manufacturing time: cold spray is a much faster process than powder-bed or other powder-fed process technologies, making deposition rate up to 1000 times faster than the current state of direct metal laser (DML) sintering technology.
-
Green technology: There is no need for extensive power source; or with limited gas variability the cold spray process can accomplish the industry-scale part fabrication. Research to-date has revealed that up to 98% of feedstock particles is useable/reusable, creating a less-material-intensive process. This has the cumulative edge of meeting stricter environmental regulations by contributing reduced greenhouse gas emissions.
5 Cold Spray Additive Manufacturing (CSAM) and Its Prominence
The idea that cold spray can be used as a new component development technique or repair/restore an otherwise obsolete (e.g. dimensionally-incorrect) one has born from the observation that it is capable to produce dense deposit. Consequently, in recent years, more and more companies in aerospace and defence industry has adopted the technology as an AM tool to produce freestanding metal parts and the restoration of damaged metal parts [12]. CSAM has a distinct advantage over other well-researched fusion-based AM technologies like laser beam melting (LBM), electron beam melting (EBM), and laser metal deposition (LMD). Table 6 equates CSAM and other additive manufacturing technologies with their strengths and weaknesses. CSAM’s most important advantages over other AM processes are less production time, unrestricted product size, high adaptability, and adequacy for repairing damaged components. In addition, CSAM is appropriate for high-reflectivity metals like copper and aluminum, that are quite difficult to be produced using laser-based additive techniques. Though, CSAM’s challenges are also apparent. CSAM typically manufactures a rough surface or semi-finished product that needs post-processing operations. Moreover, owing to the intrinsic failures, CSAM deposits have lower mechanical characteristics in their as-fabricated condition. Consequently, heat treatments are frequently used to enhance mechanical characteristics. Table 6 presents a brief comparison of CSAM with commonly used fusion-based additive manufacturing processes such as selective laser melting (SLM) and electron beam melting (EBM). Whereas, Table 7 presents a detailed comparison of cold spray deposition with other commonly used deposition processes.
References
Pathak, S., & Saha, G. C. (2017). Sustainable development of cold spray coatings and 3D additive manufacturing components for repair/manufacturing applications: A critical review. Coatings, 7(8), 122–149.
ASTM F2792-12A. (2012). Standard terminology for additive manufacturing technologies. West Conshohocken: ASTM International.
Li, W., Yang, K., Yin, S., Yang, X., Xu, Y., & Lupoi, R. (2018). Solid-state additive manufacturing and repairing by cold spraying: A review. Journal of Materials Science and Technology, 34(3), 440–457.
Wang, Q., Birbilis, N., & Zhang, M. X. (2011). Interfacial structure between particles in an aluminum deposit produced by cold spray. Materials Letters, 65(11), 1576–1578.
Luzin, V., Spencer, K., & Zhang, M. X. (2011). Residual stress and thermo-mechanical properties of cold spray metal coatings. Acta Materialia, 59(3), 1259–1270.
Rolland, G., Sallamand, P., Guipont, V., Jeandin, M., Boller, E., & Bourda, C. (2011). Laser-induced damage in cold-sprayed composite coatings. Surface & Coatings Technology, 205(21–22), 4915–4927.
Zhou, X. L., Chen, A. F., Liu, J. C., Wu, X. K., & Zhang, J. S. (2011). Preparation of metallic coatings on polymer matrix composites by cold spray. Surface & Coatings Technology, 206, 132–136.
Chen, X., Wang, H. T., Ji, G. C., Bai, X. B., & Dong, Z. X. (2016). Deposition behavior of nanostructured WC—23Co particles in cold spraying process. Materials and Manufacturing Processes, 31(16), 1507–1513.
Champagne, V. K., Helfritch, D. J., & Trexler, M. D. (2007). Some material characteristics of cold-sprayed structures. Research Letter Materials Science, 2007(3), 1–3.
Grigoriev, S., Okunkova, A., Sova, A., Bertrand, P., & Smurov, I. (2015). Cold spraying: from process fundamentals towards advanced applications. Surface & Coatings Technology, 268, 77–84.
Tang, J., Saha, G. C., Richter, P., Kondás, J., Colella, A., & Matteazzi, P. (2018). Effects of post-spray heat treatment on hardness and wear properties of Ti-WC high-pressure cold spray coatings. Journal of Thermal Spray Technology, 27(7), 1153–1164.
Raoelison, R. N., Verdy, C., & Liao, H. (2017). Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications. Materials and Design, 133, 266–287.
Acknowledgements
This research was funded by a Natural Sciences and Engineering Research Council of Canada (NSERC) grant #RGPIN-2018-04440.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Pathak, S., Saha, G.C. (2020). Cold Spray: Its Prominence as an Additive Manufacturing Technology. In: Pathak, S., Saha, G. (eds) Cold Spray in the Realm of Additive Manufacturing. Materials Forming, Machining and Tribology. Springer, Cham. https://doi.org/10.1007/978-3-030-42756-6_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-42756-6_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-42755-9
Online ISBN: 978-3-030-42756-6
eBook Packages: EngineeringEngineering (R0)