
Abstract
The present work deals with microstructure and mechanical properties of Mg–xGd–yNd (x = 10, 15; y = 2, 5) ternary alloys. Hardness, tensile, and compressive properties are measured on the as-cast alloys and the alloys after solid solution treatment (T4 state). The hardness, tensile yield stress (TYS), and ultimate tensile stress (UTS) are increased with increasing amount of alloying elements for both as-cast and T4 state. The elongation (El) of alloys is lower with higher Nd content. The compressive properties of all studied alloys are increased by T4 treatment. With increasing of alloy concentration, both compressive yield stress (CYS) and ultimate compressive stress (UCS) of alloys are enhanced, but the compressibility is decreased. Intermetallic compounds which appear along the grain boundary are reduced after T4 treatment for alloys with 2% Nd. However, large amount of intermetallic compounds with high Nd concentrations remains on the grain boundary of Mg–xGd–5Nd alloys.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Magnesium and its alloys as one of lightest weight structure materials have good casting and recycling properties with low cost [1,2,3]. On the other hand, the applications of Mg and its alloys still limited, due to their defects or performance deficiency [4]. The improvement of mechanical properties of Mg alloys is becoming of key importance and challenge.
The mechanical properties of Mg alloys can be greatly improved by adding rare earth elements (RE) [5, 6], such as Gd and Nd, which meet the higher demands for certain applications. Gd and Nd have different solid solubility in Mg alloy, which are 4.41 and 0.63 at.% at eutectic temperature, respectively [7, 8]. Wang et al. reported that the addition of Gd to Mg–5Y–3Nd–Zr–xGd alloys caused a great improvement in mechanical properties at both room and elevated temperature. The UTS of alloy with 4 wt% Gd reached 200 MPa at 225 °C [9]. The research on the extruded Mg–6Gd–2.5Y–xNd–0.6Zr alloys by Guan et al. has shown that Nd enhanced the mechanical properties of Mg alloys, and the UTS of Mg–6Gd–2.5Y–1Nd–0.6Zr alloy after ageing improved 70–350 MPa [10].
The influence of alloy element content of Mg–Gd and Mg–Nd binary alloys on mechanical properties has been systematically reported in the previous studies [11, 12]. The present work deals with mechanical behaviors of Mg–Gd–Nd ternary alloys. Mg–xGd–yNd (x = 10, 15; y = 2, 5) ternary alloys were prepared by permanent mould direct chill casting method. The microstructure and the mechanical properties of those alloys at room temperature were analysed in as-cast and after solution treatment (T4).
Experimental Procedures
Materials
Mg–xGd–yNd (x = 10, 15; y = 2, 5) ternary alloys were investigated in this study. The cast processing was reported in the previous publication [11]. The chemical compositions of all alloys were analyzed by A PerkinElmer, 7300 DV inductively coupled plasma atomic emission spectrometer (Table 1). All alloys were heat-treated at 530 °C for 8 h (T4 state). The billets were quenched in water (18 °C) immediately after the heat treatment.
Experimental Techniques
The metallographic specimens for microstructural observations were etched in a solution of 8 g picric acid, 5 mL acetic acid, 10 mL distilled water, and 100 mL ethanol after mechanical polishing. A FEI Quanta 450 (FEI Company, Hillsboro, USA) scanning electron microscope (SEM) equipped with energy-dispersive X-ray (EDS) analyzer was further used to observe the microstructure at an accelerative voltage of 20 kV. EDS was used to analyze the compositions of different phases with a minimum live time of 50 s. The X-ray diffraction (XRD) measurements were performed using a 18-kW D/max-2550 diffractometer (40 kV, 450 mA) with Cu Kα1 radiation (λ = 0.15406 nm), at a step size of 0.02° and a step time of 0.2 s, the Pearsons crystal database was used for XRD results analyzing.
Vickers hardness, tension and compression tests were measured on the as-cast and T4 state alloys. The specimens for hardness tests were prepared by grinding with silicon carbide emery paper up to 2500 grid. The hardness measurement was carried out using a Vickers hardness testing machine (Karl Frank GmBH) with a load of 5 kg and a dwell time of 10 s [13]. An average of ten measurements was made for each specimen to ensure the reproducibility of results. Tension and compression tests were performed at room temperature using a Zwick 050 testing machine (Zwick GmbH & Co., KG, Ulm, Germany) according to DIN EN ISO 6892-1 [14] and DIN 50106 [15], respectively. Tensile specimens had a 30 mm gauge length, 6 mm diameter, and threaded heads. The compressive specimens were cylinders of height of 16.5 mm and diameter of 11 mm. Both tension and compression tests were done under a strain rate of 1 × 10−3 s−1. Three parallel specimens were taken for each group.
Results and Discussion
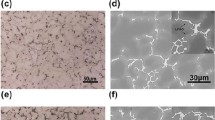
The SEM images of as-cast and T4 state Mg–Gd–Nd ternary alloys are shown in Fig. 1. A large amount of continuous equiaxed dendrites is present in the Mg matrix because of Gd and Nd segregation during the non-equilibrium solidification process for as-cast alloys. The amount of intermetallic phase is increased with increasing of alloys concentration. After T4 treatment, only few intermetallic phases remain in the alloy with 10 wt% Gd (Fig. 1a, c). It is obviously that less intermetallic phase is observed in Mg–15Gd–2Nd (Fig. 1b) and Mg–15Gd–5Nd alloys (Fig. 1d); the part of the intermetallic phases is dissolved in the Mg matrix. The intermetallic phases in Mg–15Gd–5Nd alloys remain continuous distribution.

SEM images of as-cast and T4 state Mg–Gd–Nd ternary alloys: a Mg–10Gd–2Nd, b Mg–10Gd–5Nd, c Mg–15Gd–2Nd, and d Mg–15Gd–5Nd
Figure 2 shows the typical SEM graphs of the microstructure and EDS analysis for Mg–xGd–5Nd alloys. The distributions of Gd and Nd differ in different zones. Some of white particles are observed in Fig. 2a, c, d (Point 3), a very regular blocky shape, chosen as examples that are extremely rich in Gd (around 20–40 at.%). For as-cast alloys (Fig. 2a, c), little Gd and Nd (around 1 at.%) are observed in the Mg matrix (Point 1), but high Gd and Nd content (around 8 at.%) are observed at intermetallic zone with network shape (Point 2). After T4 treatment (Fig. 2b, d), the alloy element contents both in matrix and precipitates are increased to above 2 and 10 at.%, respectively. The element distributions are easier observed from the EDS mapping images corresponding to the SEM images. The Gd concentration in blocky-shape phase is extremely high, which was proved to be GdH2 precipitate [16].

SEM images of Mg–Gd–Nd ternary alloys and EDS analysis result: a as-cast Mg–10Gd–5Nd, b T4 state Mg–10Gd–5Nd, c as-cast Mg–15Gd–5Nd, and d T4 state Mg–15Gd–5Nd alloys
The XRD phase analysis of the as-cast and T4 state alloys is shown in Fig. 3a, b, respectively. The result shows that the intermetallic phases in Mg–Gd–Nd ternary alloys are Mg5Gd and Mg41Nd5. The amount of Mg5Gd phase decreases after T4 treatment, especially for alloys with 10 wt%Gd–Nd. This result also agrees with EDS mapping analysis, which is shown in Fig. 2b. The Gd randomly distributes in both matrix and intermetallic phase areas compared with as-cast alloy (Fig. 2a). On the other hand, the Mg5Gd phase remains in Mg alloys with 15 wt% Gd after solid solution treatment. Due to the low solid solubility of Nd in Mg, the diffraction peaks of Mg41Nd5 phase in both as-cast and T4 state alloys are high.

XRD patterns of a as-cast and b T4 state Mg–Gd–Nd ternary alloys
The hardness test results of as-cast and T4 state alloys are presented in Fig. 4. The hardness values increase from 70 to 95 kg mm−2 with increasing of alloy elements. The solid solution treatment has little effect on the hardness of Mg–Gd–Nd ternary alloys, especially for alloys with 10 wt% Gd.

Hardness test result of as-cast and T4 state Mg–Gd–Nd ternary alloys
Figure 5a, b presents the tensile and compression properties of Mg at room temperature, respectively. The yield strength increases 80 and 45 MPa with increasing alloying element content for as-cast and T4 state alloys, respectively. The tensile and compressive yield strength (TYS and CYS) of Mg–10Gd–2Nd alloy are increased after T4 treatment. However, the TYS and CYS are decreased by T4 treatment for other three studied alloys with higher alloy concentration. For as-cast alloys, the ultimate tensile strength (UTS) increases from 182 to 249 MPa and the ultimate compressive strength (UCS) increases from 280 to 387 MPa with increasing alloying element concentration. Here, the ultimate strength is the maximal strength during the whole strain range. After T4 treatment, both UTS and UCS are slightly increased. The maximum tensile elongation to failure for those alloys is observed for Mg–10Gd–2Nd after T4 treatment, and the average value is 3%. The alloys with 5% Nd have lower tensile elongation. The alloying elements have limited effect on compressibility of Mg alloys, and the compression rates decrease about 3% with rising of alloying element concentration. T4 treatment greatly improves the compressibility of Mg–Gd–Nd ternary alloys. The maximum compression rate raises to 22% for Mg–10Gd–2Nd alloy.

Tensile (a) and compressive (b) properties of as-cast and T4 state Mg–Gd–Nd ternary alloys
The additions of Gd and Nd have positive effects on the mechanical properties, such as hardness, yield strength, and ultimate strength. The previous investigations have shown that the solid solutes and intermetallic phases enhance the mechanical properties of metallic materials. The atomic radius follows the sequence of Mg (160 pm) < Gd (180 pm) ≈ Nd (182 pm) [17]. The difference in the atomic radius can cause lattice distortion and results in strengthening the alloys due to the solid solution strengthening. Additionally, hard intermetallic phases act as obstacles to dislocation motion. Moreover, dislocation can shear or cut softer intermetallic phases which increasing the dislocation density and the strength of materials. In this case, the yield strength is decreased by T4 treatment which reduces the concentration of intermetallic phases. However, the fracture earlier occurred on the interface between the matrix and the intermetallic phases, so that the ultimate strength and ductility of T4 state materials are higher than that of as-cast alloys.
Summary
The microstructure and mechanical properties at room temperature of as-cast and T4 state Mg–Gd–Nd ternary alloys are studied. Large amount of continuous dendrites distributes on the grain boundary in all as-cast alloys. The majority of intermetallic phases in Mg–xGd–2Nd alloys is dissolved in Mg matrix, and the content of intermetallic phases is decreased in Mg–xGd–5Nd alloys after T4 treatment. Both Gd and Nd enhance the hardness, yield strength, and ultimate strength of Mg alloys. The T4 treatment decreases the yield strength and increases the ultimate strength and ductility of alloys due to the reducing of intermetallic phases.
References
Gupta M, Ling SNM (2011) Magnesium, magnesium alloys, and magnesium composites. Wiley, New Jersey, USA
Kainer KU (2003) Magnesium alloys and technology. Wiley, Weinheim, Germany
Polmear I, John D, Nie J-F, Qian M (2017) Light alloys: metallurgy of the light metals. Butterworth-Heinemann, Oxford, UK
Ali Y, Qiu D, Jiang B, Pan F, Zhang M-X (2015) Current research progress in grain refinement of cast magnesium alloys: A review article. Journal of Alloys and Compounds 619: 639–651
Jung IH, Sanjari M, Kim J, Yue S (2015) Role of RE in the deformation and recrystallization of Mg alloy and a new alloy design concept for Mg–RE alloys. Scripta Materialia 102:1–6
You S, Huang Y, Kainer KU, Hort N (2017) Recent research and developments on wrought magnesium alloys. Journal of Magnesium and Alloys 5(3):239–253
Rokhlin LL (2003) Magnesium alloys containing rare earth metals: structure and properties. Crc Press, London
Gorsse S, Hutchinson CR, Chevalier B, Nie JF (2005) A thermodynamic assessment of the Mg–Nd binary system using random solution and associate models for the liquid phase. Journal of Alloys and Compounds 392(1–2):253-262
Wang L, Xing C, Hou X, Wu Y, Sun J, Wang L (2010) Microstructures and mechanical properties of as-cast Mg–5Y–3Nd–Zr–xGd (x = 0, 2 and 4wt.%) alloys. Materials Science and Engineering: A 527(7–8):1891-1895
Guan L, Deng Y, Shi H, Yang L, Chen M (2017) Effects of Nd Addition on the Microstructure and Mechanical Properties of Extruded Mg–6Gd–2.5Y–0.5Zr Alloy. Journal of Materials Engineering and Performance 27(1):243–252
Xu YL, Wang L, Huang M, Gensch F, Kainer KU, Hort N, (2018) The Effect of Solid Solute and Precipitate Phase on Young’s Modulus of Binary Mg–RE Alloys. Advanced Engineering Materials, 1800271
Xu YL, Gensch F, Ren Z, Kainer KU, Hort N, (2018) Effects of Gd solutes on hardness and yield strength of Mg alloys. Progress in Natural Science: Materials International 28:724–730
13.STM E18-17e1 (2017) Standard Test Methods for Rockwell Hardness of Metallic Materials, ASTM International, USA.
DIN EN ISO 6892-1 (2017) Metallic materials—Tensile testing—Part 1: Method of testing at ambient temperature, DIN, Germany
DIN 50106:2016–11 (2016) Testing of metallic materials—Compression test at room temperature, DIN, Germany
Vlček M, Čížek J, Lukáč F, Hruška P, Smola B, Stulíková I, et al. (2017) Hydrogen absorption in Mg–Gd alloy. International Journal of Hydrogen Energy 42(35):22598–22604
Pauling L (1947) Atomic radii and interatomic distances in metals. Journal of the American Chemical Society 69(3):542–553
Acknowledgements
The authors would like to acknowledge the help of Mr. Günther Meister (HZG, Germany) during casting and heat treatment.
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Xu, Y. et al. (2020). Investigation on the Microstructure and Mechanical Properties of Mg–Gd–Nd Ternary Alloys. In: Jordon, J., Miller, V., Joshi, V., Neelameggham, N. (eds) Magnesium Technology 2020. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36647-6_14
Download citation
DOI: https://doi.org/10.1007/978-3-030-36647-6_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36646-9
Online ISBN: 978-3-030-36647-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)