
Abstract
Copper is usually applied in severe environments such as extreme temperature, wear, or corrosive conditions which seriously affect the service life of copper equipment. In this study, a ceramic coating was prepared by slurry method . The slurry which was coated on the bond layer of NiCoCrAlY was blended by aggregates of SiO2, Al2O3, and ZrO2 and binder of sodium silicate. The ceramic top coating was formed through sintering at 600 °C. The results show that the ZrSiO4 and Al2Si3O9 which play a key role in improving the properties are formed as the main phases in the ceramic coating . Furthermore, the bonding strength was tested to be 10.29 MPa and the wear rate reached 3.040 × 10−5 mm3/(m·N). After the test of 50 thermal cycles, the ceramic coating kept good condition. Thus, the coating prepared shows potential for copper protection in harsh environments.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Copper and its alloys are widely used in electronic industries, marine industries, power stations, heat exchangers, and cooling tower industries [1] due to some favorable properties such as high electrical and thermal conductivity, mechanical workability, and malleability [2]. However, severe environments such as extreme temperature, wear, or corrosive conditions seriously affect the service life of copper equipment. And due to defects in wear, corrosion, and heat resistance the application range of copper is limited. Hence, it is necessary to improve its performance and service life.
An economic and effective way to solve the problem is to use protective ceramic coatings . Ceramic coating on metal surface can be prepared to obtain composite material, which has both the strength and toughness of the metal and the high-temperature resistance, abrasion resistance , corrosion resistance, and other advantages of ceramics [3, 4]. The technology of ceramic coating on metal surface has become a rapid developing direction of material development and application [5]. There are many methods of preparing metal-based ceramic coatings , such as laser cladding, physical or chemical vapor deposition (CVD), and thermal spraying. For example, Çelik [6] prepared Al2O3–TiO2 ceramic coating on AZ31 magnesium alloy by plasma spraying method. Boudi et al. [7] investigated high-velocity oxy-fuel (HVOF) coating of Inconel 625 onto stainless steel and mild steel surfaces. But these methods are related to the complex process and their costs are high.
Slurry method (thermochemical reaction method) has attracted more and more attention in recent years [8]. The method has the advantages of easy process, no special equipment, convenient operation, and low cost, which is more suitable for industrial applications. Slurry, suspension of ceramic aggregates in a binder–solvent system, can be uniformly coated on complex substrate by means of a brush, immersion, or spraying. After that, the coated specimen is subjected to a curing heat treatment. During the curing and heating, thermochemical reactions will take place between the aggregates, adhesives and the matrix, and some composite ceramic phases will be formed, so as to improve the performance. Considering this aim, it is desirable to develop a ceramic coating by slurry method , to protect copper in harsh environments.
In the present work, we prepared ceramic coatings on copper substrate, by using SiO2, Al2O3, and ZrO2 as ceramic aggregates and sodium silicate as binder. The phase composition and microstructure of ceramic coatings were analyzed. And the wear resistance and corrosion resistance of ceramic coatings were tested.
Experimental Procedure
Coating Preparation
The main raw materials used as ceramic aggregates were SiO2 (analytical reagent, China), Al2O3 (Analytical Reagent, China), and ZrO2 (analytical reagent, China). Sodium silicate water glass (chemically pure, China) was used as the coating binder and the molar ratio of SiO2/Na2O is 3.3. The slurry preparation proceeded as follows: The different ceramic aggregates were mixed in the proportions reported in Table 1. Then, the mixed ceramic aggregates were added to water glass solution with a 35%:65% mass proportion to obtain mixed ceramic slurry.
Matrix material was copper sheet. The copper was cut into specimen plates with dimensions Φ25 mm × 5 mm for the phase and microstructure characterization of the coating and 20 mm × 20 mm × 5 mm for the performance test of coating using a wire cutting machine. All of these specimens were cleaned in acetone for 30 min and in an ultrasonic bath containing an alcohol solution for 6 h, to remove the grease on the surface of the matrix. The cleaned copper specimens were sandblasted with 60 mesh sand in a box type sandblasting machine, for two purposes. One is to remove the oxide scale and the other is to increase the surface roughness and strengthen the bond between the substrate and the coating.
Firstly, The NiCoCrAlY bond coating with a thickness of about 100 µm was plasma-sprayed (Sulzer Metco 9MC, America) on the copper surface. The spraying parameters are shown in Table 2. Next, the homogeneous ceramic slurry was brushed to coat onto the specimen and before coated, the surface of specimens was cleaned by alcohol. Subsequently, the coated specimen dried in shade for 5 h, and then put it in drying oven (YDYQ XGQ-3000, China) at 85 °C for 5 h. Finally, the coated specimen was sintered at 600 °C for 4 h in a muffle furnace (KSL-1100X-L, China).
Coating Characterization
Phase composition analysis of coating was carried out by X-ray diffraction (XRD, Smart Lab, Japan). The cross section was first polished with coarse sandpaper, then with metallographic sandpaper 0#, 1#, 2#, 3#, 4#, and 5# until the surface scratches were small and uniform, and then polished with diamond polishing gypsum, thrown to the cross section bright without scratches. The surface and cross section microstructure of the coating was observed by scanning electron microscopy (SEM, ZEISS EVO18, Germany).
Testing of Thermal Shock Resistance
The thermal shock resistance of the coating was evaluated by water quenching method. The samples were put into a muffle furnace (KSL-1100X-L, China), heated to 400 °C and preserved for 10 min, then taken out and quickly quenched into water at room temperature. After drying, the coating was observed. If there is no crack or spalling on the surface, it will be regarded as a thermal shock cycle. Repeat this process until nearly one-third of the coating peeled off. The average value was calculated as a criterion for evaluating the thermal shock resistance of the coatings.
Bonding Strength Test
The bond strength of coating was measured by dual sample tensile method. E-7 high temperature adhesive was selected as the interface binder in this test. The back of the specimen with coatings was coarsened by sandpaper. After that the specimen was bonded dual tension rods by adhesive, and then clamped with fixtures, whose contact pressure was 0.05 MPa. Tensile specimens are first placed at room temperature for 3 h, then heated to 105 °C and cured for 3 h in a furnace, finally cooled in air for tensile testing. In this experiment, a computer controlled electronic universal testing CMT5105 machine (SANS Testing Machine Co., Ltd., Shenzhen, China) was used at a loading speed of 1 mm/min. Three samples were tested, and then the average value was taken as the measured bond strength of the coating.
Wear and Corrosion Test
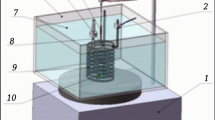
The friction and wear properties of the coatings were measured by reciprocating friction and wear tester (MFW-02, China). The friction pair was Si3N4 ceramic ball with diameter of 6.35 mm. The load was 600 g (5.88 N), the reciprocating stroke was 10 mm, the reciprocating frequency was 3 Hz, and the wear time was 55.6 min. The number of tests was 10,000 times, and the limit value of the wear mark depth was 100 um. The volume wear rate of the coatings was measured by a LEXT OLS4100 laser scanning confocal microscope (Olympus Corporation, Japan). The wear rate νd (mm3/(m·N)) is calculated as follows:
where S(mm2) is the cross-sectional area of wear scar, L(mm) is the length of wear scar, F(N) is load, and l(m) is wear distance.
The corrosion resistance of ceramic coating is an important criterion to qualify the coatings for the desired applications. Since corrosive gases like chlorine and sulfur usually cause severe damage to the copper in service, the coating was subjected to corrosion testing by high-temperature corrosion method. In detail, FeCl3 and FeSO4 salts were mixed in a ratio of 50 and 50 wt%. After that, it was covered uniformly on the coating surface with coverage of 25 mg/cm2 [9]. Subsequently, the sample was isothermally heated to 600 °C in a furnace for 15 h in air atmosphere and then cooled to room temperature, maintaining the heating and cooling rates at 4 °C/min.
Results and Discussion
Structure Analysis
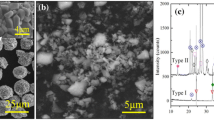
Ceramic coating was prepared by coating ceramic slurry on the surface of the matrix, curing at room temperature after overcast and dry at high temperature. During high-temperature curing, thermochemical reaction will occur to produce new composite ceramic phases [10]. Figure 1 shows the XRD patterns of ceramic coating . From Fig. 1, the ceramic coating contains three raw material phases of SiO2, Al2O3, and ZrO2 indicating that the reactions took place only partially. The new phases produced in ceramic coating are ZrSiO4 and Al2Si3O9, which are due to the two reactions during high temperature sintering process.

XRD pattern of the ceramic coating
ZrSiO4, the main component of zircon, has high hardness, high-temperature resistance, thermal stability and corrosion resistance [11]. Al2Si3O9 is a high-temperature resistant phase and has stable chemical and physical properties. The two new phases, as the main phases in the ceramic coating , play a key role in improving the properties.
Figure 2 shows the surface morphology and cross section morphology of the ceramic coating . Figure 2a shows that the surface of the ceramic coating is compact with no obvious defects. It can be seen from Fig. 2b that the ceramic top coating was uniform and tightly bonded with the matrix, and the bond coating was also tightly bonded with the copper matrix. Two reasons could explain the phenomenon. The one was that sodium silicate water glass is a film with a three-dimensional network structure and excellent water resistance, which can form a close bond with the ceramic aggregates and a relatively strong bond with the substrate. The other was some solid–solid state reactions 1 and 2 had occurred in the coating interior at 600 °C during the thermal curing for 4 h, the interface atoms had enough time for mutual diffusion.

The surface (a) and cross section (b) SEM micrographs of the ceramic coating
Bonding Strength
The bonding strength of coatings is an important index of coatings performance. Good bonding between coatings and matrix is the basic condition for coatings to play their own functional role [12]. Table 3 shows the experimental data of bonding strength of ceramic coating . From Table 3, the average bonding strength can reach to 10.29 MPa. After curing at 600 °C, there were reactions between the ceramic coating and the bond coating, the matrix and the bond coating. Therefore, there is not only physical bonding but also chemical bonding between the coating and the matrix and the bond coating, which enhances the bonding strength between them.
Thermal Cycling Studies
Table 4 shows the results of thermal shock resistance test of coatings. It is generally considered that thermal stress is a key factor affecting the thermal shock resistance of coatings. So, it is very important to match the thermal physical properties (thermal expansion coefficient and elastic modulus) of coating and substrate [13]. From Table 4, the thermal cycles of ceramic coatings at 400 °C are higher than 50 times. In addition to the high bonding strength of the foundation, because the thermal expansion coefficient of NiCoCrAlY (about 15.3–15.5 × 10−6 K−1) is between that of copper (about 18 × 10−6 K−1) and ceramic top coating (about 10 × 10−6 K−1). Using NiCoCrAlY as transition coating material, the abrupt change of physical properties and the difficult bonding between the coating and the copper substrate is eliminated, the bonding condition between the coatings is improved, and the preparation stress in the coating is alleviated.
Wear Resistance
Figure 3 shows the morphology of the wear track of the ceramic coating after dry sliding wear test. It can be seen from the figure that the wear surface of the coating is uneven and there are small pits. The wear track on the coating surface is very shallow and narrow showing good wear resistance. In order to accurately calculate wear rate, the cross-sectional profile of the wear track of the coating was obtained by a LEXT OLS4100 laser scanning confocal microscope (Olympus Corporation, Japan), as shown in Fig. 4. It can be concluded from the figure that the wear mark depth of the coating is 10 μm and the width is 750 μm. By calculating the integral area of the corresponding wear trace profile, the wear rate of the ceramic coating is calculated as 3.040 × 10−5 mm3/(m·N), which is about four times that of copper matrix (1.238 × 10−4 mm3/(m·N)). The improvement of wear resistance is mainly related to the hardness and microstructure of the ceramic coating . The two new phases evenly distribute in the ceramic coating , and the ceramic top coating is compact with no obvious defects.

The wear mark of the ceramic coating

The grinding line scan curve of ceramic coating
High-Temperature Corrosion
Figure 5 shows the surface morphology of the uncoated and coated copper before and after 15 h of corrosion. During the high-temperature corrosion process, FeCl3 and FeSO4 salts were mixed uniformly and spread over the specimen’s surface, and after that chlorine, sulfur dioxide, and iron oxide were produced according to Eq. 4, as corrosive media in many harsh environments.

The morphology before and after corrosion
It can be seen from Fig. 5 that the copper has been seriously corroded, resulting in many irregular corrosion pits and uneven surface. And there is also gray-green corrosion product on the surface. However, the ceramic coating has no obvious cracks on the surface except for the brown iron oxide products formed by reaction Eq. 4. The coating effectively protects copper from high-temperature corrosion. The corrosion resistance of ceramic coating is improved compared to copper substrate, which is due to the fact that ceramic aggregates can improve the corrosion resistance of the coating to a certain extent. Not only that, through phase analysis, the new phases, reaction products during high temperature sintering process, have excellent corrosion resistance and improve the corrosion protection performance of the coating.
Conclusions
-
(1)
Ceramic coatings were prepared by slurry method using SiO2, Al2O3, and ZrO2 as aggregates and sodium silicate as adhesive. New phases ZrSiO4 and Al2Si3O9 were formed in the ceramic coatings , which enhanced the bonding strength between the coating and the substrate.
-
(2)
NiCoCrAlY transition coating is helpful to the bonding strength and thermal shock resistance of the ceramic coating . The bonding strength can reach to 10.29 MPa. After the test of 50 thermal cycles, the ceramic coating kept good condition.
-
(3)
The ceramic coating has good wear resistance and corrosion resistance owing to its good phase structure and structure so that copper can be protected from wear and corrosion.
References
Duran B, Bereket G, Duran M (2012) Electrochemical synthesis and characterization of poly(m-phenylenediamine) films on copper for corrosion protection. Prog Org Coat 73(2–3):162–168
Amin M, Khaled KF (2010) Copper corrosion inhibition in O2-saturated H2SO4 solutions. Corros Sci 52(4):1194–1204
Luo H, Song P, Khan A, Feng J, Zang JJ, Xiong XP, Lü JG, Lu JS (2017) Alternant phase distribution and wear mechanical properties of an Al2O3-40 wt% TiO2 composite coating. Ceram Int 43(9):7295–7304
Cao XQ, Vassen R, Tietz F, Stoever D (2006) New double-ceramic-layer thermal barrier coatings based on zirconia-rare earth composite oxides. J Eur Ceram Soc 26(3):247–251
Cheng B, Zhang YM, Yang N, Zhang M, Chen L, Yang GJ, Li CX, Li CJ (2017) Sintering-induced delamination of thermal barrier coatings by gradient thermal cyclic test. J Am Ceram Soc 100(5):1820–1830
Çelik İ (2016) Structure and surface properties of Al2O3–TiO2 ceramic coated AZ31 magnesium alloy. Ceram Int 42(12):13659–13663
Boudi AA, Hashmi M, Yilbas BS (2004) HVOF coating of Inconel 625 onto stainless and carbon steel surfaces: corrosion and bond testing. J Mater Process Tech 155–156(none):2051–2055
Wang JQ, Yuan YC, Chi ZH, Zhang GX (2018) High-temperature sulfur corrosion behavior of h-BN-based ceramic coating prepared by slurry method. Mater Chem Phys 206:186–192
Fukubayashi HH (2006) Metal-zirconia composite coating. WO 2002/075004, 13 Dec 2006
Xiao K, Xue W, Li ZL, Wang JR, Li XM, Dong CF, Wu JS, Li XG, Wei D (2018) Effect of sintering temperature on the microstructure and performance of a ceramic coating obtained by the slurry method. Ceram Int 44(10):11180–11186
Cao XQ, Vassen R, Stoever D (2004) Ceramic materials for thermal barrier coatings. J Eur Ceram Soc 24(1):1–10
Wu HX, Ma Z, Liu L, Liu YB, Wang DY (2016) Thermal cycling behavior and bonding strength of single-ceramic-layer Sm2Zr2O7 and double-ceramic-layer Sm2Zr2O7/8YSZ thermal barrier coatings deposited by atmospheric plasma spraying. Ceram Int 42(11):12922–12927
An YL, Chen JM, Zhou HD, Liu GA (2010) Microstructure and thermal cycle resistance of plasma sprayed mullite coatings made from secondary mullitized natural andalusite powder. Surf Coat Tech 205(7):1897–1903
Acknowledgements
This work was supported by the Innovation Talents Fund Project of University of Science Technology Beijing, and the Shantou Science and Technology Project of Guangdong (No. 100).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Zhang, Z., Bai, H., Li, N., Zhang, J., Yuan, H. (2020). Preparation of Abrasion and Erosion-Resistant Ceramic Coating on Copper by Slurry Method. In: Li, B., et al. Advances in Powder and Ceramic Materials Science. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36552-3_3
Download citation
DOI: https://doi.org/10.1007/978-3-030-36552-3_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36551-6
Online ISBN: 978-3-030-36552-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)