
Abstract
Ceramic coating prepared by slurry method has been applied to the metal surface for its excellent properties which can enhance the reliability and durability of industrial equipment. While, for copper as the substrate, a transition coating is needed between ceramic coating and copper substrate to solve the problem caused by the difference of their thermal expansion coefficients. In this paper, NiCoCrAlY transition coating was prepared by atmospheric plasma spraying (APS) and ceramic top coating was prepared by slurry method. The results show that the transition coating plays a key role in obtaining excellent properties. The thermal shock resistance life at 600 ℃ reached 110 cycles and the bonding strength was 15.04 MPa. The oxidation-resistant effect δ of the ceramic coating can reach 87.29% at 800 ℃. Thus, the ceramic coating prepared can be applied to copper equipment for protection against harsh environments.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Ceramic coating prepared by slurry method (or thermal chemical reaction method) has been applied to the metal surface, which can withstand harsh conditions to enhance the reliability and durability of industrial equipment for its excellent properties [1, 2]. The advantages of ceramic materials include their high temperature stability, high melting point, good wear resistance, and excellent corrosion resistance. The preparation of ceramic coating on metal surface can be used to obtain both the strength and toughness of the metal and the high-temperature resistance, abrasion resistance, and corrosion resistance of ceramics [3], since the desired performance of the ceramic coating can be obtained by designing the raw material formula through thermodynamic calculation and dynamic condition analysis. There have been some studies on ceramic coatings by slurry method [4,5,6]. Xiao et al. [4] prepared ceramic coating on Q235 steel substrate using SiO2, Cr2O3, Al2O3, and MgO as ceramic aggregates. Abbas et al. [5] prepared ceramic coating on nickel alloy substrate to prevent corrosion of nickel alloy in high-temperature applications with oxidizing environments using Y2O3 stabilized ZrO2 powder and nickel powder as ceramic aggregates. Silicon-oxide series of ceramics, such as SiO2, Al2O3, and ZrO2, are valued for their hardness, high wear resistance, high corrosion resistance, and chemical stability. In this present work, SiO2, Al2O3, and ZrO2 were used as ceramic aggregates to prepare ceramic coating on copper substrate, to protect copper-made equipment from severe harsh environments for improving its performance and service life.
It is worth noting that in previous studies the substrates were mostly steel or its alloy (e.g. Q235 steel and nickel alloy). However, for the preparation of ceramic coating on copper surface by slurry method, there are two technical difficulties needing to be solved. One is that copper has a high coefficient of thermal expansion [7], which leads to high thermal stress between ceramic coating and substrate in high-temperature environment, causing the ceramic coating to crack and even fall off. This will greatly reduce the service life of the ceramic coating. The other is that copper is easily oxidized in high-temperature environment [7], which weakens the bonding between ceramic coating and substrate. The single-layer (SL) coating as mentioned in the above reports may not solve both difficulties. Therefore, we propose the scheme of double-layer (DL) coating including transition coating and ceramic top coating.
In the present work, we prepared ceramic coatings on copper substrate, by using SiO2, Al2O3, and ZrO2 as the ceramic aggregates and sodium silicate water glass as the binder. The microstructure of ceramic coatings was analyzed. And the bonding strength, oxidation resistance, and thermal shock resistance of ceramic coatings were tested.
Experimental Procedure
Coating Materials
The copper sheet which was used as substrate material was cut into specimen plates with dimensions 20 mm × 20 mm × 5 mm for the microstructure and Φ25 mm × 5 mm for the performance, using a wire cutting machine. The raw materials as ceramic aggregates were SiO2 (analytical reagent, China), Al2O3 (Analytical Reagent, China), and ZrO2 (analytical reagent, China). Sodium silicate water glass (chemically pure, China) was used as the coating binder and its molar ratio of SiO2/Na2O is 3.3.
Coating Preparation
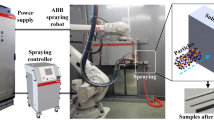
All of these copper substrates were cleaned in acetone for 30 min and in an ultrasonic bath containing an alcohol solution for 6 h to remove the grease on the surface of the substrates. The cleaned copper specimens were sandblasted with 60 mesh sand in a box-type sandblasting machine, for two purposes. One is to remove the oxide scale and the other is to increase the surface roughness and strengthen the bond between the substrate and the coating. The roughness Ra of the substrate after sandblasting was tested to be 10.82 μm. The NiCoCrAlY transition coating with a thickness of about 100 µm was plasma-sprayed on the copper surface. The spraying parameters are shown in Table 1.
The slurry preparation proceeded as follows: The different ceramic aggregates were mixed in the proportions reported in Table 2. Then, the mixed ceramic aggregates were added to water glass to obtain mixed ceramic slurry. Next, the homogeneous ceramic slurry was brushed to coat onto the specimen and before coating the surface of specimens was cleaned by alcohol. Subsequently, the coated specimen dried in shade for 5 h, and then put in drying oven at 85 ℃ for 5 h. Finally, the coated specimen was sintered at 600 ℃ for 4 h in a muffle furnace. The SL coating was fabricated according to the above procedure without the process of preparing transition coating.
Microstructure Characterization
The cross section was first polished with coarse sandpaper, then with metallographic sandpaper 0#, 1#, 2#, 3#, 4#, and 5# until the surface scratches were small and uniform, and then polished with diamond polishing gypsum, until a non-diffuse, specular, reflective characteristic was obtained. The surface and cross-section microstructure of the coating was observed by scanning electron microscopy.
Bonding Strength Test
The bond strength of coating was measured by dual sample tensile method according to ASTM C633-2001 standards [8] for its application. E-7 high-temperature adhesive was selected as the interface binder in this test. The back of the specimen with coatings was coarsened by sandpaper. After that, the specimen was bonded dual tension rods by adhesive, and then clamped with fixtures, whose contact pressure was 0.05 MPa. Tensile specimens are first placed at room temperature for 3 h, then heated to 100 ℃ and cured for 3 h in a furnace, and finally cooled in air for tensile testing. In this experiment, a computer-controlled electronic universal testing CMT5105 machine was used at a loading speed of 0.1 mm/min. Three samples were tested, and then the average value was taken as the measured bond strength of the coating.
Oxidation Test
In order to assess the oxidation resistance of ceramic coating, isothermal oxidation tests were heat treated in ambient air at 800 °C. Each sample was placed in a corundum crucible. The DL coating was on one side of the copper substrate. Prior to the tests, the crucibles were heat treated at 800 °C for 24 h for constant weight. The samples with crucibles were cooled down to room temperature in furnace and measured using an electronic balance with a resolution of 0.1 mg. The oxidation resistance tests were conducted using the specimen mass reduction method [6, 9], where oxidation losses were determined from the difference between the mass of the specimen before and after oxidation, as shown by the following equations:
where W1 (mg) and W2 (mg) are the weight of sample before and after heating, respectively, and S represents one side surface area of the sample.
Salt Water Test
The corrosion stability of ceramic coating was investigated through salt water test. 3.5 wt% NaCl solution was selected as the corrosion solution. Place the coating sample into the corrosion solution, and the copper substrate was also tested as a control sample. After 200 h of corrosion, the sample was taken out and rinsed with water, and then blown dry with a blower. Finally, the morphology of the sample was observed.
Thermal Shock Resistance Test
The thermal shock resistance of the coating was evaluated by water quenching method. Samples were put into a muffle furnace, heated to 600 ℃, and preserved for 10 min, then taken out and quickly quenched in room temperature water, and removed after water surface was calm. After drying, the coating was observed. If there is no crack or spalling on the surface, it will be regarded as a thermal shock cycle. Repeat this process until nearly one-third of the coating peeled off [10]. The average value was calculated as a criterion for evaluating the thermal shock resistance of the coatings.
Results and Discussion
Coating Morphology Analysis
The morphology images of the SL coating sample and DL coating sample are shown in Fig. 1. The SL coating cracked and fell off after sintering, while the surface of DL coating sample remained intact. The interface between copper and ceramic coating of the SL coating sample was oxidized, and the adhesion of oxide to copper substrate is relatively small, which made the ceramic coating easy to fall off with copper oxide from the substrate. Besides, due to the high different thermal expansion coefficients of the ceramic coating and the copper substrate, the coating causes a large thermal stress, which causes the coating to be exfoliated. Therefore, without the transition layer, the ceramic coating cannot be directly prepared on the copper substrate.

Macrostructures of samples DL coating and SL coating
The surface microstructure of the transition coating and ceramic coating of DL coating sample is shown in Fig. 2. The molten and semi-molten spraying particles impact the surface of the substrate at a certain speed, so that the uneven surface is filled with deformation particles. After condensation and shrinkage, the particles and the concave and convex parts of the substrate surface are mechanically occluded together. From Fig. 2a, the surface of the NiCoCrAlY coating is uneven, which derive from the deposition of the NiCoCrAlY particles on the surface of the copper substrate after high-temperature melting and cooling in the plasma spraying process. From Fig. 2b, the surface of ceramic coating is compact and there was no evidence of defects.

Surface SEM micrographs of ceramic coatings
The SEM image of the polished cross section of the DL coating sample is shown in Fig. 3. It can be observed that the ceramic coating was uniform and closely combined with the transition coating after sintering. This is because the sintered slurry contained sodium silicate. After the slurry solidified, the sodium silicate formed a three-dimensional network structure, resulting in tight bonds with the ceramic aggregates and transition coating [11, 12]. Also, it could be seen that the transition coating–substrate interface and the transition coating–ceramic coating interface were rough. The roughness could enhance mechanical bonding of the interface.

Cross-sectional SEM micrograph of ceramic coatings
Bonding Strength
Figure 4 shows the image of the broken surfaces of the DL coating samples after tensile test. The fracture position of the coating is between the ceramic coating and the transition coating, and there is no fracture inside the ceramic coating or transition coating, which indicated the excellent cohesion strength inside the whole coating. The results show the bonding strength between the transition coating and copper substrate is greater than between the ceramic coating and the transition coating. Table 3 shows the tensile test data of bonding strength of DL coating samples. The average bonding strength was 15.00 MPa, while the SL coating fell off after sintering and its bonding strength did not need to be tested. Because the transition coating eliminates the physical property deficiency caused by the difficult bonding between the ceramic coating and the substrate, it improves the bonding condition between the ceramic coating and substrate. From Fig. 3, roughness of the transition coating–top coating interface is a characteristic feature of plasma spraying, which could enhance mechanical bonding between the transition coating and the ceramic coating

Broken surfaces of the DL coating sample after tensile test. (Color figure online)
Oxidation Test
The oxidation weight changes of bare and coated samples at 800 ℃ were analyzed by the specimen mass reduction method to conduct the oxidation-resistant effect of the coating. Oxide mass gains per unit area of the samples were calculated according to Eqs. (1) and (2), and isothermal oxidation kinetics curves were plotted in Fig. 5 for the blank copper substrate and the DL coating. It can be concluded from Fig. 5 after an oxidation time of 20 h, the mass gains of copper with DL coatings at 800 ℃ were lower than the corresponding value on the blank substrate. The oxidation-resistant effect δ of the ceramic coating can be reached at 87.29% at 800 ℃. The DL coating prevented the inward diffusion of oxygen from the air to the coating–substrate interface, thereby greatly decreasing the oxidation rate of the copper. In conclusion, the ceramic coating effectively protected the copper from the harsh environment by significantly decreasing the rate of oxidation, which would correspond to increased service life of the copper or blast furnace tuyere made of copper.

Weight gains of uncoated copper and DL coating sample at 800 ℃ in air. (Color figure online)
Salt Water Test
Figure 6 shows the morphology of the copper substrate and DL coating before and after salt water test. When pure copper was put into sodium chloride solution, numerous corrosion microcells were formed on the copper surface, resulting in the preferential corrosion of copper around sodium chloride. Sodium chloride can not only enhance the electrolysis, but also partially dissolve the corrosion products on the copper surface, and oxygen will be transferred to the copper, which will cause the copper to be continuously corroded. After the DL ceramic coating was prepared on copper, the ceramic coating can prevent the corrosion medium and effectively protect the copper substrate.

Morphology of the copper substrate and DL coating before (1) and after (2) salt water test. (Color figure online)
Thermal Shock Studies
When the ceramic coating on metal is applied in unstable high-temperature environment, the thermal stress will be produced at the interface between the ceramic coating and the substrate, due to their thermal expansion coefficient difference, and the change of thermal stress will cause the ceramic coating to crack and even fall off [13]. The thermal shock resistance of the ceramic coating can reflect the service life of the ceramic coating under the unstable high-temperature environment. The thermal shock resistance test was subjected to 600 ℃ for the ceramic coating samples, considering the limit temperature of tuyere surface. Thermal shock resistance test was carried out for the DL coating sample and test results are shown in Table 4. Figure 7 shows the optical photomicrographs of the DL coating before and after thermal shock tests at 600 ℃ in air. The thermal shock resistance life at 600 ℃ reached 110 cycles. However, the SL coating sample cracked and fell off after sintering, from Fig. 1. It can be concluded that the transition layer can significantly improve the thermal shock resistance.

Optical photomicrographs of the DL coating after thermal cycling at 600 ℃ in air. (Color figure online)
Conclusions
This study combined the plasma spraying method and the slurry method to prepare a double-layer (DL) coating including transition coating and ceramic top coating on the copper surface. At the same time, the single-layer (SL) coating was also prepared with the slurry spraying method for a comparative analysis. Compared with SL coating, the DL coating had good microstructure. NiCoCrAlY transition coating is helpful to the bonding strength and thermal shock resistance of the ceramic coating. The ceramic coating has high oxidation-resistant effect owing to its good structure, so that copper can be protected from high temperature.
References
Wang JQ, Yuan YC, Chi ZH, Zhang GX (2018) High-temperature sulfur corrosion behavior of h-BN-based ceramic coating prepared by slurry method. Mater Chem Phys 206:186–192
Li H, Ke Z, Li J, Xue L, Yan Y (2017) An effective low-temperature strategy for sealing plasma sprayed Al2O3-based coatings, J Eur Ceram Soc 38(4):1871–1877
Luo H, Song P, Khan A, Feng J, Zang JJ, Xiong XP, Lü JG, Lu JS (2017) Alternant phase distribution and wear mechanical properties of an Al2O3-40wt% TiO2 composite coating. Ceram Int 43(9):7295–7304
Xiao K, Xue W, Li ZL, Wang JR, Li XM, Dong CF, Wu JS, Li XG, Wei D (2018) Effect of sintering temperature on the microstructure and performance of a ceramic coating obtained by the slurry method. Ceram Int 44(10):11180–11186
Abbas MR, Uday MB, Noor AM, Ahmad N, Rajoo S (2016)Microstructural evaluation of a slurry based Ni/YSZ thermal barrier coating for automotive turbocharger turbine application. Mater Design 109(November 5):47–56
Nguyen MD, Bang JW, Kim YH, Bin AS, Hwang KH, Pham VH, Kwon WT (2018) Slurry spray coating of carbon steel for use in oxidizing and humid environments. Ceram Int 44(7):8306–8313
Davis JR (2001) Copper and copper alloys. ASM Specialty Handbook
ASTM Standards C 633–2001, American Society of Testing and Materials, Philadelphia, PA
Shan X, Wei LQ, Liu P, Zhang XM, Tang WX, Qian P, He Y, Ye SF (2014) Influence of coo glass-ceramic coating on the anti-oxidation behavior and thermal shock resistance of 200 stainless steel at elevated temperature. Ceram Int 40(8):12327–12335
Shan X, Wei LQ, Zhang XM, Li WH, Tang WX, Liu Y, Tong J, Ye SF, Chen YF (2015) A protective ceramic coating to improve oxidation and thermal shock resistance on CrMn alloy at elevated temperatures. Ceram Int 41(3):4706–4713
Gao HT, Liu XH, Chen JQ, Qi JL, Wang YB, Ai ZR (2018) Preparation of glass-ceramics with low density and high strength using blast furnace slag, glass fiber and water glass. Ceram. Int. 44(6):6044–6053
Viktor S, Galyna K (2017) Effect of water glass on early hardening of Portland cement. Procedia Eng 172:977–981
Wang DS, Tian ZJ, Wang JW, Duan ZY, Shen LD, Huang YH (2010) Thermal shock behavior of laser remelting Al2O3-13%TiO2 ceramic coating fabricated by plasma spraying. Appl Laser 30(4):264–269
Acknowledgements
This work was supported by the Innovation Talents Fund Project of University of Science Technology Beijing and the Chaozhou Science and Technology Project of Guangdong (No. 2019ZX10).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Zhang, Z., Bai, H., Li, L., Zhong, M. (2021). Preparation of Ceramic Coating on Copper Substrate with Transitional Layer by Low-Temperature Slurry Method. In: Li, J., et al. Characterization of Minerals, Metals, and Materials 2021. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-65493-1_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-65493-1_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-65492-4
Online ISBN: 978-3-030-65493-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)