
Abstract
The results of the preparation of an analytical platform for building a cyber-physical system (CPS) for industrial mixing of bulk components in a gravitational apparatus with additional mixing elements are presented. The latter includes rotating drums with brushes and inclined fender planes. To perform an analysis of the efficiency of the process of mixing bulk materials with different physical and mechanical properties in rarefied flows, the author’s models are used. The above elements of the analytical platform for CPS contribute to the development of engineering methods for calculating gravity-type mixing equipment.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Cyber-physical system
- Gravity mixer
- Loose components
- Brush elements
- Distribution functions
- Process parameters
1 Introduction
The problem of creation of the cyber-physical system (CPS) for the realization of an effective mixture of loose components can’t be solved without the formation of the analytical platform, theoretical bases of the most specified technological process. Important stages, preceding model operation of the process of mixture of loose components, identification of its information parameters and the choice of basis (settlement) variables are. At the same time research of influence of input parameters of this technological operation as a mechanical process, on its output characteristics demands the description of mechanics of behavior of firm dispersion mediums in the displacement volume of the concrete mixer.
The research of behavior of loose components at their interfusing is of special interest at a development stage of theoretical bases of projection of mixing equipment for the needs of a wide range of industries and agriculture. One of the ways to overcome the prerequisites for the segregation effect, characteristic of the operation modes of many devices of the indicated purpose, is the constructive organization of crossing of rarefied flows of mixable bulk components in the working volume of the mixer [1, 2]. At the solution of specific technological objectives, it is required to consider a complex set of parameters of the studied process to which not only procedural indicators of operation of interfusing and its design parameters but also physicomechanical characteristics of loose materials belong. The analysis of the behavior of loose components in the described conditions often is complicated by the impossibility of realization of model experiments in connection with toxic properties of actuation mediums. In this case, it is expedient to select safe substitutes of compositions of the required mix with similar physicomechanical properties to perform «tunings» of an engineering methodic of calculation of key parameters of the mixer. In this time realization of theoretical researches on approbation of such replacement of toxic substances with model environments by means of the analysis of the corresponding results of stochastic modeling is required [1].
The significance of the creation of a cyber-physical system of an industrial mixture of loose components even more increases in the specified conditions.
2 Analysis of the Fundamental Scheme of the Mixer of Loose Materials
Briefly we will stop on the description of the key diagram of the device for mechanical mixture of the firm disperse components «1» and «2» with the continuous duty (Fig. 1) as the operation of hashing which is carried out before achievement of the specified coefficient of degree of inhomogeneity of the obtainable loose mix. Let the flow of the loose component «1» be «transporting», and a flow «2»—«key». Let’s allocate the following main stages of mechanical technological process in the mixer with a set of design parameters \(a = \left\{ {a_{j1} = cont} \right\}, j_{1} = \overline{{1,u_{1} }}\) flows «1» and «2».

The fundamental scheme of the device for the mechanical mixture of the firm disperse components «1» and «2» with the continuous duty: I and II—zones of driving of flows of «transporting» and «key» components and their mix, III—the diffusion surface of contact
-
Realization of giving by means of the special device (a batcher or the feeder) of working materials with a set of input parameters \(x\left( t \right) = \left\{ {x_{i} \left( t \right)} \right\},\;i = \overline{1,2}\) from area of their change of \(X = \left\{ {x_{1}^{ - } \le x_{1} \le x_{1}^{ + } ; x_{1}^{ - } \le x_{1} \le x_{1}^{ + } } \right\}\). In particular, mass consumption \(Q_{i} \left( t \right), Q_{2} \left( t \right)\) and mass fractions \(\gamma_{i} \left( t \right), \gamma_{2} \left( t \right)\) of «1» and «2» components belong to components of entrance sets for each component.
-
An increase in surfaces of shift S components is typical at their turbulent nature of hashing with a supply of energy of E during mixture. This energy is spent on the shift of particles with a rupture of intercommunications between them and also a macrodiffusion process. Therefore, a set of the regime parameters \(b = \left\{ {S,D, E, \tau_{S} ,} \right\}\) includes the listed indicators of the studied process where D—is the macrodiffusion coefficient.
-
Removal (output) from displacement volume of the mixer of the obtained loose mix with coefficient in inhomogeneity of \(V_{C}\) which is characterized by the following set of output variables \(y_{3} \left( t \right) = \left\{ {x_{1} \left( t \right),x_{2} \left( t \right),V_{C} } \right\}\) or \(y_{3} \left( t \right) = \left\{ {Q_{i} \left( t \right), Q_{2} \left( t \right),\gamma_{i} \left( t \right), \gamma_{2} \left( t \right), V_{C} } \right\}\) of process of the given set of \(Y = \left\{ {y_{3}^{ - } \le y_{3} \le y_{3}^{ + } } \right\}\).
Thus, the full set of \({\text{z}}\left( t \right) = \left\{ {x\left( t \right), y\left( t \right),a,b } \right\}\) information variables with total number of w for the continuous mechanical mixing of two firm disperse components «1» and «2» with the continuous duty consists of several sets: input \(x\left( t \right)\), output \(y\left( t \right)\), constructive \(a\), regime \(b\). Further, there is a question of the division of information variables into two categories (Fig. 2): settlement \(z_{m}\) (basis, defined from the formed mathematical model of the mixture) and design \(z_{p}\) (all others from among informational). As a rule, last \(\left( {z_{p} = z_{pr} + z_{po} } \right)\) are divided into the regulated \(z_{pr}\) parameters (which set consists of technological and design) and the optimizing \(z_{po}\) parameters.

The conditional scheme of calculation of the technological process by means of information variables
Variation of the optimizing process parameters within its model allows formulating a problem of optimization. Let’s notice that the calculation of the number of the projected variables corresponds to the number of degree of freedoms of the technological process of \(S_{TP} = w - n\) where n is the number of basic variables. The existence of a multifactorality directed by such a task significantly complicates obtaining required optimal values of parameters of the designed device.
However, in practice the considerable accuracy isn’t always required at the assessment of optimal values of parameters of technological process and searching for effective ranges of change of the specified characteristics is possible. In that case, restrictions for change of similitude criteria of a technological system (Fig. 2) can be used. In these conditions searching for limits of variation of effective values of parameters of the studied technological process within the analytical platform is carried out. Further, we will pass to the consideration of the formation of the corresponding mathematical model of the process of the mixture in the gravitational mixer with additional mixing elements.
3 Some Features of the Process of Interfusing of Loose Components in the Gravitational Apparatus
In the device of gravitational type for the increase in the effectiveness of the process of mixing of the not wetted loose components related to the I–III classes of looseness by Kerr’s technique with particle sizes within 1.5–6.5 × 10−4 m it is offered to use additional mixing elements. They represent drums with the brush elements fixed on their surface along circular helixes of the opposite direction from both end faces of drums. These brushes are applied to the formation of dilute flow from the mixed loose components which enter from trays of the gravitational device. In works [3, 4] the specified process for materials with particle sizes of (1.5–4.0) × 10−4 m of comparable density is investigated. At the same time the key design and regime parameters of the process of mixing having the most significant impact on the effectiveness of receiving quality mix with a procedural ratio of components 1:10 and more are revealed. Besides, on the basis of the stochastic approach [1] the conditions of achievement of this effectiveness [3, 4] confirmed with data of experiments [5] are theoretically described. Thus, for comparison with earlier received results from [3, 4] studying of the behavior of the loose components close to the value of density is of interest:
-
in a more expanded range of change of the aggregate size of grains, in that number up to 6.5 × 10−4 m;
-
from toxic substances, the conduct of experimental studies which is difficult.
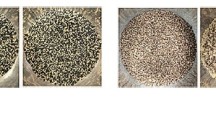
Considering a wide range of purpose of the loose mixes received in the gravitational device (from food and mineral structures to structural and chemical), as actuation mediums elimination of the GOST 8267-93 shallow crushed stone model M300 and the GOST 5100-85 soda ash model A granules (OKP 21 3111 0200) in addition to earlier considered the GOST 8736-93 natural sand and the GOST 7022-97 semolina were chosen.
In particular, shallow crushed stone is applied to the production of concrete, glass, printing materials; soda ash (Na2CO3 sodium carbonate)—for receiving glass, paper, soap, cast iron, paint and varnish materials, etc. Let’s notice that soda ash is a substance of the 3rd class of danger according to GOST 12.1.007. Bulk density and particle sizes of the corresponding loose materials are specified in Table 1.
4 Application of the Stochastic Approach to the Formation of the Analytical Platform of a Cyber-Physical System of the Process of Interfusing of Loose Components
The problem of modeling operation of the process of formation of dilute flows of loose components doesn’t lose the relevance [6, 7] since this process is a component of many technological operations of chemical technologies [8]. According to the made analysis of literature sources, it is expedient to carry out the description of mechanics of behavior of particles of loose material in the formed dilute flows on the basis of stochastic approach [9, 10] owing to the unpredictability of trajectories of their driving. At the same time from all variety of the stochastic methods [8, 11,12,13] including involved at creation of informational management [14] and cell-like [15,16,17] models, descriptions with time series [18] and with the analysis of a power condition of a single microsystem [19] it is offered to allocate a power way of model operation.
This choice has a talk a possibility of account in the defined law of distribution of number of particles in the formed dilute flow in the given parameters of process of interfusing of a number of the characteristic factors of driving of particles, for example, of their rotations, interactions both with mixing elements, and at collisions among themselves, etc [8, 20, 21]. Application of the specified power way which was described in the monograph by Klimontovich [9], for the theory of technological processes is insufficiently developed [22, 23], however this way is successfully approved when studying shock interactions in dispersible and film systems [19] and technological operation of a refinement [24]. According to the stochastic model operation of process of formation of dilute flows of granular environments described in works [3, 4], the constructed differential distribution function of number of particles \(\upchi_{\text{ij}} \left( {\upalpha_{\text{j}} } \right)\) for loose components i = 1, 2 on the angle \(\upalpha_{\text{j}}\) of spreading the drum with brushes depending on number of the deformed brush element j = 1, 2, 3 has the form:
where \(\upmu_{\text{ij}} ,{\text{K}}_{\text{ij}} ,{\text{k}}_{\text{vi}} ,{\text{v}} = \overline{1, 4}\)—the coefficients depending on a set of input data of model; \({\upvarphi }_{\text{ij}} ,{\upalpha }_{\text{sij}}\)—are the characteristic angles of driving of particles in drum transverse sections for each brush element. Function \(\upchi_{\text{ij}} \left( {\upalpha_{\text{j}} } \right)\) in (1) it is received at the adding \({\text{E}}_{\text{ij}}\)—the energy of stochastic driving of a single spherical particle of component i = 1, 2 taking into account their headway, the accidental nature of their moments of impulses and elastic interaction with deformable brush element j = 1, 2, 3. At the same case, the element of a phase space \({\text{d}}\Omega _{\text{ij}}\) is defined by polar coordinates of this particle concerning a spin axis of a rotary drum mixer in the plane of its section for each deformed brush element
where ω—an angular velocity of rotation of the drum; \({\text{r}}_{\text{ij}}\) and \(\uptheta_{\text{ij}}\),—radial and angular coordinates for points of disruption of loose materials of i = 1, 2. Let’s notice that (1)—the stationary solution of power representation of the Fokker-Planck equation, which, in particular, in the presence of macroscale fluctuations of conditions of particle systems of each component as collisions of their elements, has the following form
where \({\text{E}}_{{0{\text{ij}}}}\) and \({\text{E}}_{\text{fij}}\)—energetic parameters of the model.
5 Model Results
The received results for function \(\upchi_{\text{ij}} \left( {\upalpha_{\text{j}} } \right)\) from expression (1) for the GOST 5100-85 soda ash model A and elimination of the GOST 8267-93 shallow crushed stone model M300 (Table 1) are reflected in Figs. 3 and 4 respectively. Besides, the specified results allow approving this model [3] taking into account collisions between particles of the mixed components, which dropped by brush elements from screw spiralling of opposite directions, for a wider class of loose materials, than for considered in works [3, 4].

Dependences \(\upchi_{\text{ij}} = \left( {\upalpha_{\text{j}} } \right)\) for number j of the deformed brush element: a, b,—the GOST 5100-85 soda ash model A (i = 1); c, d,—elimination of the GOST 8267-93 shallow crushed stone model M300 (i = 2); a, c,—\(\upchi_{\text{ij}} = \left( {\upalpha_{\text{j}} ,\upomega} \right)\), \(\Delta\) = 1.5; b, d—\(\upchi_{\text{ij}} = \left( {\upalpha_{\text{j}} ,\Delta } \right)\), ω = 52.36 c−1; j = 1 (1); j = 2 (2); j = 3 (3); hs =1.6 × 10−2 m

Dependences \(\Phi _{\text{i}} = \left( {\upalpha_{\text{j}} } \right)\) for the GOST 5100-85 soda ash model A (a surface 1; i = 1) and elimination of the GOST 8267-93 shallow crushed stone model M300 (surface 2; i = 2): \({\text{a}} -\Phi _{\text{i}} \left( {\upalpha_{\text{j}} ,\upomega} \right)\), \(\Delta = 1,5;\), b—\(\Phi _{\text{i}} \left( {\upalpha_{\text{j}} ,\Delta } \right)\), ω = 52.36 c−1; hs = 1.6 × 10−2 m
The analysis of these results is made depending on major factors revealed in works [3, 4] having the greatest impact on quality of mix at this stage of the studied process: angular velocity of rotation of the drum ω; extents of deformation of brush elements \(\Delta\) (as beater length relations to gap height between a tray of the device and drum); step of spiralling of brush elements hs. The presented surfaces (Fig. 3a–d) illustrate providing an estimated condition of effective interfusing in the form of aspiration to the rapprochement of values of extremums for the angles of scattering of particles of loose components i = 1, 2 which is very marked observed for case j = 3 when comparing surfaces 3 in Fig. 3a, c or Fig. 3b, d. Moreover, the type of these surfaces also aims to coincidence with the mixed granular environments. These results confirm the conclusions explained in work [3] for interfusing of other granular materials—the GOST 8736-93 natural sand and the GOST 7022-97 semolina (see Table 1; Fig. 4a, b) for the complete differential distribution functions calculated by
Comparison of theoretical calculations and the experimental data of dependence \(\Phi _{2} \left( {\upalpha_{\text{j}} } \right)\) screening of 8 stone model M300 (i = 2), presented in Fig. 5, has satisfactory consent with the relative accuracy which isn’t exceeding 10%. Let’s notice that when carrying out experiences near the rotating drum with the fixed brushes in the way described earlier the vertical trap with cells for particles of the studied loose component was established. In comparison with data from work [3] for the specified working material the general nature of change of the complete differential distribution function of number of its particles \(\Phi _{2} \left( {\upalpha_{\text{j}} } \right)\) remains on the angle of scattering \(\upalpha_{\text{j}}\) from (4) at formation of a dilute flow owing to interaction with brush elements both for theoretical experimental data. In Fig. 5 it is more evident, than in Fig. 4, the tendency to the rapprochement of values of extremums for \(\upalpha_{{1{\text{j}}ex}}\) and \(\upalpha_{{2{\text{j}}ex}}\)—the angles of scattering of particles of loose components i = 1, 2 is presented. This trend reflects a condition of effective interfusing of loose components.

Dependences \(\Phi _{\text{i}} \left( {\upalpha_{\text{j}} } \right)\):\(\Delta\) = 1,5; ω = 52.36 c−1; hs = 1.6 × 10−2 m; 1—GOST 5100-85 soda ash Brand A (i = 1); 2—elimination of the GOST 8267-93 shallow crushed stone model M300 (i = 2); lines—the theory; points are the experimental data for elimination of the GOST 8267-93 shallow crushed stone model M300 (i = 2)
6 Conclusion
So, in the work preparation of an analytical platform for the construction of a cyber-physical system of industrial mixing of bulk components was carried out. In the considered example, the following parameters can be chosen as the characteristic variables of the technological process of mixing bulk materials. Input variables are \(x = \left\{ {x_{i} \left( t \right)} \right\} = \left\{ {Q_{Vi} ,n_{Vi} } \right\},i = 1,2\) where \(Q_{Vi}\) volumetric costs of each component are; \(n_{Vi}\) are their volume fractions, specified by the technological features of the industrial process. Output variables are \(y = \left\{ {y_{i} \left( t \right)} \right\} = \left\{ {Q_{Vi} ,n_{Vi} ,V_{{C\uptau}}^{tech} ,\Delta V_{{C\uptau}} } \right\},i = 1,2\) where \(V_{{C\uptau}}^{tech}\) are routine values of the heterogeneity coefficient at the τ-stage of mixing, \(\uptau = \overline{1,3}\); \(\Delta V_{{C\uptau}}\) are absolute parameter errors \(V_{{C\uptau}}^{tech}\). The set of regime parameters is \(b = \left\{ {\omega_{\uptau} , \psi_{1\tau } } \right\}\) where \(\omega_{\uptau}\) is drum rotation speed; \(\psi_{1\tau }\) is the angle of the bump to horizontal. As the design parameters can be selected: length, width and angle of inclination of the tray; length and angle of the bump; width and radius of the roll; the length, radius and angle of the helical winding of the cylindrical brush element; the number of brush elements; the distance between the brush elements in the helical winding. Given that the input parameters are a subset of the output, the total number of information variables of the process of mixing bulk components in a gravity mixer is determined by the expression \(N = N_{yi} + N_{{b\uptau}} + N_{{a\uptau}}\). For example, the basic variables can be the parameters \(\Delta V_{{C\uptau}} = \left| {V_{{C\uptau}}^{tech} - V_{{C\uptau}}^{pr} } \right|\) where \(V_{{C\uptau}}^{pr}\) are the calculated values of the inhomogeneity coefficient obtained from the proposed stochastic mixing model of bulk components and optimizing—total sets of structural and mode parameters.
The made the stochastic analysis of the behavior of various loose components at the formation of dilute flows in the gravitational mixer confirms expediency of application of brush elements and a possibility of realization with their help of the effective mixing conditions revealed earlier in works [3, 4]. The specified factors essentially influence the evaluation test of the mix [5] and the formation of an engineering methodology of calculation of design and regime parameters, the designed new gravitational device. Besides, the expediency of application of power approach at the stochastic model operation of the process of interfusing of loose components along with the most widespread informational management [14] and cell-like by methods [15,16,17] is illustrated in the analysis of the degree of uniformity of the received mix. Use of power approach [9] for special purpose calculations [5] in the field of engineering chemistries can be considered how the development of their theoretical bases.
References
Kapranova, A.B., Verloka, I.I., Lebedev, A.E., Zaitzev, A.I.: The model of dispersion of particles during their flow from chipping the surface. In: Czasopismo techniczne, Vol. 113, no. 2. pp. 145–150. Mechanika. Krakov, Poland (2016)
Kapranova, A.B., Bakin M.N., Verloka I.I.: Simulation of the quality criterion of a mixture in a drum-belt apparatu. Chem. Pet. Eng. 54(5–6), 287–297 (2018). https://doi.org/10.1007/s10556-018-0477-0. More about changing the spelling of the author’s name Vol. 54, no. 7–8, pp. 618 (2018). https://doi.org/10.1007/s10556-018-0524-x
Kapranova, A.B., Verloka, I.I.: Stochastic description of the formation of flows of particulate components in apparatuses with brush elements. Theor. Found. Chem. Eng. 52(6), 1004–1018 (2018). https://doi.org/10.1134/S0040579518050330
Verloka I., Kapranova A., Tarshis M., Cherpitsky S.: Stochastic modeling of bulk components batch mixing process in gravity apparatus. Int. J. Mech. Eng. Technol. (IJMET) 9(2), 438–444; Chapter ID: IJMET_09_02_045. Available online at http://www.iaeme.com/IJMET/issues.asp?JType=IJMET&VType=9&IType=2 (2018). ISSN Print: 0976-6340 and ISSN Online: 0976-6359
Kapranova A.B., Verloka I.I., Yakovlev P.A., Bahaeva D.D.: Investigation of the quality of mixture at the first stage of work of the gravitational type apparatus. Russ. J. Gen. Chem. 62(4), 48–50 (2018)
Metzger, M.J., Remy, B., Glasser, B.J.: All the Brazil nuts are not on top vibration induced granular size segregation of binary, ternary and multi-sized mixtures. Powder Technol. (205), 42–51 (2011)
Anchal, J., Matthew, J.M., Benjamin, J.G.: Effect of particle size distribution on segregation in vibrated systems. Powder Technol. 237, 543–553 (2013)
Dehling, H.G., Gottschalk, T., Hoffmann, A.C.: Stochastic Modeling in Process Technology, 279 p. Elsevier Science, London, 2007 (2017)
Klimontovich, Yu.L.: Turbulent Motion and the Structure of Chaos: A New Approach to the Statistical Theory of Open Systems, 328 p. LENAND, Moscow (2014)
Protodyakonov, N.O., Bogdanov, S.R.: The statistical theory of transport phenomenas in processes of engineering chemistry, p. 400. Chemistry, Leningrad (1983)
Sun, L., Xu, W., Lu, H., Liu, G., Zhang, Q., Tang, Q., Zhang, T.: Simulated configurational temperature of particles and a model of constitutive relations of rapid-intermediate-dense granular flow based on generalized granular temperature. Int. J. Multiph. Flow 77, 1–18 (2015)
Zhuang, Y., Chen, X., Liu, D.: Stochastic bubble developing model combined with Markov process of particles for bubbling fluidized beds. Chem. Eng. J. 291, 206–214 (2016)
Almendros-Ibanez, J.A., Sobrino, C., de Vega, M., Santana, D.: A new model for ejected particle velocity from erupting bubbles in 2-D fluidized beds. Chem. Eng. Sci. 61, 5981–5990 (2016)
Borodulin, D.M., Sablinskii, A.I., Sukhorukov, D.V., Andryushkov, A.A.: Study of the operation of the mixing unit, consisting of two successively installed centrifugal continuous mixer, to obtain a mixture with a 1: 1000 mixing ratio of the components to be mixed by serial dilution. Vestn. KrasGAU (6), 178–185 (2013)
Alsayyad, T., Pershin, V., Pasko, A., Pasko, T.: Virtual modeling of particles two-step feeding. J. Phys. Conf. Series 1084(1). 5 September 2018. No. 012005 (2018)
Mizonov, V.A., Balagurov, I., Berthiaux, H.C.: Gatumel Markov chain model of mixing kinetics for ternary mixture of dissimilar particulate solids. Particuology 31, 80–86 (2016)
Zhukov, V.P., Belyakov, A.N.: Simulation of combined heterogeneous processes based on discrete models of the Boltzmann equation. Theor. Found. Chem. Eng. 51(1), 88–93 (2017). https://doi.org/10.7868/S0040357117010158
Kendall, M., Stewars, A.: Multidimensional Statistical Analysis and Time Series: Monograph, 736 p. Science, Moscow (1976)
Zaytsev, A.I., Bytev, D.O.: Shock Processes in Dispersible and Film Systems, 196 p. Moscow: Chemistry (1994)
Shaul, S., Rabinovich, E., Kalman, H.: Generalized flow regime diagram of fluidized beds based on the height to bed diameter ratio. Powder Technol. 228, 264–271 (2012)
Lim, K.S., Zhu, J.X., Grace, J.R.: Hydrodynamics of gas-solid fluidization. Int. J. Multiph. Flow 21, 141–193 (1995)
Lingineni, S., Srinivasaraghavan, S.: Stochastic analysis of transmission of diabetic threshold using particular distribution. Int. J. Civil Eng. Technol. 8(11), 492–499 (2017)
Akhmadiev, F.G., Nazipov, I.T.: Stochastic modeling of the kinetics of processing of heterogeneous systems. Theor. Found. Chem. Eng. 47(2), 136 (2013). https://doi.org/10.1134/S0040579513020012
Zemskov, E.P.: Time-dependent particle-size distribution in comminution. Powder Technol. (7), 71–74 (1998)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Kapranova, A.B., Verloka, I.I., Bahaeva, D.D. (2020). About Preparation of the Analytical Platform for Creation of a Cyber-Physical System of Industrial Mixture of Loose Components. In: Kravets, A., Bolshakov, A., Shcherbakov, M. (eds) Cyber-Physical Systems: Advances in Design & Modelling. Studies in Systems, Decision and Control, vol 259. Springer, Cham. https://doi.org/10.1007/978-3-030-32579-4_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-32579-4_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-32578-7
Online ISBN: 978-3-030-32579-4
eBook Packages: EngineeringEngineering (R0)