
Abstract
Martensitic aging steels (Marging steels—MS) are high-alloyed low-carbon (0.03% C) structural steels based on the Fe–Ni and Fe–Cr–Ni systems, additionally doped with cobalt, molybdenumtitaniumetc. The article presents the results of studying of the grinding process of martensitic aging steels. The physical nature of the transformations occurring in the surface layer of the grinded surface under the influence of the contact grinding temperature is considered. The steels are heated for hardening up to temperatures approximately 1200 °C. At this temperature, the intermetallic compounds of the alloying elements (usually fine and solid) dissolve in the solid solution. With rapid cooling at rates above the critical hardening rates, a decarburized “soft” martensite is formed, in which the intermetallic compounds are dissolved. This is followed by aging at temperatures of about 480–520 °C. Under the effect of tempering temperature, the precipitation hardening of steel occurs, which consists in the fact that intermetallic compounds in a finely dispersed state are separated from a solid solution and block dislocation movement, because of which the steel acquires high mechanical properties. Under the action of contact grinding temperature 550–600 °C these properties can be lost. The dependence of the contact temperature on the modes of borazon grinding is shown. The research is aimed at creating a database of permissible grinding conditions, the use of which provides optimal contact temperatures and a defect-free surface layer.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Martensitic aging steels (Marging steels—MS) are high-alloyed low-carbon (0.03% C) structural steels based on the Fe–Ni and Fe–Cr–Ni systems, additionally doped with cobalt, molybdenum, titanium, etc. with mechanical properties superior than those of carbon alloyed steels [1, 2].
These properties are achieved through special heat treatment.
As indicated in [3, 4], the decrease in hardness and strength of MS begins at temperatures of 500–550 °C, when coagulation of intermetallic compounds begins.
Therefore, when grinding the deposited and heat-treated surfaces of MS, the value of the contact temperature of grinding should not exceed 550 °C.
2 Literature Review
In [5], the issues of internal transformations of martensitic-aging steels under various heating conditions are considered, but the transformations during surface heating, which occurs during grinding, are not illuminated. In [6], the results of creep studies of martensitic-aging steel with long-term heating are presented, which also do not correspond to the heating conditions during grinding. The influence of alloying elements on the hardening processes of martensite-aging steels is discussed in [7], however, it is almost impossible to correlate the results with the heating conditions during grinding. In [8], the issues of structural heredity and exit conditions of dispersed intermetallic particles from a solid solution under the action of heating temperature are considered, which also do not explain the behavior of these steels when heated by contact grinding temperature. In [9], the studies of changes in the strength properties of martensitic-aging steels as a result of structural changes, which, in turn, are the results of temperature changes, are presented. These materials cannot be used to predict the behavior of the steels when they are heated by the contact grinding temperature, because in the considered sources the heating is volumetric and long-term. In the case of grinding, it is surface and short-term heating. In [10] the hardening of the margin steel is observed during the thermal treatment. However, the conditions of heating are not equal to those during the process of grinding. In [11] the thermal resistance of welded martensitic-aging steel is observed during the thermal treatment. But the conditions of heating are not the same as during grinding. In [12], laser cladding of martensite-aging steel on the surface of a sample of alloyed steel of the Cr-Mo system is considered. The laser heat source is closest in its temporal characteristics to surface heating by contact temperature. However, the article does not contain data on changes in the temporal characteristics of the heating process and on changes in the structure of the deposited metal.
Thus, analyzing the data available in the literature, it can be concluded that the behavior of martensite aging steels is not well covered when the operating temperature changes. There is practically no data on how the characteristics of these steels change after exposure to them of the contact temperature of grinding, the values of which may be higher than the operating temperatures.
3 Research Methodology
The purpose of the work is the experimental and analytic studying of the grinding process of the deposited layer of martensite-aging steel with wheals from the CBN; to establish patterns of change in cutting forces, contact temperatures of grinding, stress state of the surface layer; to determine the allowable modes in which there is no softening of this layer.
To achieve this goal in the work it is necessary to solve the following tasks:
-
1.
To establish the order of magnitude of the cutting forces Pz and Py and the contact temperature of grinding, depending on the parameters of the process.
-
2.
Determine the values of residual stress, depending on the contact temperature grinding.
-
3.
Compare the obtained data with the data obtained when grinding MS with wheels of electrocorundum.
N18K9M5T (nickel 18%, cobalt 9%, molybdenum 5%, titanium 1%) martensite aged steel, CBN and electrocorundum grinding wheels were taken as research materials. The studies were carried out using mathematical modeling according to [13] with a point experimental test.
Experimental verification was carried out using the methodology of the planned experiment. Cutting forces were measured using a dynamometer according to the standard procedure followed by digital processing. Contact temperatures were measured using embedded low-inertia microthermocouples [14, 15]. Residual stresses were measured by etching. All analog signals from measuring devices were digitized and displayed on a computer.
As a result of the experiments, it was established that cutting forces when grinding with CBN wheels reach significant values and influence the process. The values of the forces of Py are in the range of 10–50 N and the values of the forces of Pz are in the range of 4–16 N.
There are some tendency of increasing at 10–15% of cutting forces when grinding steel N18K9M5T, compared with cutting forces when grinding carbon hardened steels.
When changing the grain of the circle from 40 to 20, the cutting forces increase by 2…2.5 times. The ratio between the cutting forces of Py and Pz varies within rather wide limits from 1.31 to 2.2, and averages 1.47.
Processing modes also have a significant effect on cutting forces. The most significant are the speed of rotation of the grinding wheel, the cross feed, the depth of cut. The effect of the longitudinal feed has a smaller effect. The values of forces Py and Pz when grinding with electrocorundum wheels are 13–65 and 6–20 N respectively.
The temperature mode of grinding is one of the key points of influence on the quality of the surface layer. Based on various sources, we can conclude that the upper bound of the temperature at which coagulation of intermetallic particles in the surface layer does not occur is 550 °C. It should be noted that temperature residual stresses after grinding at these temperatures have the small values.
To determine the temperature, change in the grinding process, semi-artificial thermocouples “thermoelectrode—part” were used [14, 15].
The advantage of this method is that it makes it possible to estimate not only the contact temperature, but also the temperature of each cutting grain (Fig. 1).

Characteristic thermal pulse obtained by measuring the contact temperature of grinding.
The emerging electrical signals of thermo-EMF, recorded on the oscillogram, represent a thermal process in the cutting zone (Fig. 1). In this figure, the lower envelope is the contact temperature Tcont arising in the contact zone of grinding wheel with the part. The pulses located on it represent the instantaneous temperature Tinst, which develops in the area of micro-cutting with a separate grain. Since the Tcont envelope, on which the Tinst, pulses are located, has a significant amplitude, one can also consider the total surface temperature at a given point at a certain point in time, called the pulse temperature, equal to Tpulse = Tcont + Tinst [14].
Below are considered the laws relating to contact temperature, since the latter has the greatest impact on the surface to be ground.
The contact temperature of the surface depends largely on the grain of the grinding wheel (Fig. 2). The contact temperature of the surface is lower; higher is the grit number of the grinding wheel. When comparing the grinding temperatures of materials N18K9M5T and titanium alloy VT8 (Ti-90.9%, Al-5.8%, Mo3.3%), the values of thermal conductivity and thermal activity of which are lower than that of steel N18K9M5T, and under the same conditions, the surface temperature is 1.5 times higher than when grinding the above mentioned steel. When the depth of grinding is about 0.04–0.05 mm the surface temperature may be 900–1200 °C. The values of surface are 20–25% higher when grinding with electrocorundum wheels.

Dependence of the contact temperature on the processing factors Vw = 35 m/s, Vw = 0.10 m/s, Vpart = 0.15 m/s, t = 0.01 mm, s = 2.5 mm/course of the table, Nz = 25 (size of a grain). Steel N18К9M5T (wheel LO 250/120 C1К8 100%).
The dependence of the contact temperature during grinding on the depth of cut, the properties of the material being processed and the characteristics of the wheel are shown in Fig. 2.
The instantaneous temperature that occurs when cutting individual grains of CBN is a very complex object of study.
The study of the obtained values showed that the instantaneous temperature depends little on the processing modes. The change in heat pulse depends on the grain size of the wheel, the properties of the material being processed and the portion of the path that passes through the microthermocouple.
The frequency of the pulse temperature Tpuls will correspond to the pulse repetition rate from the grains.
The residual stresses arising in the surface layer are rather high and their meanings may be in the range of 400–600 MPa, the higher the temperature, the higher the level of residual stresses. The residual stresses when grinding with electrocorundum wheals are 20–25% higher too.
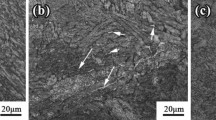
The structures of N18K9M5T steel after casting, hardening, aging and after grinding at a contact temperature of about 600 °C are shown (Fig. 3).

Structures of steel N18K9M5T: a after casting, b hardening (from 850 °C), c aging 450 °C, d after grinding at a contact temperature of about 600 °C. Augmentation 150.
As can be seen from the photographs of microsections: a—austenitic structure of cast martensitic-aging steel, b—after hardening—the structure of carbon-free martensite and residual austenite, c—martensitic-austenitic structure with intermetallic reinforcing phases, d—structure after grinding at a temperature above 600 °C—the martensitic-austenitic structure was preserved, the grains were crushed, but there were no strengthening intermetallic phases. It can be assumed that the dissolution factor of intermetallic compounds in a solid solution prevails over the coagulation factor when the temperature rises above 500 °C.
4 Results
Experimental studies have shown that in addition to the factors of processing modes, the magnitude of the cutting forces is influenced by the grain size of a grinding wheel, the cutting forces are higher, when grinding with more fine-grained wheel. It can be explained by the fact that with a decrease in the grain of the wheel, the number of cutting grains per unit surface of the wheel is increasing and, consequently, in the contact patch of the wheel with the workpiece, significantly increases too. The power load on each individual grain at the same time decreases in smaller limits and cannot compensate the increase in the number of grains. It leads to a significant increase in cutting forces. In addition, when grinding with fine-grained circles, the friction of the ligament on the ground surface increases, as a result cutting forces increase.
Contact temperature grinding follows the same pattern. This is due to the decrease in the number of CBN grains in the contact patch of the wheel with the ground surface with an increase in grain size. The magnitude of each pulse increases slightly, and it leads to a decrease in surface temperature.
An increase in temperature with an increase in the speed of the grinding wheel is explained by an increase in the number of heat pulses per unit time affecting the grinding surface.
The increase in contact temperature with an increase in the longitudinal feed is explained by the fact that the magnitude of the heat pulse from each grain increases separately, due to the increase in the cross section of the microchip. Impulses, summing up, provide a general increase in temperature.
An increase in temperature with an increase in the depth of grinding is explained by an increase in the number of heat pulses in the cutting zone and by an increase in the magnitude of each pulse.
Some increase in contact temperature with increasing a cross feed is explained by an increase in the contact patch of the circle with the workpiece in the transverse direction.
Based on the research conducted, the process of heat generation in the cutting zone may be described and explained as follows: a thermal impulse arises with the passage of the first cutting grain at a given point on the surface in 3…4 mcs. After the termination of the contact of the grain with this point of the surface, the cooling process begins, which ends at 65…75% during the same time. After that, the cooling curve has much flatter character and the point of the surface is exposed to the next grain before cooling to the initial ambient temperature. The magnitude of the heat pulse from the second grain will largely depend on the residual temperature of this point, since the second grain enters the heated metal, the tensile strength of which has already been changed. At the end of the second grain, the cooling process begins again with the smaller speed, since in the first case the temperature difference was Tinst1—To, and in the second case Tinst2 − Tinst1 (residual). This step process will continue until heat saturation, which occurs after 4…5 ms (milliseconds). It is expressed in the fact that the residual temperature from the grains reaches the value at equal cooling rates when the grains act on the metal and the strength of the grinded metal practically does not change, remaining at the level of the corresponding steady-state surface temperature Tcont.
Residual stresses depend only on temperature, since there are no phase transformations.
5 Conclusions
-
1.
It has been established that the value of the component of the cutting force Py can reach 10–50 N. The value of the component of the cutting force Pz can reach 4–10 N, The cutting depth and feed are the factors of the cutting conditions, which mainly influence the forces. Hardness and grain are from the properties of the circle. Contact grinding temperature can reach 700–1200 °C, which can have a negative effect on the condition of the surface layer—decrease in hardness and softening. All grinding conditions and wheel characteristics affect the contact temperature of grinding.
-
2.
The value of residual stresses after grinding is up to 600 MPa, but the formation of cracks is not observed. In order for the surface layer of the part have no defects after grinding, the processing conditions must be within: Vw—up to 40 m/s; Vpart up to 10 m/min, t up to 0.03 mm.
-
3.
The values of grinding process parameters when using electrocorundum wheels are higher by 20–25%.
References
Blanter, M. E.: The theory of heat treatment. In: Metallurgy, LNCS. Moscow (1999)
Mosberg, R.K.: Science of materials. Graduate school, Moscow (2001)
Gulyaev, A.P.: Metallography. Alliance, Moscow (2011)
Byront, V.S.: Theory of heat treatment. SFU, ICMiZ. Krasnoyarsk (2007)
Li, C.H., Ding, Y.C.: Innovative technology investigation into integrate the surface hardening process with the grinding precision finishing for CBN grinding crankshaft. In: 4th International Conference on Wireless Communications, Networking and Mobile Computing (2008)
Aboud, A.R., Georges, C.: Analyse des évolutions structurales et du comportement mécanique d’un acier au chrome-nickel-molybdène à très bas carbone du type Z1CNDA 12-09-02, en fonction des traitements thermiques. Université de Paris-Sud. Faculté des Sciences d’Orsay (Essonne) (2002)
Viana, N.F., Nunes, C.S., Ferreira, H., Abreu, G.: The variant selection in the transformation from austenite to martensite in samples of maraging–350 steel. J. Mater. Res. Technol. 2(4), 298–302 (2013)
Rao, M.N., Sivasubramanian, K.: Significance of alloying element levels in realizing the specified tensile properties in 18 Wt % nickel maraging steel. Mater. Sci. Appl. 2(8), 1116 (2011)
Cajner, F., Landek, D., Leskovsek, V.: Surface modifications of maraging steels used in the manufacture of moulds and dies. Materiali in tehnologije, Letn. 44(2), 85–91 (2010)
Viswanathan, U.K., Dey, G.K.: Asundi precipitation hardening in 350 grade maraging steel. Metall. Trans. A 24(11), 2429–2442 (1993)
Losev, E.N., Borodikhin, A.S., Eremin, S.A., Losev, E.N., Borodihin, A.S.: Thermal Resistance of Welded Martensitic-Aging Metal with Borides. Ural Federal University (2015)
Klobcar, D., Tusek, J.: Mechanical properties of maraging steel welds after aging heat treatment. Materiali in tehnologije 41(4), 167–171 (2007)
Shtarbakov, V., Stavrev, D.: Microstructure of laser welded-on layers of 32CrMoV12-28 steel with maraging alloy in ageing. Adv. Mater. Technol. 2, 3–7 (2016)
Lebedev, V.G., Klimenko, N.N., Uryadnikova, I.V., Chumachenko, T.V., Ovcharenko, A.V.: The definition of amount of heat released during metal cutting by abrasive grain and the contact temperature of the ground surface. Eastern–Eur. J. Enterp. Technol. 5/7(83), 43–50 (2016)
Chumachenko, T.V.: Technological quality assurance and productivity of surface treatment of the necks of gas turbine rotor shafts sprayed with mineral-ceramic. Specialty 05.02.08—engineering technology. Thesis for the degree of candidate of technical sciences. Odessa, Ukraine (2011)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Lebedev, V., Tonkonogyi, V., Chumachenko, T., Klymenko, N., Frolenkova, O. (2020). Experimental and Analytical Study of CBN Grinding of Welded Martensitic Aging Steel. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing II. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22365-6_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-22365-6_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22364-9
Online ISBN: 978-3-030-22365-6
eBook Packages: EngineeringEngineering (R0)