
Abstract
The following text provides a systematic overview of the methods for prevention, minimization, reuse, and cleaning of sewage in the textile finishing industry. The focus of the paper lies on the cleaning of dyestuff sewage, which generally involves the treatment of wastewater of the textile pretreatment processes.
A practitioner’s perspective
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
The following text provides a systematic overview of the methods for prevention, minimization, reuse, and cleaning of sewage in the textile finishing industry. The focus of the paper lies on the cleaning of dyestuff sewage, which generally involves the treatment of wastewater of the textile pretreatment processes.
An attempt is made to summarize the current wastewater situation and the legal situation in Germany. According to the state of the art, a distinction is made between conventional (according to generally accepted rules of technology) and modern (state-of-the-art)methods as well as methods, which have been implemented in a pilot or even laboratory scale. (State of Science, e.g., DTNW, ITV).
Small- and medium-sized enterprises, indirect and direct discharging companies are involved.
The process or process combination, which is actually implemented in a specific individual case, depends on the respective operating and sewage situation. The specific technical, economic, ecological and legal aspects have to be taken into account and an individual, tailor-made solution has to be found.
The minimum requirement is the fulfillment of official wastewater provisions.
The ultimate target, namely wastewater cost minimization and even a positive payback, requires much more complex, ecologically and economically optimized solutions. In general, these only can be designed and implemented by appropriate wastewater specialists after detailed operational analysis.
The main source of this research work is the text 3/94 UBA: Reduction of wastewater pollution in the textile industry (Schönberger 1994), which can be regarded undoubtedly as the most comprehensive monograph on the topic of textile wastewater.
2 Current Sewage Situation of the Textile Industry in Germany
2.1 General Information
In the old West and newly formed German states, the textile finishing industry is still the most abundant industrial sector prior to the chemical, the paper and the food industry. The annual consumption should be between 50 and 75 million m3 of water now.
The predominant part is attributable to the textile refining industry and thereby especially to the areas of pretreatment and dyeing.
The sewage costs, which include fees for water, wastewater, costs for the depreciation and operation of sewage purification facilities, as well as costs for waste disposal and exhaust air purification, which however play a much smaller role, account for about 10% on average of the regional fluctuations of the wastewater fees. The tendency is increasing.
This explains Germany's position at the top of Europe and probably also the world's top, followed by the Netherlands in this field.
Thus, the necessity of optimizing the sewage situation by minimization, reuse, and cleaning is becoming even larger. Moreover, this is especially underlined by the fact that environmental legislation continues to get intensified: Not only the wastewater costs increase, also the values of the statutory wastewater limit decrease permanently. In this context, the new TEGEWA e. V., an association of manufacturers of textile, paper, leather and fur auxiliaries and paints, surfactants, complexing agents, antimicrobials, polymer flocculants, cosmetic raw materials, and textile auxiliaries, divides their members according to their relevance to water, into classes I (low water relevance) to III (highly water-relevant). The textile auxiliary manufacturers have to carry out this self-classification. Based on this, the users, i.e., the finishing companies, have to carry out a corresponding wastewater treatment or a corresponding textile auxiliary selection.In this context, there should be mentioned that in the recent time also internationally active private organizations such as ZDHC, Bluesign, GOTS and major textile trading companies, for example, Li and Fung, define more and more effluent relevant guidelines including limiting values for their members, which are usually even more restrictive than the government laws themselves.
2.2 German Legislation for Wastewater
Section 57 of the Water Resources Act provides the framework and is concretized as a legal ordinance in Annex 38 of the Waste Water Ordinance (AbwV 2018) for directly discharging textile companies as well as for municipal sewage treatment plants with wastewater of predominantly textile origin. In addition to certain prohibitions, bids and requirements, this contains limits for various sum and single parameters in wastewater. In particular, the color of the sewage is limited by three “spectral absorption coefficients (SAC),” also called transparent color numbers.
Based on this valid legal regulation, national laws dictate concrete emission standards as well as wastewater fees for the domestic textile companies now.
In the case of indirect discharging textile companies, these rules are not directly applicable. On the contrary, limits and charges are defined by the respective local authorities or local authorities in wastewater sanctions. On the basis of the so-called directives for indirect discharges by the respective German federal states, these are based primarily on the local effluent situation and the capacities of the respective municipal sewage treatment plant as well as the datasheet DWA-M 115 (DWA 2013), prepared by the German Association for Water Management, Wastewater And Waste (DWA), criteria or guidelines. In general, these limits are clearly higher than those in Annex 38.
2.3 Status Quo of Indirect and Direct Effluent Discharge in Germany
At the present time, there are still predominantly indirectly discharging textile finishing companies (about 95%) in the old West federal states and only a few direct dischargers. In the newly formed German federal states are already some more direct-opening textile companies.
A comprehensive multi-stage sewage treatment plant is needed for the direct discharge of the purified sewage into the receiving water because of the high requirements for the quality of the entire wastewater. This means investment and operating expenses, which is only feasible for either a large textile enterprise or a merger of several small- or medium-sized enterprises as a “wastewater community.”
Thus, the indirect discharge into the public sewer system is actually the process of choice for most of the small and medium-sized enterprises. However, the requirements for indirectly discharged water will also increase and in the medium term a cleaning, which goes beyond sewage neutralization will also be required at most plants. At present, a relatively small number of indirectly discharging companies in Germany are carrying out such a wastewater treatment. In these cases, either the statutes make such operations necessary, or partial recycling is carried out, in a way that the sewage treatment is actually cost-saving.
2.4 Effluent Characteristics of the Textile Finishing Industry
Generally concerning characteristics of wastewater, there is the principle of individuality of every company with respect to its sewage. This diversification is due to the specific treatment substrates, process variants and chemicals used. Thus, no finishing or dyeing water is qualitatively or quantitatively comparable to that of another plant.
In addition, strong seasonal, daily and even hourly fluctuations in the quality and quantity of the water are observed. Nevertheless, some of the more likely occurring characteristics in sewage due to pretreatment and dyeing can be listed.
However, as described, these can be highly variable and also strongly time-dependent.
The methods described below for minimization, reuse and reaching the purification aim, even at a different extent, depend on these characteristics or on their reduction or removal. The objective is either the fulfillment of the respective direct or indirect discharge regulations or the reuse of the wastewater in the sense of further cost minimization.
Of course, the individually chosen method or method combination should not exceed the sewage problem of the customer too large as well as the corresponding official requirements and should be only as good as it is useful, ecologically and economically.
An extreme example would be a wastewater purification up to drinking water quality. This is superfluous as well as potentially “fatally uneconomical” for an indirectly discharging small-scale plant, which only has problems with the residual color.
On the other hand, a concept has to take into account possible future operational and legal developments, such as an expected increase in capacity or a probable exacerbation in the wastewater legislation.
Since operators are understandably often overburdened in assessing an individual wastewater concept according to these criteria, additional advice from third parties is recommended.
Possible contamination of pretreatment and dyeing sewage water are:
-
Colorfulness
Due to unreacted dye.
It is detected spectral-analytically by the sum parameter spectral absorption coefficient (SAC). Residual color is the main problem of the sewage in the case of most indirectly discharging finishing plants for cellulosic textiles.
-
High COD or DOC value
Particularly resulting from sizes, preparations as well as some pretreatment and dyeing auxiliaries.
-
Refractory and persistent substances
Substances, which are difficult to be eliminated biologically, particularly those which have additionally a bioaccumulative potential.
In particular: synthetic sizes based on PVA, CMC, polyester and certain polyacrylates, dyes, in particular, water-soluble ones, sequestrants based on EDTA, DTPA, certain phosphonates, acrylate protective colloids, anionic dispersants based on naphthalenesulfonates or lignin sulfonates, carrier substances, certain finishing agents.
Refractory substances are critical in particular when they accumulate in the fatty tissue of the fish and thus enter the food chain finally.
-
Wastewater toxiccompounds
Low EC and LC values, CMR substances, endocrine substances.
Except for heavy metal ions.
E.g., refractory surfactants in higher concentrations, quaternary ammonium compounds from fastness improving agents, retarders and saponification catalysts, APEO-containing preparations, pretreatment and dyeing products as wastewater toxicmetabolites, aromatic hydrocarbons as dyeing accelerator substances.
-
Heavy metal ions (Cu, Ni, Cr, Co, Zn)
Mostly based on dyestuffs or reducing agents (Cr(III), Co (III)in case of 1:1 and 1:2 metal complex dyes and certain acid dyestuffs, Zn in case of certain basic dyes and in case of reducing agents of type Zn-hydoxymethylsulfinate, Cu, Ni ions for certain substantive, reactive and dispersion blue and turquoise dyes).
Free bichromate like chromium (VI) or free chromium (III) originating from wooldyeing with mordant dyestuffs.
-
Sulfur-containing reducing agents
For example, sodium sulfite, sodium sulfide, hydrosulfite, also in its activated or stabilized form, thiourea dioxide.
In these cases, toxic sulfite, severely toxic sulfide and sulfate, which is corrosive to concrete pipes, are generated.
-
AOX
In particular from the use of reactive and vat dyes, sodium chlorite, hypochlorite, organic chlorinating agents for the superwash finish of wool.
-
High electrolyte content
Mainly by Cel-finishing.
Before neutralization more or less acidic or alkaline wastewater from wool dyeing or Cel pretreatment and dyeing.
-
Organic and inorganic compounds
Containing N- and P-eutrophic: Originating from dyestuff and textile auxiliaries/basic chemicals.
3 Overview of Measures for the Reduction of Wastewater Pollution
In addition to the fees for indirect and direct discharge, wastewater treatment represents an additional cost burden, which can be reduced by the so-called production-integrated measures like avoidance or minimization. By recycling of water and, if necessary, energy and the recovery of raw materials even a positive payback can be achieved as a result of resource conservation.
For the latter, partial flow treatment has to be preferred to mixed-water treatment and, if appropriate, cross-media approaches, e.g., detailed operating analyzes for the detection of the entire mass and energy flow of the plant, are advantageous.
Exemplary in this context is the Brinkhaus project in Germany, which will be discussed separately in this article.
The following priorities should always be given to wastewater reduction in favor of maximum cost savings:
-
1.
Production-integrated measures: avoidance, minimization of wastewater.
-
2.
Recycling or rather partial recycling of water, energy and raw materials as far as possible based on partial flow treatment and operational substance and energy stream analysis.
-
3.
Purification of the remaining wastewater as an end-of-pipe process without recovery to meet the legal or statutory limit values.
The methods at 2 and 3 are similar or coupled.
In this context, a distinction has to be made between substances destroying measures and substances separating measures, as well as their synergetic combinations. Substance-destroying measures are better than material-separating methods from the ecological and economic point of view. You do not shift the disposal problem but reduce it de facto.
In substance-separating processes, more or fewer large quantities are produced, as a rule highly polluted waste. This has to be disposed of costly by drying, taking to a landfill or by additional substances destroying measures like combustion and wet oxidation. An application in agriculture, forestry or horticulture is only possible in exceptional cases, usually just for sewage sludge from mechanical or biological sewage treatment plants (see sewage sludge ordinance).
Despite the operational priority of measure 1—which is often forgotten–the methods of cleaning as a basis of the second and third measure are described very intensively within this publication.
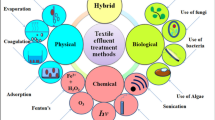
4 Methods of Wastewater Treatment
4.1 Compensation Procedures
By means of balancing, collection, pH-buffering, detoxification or neutralization basin, a temperature of max. 35 °C, a pH range between 6 and 9 as well as an equalization of the mixed wastewater stream in terms of time and concentration are achieved. Anaerobic processes which can significantly increase the sulfide content as well as process-induced high amounts of sulfite, dithionite, sulfide are minimized or detoxified by recirculation, aeration or peroxide introduction. If this process is not possible or sufficient for the elimination of high sulfide amounts, sulfide precipitation with iron ions is usually carried out in the course of a flocculation process (see Sect. 8.4.2.1).
Compensation procedures, including sulfur detoxification, strictly speaking, are not part of the wastewater purification process, but are currently the only wastewater treatment measure in the most indirect discharging companies. In many places, they are still sufficient to comply with the municipal requirements for discharge into the public sewer system.
In the future, however, additional cleaning will become more and more necessary due to increasing environmental requirements.
4.2 Separating and Concentrating Processes
4.2.1 Precipitation and Flocculation
(See also Appendix 1–3).
The precipitation and flocculation of the wastewater ingredients are carried out by using iron (III) and/or aluminum salts (chlorides or sulfates) or polyaluminum chloride as coagulants (primary flocculants), together with lime milk or sodium hydroxide solution (NaOH).
Sometimes, the mere use of lime milkobtains satisfactory results.
The use of Fe (II) salts in the alkaline medium combines precipitation and flocculation with reductive wastewater treatment.
In addition to these flocculants as “classical” coagulants, new so-called “progressive” organic and inorganic alternatives have also become established in the meantime.
Modern inorganic alternatives are coagulants based on alkaline activated alumina and bentonites (Na-Al–Fe-Ca-silicates, see also Sect. 8.4.2.3) which can be used more efficiently and without additional alkalinity.
Modern organic alternatives are polycationic coagulants with lower molecular weight based on polyquaternary ammonium compounds and dicyandiamide-formaldehyde polycondensation products. These can be used alone or together with other coagulants or with flocculation aids.
If no combination with classical coagulants occurs, no additional alkali is required.
A significant increase in efficiency is possible in comparison to classical coagulants, especially when primary decolorization is concerned. In the latter case, polycationic coagulants have the advantage of a high specificity on the dye, i.e., other sewage freight is only subordinated.
The co-use of flocculation aids, the so-called secondary flocculants or just flocculants, based on organic, high-molecular-weight polymers have synergetic support in precipitation and flocculation, in particular in the case of the inorganic method. Examples for such polymers are polyacrylamides, as well as certain polyelectrolytes: polyacrylates, anionic and cationic acrylic copolymers.
Precipitation and flocculation are either conducted discontinuously in a flocculation tank or continuously as tube flocculation by means of the plant, whereby sedimentation phases are following the previous turbulent mixing phases.
The temperature for precipitation and flocculation should be as low as possible.
Separation of the solid phase after flocculation occurs by means of sedimentation and clearing or by pressure relaxation flotation. The flocculation sludge obtained is dewatered by means of chamber filter presses and disposed of as a special waste according to TA waste considering a key. Since the disposal costs have depended on the wet weight of the compact, effective dewatering and thus an already optimum sludge conditioning is particularly important during the precipitation process. Coagulants and flocculants are selected with regard to the optimum sludge conditioning which is substantially influenced by these chemicals as well.
In special waste disposal companies landfill, combustion or wet oxidation occurs. In the case of intended recycling of the water, either a deironing stage has to be connected downstream or else an Al salt has to be used as a flocculant. Cation surfactant coagulants should be avoided as far as possible in case of recycling purposes.
Precipitation or rather flocculation with subsequent phase separation is perhaps the oldest and most common method for dyestuff elimination. In fact, this standard process has a good average decolorization tendency. Furthermore, a large part of the emulsified, dispersed, colloidally dissolved and anion-active organic substance is eliminated. In addition, inorganic precipitants are eliminating phosphates and especially iron salts themselves are precipitating high amounts of sulfide ions (see Sect. 8.4.1).
The precipitation or rather a flocculation is relatively inexpensive from the investment and operation point of view. It is both useful for indirect dischargers to meet stringent pollution standards, in particular, residual color, as well as proven as the middle stage of combined wastewater treatment for direct discharge or recycling reasons.
The use of inorganic coagulants has also proved to be the so-called two-point precipitation within a conventional, municipal mechanical–biological-chemical combination treatment plant. The coagulants are metered into pre- or after clearing basins. In contrast to conventional precipitation or rather a flocculation, a cheaper sludge discharge is possible here according to sewage sludge ordinance.
Although the methods of precipitation and flocculation still satisfy the generally accepted rules of technology, in any case, more modern or advanced methods should always be considered from a holistic viewpoint, since even with optimization, a large quantity of precipitation sludge is produced which has to be—with the exception of two-point precipitation in biological sewage treatment plants—rather expensively disposed. Thus, this method is no longer quite contemporary for pure COD reduction.
On the other hand, it is still a very useful and efficient method for decolorization (indirect discharges) and polish steps (direct discharges). For reasons mentioned above, this is especially the case for the modern organic coagulants, which are more or less dye-selective and hence are not unnecessarily “consumed” by COD freight.
Due to the still dominant importance of the precipitation and flocculation for the cleaning of the textile wastewater, Annex 1 contains indicative formulations, which always has to be laboratory-tested and then practically adopted to the respective wastewater in individual cases.
Coagulants and flocculants are offered in powdered, suspended or dissolved form, as single or compound products by numerous manufacturers today. They form the most important group of the so-called wastewater purification chemicals.
4.2.2 Coarse Mechanical Filtration
The coarse mechanical filtration with sand, gravel, pumice, magna, etc. has no significance for wastewater clearing as such. Rather, it is only practiced as a polish step for the treatment of pre-purified wastewater in the area of recycling. In particular, suspended stuff, for example, resulting from previous precipitation, flocculation, sedimentation or flotation stage, are eliminated (see Sect. 8.5).
4.2.3 Adsorption Process
Adsorption of dissolved and undissolved, polar and nonpolar, organic and inorganic water ingredients to solid adsorbents in the fixed or fluidized-bed processes can be affected either by surface effects and/or via ion exchange.
Examples of primarily superficially active adsorbents:
-
For predominantly nonpolar substances: activated carbon, brown coal coke, silica gel
-
For predominantly polar substances: thermally activated aluminum oxides, superficially functionalized cellulose (CustoMem process, see Sect. 8.4.2.4), peat, wood, chitin, lignin, modified guaran, carbonized wool, etc.
Examples of primarily ion-exchange-active adsorbents:
Special Na–Al silicates (e.g., modified bentonites, see also Sect. 8.4.2.1), synthetic or modified native adsorbentresins on an organic basis with cationic or anionic groups, PA fibers, PA gels as well as the superficially functionalized cellulose.
Despite of the aquatic, chemical or thermal renderability of the most adsorbents and numerous published applications for highly contaminated and particularly colored effluents, the pure adsorption and ion exchange technology as well as the gravel filtration practically have been used hitherto only for the cleaning of very slightly contaminated rinsing waters and as a polish step for already pre-treated sewage. Therefore, it is, at least up to date, primarily of interest as the last stage for wastewater recycling, both for selective and universal purification.
The use of specially designed ion exchangers for decolorization or heavy metal removal has not been established yet, but further efforts are underway to achieve practical maturity.
Processes such as precipitation and flocculation (Sect. 8.4.2.1), sewage sludge adsorption and biofiltration are the subject of separate chapters since adsorption takes place only as a subordinate, system-immature side process. The use of specially designed ion exchangers for decoloring or heavy metal removal has not been established so far.
4.2.4 Membrane Separation
As a method according to the state of the art and of science, the filtrations can be designated by microporous membranes made of cellulose acetate, polyacrylonitrile, polyamide, polysulfone. With an increasing fineness of the membrane and thus with increasing energy consumption as well as increasing clogging speed, it has to be differentiated.
Microfiltration, ultrafiltration, nanofiltration, and reverse osmosis or electrodialysis.
The membranes are used in tube, plate, pillow, winding or capillary modules.
Microfiltration has no major significance in wastewater treatment.
Ultrafiltrationremoves large molecular weight compounds up to a molecular weight of 1000 u (g/mol). Therefore, it has gained practical importance in the recovery of indigo dyes.
The nanofiltration removes compounds up to 150 u molar mass, i.e., most dyestuffs, surface-active and non-surface-active textile auxiliaries except electrolytes, acids, and alkalis. Therefore, it is particularly interesting for the purification of dyestuff effluents, in particular strongly contaminated with dyes and/or surfactants. A reuse of the liquor in the pretreatment and dyeing process is immediately possible.
The reverse osmosis or electrodialysis also separates molecules well below 150 u of the permeate. Therefore, it is indicated where electrolyte, acid or lye have to be recovered as a polish step and water completely free from organic and inorganic contaminants is required, for example, in case of pronounced water scarcity.
Membrane filtration techniques for textile wastewater.
Membrane filtration for textile effluent | ||||
|---|---|---|---|---|
Type of membrane filtration | Pressure | Volume stream per m2 area | Limit of retention | Smallest retained particles |
Microfiltration | 1–4 bar | 100–400 l/h | 50,000–500 000 u 0.1–1 μ | Colloid and suspended particles, bacteria |
Ultrafiltration | 2–25 bar | 20–200 l/h | 5000–50,000 u 0.01–0.1 μ | Polymer dispersions, oils, sizes |
Nanofiltration | 25–40 bar | 10–100 l/h | 200–5000 u 1–10 nm | Low molecular organics (e.g., surfactants, dyes) |
Hyperfiltration (Elektrodialysis, reverse osmosis) | 40–80 bar | 5–25 l/h | <150 u <1 nm | Salts consisting of one or several atoms |
The recently in the UK developed CustoMem process is a special version of ultrafiltration. In this process, a membrane is used, which is simultaneously prepared as adsorbing biofilters (see Sect. 8.4.2.3). This consists of microbiologically protein-functionalized cellulose, which is able to heavy metal ions, every kind of dyes as well as polar low molecular organic substances besides the usual retentions of ultrafiltration (see table) by ad- or absorption.
4.2.5 Substance Separation via Inclusion Compounds
A state-of-the-art process, which has been hitherto practiced only in laboratory or pilot scale for selective separation of substances with possibilities for water reuse and recycling of valuable substances, uses special macrocyclic, regenerable ligands.
A polymer fixation and the use as a fixed-bed filling material in filter columns is intended.
In particular, the following compounds and processes are of interest.
Selective dye separation by means of cucurbituril: hitherto, a separation of direct, reactive, acid, dispersion dyes from highly contaminated baths is largely quantitatively possible by means of such compounds. Regeneration is feasible by oxidative, reductive treatments and acidic extraction processes.
Selective heavy metal ion separation by azacron ethers. Heavy metal recovery by acid regeneration is possible in this case.
Selective AOX separation by calixarene or cyclization products from formaldehyde and chromotropic acid.
4.2.6 Ion-pair Extraction
While the so-called direct extraction, as well as the adsorption, has virtually no significance for textile wastewater treatment, the indirect extraction process of the so-called ion-pair extraction (BASF) appears to be a very interesting, efficient process for the selective removal of sulfo group-containing dyes. In the meantime, the method has reached an approximate standard of practice now. Principle: A hydrophobic adduct of anionic dye and special quaternary amine migrates into the organic phase in weakly acidic water or hydrocarbon mixture, from which the dye is separated by addition of alkali and water. The organic phase and carrier substance are recovered.
Possibly, more of this relatively inexpensive process as well as of the inclusion compounds in the field of substance separation will be become known.
4.2.7 Evaporation and Freezing Procedures
Evaporation processes are currently used particularly in the purification of pretreatment effluents—which is the state of the art. The non-volatile impurities are separated from the aqueous phase plus volatile wastewater constituents like vapor, which is subsequently condensed. As with all material separation techniques, waste disposal has to be treated via landfill, combustion or wet oxidation.
In the evaporation processes, the so-called forced circulation or falling-stream, evaporators are used. The process is made economical by the so-called multi-stage evaporation and by using the heat energy of the vapor during its condensation. However, the investment costs of an evaporation plant are very high, so primarily the process is of interest for larger companies.
Freezing processes, which produce highly contaminated brine, are of low importance, except in those cases where water scarcity on the one hand and sufficient sunlight as a source of energy on the other are available, as in the Middle East.
4.2.8 Chemical and Mechanical Cleavage of Oil–Water Emulsions and Polymer Dispersions
Chemical cleavage:
Sometimes, an emulsion or dispersion cleavage can be effected by heat treatment (90 °C) and in the case of liquors with a high proportion of emulsified substances or polymers with the addition of salt and special auxiliaries (e.g., flocculants such as bentonite or cationic polymers). Afterward, the resulting oil or solid phase has to be separated by further separation techniques, for example, filtration or flotation. However, as a rule, such an emulsion or dispersion cleavage is difficult to be applied in case of higher amounts of emulsifier components. The process is of importance primarily for partial streams of finishing effluent.
Mechanical cleavage:
In the case of a high proportion of highly volatile solvents, for example, chlorinated hydrocarbons, a mechanical solvent desorption process can be carried out by means of blown-in air, so-called stripping. The importance is actually only given to those plants, where pretreatment and after-treatment in solvent plants are conducted.
4.2.9 Foaming Out of Surfactants
The method of foaming off surfactants by means of special devices and chemicals is a less difficult method for the pre-cleaning of highly surfactant-loaded partial streams. In this process, surfactants can be recovered simultaneously as valuable material.
4.3 Substance-Destroying Processes
4.3.1 Oxidative Methods
Aerobic biological methods
Aerobic biological purification processes have been the main stage of a municipal sewage treatment plant as well as most sewage treatment plants from direct dischargers for a long time. Here, mechanical processes like raking, sanding and sedimentation pretreatment basins are always placed in front of the aerobic biological stage, as well as chemical precipitation processes for the elimination of phosphate.
Aerobic biological processes are suited optimally for large quantities of relatively low polluted wastewater, e.g., mixed wastewater from a large textile finishing company or, even better, mixed wastewater from industrial and household wastewater. In the aerobic process, oxidative mineralization and adsorptive elimination of the wastewater freight are achieved by aerobic microorganisms. Therefore, there are actually substances-destroying and substance-separating processes occurring side by side.
An aerobic biological clarification stage is carried out either as an activated sludge basin containing a stirred and aerated sewage sludge mixture with a subsequent secondary sedimentation basin for sewage sludge removal or as trickling filter plant with lava or coke cascades covered with bacterial lawns or as reed biology or rather land treatment, respectively, wastewater dripping procedures.
The first method is predominant; the second is only used as a support for the activated sludge basin process at stress peaks; the third is no longer modern because of the successive earth contamination with refractory pollutants, especially dyes and heavy metals. In addition, its cleaning power is subjected to strong seasonal fluctuations.
In contrast to the aerobic coal-biological reactor processes, this is also called submerged pelvic biology. Aerobic biological nitrification and anaerobic biological denitrification stages are either downstream of or integrated into the activated sludge basin. In the basin, additional gassing with pure oxygen for simultaneous nitrification or Biolak-Wox processes with aerated and non-aerated zones besides each other for simultaneous nitrification or denitrification occur.
Nitrification or denitrification usually represents the most sensitive stage of an aerobic biological sewage treatment plant against wastewater toxins (“nitrification inhibitors”).
In the meantime, the chemical phosphate elimination, which is also regularly followed, via iron, Al or Ca salts or bentonite has sometimes already been replaced by a biological phosphate elimination by means of special aerobic bacterial strains. The disadvantages of the chemical phosphate eliminations are electrolyte contribution and sewage sludge increase, which are not along with biological phosphate elimination. The main disadvantages of the mechanical and aerobiological sewage treatment plant are the non-removal of refractory compounds, including most soluble dyes as well as the matter of fact that partial separation of materials also takes place here. However, the sewage sludge discharge problem and its costs are generally not as large as for the waste from chapter “Separation and concentrating processes,” because of the significantly reduced pollutant load. The sludge can often be used after dewatering and drying in agriculture and forestry as well as in horticulture according to sewage sludge ordinance.
Pressureless oxidation by means of chemicals and/or UV light
The oxidation potential of specific oxidizing agents, including that of UV light, used in sewage purification and thus also the decolorizing power with respect to dyes are clearly above those of the aerobic biological processes. However, adsorptive support is lacking at the same time.
In order of increasing oxidation power and discoloring effect, the following applications can be listed (from Fenton's reagent the processes are called AOP = advanced oxidation processes):
-
Hydrogen peroxide in the alkaline medium
-
Ozone
-
Fenton’s reagent: hydrogen peroxide + iron (III) ions in strongly acid medium (pH < 3)
-
Hydrogen peroxide + UV light
-
Ozone + UV light
-
Vacuum UV and TiO2-catalyzed UV photolysis (only at laboratory or pilot scale).
The oxidation is based on predominantly radical reactions and comprises almost all soluble azo dyes and most basic dyes, especially in the catalytic variants (starting from Fenton's reagent). However, the methods are not effective for decolorizing soluble and insoluble phthalocyanine, anthraquinone and sulfur dyes as well as insoluble azo dyes. On the other hand, the undissolved, insoluble dyes can be eliminated easily by material separation processes.
Furthermore, there is not only achieved partial mineralization and decolorization by chemical oxidation, but also sensitization of the not yet mineralized, but now at least polarized, disinfected and decontaminated components for downstream material separation or destruction processes. In particular, this applies to precipitation, flocculation and biological steps.
However, the absorbability is deteriorated.
Within the concept of combined sewage treatment, therefore, the oxidizing agent treatment has already an important position, either as a pretreatment stage, main stage or, in particular, ozonation, as a polish step with a disinfecting side effect.
However, the classical oxidation processes with chlorine, hypochlorite or chlorite have got a comparable effect due to the associated AOX problem but no longer any importance.
Wet oxidation process
Biocatalytic wet oxidation processes (biofilter processes)
This is actually a charcoal-activated special form of aerobic biological purification. Aerobic biology is based on activated charcoal or coke as a carrier substance. Therefore, in this case, we are speaking of carbon biology in contrast to conventional basin submerged biology. Activated carbon is blown with air at normal pressure or overpressure and room temperature in a reactor, the so-called biofilter, realized as fixed-bed technology for the Palmer-Nohl method and as fluidized-bed or mixed-bed technology for the Katox method. A tightly interlaced combination of activated carbon adsorption catalyzed air oxidation and intensified biological mineralization of the wastewater freight is carried out. However, as a rule, a subsequent substance separation stage is necessary in cases of direct discharge or recycling. In particular, there is the precipitation, flocculation and flotation stage (e.g., Katox F method), the adsorption stage (Katox A method) or, in the case of fixed-bed technology, a usually integrated ultrafiltration stage (pressure biology).In addition, carbon biology is even followed by submerged biology sometimes(e.g., Katox B method).
Even if the decolorizing power of the carbon biology is better than that of the conventional aerobic basin biology it is still significantly lower than that of other methods like anaerobic processes, wet oxidation, electro flotation. Although the process is still practiced by some of the large-scale textile finishing mills, it does not seem to have any perspectives for the future in case of dyed effluents due to the disadvantages mentioned above.
Wet oxidation (wet combustion)
In wet oxidation in the narrower sense, also described as wet combustion, almost all organic wastewater components are oxidized catalytically by means of air injection or hydrogen peroxide in a reactor at more or less high temperature and high pressure. Thereby, complete mineralization is occurring. In particular, also all persistent organic compounds and dyes contained in the wastewater are eliminated completely.
Especially, efficient and interesting is the wet oxidation for minor volume streams of medium and highly concentrated wastewater, i.e., for the treatment of concentrated partial flows.
It has to be distinguished between:
-
High-pressure wet oxidation (compressed air, 50–150 bar, 200–300 °C, Cu catalysts)
-
Low-pressure wet oxidation (3–20 bar, 120–200 °C); Variants: Loprox process: compressed air, iron (II) salts, chinon-forming organics; clear-finish process: hydrogen peroxide, iron (III) salts, lime milk or sodium hydroxide solution.
In particular, the slightly less intense low-pressure wet oxidation with its two embodiments has been found recently to have got major importance in the textile industry, owing to lower investment and operating expenditures, as the only necessary cleaning stage for wastewater in case of direct discharging and recycling. Some manufacturers already offer relatively inexpensive, so-called autothermic compact systems with the additional possibility of heat recovery.
In addition, the wet oxidation can also be used instead of incineration for the mineralization of waste from material-separating processes. The wet oxidation, as well as the higher sophisticated types of pressureless chemical oxidation processes, also belongs to the so-called advanced oxidation processes (AOP).
The wet oxidation should not be mixed up with the high-temperature combustion during the gas plasma oxidation process, which is atomizing the organic wastewater ingredients in special burners. However, the latter is generally uneconomic for textile wastewater. High-temperature combustion is only useful in case of small amounts of highly or extremely highly contaminated and highly toxic wastewater, as it is mainly the case in the chemical and pharmaceutical industry.
Electrochemical oxidation
Electrolysis with non-accessible vulnerable electrodes
This technology is also known as the electro-M method.
By the nascent gases oxygen and hydrogen arising at the electrodes, the wastewater is oxidatively and reductively degraded.
At the same time, a good decolorization, in particular of soluble azo, basic and phthalocyanine dyes, is achieved by the combination of oxidation and reduction.
In the so-called indirect method, the use of mediators, such as iron sulfate and triethanolamine, facilitates significantly these processes in comparison with the direct electrolysis which is free of auxiliaries at all.
Owing to the relatively high energy and chemical expenditure, the electrolysis with non-vulnerable electrodes, even the more efficient indirect method, has never gained any importance for textile sewage, although it has been considered for a longer time as a non-uninteresting sewage treatment method.
Electroflotation (electrolysis with accessible iron anodes).
This technology was developed by Klose in Germany.
At the anode nascent oxygen and at the cathode nascent hydrogen is formed, similar to the method described above.
However, catalytically active Fe (II) ions are created at the anode and alkaline pH value is established there. The latter one is finally causing the precipitation of iron (III) hydroxides, which additionally is flocculating the residual organic freight.
The resulting flocs are floated by the gases formed on the electrodes now and can be separated from the aqueous phase. Flocculation and/or flotation aids like collectors, foamers, regulators and insulators are supporting this process.
Thus, in this “klose process,” a combination of oxidation, reduction, precipitation, flocculation and flotation is occurring side by side.
A formation of chlorine gas at the anode has to be avoided by special measures, which is in straight contrast to the AOX-problematic “Brinecell” method from the USA. There oxidizing active chlorine is even intended to be formed at the anode by addition of chloride salts.
The electroflotation process is an interesting but not yet widely practiced method for the sole purification of wastewater. In particular, it is interesting because the combination of several simultaneous effects is achieving an optimum purification and also—more or less color-independent—a significant decolorization success. The costs for the process themselves are nowadays already at an acceptable level.
The disadvantage compared with the usually more expensive wet oxidation, which also can be applied solely, is the matter of fact that discharged sludge is occurring, quite similar to the classical precipitation/flocculation (see Sect. 8.4.2.1).
Reductive procedures
Anaerobic biological procedures
In the case of anaerobic processes, the effluent in reactors is treated with anaerobic fermentation-active microorganisms under strict exclusion of air. Two stages are connected in sequence with their own bacterial strains, whose optimal milieu conditions have to be kept constant by regulation:
-
Hydrolysis and acidification step (pH optimum 3.5–5.5, temperature 30–36 °C)
-
Acetogen and methane phase (pH optimum 6.5–7.5, temperature 35–38 °C).
Apart from adsorption on sewage sludge, these processes result only in partial decomposition of organic freight. However, in particular aerobically not accessible components are cracked, hence a downstream aerobic biological process can be more effective by far.
It has to be emphasized especially that anaerobic processes, in addition to the adsorption of insoluble dyes, result in the decolorization of azo dyes and some basic dyes. Aerobic processes are not able to provide it at all. However, phthalocyanine dyes are not or hardly eliminated respectively discolored.
Further advantages of the anaerobic biodegradation processes are their high cleaning efficiency, the relatively low amount of sewage sludge as well as the use of methane in the sense of a positive energy balance.
Disadvantages, as already indicated, are the high sensitivity of the anaerobic biocenosis to milieu fluctuations and toxins, as well as the relatively large investment and operating costs.
Chemical reduction
By chemical reducing agents, there cannot be achieved a significant COD reduction. Their function in wastewater treatment is primarily the decolorization of azodyestuffs, many basic dyes, some anthraquinone, and some sulfur dyestuffs.
At least a partial decolorization in the case of non-azo dyes is usually possible by reduction agent, even in the case of phthalocyanine dyes. In addition, often a partial reduction, even without significant or sufficient decolorization effect, is causing a much better biological elimination of the dye in the downstream municipal sewage treatment plant.
Finally, some persistent organic compounds are cracked and sometimes heavy metal ions are converted into the elementary and hence easily eliminable metal state, mainly by sulfite-catalyzed sodium borohydride at pH 7.
While the very effective sulfur-based reducing agents, such as sodium dithionite or thiourea dioxide, do not appear to be useful in many cases because of their own environmental impact, the use of sulfur-free or sulfur-reduced, more environmentally friendly alternatives are increasingly preferred. First and foremost, they are comprising:
-
Sodium borohydride + sodium bisulfite
-
Hydroxyacetone
-
Iron (II) salts in alkaline medium.
The latter ones are present as Fe (III) salts after the reductive use as coagulants for the organic sewage load (see Sect. 8.4.2.1). And thus, there is not only occurring decolorization but also COD reduction. On the other hand, in contrast to the other reducing agents, in this case, flocculation-specific problems are arising.
However, the lack of a significant reduction in COD is often an advantage of the other reducing agents, especially in the case of indirect discharging companies, since they can be used therefore exceptionally for decolorization without any consumption and loss for COD load.
The use of reducing agents for wastewater decolorization in indirect discharging companies is particularly advantageous in case of relatively high azo dye concentrations in wastewater (partial flow treatment), relatively high wastewater temperatures, relatively long dwelling time prior to discharge and a relatively high degree of dilution in the wastewater channel. Sufficient effect on the one hand and avoiding of any impairment of the downstream municipal biology, on the other hand, are then very likely.
The reduction agent concentrations necessary for medium to highly colored effluents are relatively low (per gram of dye: 1–3 g of reducing agent) under optimal conditions.
Electrochemical reduction
This is done simultaneously with oxidation in the electrochemical technologies described above.
4.4 Combined Wastewater Treatment Methods
4.4.1 System-Immanent Process Combinations
Many of the above-described individual substance-separating and destroying technologies cannot be carried out on their own, but inevitably require necessarily for their own effectiveness previous or subsequent, so-called system-immanent cleaning stages.It has not a real combined purification process (sewage treatment line) in the sense of this paper yet.
Examples of such system-immanent process combinations are for example the after clearing basins for sludge sedimentation after aerobic biological wastewater treatment, sewage sludge flotation or sedimentation processes after precipitation, flocculation or electroflotation to remove the precipitate or adsorption and precipitation processes after carbon biology.
All waste disposal methods, like filtration, drying, landfill, wet oxidation and combustion for sewage sludge of any origin are neither part of the system-immanent measures nor of the sewage treatment lines (see Sect. 8.4.4.2). These processes of drying, landfill, wet oxidation or incineration are carried out on a regular basis, not by municipal or company sewage treatment plants, but by external independent service companies for the purpose of eliminating waste.
4.4.2 Sewage Treatment Lines
For indirect discharges without recycling, sufficient wastewater treatment is usually already achieved by means of a single cleaning step. For the time being, in most of these cases, even a simple compensation process is sufficient (see Sect. 8.4.1).
However for direct feeding, municipal sewage treatment plants for textile sewage and, in particular, for at least partial wastewater recycling, to be carried out by indirect and direct feeders, usually, there is an adequate method combination necessary, which goes significantly beyond chapter “System-consistent process combination.” Such a combination of processes should be planned very well since it has to be adapted exactly to the respective wastewater and to the intended use in terms of quality and quantity from the point of view of cost minimization (see Sect. 8.4.3).
A partial flow treatment instead of mixed-water treatment, which is usually not realizable in case of municipal sewage treatment plants, but in case of directly discharging plants, is particularly advantageous here. Such process combinations, so-called “cleaning lines,” are combining compensation, separation and destruction processes, which are linked mainly serially and/or in a parallel manner, especially in the case of partial flow treatment or in order to minimize stress peaks.
Despite numerous different and—of course—very individual possibilities, a basic scheme can mostly be found for the process combination as typical cleaning line:
-
1.
Compensation basin (for detoxification, neutralization, hydraulic compensation, sedimentation of suspended matters) in case of industrial cleaning or raking/sanding/ pre-settling basins in case of municipal cleaning.
-
2.
Substance-destroying treatment (e.g., biology, chemical oxidation)
Sometimes, there are placed substance separation processes prior to aerobic submerse biological processes, in particular, inorganic precipitation, flocculation or a biological phosphate elimination process because of better decolorization, sulfur detoxification, heavy metal separation, phosphate removal and elimination of refractory compounds. But a subsequent application of these material separation steps (see Sect. 8.3) is dominating and seems to be more favorable in most cases. Also, feasible and useful is a combination of several different substance-destroying treatments (e.g., aerobic biology—nitrification or denitrification-anaerobic biology or combination of carbon biology—submerse biology).
-
3.
Separating treatment (for example precipitation/flocculation, sedimentation/pressure relaxation flotation, adsorption, membrane filtration, evaporation) with subsequent sludge discharge as a system-immanent measure (see “System-consistent process combination”).
-
4a.
One Part (0–100%) is discharged indirectly or directly into the effluent pipe or river (only in the exceptional case; here are polished steps acc. to 4b necessary).
-
4b.
Part (complementary to 4a) further cleaning for recycling reasons with the means of one or several polish steps (e.g., via flocculation, ozonation, coarse filtration, adsorption/ion exchange, membrane filtration, softening, deironing, blending with fresh water, etc.).
In certain cases, particularly in case of partial flow treatment, however, a single treatment, which could be a system-immanent combination, for direct discharge or recycling for direct and indirect discharges, is sufficient.
These cases are mainly realized as electroflotation or wet oxidation equipment for wastewater decolorization or ultrafiltration units for the recycling of process water and size in case of pretreatment wastewater of woven fabric mills. These equipment are already available as compact units. However, in the case of the separation processes, e.g., size recycling, electroflotation, the expensive sludge discharge has to be considered only as an additional system-immanent step.
5 Methods for Wastewater Recycling, Recovery of Valuable Substances and Energy
5.1 General Information
The recycling, reuse or rather recovery of water, energy and valuable materials have an intermediate position between non-economic wastewater treatment as an end-of-pipe process and highly economic production-integrated effluent and waste prevention strategy.
In contrast to the pure end-of-pipe cleaning, recycling is already able to achieve the so-called payback situation.
We can differ between four categories of recycling, listed in order of decreasing expenditure, because of decreasing investment and operating costs, and thus in order of higher payback probability. At the same time, the fluid transition from a sewage treatment process to a production-integrated measure becomes evident:
-
1.
Reconditioning of mixed wastewater,
-
2.
Reconditioning of partial flow wastewater,
-
3.
Reuse of only slightly contaminated final rinsing liquors,
-
4.
Finishing using“standing baths.”
However, the process reliability and flexibility in the finishing process are reduced in the order of the methods 2–4 to the same extent and method 2 can mean a significantly higher investment expenditure compared to method 1, because of the establishment of an infrastructure for partial flow treatment.
Ultimately, the optimum recycling model has to be determined for the respective individual plant, whereby different processes are possible for different parts of the plant. Generally for the reuse of the recycled water according to the subsequently described processes, the following limit values have to be undercut in the finishing:
Color | Colorless |
|---|---|
pH value | 6.5–7.5 |
Inorganic components | 450 mg/L spec. conductivity 70 microsiemens/cm |
Cu ions | 0.005 mg/L |
Cr ions | 0.1 mg/L |
Fe ions | 0.1 mg/L |
Mn ions | 0.05 mg/L |
Al ions | 0.2 mg/L |
Silicate | 1–10 mg/L |
Sulfate | 200 mg/L |
Chloride | 150 mg/L |
Nitrite and nitrate | 0 |
Suspending articles | 0 |
Total hardness | 5° dH (90 mg/L CaCO3) |
Carbonate hardness | 2° dH (36 mg/L CaCO3) |
COD value | 50 mg/L |
5.2 Recycling of Mixed Wastewater
The recovering of mixed sewage is the most uneconomical method of cleaning and recycling due to the relatively high dilution and the extreme material diversity of wastewater freight. Mixed sewage is a mixture of the different partial streams in the case of a sewage treatment plant or a mixture of industrial wastewater and municipal wastewater in municipal sewage treatment plants.
Only in exceptional cases, recovery of heat energy is possible; however, the recycling of valuable substances is not feasible at all. Mixed wastewater recycling is placing the highest requirements on the cleaning plant with the highest investment and operating costs. Furthermore, only a relatively low recycling rate (max. 30–40%) is economical and usual, because the quality of the recycled water even has to be significantly better than that of the directly discharged water.
However, the recycling of mixed sewage is, at least economic for large companies respectively directly discharging plants, as in those cases as a rule a large cleaning facility is already available on the one hand and the establishment of an infrastructure for partial flow treatment (see “Reconditioning of partial flow wastewater”) would mean an incomparably major effort than for indirectly discharging and small to medium-sized companies on the other hand. In fact recycling of mixed effluent is still for the time being the most widely practiced procedure from the four recycling methods presented.
The technical realization of mixed wastewater recycling is, in principle, set out in Sect. 8.4.4.2 and is comprising generally a multi-stage cleaning line, which is usually divided after a substance separating main step into a larger (<50%) direct discharge flow and a smaller recycling stream. Finally, as a rule, a waste stream is resulting from substance-separating techniques.
5.3 Recycling of Partial Wastewater
The purification and treatment of partial stream wastewater are much more efficient than mixed-water treatment, since generally highly, medium and low-contaminated partial streams with a defined composition are permitting a much more focused treatment. Heat and valuable material recoveries are generally feasible.
A higher recycling rate up to full recycling (50 to almost 100%) is possible.On the other hand, partial flow treatment requires a special infrastructure to be established within the plant, for example, extensive pipeline, buffer and treatment capacities. As a rule, this is cost-effective only for small to medium-sized companies, in particular, those with indirect discharge, especially in case they are still in the planning or development phase.
Currently, partial flow treatment is still carried out only in a few cases, although the tendency is increasing. The technical realization for partial flow treatment is, apart from additional equipment such as pipes, storage tanks, switches, special measuring and control technology within the plant similar to that for mixed wastewater treatment. However, single treatments like low-pressure wet oxidation) or at least shorter treatment lines than for mixed-water treatment are sufficient for the individual partial flows. See also Sect. 8.4.4.2.
The partial flow treatment can be variable, rigid or combined. At the variable treatment, concentration-controlled switches enable flexible partial flow treatment depending on the instantaneous sewage load, at the rigid treatment, there are defined department specific and hence substance specific partial streams, and at the combined treatment, there are department-specific partial flows, which are controlled and led by means of switch points.
The output results in one or more recycling streams (>50%), which do not necessarily have to be further processed, a smaller indirect or direct discharge stream and a small to very small waste stream. In most cases, there is also a heat recycling stream and sometimes a recycled valuables substance stream.
The most extreme and efficient version of the combined treatment would be the recycling immediately placed at the textile wet processing unit itself, a method that is far away from being state of art yet.
5.4 Reuse of Slightly Contaminated Wash Liquors (Bleaching Liquor Recycling)
The reuse of slightly loaded wash liquors, particularly final rinsing liquors, and peroxide bleaching liquors is principally partial flow recycling measures with or without appreciable cleaning or conditioning.
A cleaning system is not necessary. In addition, the infrastructure requirements are already significantly lower than in the chapter “Reconditioning of partial flow wastewater,” but considerable investments have to be made for equipment accessories like measuring and control systems.
The recovery of heat in the countercurrent principle is implemented relatively easy here (e.g., CCR technique from Thies).
Whether a rinse liquor can be reused once only or even several times is depending on the specific application. Thus, the last rinsing liquor of a light to medium deep reactive dyeing can, for example, be reused successively as a second last rinsing liquor, soaping liquor, second and first rinse liquor, or—alternatively, it can be used only once as dyeing liquor. In the case of a deep reactive coloration, the possible applications of this so-called discontinuous countercurrent rinsing technique are sometimes more limited.
The disadvantages compared with the recovering processes are the lower flexibility and operational safety of the process and, in particular, the fact that this process covers only a small part of the wastewater (≪50%).
The procedure is currently still in the trial and starter phase, but contrary to the chapter “Reconditioning of partial flow wastewater,” it is likely that in the not so far future a broader commercial use will be found. Here, for example, the soaping and rising intense reactive dyeing will be aimed at.
At least a similar apparatus, process and measurement technology have already been established in the reuse of bleaching liquors, but this is not to be dealt with at this point.
5.5 Textile Wet Processing from Standing Baths
The reuse of baths of textile wet processing after re-activation with chemicals and/or dyes has become important and well proven in particular for the dyeing from standing bath. This is also a partial flow recycling without any cleaning effort or at least without a significant one. However, this is already nearly to be understood as a production-integrated measure, even more than the previously described method (see “Reuse of slightly contaminated wash liquor”).
In contrast to the reuse of rinsing baths, no significant additional equipment such as storage tanks or pipelines is necessary here, apart from certain off- or in-situ measurement devices for the measurement of pH value, conductivity, residual color of the liquor, etc., since the liquor remains in the machine between the processes. The measuring techniques are sometimes inevitable for the determination of the necessary addition of dye and/or chemical for re-sharpening reasons, as far as empiricism is not sufficient as it is the case in the sulfur dyeing (see below).
The frequency of the reuse of the liquor depends on several parameters but in general, it should have an absolute upper limit at 5–7 reuses. Above this limit, operational safety is increasingly doubtful.
Apart from the lower investment and operating expenses, the same disadvantages are valid as in the case of “Reuse of slightly contaminated wash liquor,” even in an enhanced form.
The dyeing from standing baths is already practiced successfully in the following cases:
-
Dyeing cellulose fibers with sulfur and direct dyes
-
Dyeing PA fibers, in particular carpets with dispersion, acid and 1: 2 metal complex dyestuffs
-
Dyeing wool fibers with acid, 1: 1 and 1: 2 metal complex dyes
-
Dyeing PES with dispersion dyes
-
Dyeing PAN fibers with basic dyes
-
Dyeing of aramid fibers with basic dyes.
Normally during dyeing from standing baths, almost complete bath exhaustion is attempted by appropriate temperature and/or pH control and/or electrolytic dosing. Depending on the degree of exhaustion, the effort ofthe above-mentioned measurement technology has to be lower or higher in order to evaluate the residual liquor and to calculate the replenishment additions of chemicals and dyes. An exception is the sulfur dyeing, as the classical dyeing from a standing bath. In this dyeing process, a certain color deviation is accepted, depending on the individual textile and dyestuff. Despite only moderate yield, this fact is reducing the effort of measuring and dyeing. Furthermore, in the case of sulfur dyeing, it is also advantageous in terms of disposition, that, as a rule, many batches are successively dyed in equal and deep nuances, for example, with hydron blue, hydrosol black or indocarbon.
However, the possibilities, occasionally published in the literature, of the reuse of medium to highly stressed reactive residue liquors for dyeing wool or polyamide after acidifying are very limited, less due to technical reasons, but more due to coloristic reasons.
6 Production-Integrated Measures for the Prevention and Minimization of Dyestuffs
The measures of avoidance and minimization of sewage generation, known as production-integrated measures, are the most cost-effective method of wastewater reduction in terms of quantity and in terms of quality. Especially with the inclusion of efficient partial stream cleaning, recycling methods and simultaneous cross-media measures, a production-integrated method with a near wastewater and waste-free operation, creating a maximum payback situation, can be achieved (see Brinkhaus project).
Such production-integrated measures, carried out in pretreatment, dyeing, printing, and finishing, are new recipes and products on the one hand and improved or rather new processes on the one hand. In the field of dyeing, these are for example:
-
(A)
New recipes and products:
-
Reactive dyes with an optimized degree of fixation or low salt demand (e.g., bifunctional ones)
-
Dyes and auxiliaries, if possible, without ecologically harmful ingredients (traces in the ppm not relevant usually), as they are, e.g.,
-
Formaldehyde
-
AOX (mainly halogenated, low molecular weight C1–C12 compounds with >5% halogen)
-
AOX-producing inorganic compounds (sodium chlorite and hypochlorite)
-
APEO (alkyl phenol ethoxylates)
-
Nitrogen compounds
-
Phosphorus compounds, mainly phosphates
-
Sulfur-containing reducing agents
-
Heavy metal ions (e.g., Pb, As, Cd, Hg, Cr, Zn, Sn, Cu, Co, Ni, Sb-ions)
-
Non-bioeliminable (refractory, persistent) organic substances
-
CMT (cancerogenic, mutagenic, teratogenic) substances
-
Bioaccumulable substances (e.g., certain ethoxylates)
-
Highly acute toxic or ecotoxic substances (with low LD or EC values)
-
-
For applications where the latter item is not state of the art, there should be conducted at least a selection of those dyes chemicals which are still the best ones in terms of ecotoxicology as the following ones:
-
E.g., liquid dispersion of disperse, vat and sulfur dyes (containing fewer refractory dispersants than powder types)
-
Formaldehyde-free polyquaternary fastness improvers for Cel, SE and wool
-
Formaldehyde-free wool protecting agents
-
Carrier based on N-alkylphthalimide
-
Di-n-butyl phthalate-free diffusion accelerators or migrators for PES
-
N-pyridinium-free PAN migrators (base: trialkylbenzylammonium chloride/sulfate)
-
Alkyl quaternary cationic retarders or saponification accelerators
-
-
-
(B)
New or rather improved dyeing processes:
-
Dyeing from standing baths, flushing water recycling
-
Low liquor ratio technology
-
Improvement of dye fixation during pretreatment or dyeing
-
Optimization of rinsing and soaping processes
-
One bath combinations of pretreatment, dyeing and softening processes
-
Substitution of improvement of highly environment-affecting dyeing processes
-
Substitution of discontinuous by semi- or continuity processes with minimal system losses
-
New dyeing systems with extremely low water volumes or totally without water (e.g., CO2 dyeing).
-
Sources
AbwV. (2018). Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung–AbwV). https://www.gesetze-im-internet.de/abwv/AbwV.pdf. Accessed January 13, 2019.
DWA. (2013). DWA-M 115, Teil 1 und 2: Indirekteinleitung nicht häuslichen Abwassers. Hennef: Deutsche Vereinigung für Wasserwirtschaft, Abwasser und Abfall.
Schönberger, H. (1994). Reduktion der Abwasserbelastung in der Textilindustrie: Forschungsbericht 10206511. Berlin: Umweltbundesamt.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix
Appendix
1.1 Practical Textile Wastewater Treatment Methods via Precipitation, Flocculation, and Reduction
-
1.
Conventional precipitation and flocculation (universal wastewater treatment):
1.0–4.0 g/L of aluminum sulfate, chloride or iron (III) sulfate or chloride as an inorganic coagulant. 0.1–0.2 g/L of a 1–2% solution of polyelectrolyte (as a so-called flocculation aid or flocculant) at pH 8 ± 1, adjusted by means of NaOH or Ca(OH)2. Temperatures as low as possible (in any case less than 40 °C), thorough agitation (mixing). Then calm sedimentation with dwelling time 10 min until 1 day.
-
2.
Precipitation and flocculation with the inclusion of a cationic coagulant (universal wastewater treatment):
0.2–1.0 g/L of aluminum sulfate, chloride or iron (III) sulfate or chloride as an inorganic coagulant. 0.1–0.2 g/L appr. 40% solution of polyquaternary ammonia compound as a so-called cationic organic coagulant. Only in exceptional cases 0.05–0.1 g/L of a 1–2% solution of a polyelectrolyte as flocculant at pH 8 ± 1 adjusted with NaOH or Ca(OH)2. Temperatures as low as possible (in any case less than 40 °C) Thorough agitation (mixing), then calm sedimentation with dwelling time 10 min until 1 day.
-
3.
Precipitation with a cationic coagulant (in particular for decolorization and for general purification in the presence of anionic surfactants):
0.01–2 g/L of an appr. 40% solution of a polyquaternary ammonia compound as cationic coagulant (appr. one gram of solution per gram of dye!), pH slightly neutral to slightly alkaline (7–8), salt content preferably less than 10 g/L, preferably low temperatures with at first thorough circulation (mixing) and then calm sedimentation with dwelling time of 10 min until 1 day.
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Höhn, W. (2021). Textile Industry Effluent. In: Matthes, A., Beyer, K., Cebulla, H., Arnold, M.G., Schumann, A. (eds) Sustainable Textile and Fashion Value Chains. Springer, Cham. https://doi.org/10.1007/978-3-030-22018-1_8
Download citation
DOI: https://doi.org/10.1007/978-3-030-22018-1_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22017-4
Online ISBN: 978-3-030-22018-1
eBook Packages: Business and ManagementBusiness and Management (R0)