
Abstract
The production of reclaimed fibers from used textiles and their processing into textile products has been an effective recycling solution for centuries and thus one of the oldest material cycles in the world. It has arisen historically from the scarcity of naturally occurring vegetable and animal fiber, the economy and the relative lack of need of people. The aim has always been to recover the fibers contained in unneeded textile structures as gently as possible as a raw material for new products.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
The production of reclaimed fibers from used textiles and their processing into textile products has been an effective recycling solution for centuries and thus one of the oldest material cycles in the world. It has arisen historically from the scarcity of naturally occurring vegetable and animal fiber, the economy and the relative lack of need of people. The aim has always been to recover the fibers contained in unneeded textile structures as gently as possible as a raw material for new products.
As early as 105 AD, rags used to make paper in ancient China. The textile material cycle began to develop with the use of simple mechanical methods of recovering longer and isolated fibers in the fifteenth/sixteenth century. Because the purpose of textile recycling has steadily increased over the centuries for other reasons, the process of fiber recovery has developed further. Even if the invention of synthetic fibers seems to be an overabundance, textile recycling, as an essential foundation of sustainability, must be up-to-date and subject to constant development. Textile recycling should and must be understood as a link in textile value chains.
Textile waste as a raw material of textile recycling is today differentiated into production waste and used textiles. Although a well-developed collection system exists for used textiles, in Germany alone, more than 300,000 tonnes are still in the trash. Production waste with an estimated annual volume of 285,000 tonnes undergoes a process of change in connection with the structural change in the German textile industry and its orientation toward technical textiles (Korolkow 2015). The use of high-performance materials and the use of non-textile components make their treatment and recycling increasingly complex. The chapter exemplifies the recycling of carbon fibers. The amount of waste will increase continuously, not least as a result of China's ban on imports of textile waste. In response increases in textile recycling capacity through more effective technology and new technological solutions are required.
The main process for the recycling of textile waste is the mechanical treatment of reclaimed fibers. Although this process has sufficient potential in terms of performance and qualitative result, it quickly reaches its limits in production waste from the manufacture of technical textiles, e.g., in the processing of complex material compositions and heavily coated textiles.
The five-stage waste hierarchy of the EU Waste Framework Directive 2008/98/EC of 19.11.2008 represents a clear ranking in the handling of waste. Recycling is also the central component of this hierarchy in the textile industry and is the key to the circular economy (Gulich 2016).
2 Presentation of the Initial Situation
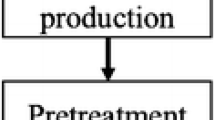
Nowadays, some material flows have been established for textiles in Germany (see Fig. 11.1). Textile waste is produced either during production or after use of the textiles. This waste can be used for energy or recycled textile. An important process step in this case is the tearing, which brings the textile waste into a necessary form for further processing.

Material flows of textile waste in Germany (Gulich 2016)
Table 11.1 shows the amount of clothing collected in Germany and its subsequent use. Thus, the amount of clothing collected increased from 477,000 to 1,010,000 tons from 1975 to 2013. There is also a clear increase in the reuse of clothing from 30 to 54%. In return, the amount of discarded clothing dropped from 32 to 2%. Furthermore, when looking at the collected old clothes and home textiles, it can be seen that the quantity returned from 2007 to 2013 has risen from 112,600 to 135,000 tons. In the same period, the recycling rate increased from 60 to 74% (Gulich 2016).
Other sources report about 15 billion garments, of which owners in Germany separate annually. According to GfK SE, Nuremberg, Germany, spent EUR 43.5 billion on clothing in 2015, which corresponds to around 25 million pieces (Dillemuth 2006).
The companies of the German textile and clothing industry with 118,000 employees and a turnover of EUR 28.7 billion in 2016 make a considerable contribution to the domestic availability of textiles. But these companies also generate around 285,000 tons of production waste. Table 11.2 shows the volumes and recovery routes for production waste.
3 Textile Recycling
Efficient systems for collecting, sorting and recycling used textiles from industry and households have been around for a long time in medium-sized industry in Germany.
One way of recycling textile waste locally is to return it to the company's own material cycle (reuse) of a textile factory, for example, in spinning mills. The recycling of waste through recycling and reuse is carried out by various specialized disposal companies. Non-recyclable textile waste is used as fed public incinerators (thermal/energetic transformation). Their waste is finally disposed of in landfills. Old clothes not collected by collection are disposed of as part of domestic waste incineration (energy use). The collection of used textiles and worn clothes is mainly organized by private companies or charities such as the Red Cross or the Samaritan organization of workers. It is distinguished between street collection and container collection.
After collecting the old textiles, the old textiles go through the process chain. After unloading, transport to usually manual sorting stations takes place. The textiles sorted out for the production of reclaimed fibers are pressed into bales for further transport or intermediate storage. After being processed by cutting and tearing, the reclaimed fibers are pressed into bales. Subsequently, the reclaimed fibers are processed in nonwoven production process routes (Fig. 11.2).

Process chain for the treatment of used textiles (own illustrations of authors)
The following procedure results in detail. First of all, the unloading and feeding of the used textiles in process chain take place. The unloading and feeding systems are distinguished between
-
Manual unloading in cages/lattice boxes
-
Manual unloading on a conveyor belt.
An example is shown in Fig. 11.3.

Discharge systems for waste textile sorting plants (Valvan Baling Systems 2019)
In the feed systems, one differentiates:
-
Ball opening system
-
Manual unloading on the conveyor belt
-
Robot feed system (Valvan Baling Systems 2019).
The used textiles are then brought to the sorting systems. Sorting is usually done manually. The basic sorting systems are described below. For production requirements of more than 15 tons per shift, a box sorting system is often used, see Fig. 11.4. A sorting station consists of up to 25 boxes, to each of which appropriate sorting criteria can be assigned. The shafts are emptied separately downward. The content is weighted and transported accordingly. The shaft arrangement minimizes throwing distances, ensures an ergonomic working area and increases the efficiency of sorting. This can reduce the cost and effort of sorting (Valvan Baling Systems 2019).

Box sorting system of Valvan Baling Systems NV, Menen, Belgium (Valvan Baling Systems 2019)
For production requirements up to a maximum of 20 tons/shift and a limited number of categories, belt sorting systems are often used. A belt sorting system consists of a feeding system, a first sorting line (see Fig. 11.5) and a second sorting line (Valvan Baling Systems 2019).

Belt sorting systems from Valvan Baling Systems NV, Menen, Belgium (Valvan Baling Systems 2019)
Another variant for sorting is a voice-controlled belt release system with an unlimited number of sorting criteria. A speech sorting system is a system in which each sorter has a microphone and defines with its voice the category of a sorted item. The sorted article is transported and stored on a long conveyor belt, and the control system blows the article by means of compressed air pulse at the predetermined position in a collecting container. The great advantage is that the number of sorted articles is virtually unlimited and limited only by what a sorter can detect and by the number of sumps. The language software is adapted to each language and dialect (Valvan Baling Systems 2019).
The possibility of automatic sorting is provided by the Fibersort technology of Valvan Baling Systems NV, Menen, Belgium (see Fig. 11.6). Fibersort is a technology that automatically sorts large amounts of textile waste into fiber composition using near-infrared spectroscopy. Near-infrared spectroscopy is a physical analysis technique and, like other vibrational spectroscopy, is based on excitation of molecular vibrations by (near) infrared electromagnetic radiation. As a prerequisite for flawless operation, the component to be awarded must be at least 60% in the mixture.

Principle of Fibersort technology of Valvan Baling Systems NV, Menen, Belgium (Valvan Baling Systems 2019)
The next step in the processing of textile waste is to cut the textiles. First, the machine is fed by means of a charging system. After removal of the bale on the loading platform, the straps and the outer packaging of the bale are removed manually. Then, the bale is raised and dumped into the hopper. The loading platform returns to the waiting position, while the lower packaging is held by an automatic device. Trigger rods transport the clippings with an alternating and controllable shaking movement in an outlet channel. A horizontally arranged vibrating knife at the outlet channel limits the material thickness during feeding for the subsequent cutting processes (PIERRET INDUSTRIES 2019).
The robot from Pierret Industries s.p.r.l., Corbion, Belgium, is an automatic loading system with little operating effort, a separate hydraulic unit which makes the system freely positional and a throughput of 800 kg/h, see Fig. 11.7 (PIERRET INDUSTRIES 2019).

Loading system robot of Pierret Industries s.p.r.l., Corbion, Belgium (PIERRET INDUSTRIES 2019)
In the further processing, the cutting of the textiles has prevailed with the help of knife cutting machines. The textiles are transported by means of a feed belt to the cutting device. Tapes or rollers ensure that the textiles are conveyed non-positively and compressed on the support surface before they are fed to the knives. The cut between the moving carbide knife and the fixed knife ensures a clean, precise and easy cut. A typical installation is the CT60N from Pierret Industries s.p.r.l., Corbion, Belgium (see Fig. 11.8). The machine shows the following features:

Cutting machine CG60N from Pierret Industries s.p.r.l., Corbion, Belgium (top) and drop knife principle (below) (PIERRET INDUSTRIES 2019)
-
Cutting width of 600 mm
-
Compacted material thickness of max. 180 mm
-
Maximum cut material thickness (material feed) of approx. 500 mm
-
Cutting speed of 200 cuts/min
-
Cutting length range from 10 to 180 mm
-
Production output can reach more than 10 tons/h
-
Cutting machine is driven by four encapsulated three-phase motors with housing cooling, protection class IP55 (PIERRET INDUSTRIES 2019).
For uniform internal forces at high flow rates, (at least) two cutting machines arranged at right angles to one another are inserted. In the second step, the preparation for the tear fibers starts.
The operating principle of the tearing machine is that coarsely pre-shredded materials are fed through a transporting and at the same time clamping-acting feeder system to a drum rotating at high circumferential speed, the tearing drum. The pin or tooth-shaped tearing clothing arranged on the tearing drum enters the structure which is clamped on one side by the drawing-in system and tears the structure under the action of a tensile stress. This structure resolution can only occur as long as the material is in the clamped state. Therefore, for most textile structures, the passage of several consecutive breaking units is necessary.
The feed system on tearing machines can consist of two rotating rollers (roller infeed) or of the combination of a rotating roller with a rigid trough. Today, more frequently occurring trough feed can be reacted by the shape of the trough edge on the properties of the submitted material. In addition, the distance between the material clamping point and the area of action of the tear elements is reduced, which is advantageous for complete structural resolution, especially in the course of multi-stage preparation operations.
From the trajectory of the material to be ripped around the spool, it is possible to separate out the remaining and unresolved material components, the so-called spikes, due to their higher mass downward. Depending on the type of material and material structure and the quality objective of the ripping process, the separated material stream collected with appropriate technical means can be submitted to the process again (possibly after a corresponding intermediate treatment) or discarded (Fig. 11.9).

Principle of the tearing process (own illustrations of authors)
The state of the art in modern drawing machine construction offers working widths of up to 2000 mm and, in the case of tearing systems with a plurality of tearing drums arranged in series, permits throughput rates of a maximum of 1000 kg per meter working width.
Single- and double-drum machines are mainly suitable for processing a narrow range with constant product or structural properties and low quantity. Such machines are often found as part of internal circulation systems, especially in nonwoven manufacturing plants. The usual working widths of 500–1000 mm allow material-dependent throughput rates of 100–450 kg/h. Tear systems in recycling companies usually have at least three drums and a maximum of six drums with working widths of 1000 mm, 1500 mm or 2000 mm.
The material transfer between the arranged in series tear drums is usually done by screening drums. This is to be achieved by the operating principle of a capacitor from the trajectory, and it is a fiber mat or a fiber skin for the individual tear-open units. As a general rule, in the case of a number of zippers, the increasing surface area of the fiber must be taken into account by the number and fineness of the tearing elements attached to the tufting. In order to ensure an accurate transport or insertion safety and a retaining force at the material clamping point, the structure-dependent design of the feed roller surface is also required. After passage of the last tearing drum in the system train, the material is directly sucked off and transported downstream equipment for post-treatment and packaging.
The production of tear fiber from used clothing requires a higher level of mechanical engineering and technological effort compared with the processing of production waste. One to two passages for coarse dissolution by means of special tearing drums with robust machine elements before the actual tearing process serve the structural disruption for separating the foreign parts from the textile material contained. It is expedient to carry out the intermediate treatment of the neps that have separated out on the pre- and fine tearing line by means of cleaning and a separate ripping process and to return this material to the current process. Characteristic of modern systems for the treatment of old clothes is also the material management via various separating units. This can be done several times during the reprocessing process—adapted to the respective status of the structure resolution (Fig. 11.10).

Scheme of a tear line for the processing of used clothes (own illustrations of authors)
As a result of the tearing, reclaimed fibers are present, which are usually a mixture of so-called pits, unopened pieces, fibers of different lengths, thread remnants and fiber dust or short fibers, see Fig. 11.11 (Gulich 2016).

Typical components of tearing fibers (Gulich 2016)
The production of nonwovens is today the common way to process large quantities of tearing fibers. Nonwovens made of or with tearing fibers find a variety of applications in the field of technical textiles. The following main areas of application for such nonwovens can be mentioned.
-
Automotive textiles, installation in concealed area
-
Spring core covers in upholstered furniture
-
Insulation nonwovens (temperature, mechanical vibrations)
-
Clothing interlinings
-
Cleaning wipes
-
Packaging material
-
Disposable blankets for civil protection
-
Erosion protection mats (made of predominantly decomposable tear fibers).
The usage idea for tearing fibers is based on a sufficient performance profile and an interesting price level for many applications. When manufacturing functional textiles for technical purposes, there are even opportunities to use cheaper secondary fibers if primary fibers cannot be used for cost reasons. Product-adapted reclaimed fiber properties can be achieved through targeted material selection and product-related tear technologies.
The production of nonwoven fabric from tearing fibers generally requires systems engineering with robust working elements and a material dissolution which is sufficient depending on the intended product application. Tear fibers can be processed into carded fabrics using the carding process and various aerodynamic processes (Fuchs et al. 2012).
The web forming processes place different demands on the quality of the tear fibers to be processed (Table 11.3).
3.1 Web Formation by the Carding Process
In the carding process, fiber flocks—in the processing of tearing fibers also yarn pieces to a limited extent—are dissolved down to the individual fiber and formed into a coherent web in a parallel position or random orientation. In further processing, the formation of a nonwoven fabric from several web layers and its solidification into a nonwoven fabric takes place (Fig. 11.12).

Representation of the material flow and the speed conditions during carding (Fuchs et al. 2012)
In order to form a nonwoven fabric with a corresponding surface mass from the fibrous web formed by carding, so-called nonwoven layers are used. The most frequently used construction method is shown in Fig. 11.13. The web is characterized by a multiple overlapping of the carded fleece and simultaneous cross-draw.

Principle of web formation with horizontal cross-lapper (own illustrations of authors)
3.2 Aerodynamic Web Formation
With web forming systems based on the aerodynamic principle, almost all conventional synthetic and natural fiber materials can be processed. A particularly broad field of application for such system technology opens up because of the comparatively low demands on the degree of fiber opening for the secondary fibers produced by tearing. In addition, the low stress of the fiber material in the shortened opening process of aerodynamic nonwovens allows the processing of coarse, delicate or brittle fibers such as vegetable fibers or glass fibers. The production of aerodynamically shaped random nonwovens is a productive technology variant for fabrics in the technical textiles product area.
The basic principle of all aerodynamic nonwoven forming processes is that the fiber material opened by a fiber opening device of varying degrees is transferred to an air stream. With this airflow, the fiber material reaches a sucked-in and continuously moving screen surface (drum or belt-shaped). Here, a nonwoven fabric is formed, whereby the randomized fiber arrangement typical for the process arises in a three-dimensional manner (Fig. 11.14).

Principle of aerodynamic web formation (Fuchs et al. 2012)
Significant advantages of aerodynamic web formation compared to the conventional web forming principles (carding and cross-lapper) are:
-
Homogeneous distribution in terms of structural strength
-
More favorable ratios of nonwoven surface mass and plant productivity
-
High working widths with comparatively low effort
-
Lower investment and operating costs.
The web consolidation can be carried out with different physical or chemical processes. Typical representatives of the tear fiber nonwovens are needled nonwovens and thermally bonded bulky nonwovens (using appropriate binder fibers).
When needling, the batt presented to the machine is pierced by means of a plurality of felting needles. The barbs of the needles fill with fibers and orient them as fiber bundle in the cross section of the nonwoven. Along with this, the entanglement of the individual fibers with each other and the compaction of the batt into a nonwoven and the formation of the strength properties take place. The solidified consolidated web is transformed to a nonwoven web.
The company Dilo Machines GmbH, Eberbach a needlepunched nonwoven compact line for universal applications (see Fig. 11.15). The line consists of the Compact Card KC 11 24 SD with AlphaFeed K11 and a working width of 1.10 m. Then, the cross-legged LAK 11/22 and the needle machine DILO DI-LOOM OD-II with a width of 2.20 m are used (Dilo Machines GmbH 2019).

Needlepunched nonwoven compact line from Dilo Machines GmbH, Eberbach (Dilo Machines GmbH 2019)
-
1.
Recycling of carbon fiber waste
-
2.
Recycling of carbon fiber waste.
Due to the excellent mechanical properties combined with the low density, carbon fibers are mainly used in the composite sector. Carbon fiber filaments can be processed directly as roving or either by using a variety of textile manufacturing technologies to build up textile semi-finished products (e.g., woven fabrics, non-crimp fabrics). These semi-finished textile products are subsequently processed into carbon fiber-reinforced plastics (CFRP) by embedding them in a matrix system. In recent years, carbon fiber has made its way especially into the aviation and automotive industry and has meanwhile achieved significant importance (Passreiter 2013).
Carbon fiber waste arises in various application areas both as cutoff waste of semi-finished textile products and in the processing of returned CFRP structures (e.g., end-of-life components) (see Fig. 11.16). Frequently, foreign materials in the form of films, papers or other valuable materials are included.

Cutoff waste delivered to Saxon Textile Research Institute (STFI) (left) and CFK Valley Stade Recycling GmbH (right) (Rademacker 2017)
Especially, the production of complex-shaped components, which may be provided with large cutouts, shows the disadvantages of the use of textile semi-finished products. The waste rate of semi-finished products is in this case with 30–50% comparatively high (Rüger and Fröhlich 2011).
For the majority of the currently occurring carbon fiber waste, incineration is still state of the art. In 2015 18,000 tonnes of carbon fiber waste produced worldwide, only 1600 tonnes were recycled by incineration or landfilling materials (with a value of several hundred million euros) which were destroyed (Bakewell 2016).
Despite the comparatively high technical risk involved in the processing of electrically conductive fibers, nonwovens have outstanding potential for economical use of recycled carbon fibers in new products, thus offering a solution to the recycling question. It is known that up to 100% rCF nonwovens can be produced by both the carding and the airlay process (Erth 2008; Köver and Riedel 2012). In addition the technically most sophisticated approach of processing 100% rCF, so-called hybrid nonwovens, forms another interesting product group. These nonwovens consist of fiber blends having at least two different blend components, in addition to rCF, other reinforcing fibers (e.g., glass, aramid or natural fibers) and/or thermoplastic fibers (e.g., polypropylene, polyamide or co-polymers) are possible.
Research work in recent years and the first application examples in the automotive sector, e.g., roof structures and seat shells in the i3 of BMW AG, Munich, Germany, show the potential of rCF nonwovens (Knof 2014).
Leading research partner in the field of nonwoven fabric production from rCF is STFI e.V., which has been working on the processing of carbon fibers by carding since 2005. The main focus of the work carried out is the processing of dry waste to reclaimed fibers and the subsequent web formation. In addition to the production of carded and airlay nonwovens and the subsequent entanglement via different processes (stitch bonding, needle punching, thermal bonding and hydroentanglement). The STFI also carried out extensive investigations in the production of carded slivers and yarns of up to 100% rCF (Gulich and Hofmann 2014). These investigations show the technical feasibility as well as the economic and sustainable meaningfulness of the treatment of carbon fiber waste and the subsequent web formation. Figure 11.17 shows the nonwoven line installed at STFI for the processing of dry carbon fiber waste and production of nonwovens by means of carding and airlay process with a working width of 1.0 m.

Nonwoven line in the center for textile lightweight engineering at the STFI e.V. (own illustrations of authors)
In addition, further research work in this field is known. The laboratory-scale investigations carried out at the Institute of Textile Technology (ITA) at RWTH Aachen University included the production of carbon fiber nonwovens using airlay and their combination with carbon fiber papers (Lütke et al. 2017). Investigations at the Institute of Textile Machinery and Textile High Performance Materials (ITM) at the Dresden University of Technology have shown that rCF can be processed into a web, which is then converted into yarn structures by subsequent spinning processes (Hengstermann et al. 2015). The focus of this work is the processing of rCF in modified spinning processes. At STFI, it was also possible to show the successful production of various hybrid nonwovens and their further processing into organo sheets (Gulich and Hofmann 2015). In this case, fiber blends with fractions of rCF in the range of 10 to 90% were processed into carded nonwovens and then formed by molding processes (use of a flat-bed laminating machine or continuous compression molding system) to organo sheet.
Work carried out by the Institute for Textile and Plastic Research e.V. (TITK) in cooperation with SGL ACF GmbH & Co. KG underlines the positive processing properties of rCF nonwovens mentioned above. In combination with thermoplastic matrix systems (e.g., PA6, PP or PBT), it was possible to produce organic sheets which were shaped by means of compression molding in a further step (Reussmann et al. 2014).
In addition to the above-mentioned institutes, the ITA gGmbH, Augsburg, Germany, will also carry out research work in the area of carbon fiber nonwovens on a compact line established in 2016. Their research focuses on the processing of rCF mixed with thermoplastic matrix systems (ITA Augsburg gGmbH 2019).
In particular, industrial implementation of nonwoven production by means of rCF carding is also known, which ensures a short-term transfer of the research results to industry (Gulich and Hofmann 2015; Stevenson 2017; Cleff 2015).
4 Research on Textile Recycling
Numerous national and international research projects are investigating how textile recycling can be improved. In the process, new materials or combinations of materials, processes and processes as well as logistics and business models relating to textile recycling are examined. Following, selected projects will be presented.
The EU Trash2Cash project is investigating pulp separation from fiber blends, solution and molecular disassembly and the spinning of new fibers. Regeneration of cellulose is considered to obtain IONCELL F (CL) fibers. Further, the repolymerization is studied to obtain recycled polyester fibers (r-PET) and melt blending processes for the production of mixed PET pellets (Trash-2-Cash 2019).
The RESYNTEX project considers the value chain from the collection to the textile raw material. The aim is to increase the effectiveness and quantity of collections, to find new methods for the high-quality reuse of textile waste as well as an accompanying life cycle analysis (LCA) and life cycle costing (LCC) (RESYNTEX).
The EcoSing project will help technicians and industrial designers reduce the environmental impact throughout the product life cycle, including the use of raw materials and natural resources, manufacturing, packaging, transportation, disposal and recycling. In addition, it is appropriate to offer training courses for European environmentalists who add skills and competences related to environmental aspects (ECOSIGN).
The overall objective of the EcoMeTex project (ecodesign methodology for recyclable textile coverings used in the European construction and transport industry) was to develop a tailor-made ecodesign method to optimize the design of textile covers in terms of eco-efficiency and cost-effectiveness, see Fig. 11.18. The work involved an analysis of the entire life cycle, identification of significant environmental and economic impacts and thus potential for improvement, ensuring high product quality and high product safety (EcoMeTex 2015).

Objective of the project EcoMeTex (Gloy and Schröter 2015)
The innovative methodology faces the challenge of solving the paradox of textile clothing:
-
On the one hand, the bonding of the multilayers must be solid and high-quality raw materials are used in various combinations to ensure long-lasting products.
-
On the other hand, the multilayers must be easy to disassemble for recycling, but disassembly procedures to facilitate material recycling are not yet part of the product design process. Concepts that focus on technologies for recycling state-of-the-art textile coverings have failed due to complex mechanical or chemical separation processes and, consequently, their high cost and low eco-efficiency.
The feasibility of the re-design concepts is demonstrated by the production of prototypes of eco-textiles for floor coverings. The work is completed by describing the methodology in a code of conduct that is implemented in a custom, practical and intuitive software tool. The environmental communication of the results obtained is based on LCA results in EN 15804 format. These environmental product declarations (EPDs) are already widely used in the EU construction sector and contain data for architects and planners in a standardized format. The transferability of the ecodesign method for textile floor coverings to other sectors is analyzed using the example of luggage covers for automotive applications that represent the transport sector.
To achieve these goals, three basic strategies were selected:
-
Mono-material batch
-
Interface approach
-
Material reduction (EcoMeTex 2015).
Numerous other research projects are carried out at the STFI e.V. in Chemnitz. In 2019, for example, it was possible to successfully launch a ZIM network on the subject of textile recycling, where one topic is the recycling of smart textiles. Together with the TU Chemnitz, the City of Chemnitz and the Gherzi Group, the Sustainable Textile School was established in 2017/2018. At the Sustainable Textile School, students and professionals will continue to be made aware of this issue with the help of experts. The goal is to build a global platform for textile engineering (Sustainable Textile School 2018). Ongoing work at the STFI aims to establish a competence center for the recycling and sustainability of textiles both at the Chemnitz site and nationwide.
5 Summary and Outlook
For textile waste, there are efficient and established systems for collection, sorting and recycling in Germany. For further use, the fiber production is the traditional treatment method. This textile waste can be processed economically to tear fibers. The tearing fibers thus obtained are used almost exclusively in nonwovens for insulation, upholstery and automotive textiles. Higher-quality applications are niche solutions so far.
The structural changes in the textile industry in many countries from the production of clothing to technical textiles are progressing. As a result, textile waste will continue to change with regard to the composition of materials, the composition of textiles, the quality of surfaces (finishes and coatings) and the use of electronic components in smart textiles.
The goal of future textile recycling research activities should be to increase the purity of the materials while minimizing mechanical, optical and structural damage to the material. Textiles should be designed so that they can be separated according to type. Innovative methods can facilitate the separation. In addition, innovative products with recycled textiles can be found, which can compete on the market. The decisive factor here is that the expenses for processing textile waste and its further processing can also be in economic competition with raw materials.
References
Bakewell, J. (2016). Recycle route for carbon fibre. https://www.automotivemanufacturingsolutions.com/process-materials/carbon-fibre-recycle. Accessed February 25, 2018.
Böttcher, P., Gulich, B., & Schilde, W. (1995). Reißfasern in Technischen Textilien - Grenzen und Möglichkeiten. Techtextil-Symposium Frankfurt.
Cleff, C. (2015). Nähwirkvliesstoff aus recyclierten Carbonfasern, 12. STFI-Kolloquium re4tex. Chemnitz.
Dillemuth, P. (2006). Nachhaltigkeit in der Mode - Kaufverhalten und Erwartungen der Verbraucher. 2. Kooperationsforum Textil und Nachhaltigkeit.
Dilo Machines GmbH. (2019). https://www.dilo.de. Accessed February 25, 2018.
Ecometex. (2015). Ecodesign methodology for recyclable textile coverings used in the European construction and transport industry. https://cordis.europa.eu/project/rcn/103431/reporting/en. Accessed February 25, 2018.
ECOSIGN. https://www.ecosign-project.eu/. Accessed February 25, 2018.
Erth, H. (2008). Leichtbau Automobil & Co. – MaliTec-Konsortium neue Technische Textilien. mtex Internationale Fachmesse & Symposium für Textilien und Verbundstoffe im Fahrzeugbau. Chemnitz.
Fuchs, H., & Albrecht, W. (2012). Vliesstoffe - Rohstoffe, Herstellung, Anwendung, Eigenschaften, Prüfung. Weinheim, Berlin: Wiley-VCH.
Gloy, Y., & Schröter, A. (2015). Ecodesign methodology for recyclable textile coverings used in the European construction and transport industry. https://www.ecodesign-company.com/download/Steckbrief-EcoMeTex.pdf?m=1473168020. Accessed February 25, 2018.
Gulich, B. (2016). Textilrecycling Chancen und Möglichkeiten. In 33rd International Cotton Conference Bremen.
Gulich, B., & Hofmann, M. (2014). Leichtbau mit Faservliesstoffen - ein umsetzbares Recyclingkonzept für Carbonabfälle. In Aachen Dresden International Textile Conference. Dresden.
Gulich, B., & Hofmann, M. (2015) Textile Strukturen für den Leichtbau – ein Recyclingkonzept für Carbonabfälle. CCeV Thementag “CFK-Recycling”. Augsburg.
Hengstermann, M., Abdkader, A., Raithel, N., & Cherif, C. (2015). Schonende Herstellung von Vliesen aus recycelten Carbonstapelfasern zur anschließenden Verspinnung. Technical Textiles/Technische Textilien, 58(1), 37–38.
ITA Augsburg gGmbH. (2019). https://ita-augsburg.com/. Accessed February 25, 2018.
Knof, M. (2014). Leichtbau durch Isotropes Carbonfaservlies. 29. Hofer Vliesstofftage.
Korolkow, J. (2015). Konsum, Bedarf und Wiederverwendung von Bekleidung und Textilien in Deutschland, Studie im Auftrag des bvse Bundesverband Sekundärrohstoffe und Entsorgung e.V. Bonn. https://www.bvse.de/images/pdf/Leitfaeden-Broschueren/150914_Textilstudie_2015.pdf. Accessed February 25, 2018.
Köver, A., & Riedel, U. (2012). CAMISMA—Carbon/Amide/Metal based interior structure with multi material system approach. 6. International CFK-Valley Stade Convention. Stade.
Lütke, C., Endres, A., & Teufl, D. (2017). FullCycle - Faserlängenoptimierter Recyclingprozess zur Herstellung von Carbonfaser-Mehrschicht-Organoblechen mit hoher Oberflächengüte. Report IGF-Project Nr. 18717 BG. Aachen.
Passreiter, T. (2013). Die Antwort der BMW Group auf die zukünftigen Herausforderungen nachhaltiger und individueller Mobilität. Augsburg: Symposium Carbon Composites e.V.
PIERRET INDUSTRIES. (2019). https://www.pierret.com/. Accessed February 25, 2018.
Rademacker, T. (2017). CFK recycling—State of the art. Workshop Carbon Composite Recycling. Augsburg.
RESYNTEX. https://www.resyntex.eu/. Accessed February 25, 2018.
Reussmann, T., Oberländer, E., Danzer, M., & Honderboom, A. (2014). Verbundwerkstoffe aus Recyclingfasern. Lightweight-Design, 6, 18–24.
Rüger, O., & Fröhlich, F. (2011). Endkonturnahe Fertigung von CFK-Bauteilen. Lightweight-Design, 4, 55–59.
Statistik. (2018). Statistisches Landesamt des Freistaates Sachsen. https://www.statistik.sachsen.de/. Accessed February 25, 2018.
Stevenson, A. (2017). Nonwoven textiles made with recycled carbon fibres for auto-motive applications. Non-wovens for High-performance applications.
Sustainable Textile School. (2018). https://sustainable-textile-school.com/. Accessed February 25, 2018.
Trash-2-Cash. (2019). RISE Borås Sweden. https://www.trash2cashproject.eu. Accessed February 25, 2018.
Valvan Baling Systems. (2019). https://www.valvan.com/. Accessed February 25, 2018.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Gloy, YS., Gulich, B., Hofmann, M. (2021). Textile Waste Management and Processing. In: Matthes, A., Beyer, K., Cebulla, H., Arnold, M.G., Schumann, A. (eds) Sustainable Textile and Fashion Value Chains. Springer, Cham. https://doi.org/10.1007/978-3-030-22018-1_11
Download citation
DOI: https://doi.org/10.1007/978-3-030-22018-1_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22017-4
Online ISBN: 978-3-030-22018-1
eBook Packages: Business and ManagementBusiness and Management (R0)