
Abstract
Traditional machining of polymer matrix composites (PMCs) possesses difficulties as they exhibit excellent specific strength and stiffness. Superior properties led PMCs parts were extensively used in structural, aviation, construction and automotive applications. The advanced machining process abrasive water jet machining (AWJM) has been explored to machine PMCs. The AWJM factors namely abrasive grain size, working pressure, standoff distance, nozzle speed, and abrasive mass flow rate affect the final outcome of surface quality (i.e. surface roughness , SR) and productivity (i.e. material removal rate ‘MRR’ and process time ‘PT’) are studied. Taguchi L27 orthogonal array of experimental design is employed for conducting practical experiments. Taguchi method limit to optimize multiple conflicting outputs (maximize: MRR, and minimize: PT and SR ), simultaneously. In general, multiple outputs may have many solutions and are dependent on the tradeoff (relative importance or weights) assigned to each output. Traditional practices such as engineer judgement, expert suggestion and customer requirements may lead to local solutions (i.e. superior quality for one output, while compromising with the rest). Principal component analysis (PCA) method overcomes the said shortcomings of traditional practices and determines weight fractions for each output based on the experimental data. Multi-objective optimization on the basis of ratio analysis (MOORA) , Grey relational analysis (GRA) , Technique for order preference by similarity to ideal solution (TOPSIS) and Data Envelopment Analysis based Ranking (DEAR) are the four methods employed for the purpose of multi-objective optimization. MOORA, GRA and TOPSIS methodologies require assigning weight fractions for each output by the problem solver. Note that, solution accuracies vary with the weight fractions assigned to each output. The aggregate (composite values of all responses) values determined by PCA-MOORA, PCA-TOPSIS, PCA-GRA and DEAR method were used for determining optimal factor levels and their contributions. DEAR method determined optimal levels resulted in better machining quality characteristics.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
An organic polymer matrix which is used to bind fibers that are continuous is usually termed as polymer matrix composites (PMCs) [1]. PMCs can be categories into reinforced plastics and advanced composites. Due to their high specific strength and stiffness PMCs finds their application in wide areas of structural engineering namely aerospace, construction and automotive industries. However, superior strength and stiffness of the PMCs makes them very difficult to be machined by the conventional machining processes. Hence, to machine such materials which exhibit high specific strength and stiffness, Non-traditional methods of manufacturing play a vital role. Among all the available non-traditional methods of machining, Abrasive water jet machining (AWJM) has become the fastest growing method of non-traditional machining process due to its versatility [2]. Low cutting temperatures, presence of no heat activated zone (HAZ) on the material being cut, minimal dust and low cutting forces are the advantages it offers over its counterparts. AJWM also compliments its use with other non-traditional manufacturing technologies such as laser, EDM , and plasma etc. In AWJM, material removal takes place by impact energy developed over the surface to be machined using highly pressurized water containing abrasive particles. It makes this process a flexible machining method through which a wide range of higher strength materials can be machined.
The applicability of AWJM for milling of fiber reinforced plastics (FRP) was first carried out by Hocheng et al. where the authors analyzed the factor effects on MRR and SR in single pass cutting [3]. Arola and Ramulu used the micro analysis to know the material properties significance over surface integrity and texture [4]. Hloch et al. experimentally studied the cutting quality check and how the process parameters are influencing the same [5]. Analysis of variance (ANOVA) has been used to evaluate cutting quality making it a function of process parameters. Zhu et al. noticed that ductile erosion mechanism with small erosion angle and low pressure AWJM resulted in precise surface finish [6]. Selvan et al. considered SR as an important quality parameter, wherein good surface finish are obtained with more hydraulic pressure (P) and high abrasive flow rate (AFR) [7]. Manu and Babu observed that AWJM in turning can produce required turned surface by traversing the AWJ axially and radially while the workpiece is rotating [8]. The difficult to machine materials using AWJ turning has been studied and was found viable by Kartal and Gokkaya [9]. Borkowski [10] developed a novel mathematical model for the 3D sculpturing using a high pressure abrasive water jet by proposing an experimental test bed for shaping the materials. Wang [11] experimentally compared the various non-traditional machining methods and found that AWJM is best suited method to machine the polymer matrix composites. Muller and Monaghan [12] compared various non-traditional processes and wherein they concluded that AWJ machined part do not undergo problems associated to thermal damage. Siddiqui and Shukla [13] used Hybrid approach by combining the desired features of Taguchi method (TM) and PCA to assess the performance of AWJM by considering multiple quality characteristics (MQC). Aluminum and ferrous alloys find their application in many industries. Many studies are reported that optimizing the influencing variables results in economical machining for any alloy under AWJM. Iqbal et al. [14] used factorial experimental design to analyse the variable effects on maximum cutting width, machined surface texture, and percent of striation free area of AISI 4340 and Aluminum 2219.
1.1 Modelling and Optimization of AWJM Process
AWJM process performance depends on several process variables such as hydraulic pressure, work material, nozzle distance, abrasive type, size and mass flow rate etc. The research on AWJM process has been focused mostly on the process modelling and the optimization of the process parameters. Optimization of the process parameters in the AWJM process is of prime importance due to non-linear nature of the dependence of nozzle wear, kerf geometry, dimensional deviation, surface roughness , and MRR on process parameters [1, 2]. These factors regulate the performance of AWJM on the machinability of the material. Many research works reported on optimization of process based on statistical design of experiments (DOE) namely TM and response surface methodology (RSM) [15]. However, very little attention paid to model and optimize AWJM process by utilizing advanced tools namely GRA and soft computing tools etc. Azmir et al. used the grey rational analysis to optimize the control factors such as standoff distance (SoD), P and AFR on the Kevlar composite laminate surface finish [16]. Khan and Haque conducted experimental study to check the factor effects on the AWJ machined SR of glass fibre reinforced epoxy composites [17]. A linear regression equation representing SR as a mathematical function of process variables are derived by utilizing Taguchi method. Zohoor and Nourian [18] applied the response surface methodology to know the control factor effect of nozzle wear on the SR and developed regression equations. In addition, many research efforts were reported with a major focus on optimizing different factors for SR by utilizing TM, RSM and modern optimization tools [19,20,21,22,23,24,25,26,27]. Wang [27] presented the kerf quality of composite sheets (metal matrix) under AWJ machining. Shanmugam et al. [28] used kerf-taper compensation technique to minimize the kerf taper in AWJ cutting of alumina ceramics and found that compensational angle plays a major role on kerf taper. Srinivasu et al. [29] investigated the kinematic factor effects on the kerf geometry subjected to multi-jet erosion machining. The experimentation results formed a good basis for controlled three dimensional AWJ machining of complex geometries. In an important study, ANN model predicted better kerf geometry and SR on transformation induced plasticity of steel sheet [30]. For the last two decades researchers busy investigating and optimizing the effect of AWJM process parameters on MRR and nozzle wear using modern optimization techniques [27,28,29,30,31,32,33,34].
From the review of literature it has been noted that modern optimization techniques have been used significantly to know the effect of various control factors of AWJM. However, it has been found that very few works on modelling of AWJM using multi criteria optimization techniques have been reported and hence it finds a scope for further research. Since, AWJM has multiple process parameters, multi-criteria technique may be best suited for its modeling. The mathematical complexity and tedious nature of the steps involved in the approaches call for new methods for process optimization. Various optimization techniques like GRA-PCA, TOPSIS , DEAR, and MOORA approaches are recently developed methods available for optimization. Taguchi (L27) orthogonal array method is incorporated in the experiment by varying some of the independent but critical parameters like abrasive grain size, nozzle speed (NS), working pressure, SoD, and AFR. Since adoption of optimal process parameters has seen a saturated amount of research mostly of which are single response problem, whereas complexity lies in optimizing the conflicting multiple outputs. Based on the original concept of TOPSIS approach, Ren et al. introduced a novel modified optimizing technique M-TOPSIS [35]. The drawback often encounter with the original TOPSIS method is the rank reversals and evaluation failure. Due to simple evaluation process in TOPSIS method, it’s being widely used for some complex unconventional machining processes. A similar optimization has been done in wire electrical discharge machining by Gadakh [36]. Three different cases including variety of parameters have been selected followed by evaluation of those parameters using TOPSIS approach is presented in the study. A similarity to the past results so obtained such that TOPSIS method is more suitable for optimizing many multi criteria decision making problems in the current manufacturing processes. As discussed earlier about the availability of variety of optimization techniques, Taguchi -DEAR method is very simplest and efficient approach. It is proven to be the extensively accurate method to determine the optimal process parameters in manufacturing process. Muthuramalingam et al. [37] have analyzed the abrasive flow orientation process parameters in abrasive water jet machining under Taguchi-DEAR approach. Taguchi based L9 orthogonal method has been implemented in the experimental trails in which liquid water pressure, feed rate, AFR, and SoD are the input factors. MRR and SR performance characteristics enhancement has been studied by the researchers using Taguchi-DEAR approach of solving MCDM problems and optimal process parameters has been computed. To obtain distinguishable physical properties, metal matrix composites reinforced with particles combined so as to form a more complex material are predominantly increasing which also provides high strength to the material. Machining such a material is a tedious job and therefore unconventional machining is being opted. Similar study reported by authors [38] with a focus on optimizing AWJM factors while machining TiB2 particles reinforced Al7075 composites. Taguchi-DEAR methodology has been implemented to evaluate the performance measures such as MRR , taper angle and SR from the input parameters of water jet pressure, stand-off distance and transverse speed. Investigation results that water jet pressure predominantly affects the performance characteristics. The optimal process parameters are computed. Another optimization technique based on material selection is MOORA method. For designing any structure, the designers have to select materials with ultimate characteristics required for that particular design or structure. Inappropriate choice of material results in structure or design failure. In this diverse engineering world, fabrication of products corresponds to complex design demand for most challenging task of choice of appropriate materials for variety of components. Authors [39] reported the MOORA method is an appropriate tool for selection of proper materials. Various mathematical tools and techniques are found to be suitable for solving the material selection problems, which lead to the affected results based on the weights assigned to the considered selection criteria. MOORA method is simple to understand and employs suitable normalization procedure. Reference point approach has also been tested for the considered problem by the researchers. Results have been observed that all the methods generate approximately similar rankings correspond to the material alternatives. More robust and simple method as compared to other optimization methods as discussed in the above literatures is MOORA based Taguchi method. In another important work, multi response problem is converted into single response problem by integrating MOORA method with Taguchi method [40]. It is being noticed that the time consumed in the calculations of the steps is reduced by applying the proposed method. The hybrid MOORA-Taguchi method can solve successfully many multi-response problems [41]. TOPSIS method for multi response optimization of friction stir welding process variables was also used [41]. Materials like aluminium alloys and its composites which are difficult to weld are joined by friction stir welding. Researchers have accentuated on friction stir welding of aluminium matrix composite reinforced with silicon carbide particle. Since FSW incorporates a non-consuming revolving tool which is plunged into the verges of the material to be joined and progressed along the weld line, tool revolving speed, tool transverse speed and tool pin profile type of process variables are optimized with multiple responses such as percentage elongation, tensile strength and hardness of the material. It also leads weld joint of superior quality . Multiple response characteristics can be improved through optimization technique like TOPSIS is being revealed by the researchers in this study. As the growth of industrialization, machining operations are stressed to work with multiple ranges of materials which a traditional response approach cannot optimize easily. To handle such operations multi response techniques have been developed and one such technique is GRA-PCA multi response approach. It is traditional multi response technique which transforms multi quality response into single response. Researchers used this method in their study of optimizing aluminium alloy employing Taguchi method [42]. Observations were done on the quality values i.e. output parameters of aluminium alloy by optimizing the input parameters of a CNC end milling machine. Taguchi L27 orthogonal array approach has been implemented to select optimal parameters of the machine. Since there can be numerous parameters some of which are uncertain or having incomplete information. Here GRA-PCA provides efficient solution to this uncertainty. The researchers have observed with the help of GRA-PCA approach that speed, depth of cut and feed rate influence surface roughness and material removal rate significantly.
Although a great deal of research efforts reported to optimize the multiple responses, still industries are looking for simple, flexible, ease of understanding and implementation tools that optimize the manufacturing process. For the conflicting objective functions there exists a multiple solution which is dependent on the assigned relative importance (weights or trade-off) to individual objective function. Conventional practice of determining weights based on engineer judgement, expert recommendation, and customer requirements may lead to erroneous results. Although the above practice offers better individual output performance, but failed to provide solutions that satisfy all outputs. Thereby, determining a single set of input conditions that satisfy the conflicting outputs (maximize: MRR , and minimize: SR and PT) is considered a tedious task for industry personal. PCA convert multiple correlated responses into independent quality indices (i.e. single objective function) while solving multiple objective functions. Weights for individual output functions are determined using PCA. MOORA , TOPSIS and GRA require assigning weight fractions while converting the multiple responses to single objective functions for solving optimization. Note that, If PCA determine the eigen value greater than 1 for more than one output (i.e. principal component), then there is no procedure defined yet to select the weights to ascertain a feasible solution [43]. However, DEAR method does not require estimation of weight fraction to solve multiple objective optimization problems. In DEAR method the combination of target (actual) outputs are mapped into a ratio (i.e. weighted sum of outputs corresponds to larger-the-better divided by sum of weighted outputs representing lower-the-better) such that the computed values give ratio ranks that could help to determine the set of optimal factor levels [43]. In the present work, attempts are made to illustrate the tools (PCA-GRA, PCA-MOORA, PCA-TOPSIS and DEAR) involving mathematical computation that could help not only to optimize the AWJM process, but also the proposed methodology can be used by any industry personnel to solve the similar complex real-world practical problems.
2 Materials and Methods
2.1 Material Preparation
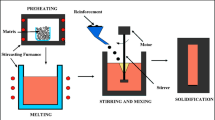
Sundi wood dust (SWD) possessing density of 0.779 g/cm3 and particle size of approximately 600 μm is used as a reinforcement material for preparation of work specimen. Cellulose, glucomannan, xylem, and linen are the major constituent materials present in the work sample. In addition, 6% of filler material present in the composite matrix (94%) which is composed of epoxy (grade LY 556) possessing a density of 1.26 g/cm3 and hardener (HY 951). Note that, resin and hardener proportion are maintained equal to 10:8 by wt. The mixture of SWD and matrix are mechanically stirred followed by pouring to vacuum glass chamber and allowed to set under ambient environment for a curing period of 24 h. The composite samples are prepared to the dimension of 180 mm × 140 mm × 6 mm (refer Fig. 1a, b). The prepared samples are subjected to perform machining.

a Sundi wood dust, b Sundi wood dust based polymer specimen
2.2 Experimental Procedure
AWJM equipment (make: KMT Waterjet Systems) used for performing experiments is shown in Fig. 2. Five independent factors namely AGS, SoD, WP, AMFR and NS operating under three levels (Table 1) and Taguchi (L27) is used to design and perform the experiments. During the experimentation, orifice diameter of 0.20 mm, nozzle diameter as 1 mm, and impact angle as 90° are used. For all experimental trials, the voltage and current are maintained equal to 300 V and 20 A. During experimentation the square holes of dimension (15 mm × 15 mm) are machined on the prepared green composite by using AWJM machine tool. Each experiment has been repeated three times and the measured average values of MRR , SR and process time are used for analysis and optimization (refer Table 2).

a AWJM experimental setup, b AWJM nozzle head setup
3 Methodology and Modelling
Multi-objective optimization refers to optimizing the process or product performance involving two or more outputs with or without the conflicting outputs simultaneously. The present work aims at simultaneously maximizing material removal rate while minimizing the process time and surface roughness of the AWJM process. The proposed offline optimization tools (PCA-GRA, PCA-MOORA, PCA-TOPSIS and DEAR) can be implemented in industries by any novice user to obtain the resulted benefits. Various steps involved for successful implementation of said tools with a case of AWJM process is presented in Fig. 3.

Proposed steps for multi-response optimization in the present work
-
Step 1: Selection of input-output that improve efficiency of AWJM process
MRR , SR and PT are the important quality characteristics which affect the productivity, quality and economics while cutting PMCs using AWJM process. The quality characteristics are influenced directly by process parameters which affects the efficiency of AWJM process. For experimentation, analysis and optimization the most influencing parameters are selected based on consulting engineers and experts from industries, pilot experiment study results and available literatures [1, 3, 44]. Table 1 presents the influencing parameters and their operating levels used for experimentation.
-
Step 2: Selection of experimental plan and perform S/N ratio computation
Taguchi robust design was employed to conduct the experiments and perform statistical analysis. Taguchi method uses a special design of orthogonal arrays to investigate the entire factor space on performance characteristics with the set of minimum experimental trials. L27 orthogonal array experiments are employed for studying the influencing five factors operating with three different levels. Experiments are repeated three times for each run and the average values of measured performance characteristics of PT, MRR and SR are presented in Table 2. The experimental values of performance characteristics are converted to signal-to-noise (S/N) ratio. The present work involves two categories of quality characteristics when performing analysis with S/N ratio. Larger-the-better (LB) quality characteristics is employed for MRR , and smaller-the-better (SB) for SR and PT. Note that, S/N ratio depicted with higher values is treated as better quality characteristics irrespective of categories used. The signal-to-noise ratio computation corresponds to larger-the-better and smaller-the-better quality characteristics is done using Eqs. (1) and (2).
Terms, n corresponds to total number of experimental observations, and y represents the actual experimental data.
-
Step 3: Multi-response optimization of AWJM
The present work involves optimization of multiple responses which are conflicting in nature. Note that, multiple objective functions generate many solutions depending on relative importance (weight fractions) given to individual outputs, wherein each solution is different from one-another. This could occur due to the complex non-linear behavior of inputs towards outputs. Selecting the best solution among many potential solutions are treated as a tedious task for industry personnel. To limit the shortcomings of getting local solutions with traditional methods in deciding weight fractions for individual outputs, PCA was used.
3.1 Principal Component Analysis (PCA)
AWJM process requires optimization of multiple outputs. However, Taguchi robust design limit to optimize single output at once [45]. The goal of the present work is to locate the best set of control factors such that multiple responses are least sensitive to noise factors. PCA helps to determine the weight fractions for individual performance characteristics. The determined weight fractions correspond to each individual objective function was used to correlate the multiple outputs to single objective function while optimizing with MOORA , TOPSIS and GRA . Note that DEAR method does not require assigning weight fractions in their defined methodology.
The necessary steps essential to determine the weight fractions using principal component analysis are as follows:
-
1.
Collection of output data
Let \(X_{i} (j)\) corresponds to the experimental data. Where, i = (1, 2, 3, …, m) and j = (1, 2, 3, …, n). Terms, m and n represent the experimental run and quality characteristics.
-
2.
Normalize the performance characteristics
Practical requirement suggested, smaller the better-quality characteristics for SR and PT (refer Eq. 3) and larger-the-better quality characteristics for MRR (refer Eq. 4). \(X^{*}_{i,k}\) depicts the normalized data correspond to ith experiment and kth response.
For Smaller-the-better quality characteristics,
For Larger-the-better quality characteristics,
-
3.
Computation of co-variance matrix.
V value corresponds to variance-covariance matrix that uses normalized data as discussed below,
where, \(R_{i,j} = \frac{{Cov \, X_{i}^{*} (j),X_{i}^{*} (k)}}{{\sigma X_{i}^{*} (j)*X_{i}^{*} (k)\theta }} = \frac{{Covariance\,of\,sequences\,X_{i}^{*} (j)\,and\,X_{i}^{*} (k) \, }}{{Standard\,deviation\,of\,sequences\,X_{i}^{*} (j)\,and\,X_{i}^{*} (k) \, }}\)
-
Step 4: Computation of eigen values and eigen vector of the covariance matrix
PCA was introduced to determine relative importance (weight fractions) for each performance characteristics (PT, SR , MRR ). Minitab software platform is used for determining the weight fractions correspond to the performance characteristics shown in Table 4. The output data was used to estimate the correlation coefficient matrix which could help to estimate the Eigen values and Eigen vectors. The computed Eigen values and Eigen vectors are presented in Table 3.
The square value correspond to Eigen vector depicts the influence (i.e. significance) of each performance characteristic determined according to the principal component (refer Table 4). There are three outputs and hence three principal component values are determined. Note that, among all three principal components, the explained variance of the first principal component is as high as 62.3%. Important to note that the squares of first principal component eigen vectors are treated as weight fractions for the performance characteristics. The weight fractions associated to individual quality characteristics are found equal to 0.4942 for MRR , 0.4583 for PT and 0.0475 for SR , respectively.
3.2 Multi-objective Optimization on the Basis of Ratio Analysis (MOORA)
In 2006, MOORA technique was developed by Brauers and Zavadskas. In general, MOORA methods work with the following three types namely, Ratio system, Reference point approach, and Full multiplicative form [40, 46]. The present work employed ratio system for the task optimization. The steps involved in Ratio System based MOORA are as discussed below [40]:
-
Step 1: Determination of decision matrix (D) wherein the characteristic values of alternatives at attributes ηij. Terms, i = (1, 2, … m) and j = (1, 2, … r) are inputs represented in a matrix shown in Eq. (6).
Terms, m and r corresponds to total number of experimental observations or runs and number of responses, respectively.
-
Step 2: Computation of normalized and weighted normalized decision matrix
Equation (7) is used to calculate the normalized decision matrix. The mathematical formulation employed to calculate the weighted normalized decision matrix is presented in Eq. (8). In Eq. (8), wj corresponds to the weight of the output or response j selected by the decision maker.
\(\eta_{ij}^{*}\) is the normalized values of S/N ratio corresponding to i on response j.
-
Step 3: Computation of normalized and weighted normalized decision matrix
\(Y_{i}^{*}\) represents the ranking scores computation done by MOORA (refer Eq. 9). The computation of optimizing multiple conflicting responses use weighted normalized values correspond to maximize the better quality-characteristics and are subtracted with minimize the better quality-characteristics determine the MOORA index (\(Y_{i}^{*}\)).
Terms in Eq. (9), here j = 1, 2, … l corresponds to number of responses to be maximized, and j = l + 1, l + 2, …, n represents the number of responses to be minimized. High value of \(Y_{i}^{*}\) is treated as better multiple quality characteristics.
Summary of Results of PCA-MOORA
PCA supply weights to MOORA that could optimize the multiple performance characteristics by determining the MOORA Index (\(Y_{i}^{*}\)). MOORA index \(Y_{i}^{*}\) values obtained from systematic procedure is used for further analysis and optimization.
3.3 Technique for Order Preference by Similarity to Ideal Solution (TOPSIS)
TOPSIS method estimates the solution by considering the shortest distance from the true solution (also called positive ideal solution), and farthest distance from negative true solution (ani-ideal solution) [47]. TOPSIS was developed in 1981 by Hwang and Yoon. In AWJM : True solution always aims at maximizing the MRR , and minimizing the SR and PT, whereas negative true solution maximizes the SR and PT and minimizes the MRR. TOPSIS work with the basic principle such that the best solution always lies, when it is closest to ideal solution and farthest to negative ideal solution. Important to note that, TOPSIS procedure does not give information about relative importance (weights) of those distances. Thereby, the relative importance is required for optimization of multiple outputs that are supplied with the help of PCA. The steps followed to optimize the multiple performance characteristics by utilizing PCA-TOPSIS are discussed below:
-
Step 1: Development of the decision matrix.
The decision matrix is composed of the S/N ratio of quality characteristics at responses (\(\eta_{ij}^{*}\); where i = 1, 2, 3, … m and j = 1, 2, … r) are the inputs represented in decision matrix (D). In the present work, m corresponds to number of experimental observations = 27, and r represents number of responses = 3.
-
Step 2: Normalize the decision matrix.
The decision matrix is normalized according to Eq. (11). \(\eta_{ij}^{*}\) are the normalized values of S/N ratio corresponding to i on response j.
-
Step 3: The computation of weighted normalized decision matrix is done according to Eq. (12).
\(w_{j}\) corresponds to weight fractions of jth response. \(\sum\nolimits_{j = 1}^{r} {w_{j} } = w_{1} + w_{2} + \cdots w_{r} = 1\). Since, there are three outputs and weight fractions correspond to MRR , PT and SR is found equal to 0.4942, 0.4583 and 0.0475, respectively (refer Table 4).
-
Step 4: Calculate the positive ideal and anti-ideal (negative) solutions: A* and A− represents the ideal and negative ideal solution corresponds to maximum and minimum values of S/N ratio for all experimental trials (refer Eqs. 13–16).
-
Step 5: The calculation of \(d_{i}^{*}\) and \(d_{i}^{ - }\) represents the ideal positive solution and ideal negative solution of distance of scenario i, respectively (refer Eqs. 17 and 18).
-
Step 6: Calculate the relative closeness or ranking score (\(C_{i}^{*}\)) of each alternative according to Eq. (19). \(C_{i}^{*}\) corresponds to larger the better quality-characteristics of alternative of Ai. Selection of the best alternative is decided based on the ranking score.
3.4 Grey Relational Analysis (GRA)
In 1982, Deng introduced the Grey Theory to handle poor, incomplete and uncertainty information. The grey color is neither black nor white [48]. In general, system is defined with color that represents the quantum of clear information (i.e. internal characteristics or mathematical formulations that details dynamics) about the system. If we know complete insight information about the system or process then it is called white system. Contrary, if the information is completely unknown then it is referred as the black system. Grey system refers to the information lies between the known and unknown information. The present work is based on the optimization of AWJM process, and maximizing the MRR and minimizing the SR and PT there. The steps followed for optimization using PCA-GRA are discussed below.
GRA is employed to calculate the relationship between reference (i.e. ideal) sequence \(X_{o}^{(o)} \left( j \right)\) and comparable sequence \(X_{i}^{(o)} \left( j \right)\), i = 1, 2, …, m; j = 1, 2, …, r, respectively.
-
Step 1: The S/N ratio values are computed for all responses including all experimental trials, \(\left( {\eta_{ij} } \right)_{m \times r}\).
-
Step 2: Normalize the S/N ratio: S/N ratio values need to be normalized (using linear normalization) between the range of zero and one (unity). Note that the quality characteristics corresponds to larger-the-better and lower-the-better quality characteristics are computed using Eqs. (20) and (21).
-
Step 3: Calculate the deviation sequences as per Eq. (22). \(\Delta_{oi} (j)\) is computed based on the absolute values of difference between reference sequence \(x_{o}^{*} (j)\) and the comparable sequence of \(x_{i}^{*} (j)\) after normalization.
-
Step 4: Determine the grey relational coefficient (GRC). The purpose of GRC \(\gamma \left( {Y_{o} (j),Y_{i} (j)} \right)\) is to establish the relationship between the ideal and actual normalized S/N ratio for all responses.
In general, the values correspond to \(\Delta \hbox{max} ,\Delta \hbox{min} \,{\text{and}}\,\zeta\) is kept fixed to 1, 0 and 0.5 respectively.
-
Step 5: Calculate the overall performance by utilizing weighted grey relational grading (WGRG). The composite values of all responses associated with their respective weights determine the WGRG.
In the present work the required weights are supplied through PCA (refer Table 4). The weight fractions for MRR , PT and SR values are found equal to 0.4942, 0.4583 and 0.0475, respectively.
3.5 Data Envelopment Analysis Based Ranking (DEAR)
In 1978, Charnes et al. proposed the concept of data envelopment analysis (DEA). The DEA estimate the efficiency of a combination of decision-making units with utilization of multiple inputs to yield multiple outputs [49]. Note that, DEAR method used to solve for optimization of multiple responses does not require determination of weight fractions for individual quality characteristics. Here, set of actual outputs are correlated with simple mathematical formulation as a ratio such that the computed values estimate the ratio ranks. These ranks are further used for determining optimal factor levels and perform optimization. The sequential steps followed in DEAR for the estimation of multi-response performance index (MRPI) are:
-
Step 1: Calculate the weights (i.e. ratio of the performance measure at any trial to sum of all performance measures) for each output correspond to all experiments. The computation corresponds to determining the weight fraction of each output is done using the following Eqs. (25)–(27).
-
Step 2: Transform the output data into weighted data after multiplying output with their corresponding weight fractions according to Eqs. (28)–(30).
-
Step 3: Calculate the multi-performance ranking index by dividing the larger the better performance characteristics with smaller-the-better performance characteristics using Eq. (31).
3.6 Determination of Optimal Factor Levels for All Outputs
The sets of optimal factor levels for abrasive water jet machining process are determined by applying multi-objective optimization tools (PCA-MOORA , PCA-TOPSIS, PCA-GRA, and DEAR). MOORA Index, TOPSIS ranking score, WGRG, and MRPI values represent the composite values correspond to all responses estimated by their methodology employed from PCA-MOORA (refer Table 5), PCA-TOPSIS (refer Table 6), PCA-GRA (refer Table 7), and DEAR (refer Table 8), respectively. Tables 9 and 10 present the consolidated MOORA Index, TOPSIS ranking score, WGRG, and MRPI of all factors operating at different levels. Example (say MOORA), the factors are calculated by adding all the MOORA index values operating under particular level of individual factors. It is worth mentioning that the choice of optimal level for a factor corresponds to the maximum level value of input factors on determining the performance characteristics. The optimal level of input factors of the AWJM process is determined by PCA-MOORA, PCA-TOPSIS, PCA-GRA, and DEAR method is presented in Tables 9 and 10. It is observed that, DEAR method determined optimal factor levels are different from those obtained for other methods studied. The rank for the factors were found to be different for different models and this might be due to the steps and procedure in determining the composite responses are found to be different. The higher difference (max. − min.) value corresponds to the individual factor resulted in highest importance (contribution or significance) on the performance measures. Abrasive grain size resulted in highest significance considering all the responses, as their corresponding difference value is more compared to other factors. Confirmation experiments are conducted for the determined optimal levels for a factor as obtained by PCA-MOORA, PCA-TOPSIS, PCA-GRA and DEAR, respectively. Note that the optimal factor levels determined for PCA-MOORA, PCA-TOPSIS and PCA-GRA are not among the combination of total twenty-seven experiments performed as per Taguchi method. This occurs due to the multi-facture nature of experimental design method (i.e. 35 = 243 combinatorial set). This indicates that optimization methods (PCA-MOORA, PCA-GRA and PCA-TOPSIS) determined best factor levels is found to be one among the total set of 243 possible experimental conditions. DEAR method estimated optimal set of factor levels correspond to the 26th experimental trial (E26) from the total 27 experiments conducted.
3.7 Confirmation Experiments
Confirmation experiments are conducted to verify the predictions of optimum techniques and to select the best optimization method for enhancing the multiple performance characteristics of AWJM process. Important to note that, DEAR method outperformed other methods (PCA-GRA, PCA-TOPSIS, and PCA-MOORA) in determining the optimal levels that resulted in desired high values of MRR , and low values of SR and PT. Note that, DEAR method produced 26.18% improvement in MRR, 17.83% for PT and 6.83% for SR, respectively (refer Table 11). Therefore, A3B3C2D1E2 refers to the optimal set of factor levels recommended by DEAR method for AWJM process. The significance of individual factors was tested based on the obtained difference values of maximum and minimum levels. Abrasive grain size followed by nozzle speed, stand-off distance, working pressure and abrasive mass flow rate are the factors listed according to their importance in enhancing the multiple performance characteristics. The optimal factor levels of AWJM process is attributed to the following process mechanism. In AWJM, material removal phenomenon initiates with indentation on the work surface with the impact of abrasive particle. Indentation to possible material removal is dependent primarily on size of the abrasive particle striking the work surface. Tilly [50] explains decrease in the material removal was observed with smaller particle size as a result of less erosion on the machined surface area. Note that, small abrasive grit size particle poses lesser energy which is not sufficient enough to make larger damage (i.e. indentation) results in less material and more cutting time. Increase in abrasive flow rate decreases the particle velocity and number of impacts as a result of increased interference between the particles [51]. Higher values of abrasive flowrate alter the impact angle of abrasive attack and reduce the local impact velocities which result in low material removal and increased process time. Lower the values of nozzle speed resulted in larger the depth of cut and better surface quality [52]. As the traverse speed increases, the depth of cut tends to decrease and favours for increased drag lines on the cut or machined surface resulted in rough machined surface. The jet diameter tends to expand with increased standoff distance [53], which favour the work piece exposed to larger machining area and the kinetic energy of abrasive particles strike the machining area at high impact with moderate work pressure resulted in better surface quality and productivity in machining.
4 Conclusions
In AWJM , machining parts to precise dimensional accuracy and surface finish is well established. Surface finish determines the functional performance characteristics of the machined parts, wherein its counterpart must not affect the productivity (i.e. MRR , and PT). Multi-objective optimization for the conflicting nature of outputs (i.e. minimize SR and PT, and maximize: MRR) are optimized for PCMs using AWJM process and the following conclusions can be drawn:
-
1.
Taguchi robust design applied to conduct minimum practical experiments and collected the experimental input-output data. S/N ratio values are computed for the desired higher-the-better quality characteristics for MRR, and lower-the-better performance characteristics for SR and PT. Taguchi method collect output data and analyze the factors effects for each output separately, thus failed to optimize multiple outputs simultaneously.
-
2.
Multiple outputs generate many solutions and are dependent on the nature of importance given to the response. Traditional practices (engineers or experts or customer advice) may yield the best output for one output, with the compromising solutions for the other. Statistical multi-variate analysis based principal component analysis tool is used to determine the weight fractions based on the collected output data. PCA determined weight fractions for MRR , PT and SR values are found equal to 0.4942, 0.4583 and 0.0475, respectively. Note that, summation of all the weights correspond to the outputs must be maintained equal to one.
-
3.
MOORA , TOPSIS and GRA require assigning weight fractions when performing multi-objective optimization. Thereby, PCA supply the determined weights to solve the said task. Note that, PCA-MOORA, PCA-TOPSIS, and PCA-GRA use different procedural steps to perform optimization. However, the recommended optimal levels (A3B3C1D1E2) remain identical with slight change in ranking of factors.
-
4.
DEAR method procedural steps itself estimate the weight fractions for each output at their respective experimental trials. Thus, the recommended optimal levels (A3B3C2D1E2) and ranking of factors based on importance are different from those obtained from PCA-TOPSIS, PCA-MOORA, and PCA-GRA.
-
5.
The confirmation experiments are conducted for the optimal levels suggested by all four methods. DEAR method outperformed other three models (PCA-GRA, PCA-TOPSIS and PCA-MOORA) in terms of yielding higher material removal rate with low process time and surface roughness . Abrasive grain size followed by nozzle speed, stand-off distance, working pressure and abrasive mass flow rate are the factors listed according to their importance in enhancing the multiple performance characteristics. Note that, DEAR method produced 26.18% improvement in MRR , 17.83% for PT and 6.83% for SR compared to other three (i.e. PCA-based models) models. This occurs due to each model possesses its own advantages and limitations with acceptable degree of errors in estimating values. Further, combining two such models do increase the computational complexity and time consuming. Therefore, DEAR method is a suitable tool which not only improves the product quality , but also provides solutions without much computation complexity and time. This could help any practice or novice engineer to apply tools for solving practical problems. Noteworthy, DEAR method can only optimize the conflicting nature of outputs is the only major limitation.
References
Jagadish KG, Rajkumaran M (2018) Evaluation of machining performance of pineapple filler based reinforced polymer composites using abrasive water jet machining process. In: Conference of the South African advanced materials initiative (CoSAAMI-2018). IOP Conf Ser Mater Sci Eng 430:012046
Gupta K, Gupta MK (2019) Developments in non-conventional machining for sustainable production—a state of art review. Proc Inst Mech Eng C J Mech Eng Sci. https://doi.org/10.1177/0954406218811982
Hocheng H, Tasi HY, Shiue JJ, Wang B (1997) Feasibility study of abrasive water jet milling of fiber rein forced plastics. J Manuf Sci Eng 119:133–142
Arola D, Ramulu M (1997) Material removal in abrasive waterjet machining of metals surface integrity and texture. Wear 210:50–58
Hloch S, Fabian S, Rimar M (2008) Design of experiments applied on abrasive waterjet factors sensitivity identification. Nonconv Technol Rev (2):49–57
Zhu HT, Huang CZ, Wang J, Li QL, Che CL (2009) Experimental study on abrasive waterjet polishing for hard–brittle materials. Int J Mach Tools Manuf 49:569–578
Selvan MCP, Raju NMS, Sachidananda HK (2012) Effects of process parameters on surface roughness in abrasive waterjet cutting of aluminum. Front Mech Eng 7:439–444
Manu R, Babu NR (2009) An erosion-based model for abrasive waterjet turning of ductile materials. Wear 266:1091–1097
Kartal F, Gokkaya H (2013) Turning with abrasive water jet machining—a review. Int J Eng Sci Technol 3:113–122
Borkowski PJ (2010) Application of abrasive-water jet technology for material sculpturing. Trans Can Soc Mech Eng 34:389–400
Wang J (1999) A machinability study of polymer matrix composites using abrasive waterjet cutting technology. J Mater Process Technol 94(1):30–35
Muller F, Monaghan J (2000) Non-conventional machining of particle reinforced metal matrix composite. Int J Mach Tools Manuf 40:1351–1366
Siddiqui TU, Shukla M (2008) Experimental investigation and hybrid multi-response robust parameter design in abrasive water jet machining of aircraft grade layered composites. IJAEA 1(5):39–48
Iqbal A, Dar NU, Hussain G (2011) Optimization of abrasive water jet cutting of ductile materials. J Wuhan Univ Technol Mater Sci Ed 26(1):88–92
Bhowmik S, Jagadish KG (2019) Modeling and optimization of advanced manufacturing processes. Springer, Switzerland. ISBN 978-3-030-00036-3
Azmir MA, Ahsan AK, Rahmah A, Noor MM, Aziz AA (2007) Optimization of abrasive waterjet machining process parameters using orthogonal array with grey relational analysis. In: Regional conference on engineering mathematics, mechanics, manufacturing & architecture (EM3ARC), pp 21–30
Khan AA, Haque MM (2007) Performance of different abrasive materials during abrasive water jet machining of glass. J Mater Process Technol 191:404–407
Zohoor M, Nourian SH (2012) Development of an algorithm for optimum control process to compensate the nozzle wear effect in cutting the hard and tough material using abrasive water jet cutting process. Int J Adv Manuf Technol 61(9–12):1019–1028
Chakravarthy PS, Babu NR (1999) A new approach for selection of optimal process parameters in abrasive water jet cutting. Mater Manuf Process 14(4):581–600
Chakravarthy PS, Babu NR (2000) A hybrid approach for selection of optimal process parameters in abrasive water jet cutting. J Eng Manuf 214:781–791
Wang J, Guo DM (2002) A predictive depth of penetration model for abrasive waterjet cutting of polymer matrix composites. J Mater Process Technol 121(2-3):390–394
Wang J (2007) Predictive depth of jet penetration models for abrasive waterjet cutting of alumina ceramics. Int J Mech Sci 49(3):306–316
Caydas U et al (2008) A study on surface roughness in abrasive waterjet machining process using artificial neural networks and regression analysis method. J Mater Process Technol 202:574–582
Jurkovic Z, Perinic M, Maricic S, Sekulic M, Mandic V (2012) Application of modeling and optimization methods in abrasive water jet machining. J Trends Dev Mach Assoc Technol 16(1):59–62
Mohamad A, Zain AM, Bazin NEN, Udin A (2015) A process prediction model based on Cuckoo algorithm for abrasive waterjet machining. J Intell Manuf 26(6):1247–1252
Parmar CM, Yogi PK, Parmar TD (2014) Optimization of abrasive water jet machine process parameter for AL-6351 using Taguchi method. Int J Adv Eng Res Dev (IJAERD) 1(5):1–8
Wang J (1999) A study of abrasive waterjet cutting of metallic coated sheet steels. Int J Mach Tools Manuf 39:855–870
Shanmugam DK, Wang J, Liu H (2008) Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique. Int J Mach Tools Manuf 48:1527–1534
Srinivasu DS, Axinte DA, Shipway PH, Folkes J (2009) Influence of kinematic operating parameters on kerf geometry in abrasive water jet machining of silicon carbide ceramics. Int J Mach Tools Manuf 49:1077–1088
Vaxevanidis NM, Markopoulos A, Petropoulos G (2010) Artificial neural network modeling of surface quality characteristics in abrasive water jet machining of trip steel sheet. J Artif Intell Manuf Res 79–99
Nagdeve L, Chaturvedi V, Vimal J (2012) Implementation of Taguchi approach for optimization of abrasive water jet machining process parameters. Int J Instrum Control Autom (IJICA) 1:9–13
Aultrin KSJ, Anand MD, Jose PJ (2012) Modeling the cutting process and cutting performance in abrasive water jet machining using genetic-fuzzy approach. In: International conference on modeling optimization and computing (ICMOC-2012). Procedia Eng 38:4013–4020
Satyanarayana B, Srikar G (2014) Optimization of abrasive water jet machining process parameters using Taguchi grey relational analysis (TGRA). In: Proceedings of 13th IRF international conference, pp 135–140
Todkar M, Patkure J (2014) Fuzzy modelling and GA optimization for optimal selection of process parameters to maximize MRR in abrasive water jet machining. Int J Theor Appl Res Mech Eng 3(1):9–16
Ren L, Zhang Y, Wang Y, Sun Z (2007) Comparative analysis of a novel M-TOPSIS method and TOPSIS. Appl Math Res Express 2007, Article ID abm005, 10 pages
Gadakh VS (2012) Parametric optimization of wire electrical discharge machining using TOPSIS method. Adv Prod Eng Manag 7(3):157–164. ISSN 1854-6250
Muthuramalingam T, Vasanth S, Vinothkumar P, Geethapriyam T, Rabik MM (2018) Multi criteria decision making of abrasive flow oriented process parameters in abrasive water jet machining using Taguchi-DEAR methodology. Springer Science + Business Media B.V., Part of Springer Nature
Manoj M, Jinu GR, Muthuramalingam T (2018) Multi response optimization of AWJM process parameters on machining TiB2 particles reinforced Al7075 composite using Taguchi-DEAR methodology. Springer Science + Business Media B.V., Part of Springer Nature
Karande P, Chakraborty S (2012) Application of multi-objective optimization on the basis of ratio analysis (MOORA) method for materials selection. Mater Des 37:317–324
Tansel Ic Y, Yildirim S (2013) MOORA-based Taguchi optimization for improving product or process quality. Int J Prod Res 51(11):3321–3341
Prabhu SR, Shettigar A, Herbert M, Rao S (2018) Multi response optimization of friction stir welding process variables using TOPSIS approach. IOP Conf Ser Mater Sci Eng 376:012134
Johny SKM, Sai CRS, Rao VR, Singh BG (2016) Multi-response optimization of aluminium alloy using GRA-PCA by employing Taguchi method. Int Res J Eng Technol 03(01)
Liao HC, Chen YK (2002) Optimizing multi-response problem in the Taguchi method by DEA based ranking method. Int J Qual Reliab Manage 19(7):825–837
Bhowmik S, Ray A (2016) Prediction and optimization of process parameters of green composites in AWJM process using response surface methodology. Int J Adv Manuf Technol 87(5–8):1359–1370
Chang HH (2008) A data mining approach to dynamic multiple responses in Taguchi experimental design. Expert Syst Appl 35(3):1095–1103
Kundakcı N (2016) Combined multi-criteria decision making approach based on MACBETH and MULTI-MOORA methods. Alphanumeric J 4(1):17–26
Opricovic S, Tzeng GH (2004) Compromise solution by MCDM methods: a comparative analysis of VIKOR and TOPSIS. Eur J Oper Res 156(2):445–455
Kayacan E, Ulutas B, Kaynak O (2010) Grey system theory-based models in time series prediction. Expert Syst Appl 37(2):1784–1789
Charnes A, Cooper WW, Rhodes E (1978) Measuring the efficiency of decision making units. Eur J Oper Res 2(6):429–444
Tilly GP (1973) A two stage mechanism of ductile erosion. Wear 23(1):87–96
Hashish M (1984) A modeling study of metal cutting with abrasive waterjets. J Eng Mater Technol 106(1):88–100
Kulekci MK (2002) Processes and apparatus developments in industrial waterjet applications. Int J Mach Tools Manuf 42(12):1297–1306
Chen FL, Siores E (2003) The effect of cutting jet variation on surface striation formation in abrasive water jet cutting. J Mater Process Technol 135(1):1–5
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Manjunath Patel, G.C., Jagadish, Kumar, R.S., Naidu, N.V.S. (2020). Optimization of Abrasive Water Jet Machining for Green Composites Using Multi-variant Hybrid Techniques. In: Gupta, K., Gupta, M. (eds) Optimization of Manufacturing Processes. Springer Series in Advanced Manufacturing. Springer, Cham. https://doi.org/10.1007/978-3-030-19638-7_6
Download citation
DOI: https://doi.org/10.1007/978-3-030-19638-7_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-19637-0
Online ISBN: 978-3-030-19638-7
eBook Packages: EngineeringEngineering (R0)