
Abstract
In this paper measuring methods for the detection of end winding vibrations on large machines are presented and special requirements with regard to monitoring and diagnostic systems are discussed.
Large end winding vibrations due to switching operations, grid disturbances or mechanical loosening may cause partial conductor breaks and damage of the end winding insulation. The damaged insulation can lead to a short circuit with damage or even complete destruction of the electrical machine. The resulting costs for operating failure and repair exceed the costs for continuous monitoring of the end winding condition by a factor of 1000 for large electrical machines like turbo-generators in power plants.
In the first part of this paper, the causes and effects of end winding vibrations are discussed. Afterwards, modern methods for measuring end winding vibrations are presented.
Subsequently, a combined method for modal operating mode analysis is presented, taking into account a learned reference state. This modal view allows to draw conclusions about vibration excitation and phenomena such as operation close to resonance. However, the plausibility and spatial arrangement of the individual bar vibrations used for a modal transformation must be critically examined, since errors in the measurement chain and an unsuitable sensor configuration lead to misinterpretations. The modal consideration of the end winding vibration thus always represents a supplement to other observation forms, such as the Fourier spectrum of a single bar vibration. By learning a reference state with the help of neural networks, even small changes in vibration behavior can be detected.
Finally, the paper gives an outlook on the future developments and requirements of corresponding measurement systems
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Through comprehensive measurement, monitoring and diagnosis of large electrical machines, costs can be saved through longer operating times and plannable maintenance work. The end windings represent two of the most sensitive machine components. In recent years, the continuous vibration monitoring of end windings has been used more and more frequently. The development opportunities and potential savings in this area are correspondingly high.
The forced, damped operating vibrations of an end winding are stimulated both by electromagnetic forces between the bars and by the laminated core vibrations caused by the air gap field.
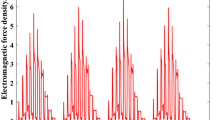
The electromagnetic forces in the end winding area are determined by the current through the stator winding and the magnetic field, which in turn is generated by the currents of all windings within the end area of the machine. The forces are therefore approximately proportional to the square of the currents occurring in the electrical machine.
In recent years an intensive development in the field of vibration measurement, vibration monitoring and vibration diagnosis can be observed. In the past, only very large machines were usually monitored for vibration. Continuous monitoring of shaft and bearing vibrations, for example, has become established in all large turbo-sets. The development of new and more compact measuring and monitoring systems has made vibration diagnosis beneficial for other machine components as well.
For the evaluation of a vibration, the recorded measuring signal is usually divided into its frequency components according to amplitude and phase by means of a Fast Fourier Transform (FFT).
Due to the increasing number of old turbo-generators and new operating requirements resulting from the liberalization of the electricity market, age-related damage is increasingly occurring in the end winding areas, which necessitates greater monitoring effort and the development of more precise diagnostic tools. Currently only relatively few end windings are continuously monitored, whereby the need for condition monitoring in this area continues to grow. Sensors for vibration monitoring in these areas must be high-voltage resistant and insensitive to strong magnetic fields. Conventional inductive or capacitive vibration transducers do not meet these criteria and therefore cannot be used for vibration monitoring. Fiber-optic accelerometers, on the other hand, are ideal. They are used primarily to monitor the radial vibrations of individual end winding bars. For cost reasons, not every bar can be equipped with accelerometers, which makes an accurate condition assessment difficult.
2 Causes and Effects of End Winding Vibrations
The vibration of an end winding depends on its structure and vibration excitation. The structure has stiffness and damping properties, which depend on design, production process, thermal condition and the aging condition of the end winding. The end winding’s temperature depends on the operating condition of the machine with its characteristic operating variables such as speed, active power, reactive power and terminal voltage. With changing operating conditions, not only direct changes in excitation but also delayed temperature changes occur, which have a reversible effect on the stiffness of the end winding. In addition, irreversible structural changes can occur as a result of aging and grid disturbances.
A knowledge of the excitation mechanisms is essential for the evaluation of end winding vibrations, therefore the most important types of excitation are briefly described here.
2.1 Stator Core Excitation
In stationary operation, the usually dominant vibration excitation is caused by the magnetic tensile forces of the air gap field between rotor and stator of the machine. This force deforms the stator into an ellipse, which rotates synchronously with the air gap field. The stator bars are wedged into the slots of the laminated stator core and therefore the end winding is excited to vibrate. Figure 1 shows the stator core deformation for a two-pole synchronous machine in generator operation, whereby the rotor field is built up by an exciter winding fed with direct current. Due to the load, a phase shift occurs between rotor and stator fields, resulting in an angular offset between the rotor axis and the maximum stator core deformation. Due to the tensile forces acting on both sides, the dominant frequency of the stator core vibration corresponds to the product of the number of poles and the grid frequency.

Laminated stator core deformation as a result of magnetic tensile forces
2.2 Electromagnetic Forced Excitation
Another excitation is caused by the electrical current and the magnetic field in the end winding area. Since the end winding field as well as the resulting force are both proportional to the phase currents, the resulting electromagnetic force depends quadratic on the phase currents as a first approximation. In rated operation, the influence of this force is comparatively low in the end winding area, whereby high currents with considerable forces can occur during switching operations or operating faults in the grid, which contribute significantly to aging or loosening of the end winding structure.
2.3 Coupled Vibrations
Mechanical vibrations of the shaft can be transmitted to the end winding via the bearings, housing and stator core. Under certain circumstances, neighboring machine vibrations can also be coupled in via the foundation. Vibration excitation of the shaft can be caused, for example, by a mechanical unbalance or misalignment of the rotor, by a direction-dependent stiffness of the rotor or by a magnetic unbalance within the machine. The rotor imbalance S causes a rotating deformation during operation as shown in Fig. 2.

Rotor imbalance and direction-dependent rotor stiffness
2.4 Effects of End Winding Vibrations
In [1] it is shown that any loosening of individual components can be detected by periodically repeated determination of the natural frequencies. Furthermore, it is explained that the reduced natural frequency of an end winding provides information about an initial damage and allows conclusions to be drawn about the degree of damage. If a two-pole machine in the 50 Hz grid has a two-node mode shape close to 50 Hz or a four-node mode shape close to 100 Hz, increased vibrations are to be expected during operation. To determine the natural frequencies, a so-called bump test can be used, which can only be carried out at standstill and with the machine opened. Since the natural frequencies shift due to the temperature dependence during operation, there must be a sufficient distance to the operating frequencies or their multiples. To determine the eigenmodes and eigenfrequencies of generator end windings, the bump test is nowadays used as a common method. In most cases, 12 accelerometers are installed at selected bar end connections, whereby the sensors are evenly distributed over the circumference. Fiber optic sensors have become established for measurement, as they combine several significant advantages for both bump tests and permanent monitoring of the stator end windings.
According to [2], the vibration of end windings may cause damage, which can be observed in cracks in the bonding and loosening of the bandages. As a result of progressive loosening, friction dust forms, which can reduce the high voltage resistance of the bar insulation and may lead to a short circuit with severe consequences. Each vibration monitoring system essentially consists of a measured value acquisition unit, a computer system and analysis software. In addition to the actual vibrations, additional parameters such as active power, reactive power and excitation current must be recorded. It is also recommended to measure coolant temperatures, stator current, stator voltage and gas pressure, because “a well-founded machine diagnosis without knowledge of the associated operating parameters and states is generally not possible” [2].
Naghashan [3] investigates the ageing of winding bar insulations by means of partial discharge measurements on artificially aged bars and thus makes a significant contribution to the evaluation of permissible bar stresses. According to [3], thermal and mechanical loads are the most common causes of insulation damage, with bending stresses resulting from electromagnetic forces occurring mainly at the ends of the bars and in the slot exit region of the machine and increased temperatures causing insulation fatigue. An important proof provided by Naghashan is that the causes of damage of various stresses can be distinguished by partial discharge measurements. Furthermore, it is determined that the partial discharge activity contains a lot of information about the ageing state of the insulation and can therefore be used for diagnostic investigations.
The influence of mechanical loads on the bar insulation in the end winding area underlines the importance of suitable measuring and diagnostic tools in order to detect system changes as early as possible before the fatigue of the bar insulation becomes noticeable through increased partial discharge activity.
3 Measuring Systems for End Winding Vibrations
The measurement of end winding vibrations in the area of large machines is very demanding. In order to not reduce the high voltage resistance between the insulated bars due to measurement setup, no metallic components must be present in the sensor or in the supply lines. In addition, a low sensor weight is important in order to not influence the vibration behavior. When selecting sensors, attention should be paid to durability, good retrofitting and reliability. To obtain a reliable phase reference in the measurement data, the measurement must be triggered accordingly. With regard to a common evaluation of several measuring signals, a time-synchronous measurement is also necessary. Fiber-optic sensors of suitable design and installation meet all requirements and are particularly well suited for use in large machines.
In the following, the most important measuring systems and concepts for recording end winding vibrations on a fiber-optic basis are presented. While the initially presented measuring system still has an internal mechanics, efforts exist to use fiber optic sensors with Bragg gratings in the end winding area.
For a vibration assessment of the machine condition, individual vibrations must be reliably detected in a first step. While transducers for shaft and bearing vibrations are usually based on a conventional inductive or capacitive measuring principle, special requirements are placed on the measuring setup in the end winding area.
3.1 Fiber-Optical Accelerometers with Mechanics
Compared to other vibration measurement systems, fiber-optic accelerometers have high voltage resistance and magnetic insensitivity required in the end winding area.
Structure and Functional Principle.
The fiber-optic system essentially consists of a fiber-optic acceleration sensor, a fiber-optic conductor and an electronic coupler. The overall length of the system is generally pre-assembled by the manufacturer.
The fiber-optic accelerometer consists of a small optical sensor head made of a non-conductive material. The sensor head contains an oscillating system with a mirror.
The fiber optic conductor is designed as a glass fiber, which establishes an optical connection between the sensor head and the electronic coupler. The glass fiber is protected from mechanical loads by a Teflon jacket surrounding it.
The electronic coupler typically has a housing made of weak magnetic metal. The electronics consists of an emitter and a receiver of the optical signals. The housing also contains an amplifier and a filter for direct signal processing. The processed analog measuring signal can be picked up via a plug connection at the end of the coupler. The solid flange design of the electronic coupler also serves as a gas-tight feed through.
The coupler’s electronics generate a light signal which is transmitted to the sensor head via the broadband optical fiber. The optical signal is deflected at the mirror of the oscillating system and reflected to the electronic coupler. The angle of deflection is proportional to the excitation force or acceleration. The reflected optical response signal is converted into an analog measuring signal by the electronic coupler and then amplified and filtered. The output signal is a voltage proportional to the acceleration, which can be further processed using conventional analog signal technology.
Due to the electrically non-conductive fiber optics, the sensor can be mounted directly on high-voltage components of the generator. Fiber optics are not only used for the protection of measurement technology, but also for personal protection. In addition, the optical signal routing is insensitive to interference from electromagnetic fields.
Installation and Sensor Positioning.
Easy retrofitting is particularly important for the installation of measuring systems, as there are usually no design solutions for the installation and placement of the sensors inside the machines. Therefore, the installation of fiber optic systems is often very individual.
When installing the glass fibers, care must be taken that they cannot move freely. This prevents the glass fibers in the mostly turbulent interior of the generator from rubbing against each other, which in turn can lead to sensor failure. The acceleration sensors for monitoring a stator end winding are usually installed in areas with high vibration amplitudes. These include switching connections and winding connections.
Depending on the vibration problem, different positioning strategies for the sensors in axial, radial or tangential direction are available. Already known damages can be specifically monitored by sensors near the loosening.
3.2 Accelerometers with Fiber Bragg Grating
A new development in the field of vibration detection are optical fibers with integrated fiber Bragg gratings (FBG). An FBG consists of several periodically consecutive layers of different refractive index \( n \), which are fired into the glass fiber by means of a strong UV laser and a phase mask. Incident light within a narrow wavelength range is reflected by the grating.
Figure 3 shows the cross-section of a monofiber with an inscribed Bragg grating with a grid spacing of Λ. The different refractive properties of the materials in the optical waveguide are determined by refractive indices \( n_{1} , \ldots ,n_{3} \). The light output \( P_{\text{E}} \) is coupled into the fiber optic cable. The FBG reflects or filters the power \( P_{\text{R}} \), whereby the non-reflected power \( P_{\text{A}} \) exits at the end of the optical waveguide.

Schematic representation of an optical waveguide with fiber Bragg grating
The average wavelength \( \lambda_{\text{R}} \) of the bandwidth reflected in a monofiber can be determined according to the Bragg condition as follows:
The bandwidth depends on the length of the FBG and the refractive index gradient between the individual layers.
When coupling in a wide input spectrum, a spectrometer can be used to determine the grating distance and thus the mechanical strain at the measuring position. A sensor based on FBG can therefore be used in the same way as conventional strain gauges to detect deformations and also offers the essential advantage of immunity to interference from high alternating electrical and magnetic fields. Another advantage of this sensor type is the possibility of integrating up to 24 sensors within one optical fiber [6].
In addition to the direct measurement of deformations, other quantities can also be measured with the aid of optical fibers using FBG. Alternating electric fields and high voltages can be determined by measuring the field strength-dependent material expansion of a piezoelectric crystal. Magnetic alternating fields can be measured by the elastic deformation of magnetostrictive materials, and conclusions can be drawn about the temperature in the area of the FBG via the thermal expansion of the optical waveguide. For precise measurement, it is important to clearly separate the different effects from each other, which can be achieved during temperature measurement, for example, by means of a decoupling glass tube around the sensitive area.
4 Analysis of Vibrational Data
The decomposition of a spatially distributed vibration into its modal forms enables a more precise analysis of the different types of excitation. The vibration of a measuring point can be represented both by a superposition of the individual vibration harmonics and by a superposition of the modal forms. By means of a known sensor configuration within an end winding plane with at least five sensors aligned in the same direction (radial, tangential or axial), it is possible to convert the real measured data of operating vibrations into modal forms by means of a transformation presented in [4]. The sensors should be distributed as evenly as possible over the circumference and attached to bars with similar vibrational behavior, e.g. verified by bump tests. For the machine’s switching, this means that the sensors should be mounted in the middle of a phase group if possible. For the modal analysis it is crucial that the measurement of all sensor positions is done at the same time and with a defined phase reference.
In addition to consider the end winding as a closed system, individual bar monitoring with the currently used tools for vibration analysis, such as trend diagrams, plots over a specific operating parameter, polar diagrams and the Fourier spectrum, should also be part of the entire diagnostic system.
For an evaluation of individual bar vibrations, the mode of operation must be taken into account, since the vibration amplitudes significantly depend on the operating parameters speed, active power and excitation current.
In addition to vibration the amplitudes, the vibration phases must also be considered. Larger changes in vibration behavior can also be determined by a trend analysis. Due to the dependencies on the operating parameters, direct monitoring on the basis of limit values is difficult.
However, changes can be easily identified by modelling a reference vibration behavior. For a modal vibration evaluation, the trend representations of the individual vibration signals are particularly important if atypical modal forms occur. In this case, an expert is necessary to determine whether these modal shapes are caused by a defect in the sensor chains or by local damage to the observed end winding.
For a separation of operation-dependent and structural changes, the healthy vibrational behavior of the end winding has to be known. For example, the use of neural networks which are trained with a reference behavior (vibration and operational data) allows the detection of structural changes of the end winding [5].
5 Future Developments and Requirements
The right definition of sensor position and orientation are crucial for the subsequent evaluation of the measurement data. This information must be reliably recorded during installation and taken into account during subsequent analysis.
In order to be able to make statements about the ageing of the end winding from the measurement, the sensor conditions must be known. The required measuring range is typically between 0 and 200 Hz. Explosion protection must be ensured if the measuring system is to operate with critical cooling media such as hydrogen. In this case, the measurement setup must also have either a suitable radio connection through the machine housing or a gas-tight lead-through of the measuring lines.
A minimum requirement for future end winding monitoring systems is a time- and phase-related vibration measurement including the most important operating parameters of the machine (rotor speed, active power, reactive power, bar temperature, excitation current, terminal voltages and currents) every 100 µs. The data is first stored into a ring buffer. To reduce the measured data, a frequency analysis (FFT) over a short time range of e.g. 500 ms has to be done. The determined frequency components can be checked for values exceeding limits. In addition, the time signal can also be assessed in terms of short-term amplitude changes.
The raw data are further analyzed and stored in case of detected anomalies. This serves the detection of network disturbances with transient processes and enables the estimation of short-term stresses. In addition, the time data for the operating parameters with the same phase reference have to be analyzed and stored.
For normal measurement data, it is sufficient to store the most important frequency components of the vibration data according to amplitude and phase as well as the sum of the residual amounts averaged over a period between 1 s and 1 min. In addition, the operating data averaged over time must be stored.
6 Conclusion
In summary, it can be stated that the condition monitoring of the end winding vibrations of large machines can detect damage at an early stage. For a separation of operation-dependent and structural changes, the use of neural networks is recommended, which can detect deviations from a reference behavior. Limit values can be defined for both absolute deviations and deviation gradients. This enables continuous monitoring.
For the diagnosis of the vibration, it can be transferred to the modal range and analyzed, whereby the different excitation influences can be separated from each other and the causes of a vibration change can be identified. In particular, electromagnetic operating excitations can be separated from rotor influences and resonance phenomena can be detected. The combination of neural monitoring of modal analysis therefore complements each other very well.
By detecting damage at an early stage, action measures can be planned in time, the availability of the machine can be increased and costs due to unexpected down times can be saved.
For a comprehensive machine diagnosis, however, it is not only the end winding that should be considered. Further electrical, pressure, temperature and vibration measurements can provide valuable information for unusual operating conditions and help to narrow down the causes.
References
Intichar, L.: Eigenfrequenz- und Eigenformbestimmung an Generator-Wickelköpfen. In: Symposium Schwingungsdiagnose, Potsdam (2006)
Frerichs, D.: Überwachung der Wickelkopfschwingungen von Generatoren mit faseroptischen Beschleunigungsaufnehmern. In: Symposium Schwingungs-diagnose, Potsdam (2006)
Naghashan, M.R.: Untersuchungen zur Teilentladungsaktivität von maschinentypischen Hochspannungsisolierungen. Dissertation am Lehrstuhl für Hochspannungstechnik, Universität Dortmund (1996)
Kreischer, C., Kulig, S., Thien, D.: Modal analysis of operational end winding vibrations. In: IEMDC 2011, Niagara Falls, ON, pp. 1207–1212 (2011). https://doi.org/10.1109/iemdc.2011.5994775
Kreischer, C., Golebiowski, M.: Monitoring of end winding vibrations using neural networks. Przegląd Elektrotechniczny 89(11) (2013)
Strack, S., Weidner, J. R., Bosselmann, T., Villnow, M., Willsch, M.: Faseroptische Messtechnik zur Online-Überwachung und Diagnostik bei großen Generatoren in Kraftwerken. In: ITG-Fachtagung: Sensoren und Messsysteme, Nürnberg (2010)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Kreischer, C. (2019). Measurement Methods for End Winding Vibrations of Large Electrical Machines. In: Hanus, R., Mazur, D., Kreischer, C. (eds) Methods and Techniques of Signal Processing in Physical Measurements. MSM 2018. Lecture Notes in Electrical Engineering, vol 548. Springer, Cham. https://doi.org/10.1007/978-3-030-11187-8_11
Download citation
DOI: https://doi.org/10.1007/978-3-030-11187-8_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-11186-1
Online ISBN: 978-3-030-11187-8
eBook Packages: EngineeringEngineering (R0)