
Abstract
The subject of the article concerns the measurement of the gas phase velocity in the liquid metal by the means of ultrasonic pulse-echo method. Velocity measurements in the case of ultrasonic sensors in the bottom of the container and on its side wall are discussed. In the case of the bubbles swarm movement to the velocity measurement, the method of cross-correlation of the signals was presented. The article also described the main sources of errors in the pulse-echo method in velocity measurements.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Two phase liquid metal-gas flows are present in many technological processes. Examples may be metallurgical processes of secondary metallurgy of steel. Degassing, purification or refining processes for liquid metal are directly related to its blowing with argon. The effectiveness of refining depend among others on the dimensions of rising bubbles, velocity and the area of their rising in liquid metal and the gas phase flow stream. Knowledge of these quantities can allow for optimization and control of metallurgical processes. In order to obtain a full data bank about rising gas bubbles, model studies of two phase flows in a liquid metal-gas systems are necessary. Among methods of studying two phase flows, developing very dynamically and taking on a high importance, are ultrasonic techniques. These include the Doppler method (UDV) and the pulse-echo method. The first one developed at the Forschungszentrum Dresden-Rossendorf allows the determination of both the velocity of rising gas bubbles and the velocity of liquid. Among the published papers using the UDV method should mention the work carried out by Eckert, Gerbeth and Zhang, the results of which are presented in the articles [1,2,3,4]. The second method – ultrasonic pulse-echo method – was developed at TU Dresden as a part of the SFB 609 project “Elektromagnetische Strömungsbeeinflussung in Metallurgie, Kristallzüchtung und Elektrochemie”. Published papers on the use of this method can be cited as follows [5,6,7].
The aim of the article is to present methods of gas phase velocity measurements using the pulse-echo method and ultrasonic flaw detector. They were developed for a model reactor in which the liquid metal was a GaInSn eutectic and the gas-argon phase was pressed through a nozzle. Knowing the velocity of the rising gas phase in the liquid metal, it is possible to calculate its residence time and thus achieve the proper refining effect by the argonation.
2 The Principle of Using the Pulse-Echo Method in the Two Phase Flows
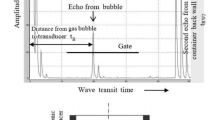
Ultrasonic pulse-echo method is widely used in non-destructive studying of the materials – ultrasonic flaw detection. It is the basic method of detecting discontinuities of materials, providing information about their location, dimensions or spatial orientation. Assuming that the gas phase is a discontinuity in the flow, the pulse-echo method can also be used for studying two-phase flows, including liquid metal-gas. The principle of measurements presented on the basis of the real echogram shown in Fig. 1 consists in determining the transit time of the ultrasonic wave pulse from the transducer to the rising bubble and back to the transducer. The broadcasting impulse from the transducer installed in the container wall, after passing through coupling layer and the front wall, is reflected from the gas bubbles and the rear walls of the container and as an echo it returns back to the transducer. In Fig. 1 the main echoes in the path of wave transit are marked. Knowing the time of tB echo transit from rising bubbles and ultrasonic wave velocity in the liquid metal and the container wall, it is possible to determine the position of the gas bubble in the liquid metal as well as to calculate the bubble velocity if several ultrasonic sensors are installed on the side wall of the container or in case of a sensor installed in the bottom of the container.

The principle of measurement using the pulse-echo method.
3 Measuring Stand
The studies were carried out on the measuring stand shown in Fig. 2.

Scheme of the measuring stand.
A container with an inner diameter Dw = 80 mm was filled with liquid metal GaInSn to a height H = 210 mm. Argon in the form of gas bubbles was forced into the container through a nozzle, which height was H1 = 20 mm and the diameters of the nozzles depending on the measurement being carried out were: 0.5/0.7/0.9 and 1.2 mm. Argon volume flow qv was measured with a flow meter with a thermal sensor (Mass-Flo, MKS Instruments) class 1 with ranges: for the rising single bubbles 10 sccm, for a bubble chain 500 sccm. In order to determine the physical quantities of liquid metal, its temperature was measured with a Pt100 resistance thermometer.
Measurements of the transit time of the echo from the bubbles were made using two methods:
-
Ultrasonic transducers installed on the side wall of the container or
-
Ultrasonic transducers installed in the bottom of the container.
In the first method, the transducers were mounted in an ultrasonic head. The measurements were made using two heads (USH1, USH2) installed one above the other, consisting of 10 transducers each, with a frequency f = 15 MHz, diameter D = 5 mm, placed at nominal distances of 8 mm from each other. The first ultrasonic head (USH1) was mounted 10 mm above the gas inlet nozzle. Ultrasonic heads were connected to a 10 channel USIP 40 Box ultrasonic flaw detector.
In the second method, two transducers (UT1 and UT2) were installed in the bottom of the container, while for the remaining 8 ultrasonic flaw detector inputs, transducers from the USH1 and USH2 were connected. Such a method of connections also allowed simultaneous measurement of the rising velocity with both methods and thus the control of measurement results at selected heights.
Table 1 presents basic physical quantities of GaInSn liquid metal with the parameters of the ultrasonic field produced in it.
4 Measuring Principle
The USIP 40 flaw detector, to which the ultrasonic transducers were connected, was controlled from a computer using the UltraPROOF program (GE Inpection Technologies GmbH). This program allowed for the digital recording of measurements signals with the resolution of the echoes transit time δte = 2.5 ns guaranteed by the flow detector manufacturer. At the same time it controlled the measurement time and the archiving of the results. The total measurement time was taken equal to Tm = 200 s. The cooperation of the flaw detector with the computer provided, in the real-time, on the computer monitor, a continuous observation of the amplitude of the echoes from all the reflectors in the path of the wave transit. This allowed for an optimal selection of the frequency of the transmitting ultrasonic pulses, the level of signal amplification and the position of measurement gate. It should be noted that the ultrasonic flaw detector records only those signals whose amplitude exceeds the gate’s height from Fig. 1. After exceeding this height, the computing system records the wave transit time from the transmitter to the reflector and back to the transmitter. In the USIP 40 Box flaw detector it was possible to set the gate to any height, which with appropriate signal amplification increased the measuring range to bubbles with very small dimensions, whose echoes are small. In the studies, the height of the gate was set by controlling the level of amplitudes from rising bubbles on the echogram and amplifying them so that their amplitudes exceeded the gate’s height and at the same time were higher than the amplitudes of the echoes from any measurement disturbances. By adjusting the length of the gate and its position at a given height, the signal recording location from rising bubbles was determined. In the measurements, the length of the gate was adjusted so that for transducers mounted on the container wall, signals from the flowing bubbles in the area of ±30 mm from the argon inlet could be recorded. In the case of transducers mounted in the bottom of the container, the set length of the gate allows to collect signals from the bubbles on the distance about 190 mm from the bottom of the container.
The frequency of repeating ultrasonic pulses has been adopted:
-
For configuration of 10 IFF transducers = 14286 Hz (for one transducer there is respectively IFF/10 = 1428.6 Hz)
-
For a system with two transducers in the bottom of the IFF container = 6667 Hz (for one transducer there is respectively IFF/10 = 676.7 Hz).
These were the maximum frequencies that could be achieved on the wave path: transducer – back wall of the container – transducer or transducer – container filling height – transducer. The sampling period was δt = 0,7 ms or δt = 1,5 ms. The reproduction of the measurements signals and the calculation of the flow parameters were made using the DasyLab v10.0 program.
4.1 Rising Rate Measurements with Transducers in the Bottom of the Container
Figure 3 shows the picture of mounted ultrasonic transducers in the bottom of the container and the interpretation of signals from the rising bubble. Figure 4 shows an example of real recorded signals from rising argon bubbles in the liquid metal. At xB1 height, the wave transit time on the path transducer – bubble – transducer is tB1. After time Δτ = t2 – t1, the bubble is at xB2 height and the wave transit time is tB2. By measuring these values, with the known velocity of the ultrasonic wave in the fluid, the rising velocity is determined from Eq. 1:

Photo of transducers in the bottom of the container.

Interpretation of signals from rising bubbles.
This method can determinate the velocity in the range of flow from individual bubbles to the flow of the bubble swarm. It is important to record the wave transit time from the same bubble at two different heights. The advantage of this method is that by dividing the measurement time Δτ = t2 – t1 into intervals, for example, with an equal time step Δτi it is possible to determine velocity changes in the path of rising bubble. Figure 5 shows the changes of the bubble velocity on the rising path from z1 = 36,6 mm to z2 = 85,5 mm with the time step Δτ = 45 ms on the background of the average rising rate calculated on this path.

The dependence of the velocity of rising bubbles on the flow path for the nozzle.
The range of changes in the speed of the bubbles ranged from wzmin = 137.1 mm/s to wzmax = 263.5 mm/s with the average rising velocity on this path wavg = 209.8 mm/s.
4.2 Rising Rate Measurements with the Transducers on the Side Wall of the Container
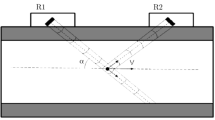
A photo of the measuring stand with heads mounted on the side wall of the container with examples of actual signals from rising bubbles together with their interpretation is shown in Fig. 6.

Measuring stand with examples of real measuring signals: tB3, tB4 – wave transit time from transducer to bubble and back to transducer, τ*- bubble transit time from first to second transducer (time of signals delay), Δτ–bubble transit time through ultrasonic field
The rising time is determinated from Eq. 2,
in which: τ* - bubble transit time between transducers (time of signals delay),
L- real distance between ultrasonic transducers.
In the case when bubble rising across the ultrasonic field (UT3 in Fig. 6) from the recorded signals it is also possible to determine the second component of velocity, in the x direction, according to Eq. 3:
Figure 7 shows an example of the dependence of bubbles velocity on the path of their rising path for a nozzle with dimensions up to do = 1.2 mm. The average speed and the standard deviation σ(w), indicated in this figure, were calculated for 30 rising bubbles. The graphs clearly shows changes in the velocity of rising bubbles along the rising path which indicates that the path of their movement is not a straight line and the bubbles rising spirally or zigzag. An exemplary movement path for three selected bubbles is shown in Fig. 8.

The dependence of the velocity of argon bubbles on the rising path in GaInSn liquid metal

An example of a bubble movement path in liquid metal for the flow of argon equal to 0.018 l/h
In the case when it is not possible to distinguish between individual signals recorded by ultrasonic transducers, that is in the flow of bubble swarm or in the chain flow, the bubble velocity is determined from the normalized cross-correlation function of signals ρz by calculating the delay time of τ* as the maximum of this function according to equation:
where:
-
\( \hat{R}_{{z_{i + 1} z_{i} }} \) cross-correlation function of signals from two consecutive sensors zi, zi+1
-
\( \hat{R}_{{z_{i} z_{i} }} \) autocorrelation function of signals.
The use of signal delay time for calculations has the advantage that the ρz coefficient values give information about the similarity of the registered signals to bubbles. At values of ρz close unity, transducers record signals from the same bubble. When ρz= 0 there is no correlation between the signals. In the literature [8] it is assumed that there is a similarity between signals when ρz = 0.4. Figure 9 presents examples of signals from 4 ultrasonic sensors together with signal correlation functions, while Fig. 10 illustrates the dependence of bubbles velocities on their rising path calculated from signals cross-correlation function.

Examples of signals along with correlation functions.

Exemplary dependencies of bubble velocities on their rising path calculated from the signals cross-correlation function.
5 Error Sources
The highest influence on the accuracy of the velocity determination from Eq. 2 has the correct determination of the distance L between the ultrasonic transducers. This is due to the accuracy of their assembly in the ultrasonic head. The nominal distance between transducers is L = 8 mm. In the case of imprecise mounting, ultrasonic rays emitted from them are not parallel and deviations of parallelism can reach up to 10% (GE Inspektion Technologies GmbH). Lack of characteristics (calibration) of ultrasonic transducers leads to significant errors in determining the velocity of rising bubbles. For example, for ultrasonic head USH1, with the obtained transducers characteristics{UT1;UT2;UT3;…UT10}, correct distances between them have been deteriorated to mm {8,2; 8,3; 7,5; 8,4; 7,8; 7,6; 8,6; 7,9; 8}. Systematic errors in the calculations of bubbles velocities, when accepting distances between L = 8 mm, not taking correct distances, may reach up to 7%.
The second component of the error is related to the accuracy of determining the signals delay time. In the case of reading the delay time of signals τ* = τ1 – τ2 as in the Fig. 6, the standard uncertainty of type B of this time is:
The time limiting errors of τ1 and τ2 are equal and their values correspond to the sampling period of δt = 0.7 ms. Standard uncertainties of type B of the times τ1 and τ2 are amount to \( u_{{B_{{\tau_{1} }} }} = u_{{B_{{\tau_{2} }} }} = \frac{\delta t}{\sqrt 3 } \) = 0.405 ms. The standard uncertainty of the signal delay time is \( u_{{B_{{\tau^{*} }} }} = 0,573\;{\text{ms}}. \) The relative dependence of this uncertainty on the delay of signals is shown in the Fig. 11a.

Relative standard uncertainties of type B when sensors are mounted on the side wall of the container and its bottom.
With average signals delay times of 15–50 µs and the distances between the sensors L = 8 mm, the relative standard uncertainties of the delay time vary within the limits of 1.5%–3.8%. Adoption of the distance between individual transducers L = 8 mm for assembly in the ultrasonic head was mainly due to the fact that despite quite high uncertainty resulting from the sampling period, especially for high blistering velocities, rising bubbles are found in the ultrasonic field of each transducer. Thus the recorded signals come from practically every moving bubble which is very important when determining the flow parameters of bubbles rising spirally or zigzag.
When measuring with transducers in the bottom of the container, the relatively standard uncertainty of the velocity, determined from Eq. 1, can be presented as:
At a constant GaInSn temperature, the uncertainty of the ultrasonic wave velocity is to be neglected, also the uncertainty of the dt – difference of the echo transit time from the bubble can be neglected because the resolution is δte = 2.5 ns. The main component of uncertainty is the error of determining the measurement time t related to the period of signal sampling. For transducers mounted in the bottom of the container, this period was δt = 1.5 ms. Assuming that the limiting error of the time reading Δt is 2δt = 3 ms, the standard uncertainty of type B is: \( \frac{{u_{B\Delta t} }}{\Delta t} = \frac{2\delta t}{\sqrt 3 } = 1,73\;{\text{ms}} \).
Figure 11b shows the dependence of the relative uncertainty of velocity on the measurement of Δt. The errors of the method are also related to the observation time of the Tm signals and the values of the correlation function ρz. As Shu [8] showed in his paper, the standard uncertainty of type A of signal time delay is a function of two components:
The maximum number of samples possible to calculate the correlation function in the DasyLab program is 215 which at the signal sampling interval δt = 0.7 ms gives the observation time Tm = 215*0,7 ms = 22,9 s. As can be seen on the Eq. 8, the adoption of such a long observation time effectively reduces the uncertainty of the standard signal delay time. Values of the correlation coefficient ρz close to unity also reduce this uncertainty. The ρz coefficient values show the similarity of the recorded signals and they are related to the distance between the transducers – the smaller is the distance the higher are the ρz values. The choice of the distance between the transducers in the ultrasonic head L = 8 mm was also associated with the minimization of this uncertainty component.
6 Summary
The article presents the methods of measuring and calculating the velocity of the rising gas phase in the GaInSn liquid metal by means of an ultrasonic pulse-echo method. The method of determining the velocity in the case when ultrasonic sensors are mounted in the bottom of the container and in case when they are installed on the side wall is described. The sources of method errors are also presented. The knowledge of the velocity of the rising gas phase can be for examples useful in steel refining processes, to calculate the residence time of gas bubbles in the liquid metal and thus to increase the efficiency of this process. The pulse-echo method can be used in measurements, especially those in which the liquid phase is non-transparent, to determine other flow parameters such as: the frequency of gas bubbles, their dimensions or the flow area of the second phase in the liquid metal.
References
Zhang, Ch.: Liquid metal flows driven by gas bubbles in a static magnetic field. Dissertation TU Dresden, Fakultät Maschinenwesen (2009)
Zhang, Ch., Eckert, S., Gerbeth, G.: Gas and Liquid velocity measurements in bubble chain driven two-phase flow by means of UDV and LDA. In: 5th International Conference on Multiphase Flow, ICMF 2004, Yokohama, Japan (2004)
Zhang, Ch., Eckert, S., Gerbeth, G.: Experimental study of single bubble motion in a liquid metal column exposed to a DC magnetic field. Int. J. Multiph. Flow 31(7), 824–842 (2005)
Eckert, S., Gerbeth, G.: Messung von Geschwindigkeitsfeldern in Flüssigmetallen mit der Ultraschall-Doppler-Methode. Tech. Mess. 79(9), 410–416 (2012)
Sommerlatt, H.-D., Andruszkiewicz, A.: Dynamic measurement of particle diameter and drag coefficient with ultrasonic method. Archives Acoust. 3, 293–304 (2008)
Andruszkiewicz, A., Eckert, K., Eckert, S., Odenbach, S.: Gas bubble detection in liquid metals by means of the ultrasound transit-time-technique. Eur. Phys. J. Spec. Topisc 220, 53–62 (2013)
Richter, T., et al.: Measurements of the diameter of rising gas bubbles by means of ultrasound transit time technique. Magnetohydrodynamics 53(2), 383–392 (2017)
Shu, W.: Durchflussmessung in Rohren mit Hilee von künstlichen und natürlichen markierungen, Dissertation T.U. Karlsruhe (1987)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Andruszkiewicz, A., Eckert, K. (2019). Measurements of Gas Phase Velocity in Liquid Metal by Means of Ultrasonic Pulse-Echo Method. In: Hanus, R., Mazur, D., Kreischer, C. (eds) Methods and Techniques of Signal Processing in Physical Measurements. MSM 2018. Lecture Notes in Electrical Engineering, vol 548. Springer, Cham. https://doi.org/10.1007/978-3-030-11187-8_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-11187-8_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-11186-1
Online ISBN: 978-3-030-11187-8
eBook Packages: EngineeringEngineering (R0)